幕墙门窗标准、规范汇总2015-10-1
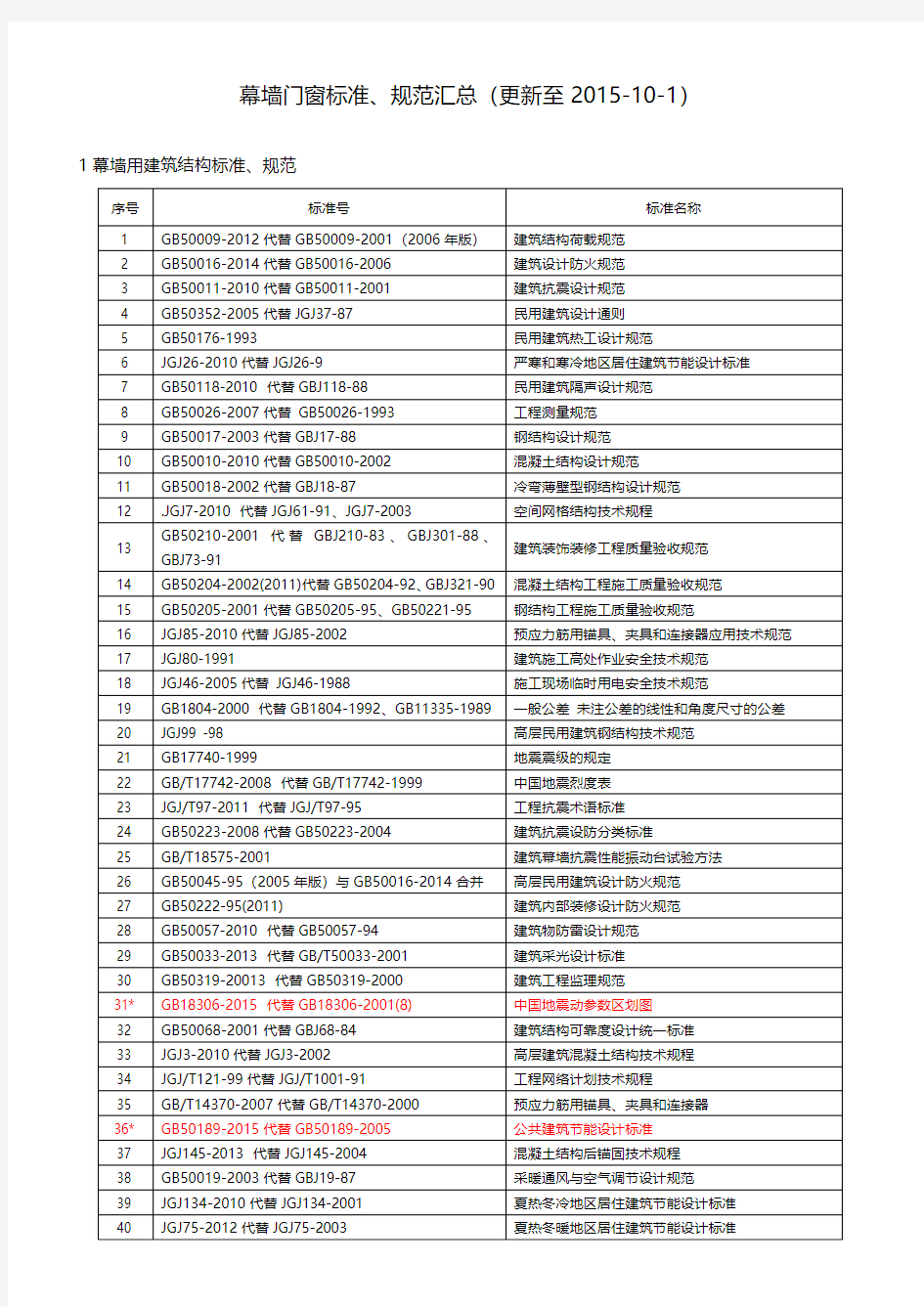
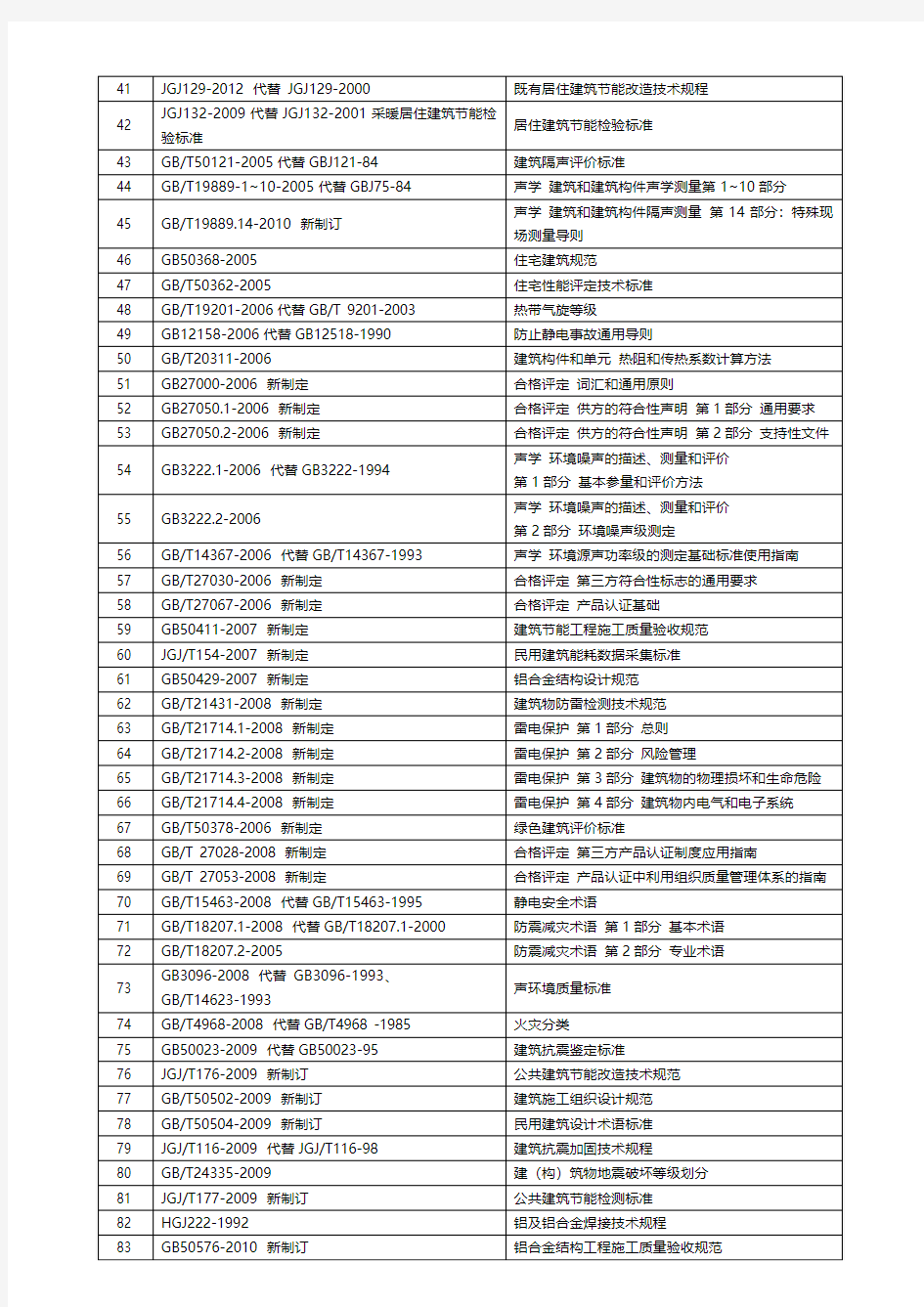
幕墙门窗标准、规范汇总(更新至2015-10-1)1幕墙用建筑结构标准、规范
2建筑幕墙其相关标准、规范
3建筑门窗及其相关标准、规范
4钢材及其相关标准、规范
5不锈钢材料及其相关标准、规范
6铝合金材料及其相关标准、规范
7玻璃及相关标准、规范
8石材及其相关标准、规范
9粘结与密封材料及其相关标准、规范
10连接紧固件及其相关标准、规范
11其它材料及其相关标准、规范
焊接技术标准规范标准[详]
{ 1范围 主题内容 本标准规定了电子电气产品焊接用材料和导线与接线端子、印制电路板组装件等 的焊接要求以及质量保证措施。 1. 2适用范围 本标准适用于电子电气产品的焊接和检验。 2引用文件 ? GB 3131-88锡铅焊料 GB 9491-88锡焊用液态焊剂(松香基) QJ 3012-98电子电气产品元器件通孔安装技术要求 QJ 165A-95电子电气产品安装通用技术要求 QJ 2711-95静电放电敏感器件安装工艺技术要求 3定义 3. 1 MELF metal electrode leadless face $ MELF是指焊有金属电极端面,作端面焊接的元器件。 4 一般要求 4. 1环境要求 环境条件按QJ 165A中3. 1. 4条要求执行。 4.1.2焊接场所所需工具及设备应保持清洁整齐。在焊接工位上应及时清除多余物(导线断头、焊料球、残留焊料等)。禁止在焊接工位上饮食;禁止在工位上有化妆品以及与生产操作无关的东西。 4. 2工具、设备及人员要求 4. 2. 1工具 @ 电烙铁应为温控型的,烙铁头空焊温度应保持在预选温度的士 5. 5℃之内,烙铁头的形状应符合焊接空间要求,并保证良好的接地。 4. 2. 2设备 4. 2. 2. 1波峰焊设备 波峰焊设备(包括焊剂装置、预热装置、焊槽)焊接前应能将印制板组装件预热到120℃以内,在整个焊接过程中,焊料槽焊接温度的控制精度应维持在士℃,并具有排气系统。4.2.2.2再流焊设备 再流焊设备应可将焊接表面迅速加热,并能在连续焊接操作时,迅速加热到预定温度的士6℃范围内。加热源不应引起印制电路板或元器件的损坏,也不应在加热源与被焊金属直接接触时污染焊料。再流焊设备包括采用平行等距电阻加热、短路棒电阻加热、热风加热、红外线加热、激光加热装置或非电烙铁热传导焊接的设备。 4. 2. 3人员 操作人员应经过专业技术培训,熟悉本标准及相关工艺的规定,具有判别焊点合格或不合格的能力,并经考核合格上岗。 《
国家标准和行业标准有什么区别审批稿
国家标准和行业标准有 什么区别 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
国家标准和行业标准有什么区别 对需要在全国范围内统一的技术要求,应当制定。由国务院标准化部门制定。对没有而又需要在全国某个行业范围内统一的技术要求,可以制定。由国务院有关部门制定,并报国务院标准化部门备案,在公布国家标准之后,该项即行废止。对没有国家标准和行业标准而又需要在省、自治区、范围内统一的工业产品的安全、卫生要求,可以制定。由省、自治区、标准化行政主管部门制定,并报国务院标准化行政主管部门和国务院有关行政主管部门备案,在公布国家标准或者行业标准之后,该项即行废止。 企业生产的产品没有国家标准和行业标准的,应当制定,作为组织生产的依据。企业的须报当地政府标准化行政主管部门和有关行政主管部门备案。已有国家标准或者行业标准的,国家鼓励企业制定严于国家标准或者行业标准的,在企业内部适用。 行标是行标,国标是国标,不一样的。 按照适用范围,我国的标准分为国家标准、行业标准、地方标准和企业标准四个级别。 (1)国家标准 由国务院标准化行政主管部门(现为国家质量技术监督检验检疫总局)指定(编制计划、组织起草、统一审批、编号、发布)。国家标准在全国范围内适用,其他各级别标准不得与国家标准相抵触。 (2)行业标准 由国务院有关行政主管部门制定。如化工行业标准(代号为HG)、石油化工行业标准(代号为SH)由国家石油和化学工业局制定,建材行业标准(代号为JC)由国家建筑材料工业局制定。行业标准在全国某个行业范围内适用。 (3)地方标准 由省、自治区、直辖市标准化行政主管部门制定。在地方辖区范围内适用。 (4)企业标准 没有国家标准、行业标准和地方标准的产品,企业应当制定相应的企业标准,企业标准应报当地政府标准化行政主管部门和有关行政主管部门备案。企业标准在该企业内部适用。
园林景观常用规范汇总
园林景观常用规范汇总 一、规划设计类: 《城市居住区规划设计规范》GB 50180—93(2002年版) 《公园设计规范》CJJ 48-92 《风景名胜区规划规范》GB50298-1999 《城市道路绿化规划与设计规范》CJJ 75-97 《城市用地竖向规划规范》GJJ 83-99 《城市绿地设计规范》 GB50420-2007 《无障碍设计规范》GB 50763—2012 《城市道路和建筑物无障碍设计规范》JGJ 50-2001 《城市绿地分类标准》 CJJT85-2002 《公路环境保护设计规范》 JTG B04-2010 《石油化工厂区绿化设计规范》 SH3008-2000 《森林公园总体设计规范》 LY/T5132—95 《居住区环境景观设计导则》(2006正式版) 《城市湿地公园规划设计导则》(试行) 《屋顶绿化规范》DB11/T 281—2005 北京市地方标准 《城市绿地系统规划编制纲要(试行)》(建城〔2002〕240号文)《城市绿线管理办法》(建设部实施) 二、建筑类: 《民用建筑设计通则》GB 50352-2005 《住宅建筑规范》GB 50368-2005 《园林园建工程规范》 《园林古建工程技术操作规程》 三、消防类:
《小区消防车道设计规范》 《建筑设计防火规范》GB50016—2006 《高层民用建筑设计防火规范》GB 50045-95(2005年版) 三、绿化类: 《园林绿化工程施工及验收规范》CJJA3 82-2012 《城市绿化条例》(国务院实施) 《城市园林绿化企业资质标准》(建城[1995]383号) 《城市古树名木保护管理办法》(中华人民共和国建设部城[2000]192号)《城市绿化和园林绿地用植物材料》CJ/T 24—1999 四、其他类: 《景观施工图绘图规范》(施工图分册) 《风景园林图例图示标准》CJJ-67-95 《园林绿化工程竣工图编制规范》DB11/T 989-2013 《园林绿化工程工程量计算规范》 GB 50858-2013 《建筑场地园林景观设计深度及图样》 06SJ805 《园林基本术语标准》(CJJ/T91-2002 J217-2002) 《国家园林城市标准》(国家建设部) 《国家生态园林城市标准》(国家建设部) 《国家生态园林城市分级考核标准》 《绿色生态住宅小区建设要点与技术导则》 《园林景观工程设计(行业)取费标准》2013 园林景观设计常用规范摘抄 一、《公园设计规范》CJJ 48-92
焊接标准国标汇总
焊接国家标准总汇标准号标准名称 焊接基础通用标准 GB/T3375--94焊接术语 GB324--88焊缝符号表示法 GB5185--85金属焊接及钎焊方法在图样上的表示代号 GB12212--90技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84技术制图金属结构件表示法 GB985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南GB/Tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 GB/Tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 GB/Tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求 GB/T12469--90焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90钢结构焊缝外形尺寸 GB/T16672—1996焊缝----工作位置----倾角和转角的定义焊接材料标准焊条 GB/T5117--1995碳钢焊条 GB/T5118--1995低合金钢焊条 GB/T983—1995不锈钢焊条 GB984--85堆焊焊条 GB/T3670--1995铜及铜合金焊条 GB3669--83铝及铝合金焊条 GBl0044--88铸铁焊条及焊丝 GB/T13814—92镍及镍合金焊条 GB895--86船用395焊条技术条件 JB/T6964—93特细碳钢焊条 JB/T8423—96电焊条焊接工艺性能评定方法 GB3429--82碳素焊条钢盘条 JB/DQ7388--88堆焊焊条产品质量分等 JB/DQ7389--88铸铁焊条产品质量分等 JB/DQ7390--88碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96焊接材料质量管理规程焊丝 GB/T14957—94熔化焊用钢丝 GB/T14958--94气体保护焊用钢丝 GB/T8110--95气体保护电弧焊用碳钢、低合金钢焊丝 GBl0045--88碳钢药芯焊丝 GB9460--83铜及铜合金焊丝 GBl0858--89铝及铝合金焊丝 GB4242--84焊接用不锈钢丝
最新最全国家标准规范和行业标准规范(2011年版)[1]
国家标准、规范、规程国家标准、规范、规程(2011) (2011)目录(录(截止日期截止日期2011.10.12011.10.1) )一标准规范 (1) 1工程建设国家标准GB ...................................................12工程建设行业标准JGJ .................................................253城镇建设行业标准CJJ .................................................354工程建设标准化协会标准CECS ....................................415工程建设材料、设备国家标准GB,JG,CJ,JC ........526公路标准.........................................................................57二国家建筑标准设计图集 (58) 1全国民用建筑工程设计技术措施、深度规定..............582建筑专业J .....................................................................593结构专业G .....................................................................634给水排水专业S .............................................................685暖通空调专业K .............................................................716动力专业R .....................................................................727电气专业D .....................................................................748弱电专业X .....................................................................759城市道路MR ...................................................................7510市政给水排水MS .........................................................76三特种设备 (76) 1安全技术规范TSG .........................................................762锅容标委归口行业标准及图书.....................................793国家标准GB ...................................................................80四企业标准..............................................................................85五其它行业标准. (85) 1化工工程建设HG ...........................................................852石化工程建设SH .. (86) 一标准规范
最新版建筑规范汇总
最新版建筑规范汇总 转自:建筑技术杂志社 新版建筑规范汇总小编为您整理了包括设计、节能改造、地基基础、模板、质量验收等方面的最新规范,快来看看吧。设计1. GB50116—2013《火灾自动报警系统设计规范》 2. GB50037—2013《建筑地面设计规范》 3. GB50034—2013《建筑照明设计标准》 节能改造1. GB/T50878—2013《绿色工业建筑评价标准》 2.JG/T420—2013《硬泡聚氨酯板薄抹灰外墙外保温系统材料》 3.GB/T50908—2013《绿色办公建筑评价标准》 4.GB/T 29759—2013《建筑用太阳能光伏中空玻璃》 5.GB50367—2013《混凝土结构加固设计规范》 6.GB/T50905—2014《建筑工程绿色施工规范》 7.GB/T 30595—2014《挤塑聚苯板(XPS)薄抹灰外墙外保温系统材料》 混凝土1.JGJ/T308—2013《磷渣混凝土应用技术规程》 2.GB50119—2013《混凝土外加剂应用技术规范》 3.GB/T50912—2013《钢铁渣粉混凝土应用技术规范》 4.GB/T 29733—2013《混凝土结构用成型钢筋制品》 5.JGJ/T322—2013《混凝土中氯离子含量检测技术规程》
地基基础1.JGJ/T301—2013《大型塔式起重机混凝土基础工程技术规程》 2.JGJ311—2013《建筑深基坑工程施工安全技术规范》 3.GB50330—2013《建筑边坡工程技术规范》 试验1.JG/T429—2014《外墙外保温系统耐候性试验方法》 2.GB/T 9780—2013《建筑涂料涂层耐沾污性试验方法》 3.GB/T 4111—2013《混凝土砌块和砖试验方法》 4.GB/T 30100—2013《建筑墙板试验方法》 5.JGJ/T27—2014《钢筋焊接接头试验方法标准》 模板1.JGJ 65—2013《液压滑动模板施工安全技术规程》 2.JG/T418—2013《塑料模板》 3.GB/T50214—2013《组合钢模板技术规范》 4.JG/T428—2014《钢框组合竹胶合板模板》 质量验收1.GB50300—2013《建筑工程施工质量验收统一标准》 2.GB50944—2013《防静电工程施工与质量验收规范》 3.GB50946—2013《煤矿设备安装工程质量验收规范》 4.GB50937—2013《选煤厂管道安装工程施工与验收规范》 5.GB 50877—2014《防火卷帘、防火门、防火窗施工及验收规范》 6.JGJ/T324—2014《建筑幕墙工程检测方法标准》 建筑施工1.JGJ305—2013《建筑施工升降设备设施检验标准》
手工焊接技术要求标准规范
手工焊接技术要求规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1 焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1 电烙铁的功率选用原则: 1) 焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电 烙铁。 2) 焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3) 焊接较大元器件时,如金属底盘接地焊片,应选100W以上的电烙铁。 3.2.2 电烙铁铁温度及焊接时间控制要求: 1) 有铅恒温烙铁温度一般控制在280~360C之间,缺省设置为330± 10C, 焊接 时间需小于3秒。焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝 焊接。部分元件的特殊焊接要求:
SMD器件:焊接时烙铁头温度为:320± 10C ;焊接时间:每个焊点1~3 秒。 拆除元件时烙铁头温度:310~350C (注:根据CHIP件尺寸不同请 使用不同的烙铁嘴。) DIP器件:焊接时烙铁头温度为:330± 5C;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相 连,上述温度无法焊接时,烙铁温度可升高至360C,当焊接敏感怕 热零件(LED CCD传感器等)温度控制在260~300C。 2) 无铅制程 无铅恒温烙铁温度一般控制在340~380C之间,缺省设置为360± 10 C,焊接时间小于 3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1) 电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断, 缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被严重氧化后很难再 上锡。 2) 手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地, 防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应 大于10MQ,电源线绝缘层不得有破损。 3) 将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地 电阻值稳定显示值应小于3Q;否则接地不良。 4) 烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时 间不用必须关闭电源防止空烧,下班后必须拔掉电源。 5) 烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部发热部 位。支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜。 3.3手工焊接所需的其它工具: 1) 镊子:端口闭合良好,镊子尖无扭曲、折断。 2) 防静电手腕:检测合格,手腕带松紧适中,金属片与手腕部皮肤贴合良好,接地
市政工程常用规范汇总
市政工程常用规范汇总
第一篇市政工程质量检验评定标准 第一章道路工程 1.市政道路工程质量检验评定标准(CJJ 1-90)(行业标准) 2.市政道路工程质量检验标准(DBJ 01-11-95)(北京市标准) 3.市政道路工程质量评定标准(DBJ 01-22-95)(北京市标准) 4.道路工程质量检验评定标准(上海市标准) 5.市政工程质量检验评定标准(道路工程)(TBJ 101-91)(天津市标准) 6.沥青路面施工及验收规范(参照GB 50092-96)(国家标准) 第二章桥梁工程 1.市政桥梁工程质量检验评定标准(CJJ 2-90)(行业标准) 2.市政桥梁工程质量检验标准(DBJ 01-12-95)(北京市标准) 3.市政桥梁工程质量评定标准(DBJ 01-23-95)(北京市标准) 4.桥梁工程质量检验评定标准(上海市标准) 5.市政工程质量检验评定标准(桥梁工程)(TBJ
102-91)(天津市标准) 第三章给水排水工程 1.市政排水管渠工程质量检验评定标准(CJJ 3-90)(行业标准) 2.市政排水管渠工程质量检验标准(DBJ 01-13-95)(北京市标准) 3.市政排水管渠工程质量评定标准(DBJ 01-24-95)(北京市标准) 4.排水工程质量检验评定标准(上海市标准) 5.市政工程质量检验评定标准(排水工程)(TBJ 103-91)(天津市标准) 6.给水排水构筑物工程质量检验评定标准(参照GB 50268-97)(国家标准) 7.给水排水管道工程质量检验评定标准(参照GB 50268-97)(国家标准) 第四章污水处理厂工程 市政工程质量检验评定标准(污水处理厂工程)(TBJ 104-91)(天津市标准) 第二篇城镇燃气输配工程质量检验评定标准 1.城镇燃气输配工程施工及验收规范(CJJ 33-89)(行业标准) 2.武汉市燃气管网工程质量检验评定标准
焊接技术标准规范汇总
1范围 1.1主题内容 本标准规定了电子电气产品焊接用材料和导线与接线端子、印制电路板组装件等 的焊接要求以及质量保证措施。 1. 2适用范围 本标准适用于电子电气产品的焊接和检验。 2引用文件 GB 3131-88锡铅焊料 GB 9491-88锡焊用液态焊剂(松香基) QJ 3012-98电子电气产品元器件通孔安装技术要求 QJ 165A-95电子电气产品安装通用技术要求 QJ 2711-95静电放电敏感器件安装工艺技术要求 3定义 3. 1 MELF metal electrode leadless face MELF是指焊有金属电极端面,作端面焊接的元器件。 4 一般要求 4. 1环境要求 4.1.1环境条件按QJ 165A中3. 1. 4条要求执行。 4.1.2焊接场所所需工具及设备应保持清洁整齐。在焊接工位上应及时清除多余物(导线断头、焊料球、残留焊料等)。禁止在焊接工位上饮食;禁止在工位上有化妆品以及与生产操作无关的东西。 4. 2工具、设备及人员要求 4. 2. 1工具 电烙铁应为温控型的,烙铁头空焊温度应保持在预选温度的士5. 5℃之内,烙铁头的形状应符合焊接空间要求,并保证良好的接地。 4. 2. 2设备 4. 2. 2. 1波峰焊设备 波峰焊设备(包括焊剂装置、预热装置、焊槽)焊接前应能将印制板组装件预热到120℃以内,在整个焊接过程中,焊料槽焊接温度的控制精度应维持在士5.5℃,并具有排气系统。 4.2.2.2再流焊设备 再流焊设备应可将焊接表面迅速加热,并能在连续焊接操作时,迅速加热到预定温度的士6℃范围内。加热源不应引起印制电路板或元器件的损坏,也不应在加热源与被焊金属直接接触时污染焊料。再流焊设备包括采用平行等距电阻加热、短路棒电阻加热、热风加热、红外线加热、激光加热装置或非电烙铁热传导焊接的设备。 4. 2. 3人员 操作人员应经过专业技术培训,熟悉本标准及相关工艺的规定,具有判别焊点合格或不合格的能力,并经考核合格上岗。 4. 3焊点 4. 3. 1外观 4.3.1.1 焊点表面应无气孔、非晶态,以及有连续良好的润湿。焊点不应露出基底金属、不应有锐边、拉尖、焊剂残渣以及夹杂。与邻近导电通路之间焊料不应出现拉丝、桥接等现象。
最新发布电气行业标准和国家标准资料
?2015年第11号中华人民共和国地方标...?·2015年第12号中华人民共和国地方标...?·2015年第11号中华人民共和国行业标...?·2015年第40号中华人民共和国国家标...?·2015年第39号中华人民共和国国家标...?·2015年第38号中华人民共和国国家标...?·2015年第37号中华人民共和国国家标...?·2015年第10号中华人民共和国行业标...?·2015年第9号中华人民共和国行业标...?·2015年第8号中华人民共和国行业标...?·2015年第10号中华人民共和国地方标...
162 51393-2015 JB/T 12383-2015 剪切机用圆刀片 2015-10-10 2016-03-01 工业和信息化部 163 51394-2015 JB/T 12301-2015 YBSD系列矿用隔爆型双速三相异步电动机技术条件 2015-10-10 2016-03-01 工业和信息化部 164 51395-2015 JB/T 12302-2015 TBZY系列(IP55)螺杆抽油泵专用直驱式隔爆型三相永磁同步电动机技术条件(机座号225~355) 2015-10-10 2016-03-01 工业和信息化部 165 51396-2015 JB/T 12303-2015 YA2系列增安型高压三相异步电动机技术条件(机座号355~560) 2015-10-10 2016-03-01 工业和信息化部 166 51397-2015 JB/T 12304-2015 TZYW系列正压外壳型无刷励磁同步电动机(4P、6P)技术条件 2015-10-10 2016-03-01 工业和信息化部 167 51398-2015 JB/T 12305.1-2015 高效率高压隔爆型三相异步电动机技术条件第1部分:YBX3系列高效率高压隔爆型三相异步电动机(机座号355~630) 2015-10-10 2016-03-01 工业和信息化部 168 51399-2015 JB/T 11202.2-2015 高压增安型三相异步电动机技术条件第2部分:YAKK、YAKK-W系列高压增安型三相异步电动机(机座号355~630) 2015-10-10 2016-03-01 工业和信息化部 169 51400-2015 JB/T 12306.1-2015 10kV高效率高压隔爆型三相异步电动机技术条件第1部分:YBX3系列(10kV)高效率高压隔爆型三相异步电动机(机座号400~630) 2015-10-10 2016-03-01 工业和信息化部 170 51401-2015 JB/T 12307-2015 YBBZ泵站用高压隔爆型三相异步电动机技术条件 2015-10-10 2016-03-01 工业和信息化部 171 51402-2015 JB/T 12308-2015 YB3系列(10kV)高压隔爆型三相异步电动机技术条件(机座号400~630) 2015-10-10 2016-03-01 工业和信息化部 172 51403-2015 JB/T 12309.1-2015 隔爆型三相异步电动机技术条件第1部分:YB3系列隔爆型三相异步电动机技术条件(机座号400~500) 2015-10-10 2016-03-01 工业和信息化部 173 51404-2015 JB/T 5337.1-2015 无火花型三相异步电动机技术条件第1部分:YW2系列无火花型三相异步电动机(机座号80~355) JB/T 5337-1991 2015-10-10 2016-03-01 工业和信息化部 174 51405-2015 JB/T 9593.1-2015 煤矿用隔爆型三相异步电动机技术条件第1部分:YBK3系列煤矿井下用隔爆型三相异步电动机(机座号80~355) JB/T 9593.1-2002 2015-10-10 2016-03-01 工业和信息化部 175 51406-2015 JB/T 9595.1-2015 增安型三相异步电动机技术条件第1部分:YA2系列增安型三相异步电动机(机座号80~355) JB/T 9595-1999 2015-10-10 2016-03-01 工业和信息化部
焊接标准大全-焊接国家标准汇总
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求 GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求 GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求 GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸 GB/T16672—1996 焊缝----工作位置----倾角和转角的定义 焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 焊丝
焊接件通用技术规范汇总
焊接件通用技术规范 1.目的 为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。 2.范围 如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。 3.一般要求 3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。 3.2焊接件材料和焊接材料 3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。 3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。 3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。 3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。矫正后,钢材表面不应留有明显的损伤。 3.3焊接零件未注公差尺寸的形位公差 3.3.1零件尺寸的极限偏差 手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。 3.2.2零件形位公差 3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。 表2 mm
3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。 表3 mm
3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。 图1 L—边棱长度;t—直线度 3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图 2)。 t≤Δ 图2 3.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。 图3 3.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
最新建筑规范汇总
最新建筑规范汇总 人民防空地下室设计规范(GB50038-2005) 人民防空工程设计防火规范(GB50098-2009) 汽车库、修车库、停车场设计防火规范(GB50067-2014) 人民防空工程防护功能平战转换设计标准RFJ01-98 汽车库建筑设计规范(JGJ100-2015) 地下室工程防水技术规范(GB50108-2008) 福建省居住建筑节能设计标准(DBJ13-62-2014) 公共建筑节能设计标准(GB50189-2015) 建筑设计防火规范(GB50016-2014) 建筑外门窗气密、水密、抗风压性能分级及检测法(GB/T7106-2008)防火门(GB12955) 建筑玻璃应用技术规程(JGJ113-2015) 建筑安全玻璃管理规定(2003) 无障碍设计规范(JGJ50-2001) 电梯层门耐火试验完整性,隔热性和热通量测定法(GB/T27903) 混凝土结构施工图平面整体表示方法制图规则和构造详图(16G101-1)建筑结构荷载规范GB50009-2012 混凝土结构设计规范GB50010-2010 建筑抗震设计规范GB50011-2010 建筑地基基础设计规范GB50007-2011 砌体结构设计规范GB50003-2011
建筑桩基技术规范JGJ94-2008 高层建筑混凝土结构技术规程JGJ3-2002 高强度混凝土结构技术规程CECS 104 工业建筑防腐蚀设计规范GB50046-2008 混凝土结构工程施工质量验收规范GB50204-2002 建筑地基基础工程施工质量验收规范GB50202-2002 钢筋焊接及验收规程JGJ18-2003 建筑钢结构焊接规程JGJ81-2002 钢结构工程工程施工质量验收规范GB50205-2001 高层民用建筑钢结构技术规程JGJ99-98 钢筋机械连接通用技术规程JGJ107-2003 砌体工程施工质量验收规范GB50203-2002 建筑变形测量规程JGJ8-2007 钢筋连接用灌浆套筒料JG/T408 钢筋连接用灌浆套筒JG/T398 公共建筑节能设计标准GB50189-2015 混凝土结构设计规范GB50010-2010(2015版) 高强混凝土结构技术规程CECS104:99 钢筋机械连接通用技术规程JGJ107-96
焊接相关标准汇总
标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸 GB/T16672—1996 焊缝----工作位置----倾角和转角的定义 焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 焊丝 GB/T14957—94 熔化焊用钢丝 GB/T14958--94 气体保护焊用钢丝 GB/T8110--95 气体保护电弧焊用碳钢、低合金钢焊丝 GBl0045--88 碳钢药芯焊丝 GB9460--83 铜及铜合金焊丝 GBl0858--89 铝及铝合金焊丝
国家标准和行业标准有什么区别
国家标准和行业标准有什么区别对需要在全国范围内统一的技术要求,应当制定国家标准。国家标准由国务院标准化行政主管部门制定。对没有国家标准而又需要在全国某个行业范围内统一的技术要求,可以制定行业标准。行业标准由国务院有关行政主管部门制定,并报国务院标准化行政主管部门备案,在公布国家标准之后,该项行业标准即行废止。对没有国家标准和行业标准而又需要在省、自治区、直辖市范围内统一的工业产品的安全、卫生要求,可以制定地方标准。地方标准由省、自治区、直辖市标准化行政主管部门制定,并报国务院标准化行政主管部门和国务院有关行政主管部门备案,在公布国家标准或者行业标准之后,该项地方标准即行废止。 企业生产的产品没有国家标准和行业标准的,应当制定企业标准,作为组织生产的依据。企业的产品标准须报当地政府标准化行政主管部门和有关行政主管部门备案。已有国家标准或者行业标准的,国家鼓励企业制定严于国家标准或者行业标准的企业标准,在企业内部适用。 行标是行标,国标是国标,不一样的。 按照适用范围,我国的标准分为国家标准、行业标准、地方标准和企业标准四个级别。 (1)国家标准 由国务院标准化行政主管部门(现为国家质量技术监督检验检疫总局)指定(编制计划、组织起草、统一审批、编号、发布)。国家标准在全国范围内适用,其他各级别标准不得与国家标准相抵触。 (2)行业标准
由国务院有关行政主管部门制定。如化工行业标准(代号为HG)、石油化工行业标准(代号为SH)由国家石油和化学工业局制定,建材行业标准(代号为JC)由国家建筑材料工业局制定。行业标准在全国某个行业范围内适用。 (3)地方标准 由省、自治区、直辖市标准化行政主管部门制定。在地方辖区范围内适用。 (4)企业标准 没有国家标准、行业标准和地方标准的产品,企业应当制定相应的企业标准,企业标准应报当地政府标准化行政主管部门和有关行政主管部门备案。企业标准在该企业内部适用。
国家标准大全
序号标准号标准名称 1 GB8478-2008代替GB8478-2003、GB8479-2003 铝合金门窗 2 DBJ15-30-2002 铝合金门窗工程设计、施工及验收规范 3 JG/T177-2005代替GB/T3015.1、GB/T3015.2 自动门 4 GB5823-2008代替GB5823-1986 建筑门窗术语 5 GB5824-2008代替GB5824-198 6 建筑门窗口尺寸系列 6 GB5825-1986 建筑门窗扇开关面的标志 7 GB7106-2008代替GB7106-2002、GB7107-2002、GB7108-2002 建筑外门窗气密、水密、抗风压性能分级及其检测方法 8 GB8484-2008代替GB8484-2002 建筑外门窗保温性能分级及检测方法 9 GB8485-2008代替GB8485-2002 建筑门窗空气隔声性能分级及检测方法 10 GB11976-2002代替GB11976-1989 建筑外窗采光性能分级及检测方法 11 GB9158-1988 建筑外窗承受机械力的检测方法 12 QB/T2697-2005代替QB/T3884-1999、GB9296 地弹簧 13 QB/T3885-1999代替GB9297 铝合金门插锁 14 QB/T3886-1999代替GB9298 平开铝合金窗把手 15 QB/T3887-1999代替GB9299 铝合金撑挡 16 QB/T3888-1999代替GB9300 铝合金窗不锈钢滑撑 17 QB/T3889-1999代替GB9301 铝合金门窗拉手 18 QB/T3900-1999代替GB9302 铝合金窗锁 19 QB/T3901-1999代替GB9303 铝合金门锁 20 QB/T3902-1999代替GB9304 推拉铝合金门用滑轮 21 QB/T3893-1999代替GB9305 闭合器 22 QB/T2473-2000 外装门锁
焊接技术规范
焊接技术规范 3.1焊接前准备工作 2.2.2焊工必须掌握焊接技术理论和实际操作技能,并取得国家劳动部门颁发的焊工操作证书。 2.2.3焊工除具备必须的理论知识和实际操作能力外,还应具备良好的职业素养,能切实遵守各项制度的规定,并认真进行焊接质量自检。 3.1.1在焊工上岗作业前,分包商应对其进行培训和考核,考核内容包括:做2块氩弧焊、电弧焊试样进行评定,合格后按电弧焊点焊、电弧焊连续焊、氩弧焊连续焊、氩弧焊及电弧焊连续焊规定四类焊接作业许可范围,严禁越类施焊。3.1.2分包商应做好上述焊工培训和考核记录,并报总包商审批。 3.1.3检查材料的表面质量,如保护膜或镀层是否无划伤、碰伤,外表面是否无锈蚀、色泽是否正常等,不合格的料件严禁进入下道工序,并做好检查记录。3.1.4检查料件外形及尺寸是否符合要求,如平整度、长度及对角线尺寸、断面尺寸、变形等,不合格的料件严禁进入下道工序,并做好检查记录。 3.1.5焊接前对所需焊接部位进行细致统筹,认真辨认,开好坡口,清理焊接区域,预先需要矫正的材料应处理得当,保证矫正时不破坏材料。 3.1.6槽体焊接坡口要求:为保证槽体焊缝质量,槽体对接焊缝采用两面焊接,外面采用钨极氩弧焊,内面采用手工电弧焊,故要求开X型坡口,采用手执砂轮机磨制坡口。 3.1.7仔细检查调试焊机,工装夹具,做好焊接防护措施,保证焊接安全及材料外形、表面质量在焊接时不被损坏。 3.1.8在材料上正确划定焊接工艺基准线。 3.1.9准备好焊接平台。 3.1.10在安装现场的焊接作业属特种作业管理的范畴,必须提前在总包商项目部办理动火作业审批手续;若是高处焊接作业,则还应遵守登高作业的相关规定。 3.1焊接 3.2.1焊接前应再次对构件进行校正,按2.2.4、要求进行。
RFID标准规范名称汇总(含军标)
1、国内行业标准: ①、800/900MHz频段射频识别(RFID)技术应用规定(试行)(信部无[2007]205号); ②、GB/T 29768-2013《信息技术射频识别800/900MHz空中接口协议》(2014年5月实 施) ③、GB/T 28925-2012《信息技术射频识别 2.45GHz空中接口协议》 ④、GB/T 28926-2012《信息技术射频识别 2.45GHz空中接口符合性测试方法》 ⑤、GB/T 29266-2012《射频识别13.56MHz标签基本电特性》 ⑥、GB/T 29261.3-2012 《信息技术自动识别和数据采集技术词汇第3部分:射频识别》 ⑦、GB/T 29261.4-2012 《信息技术自动识别和数据采集技术词汇第4部分:无线电通 信》 ⑧、GB/T 29272-2012 《信息技术射频识别设备性能测试方法系统性能测试方法》 ⑨、SB/T 10772-2012 《信息技术射频识别支持安全协议的800/900MHz空中接口通 信协议》 2、国内军工标准: ①、军用射频识别信息服务符合性测试方法GJB 7389-2011 Conformance test method of information service for military radio frequency identification ②、军用射频识别读写器访问和管理应用接口GJB 7388-2011 Application interface of reader access and management for military radio frequency identification ③、军用射频识别惟一标识编码解析系统接口GJB 7387-2011 Unique identification code resolving system interface for military radio frequency identification ④、军用射频识别信息共享服务接口GJB 7386-2011 Information share service interface for military radio frequency identification ⑤、军用射频识别信息服务体系架构GJB 7385-2011 I nformation service architecture for military radio frequency identification ⑥、军用射频识别数据转换协议GJB 7384-2011 Data translation protocol for military radio frequency identification ⑦、军用射频识别读写器接口协议第1部分:800/900MHz GJB 7383.1-2011 Reader interface protocol for military radio frequency identification Part 1:800/900MHz