M0030-08 管制图(P-CHART)

35000序号
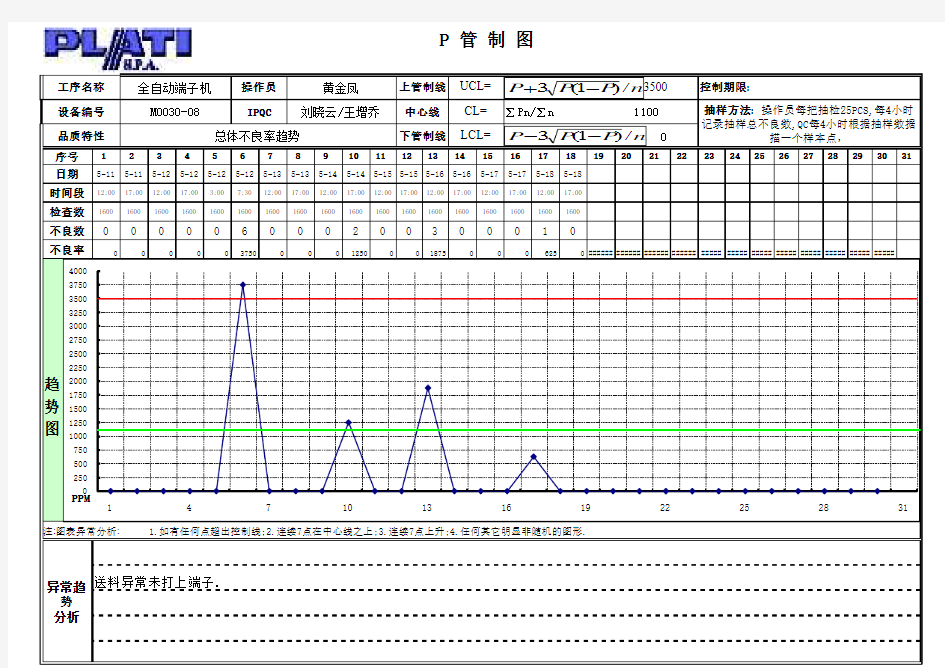
12345678910111213141516171819202122232425262728293031日期
5-115-115-125-125-125-125-135-135-145-145-155-155-165-165-175-175-185-18时间段
12:0017:0012:0017:003:007:3012:0017:0012:0017:0012:0017:0012:0017:0012:0017:0012:0017:00检查数
160016001600160016001600160016001600160016001600160016001600160016001600不良数
000006000200300010不良率
00000375000012500018750006250################################################################
趋
势
图注:图表异常分析: 1.如有任何点超出控制线;2.连续7点在中心线之上;3.连续7点上升;4.任何其它明显非随机的图形.
送料异常未打上端子.
异常趋势
分析
工序名称
品质特性
∑Pn/∑n 1100CL=LCL=操作员UCL=IPQC 中心线下管制线总体不良率趋势抽样方法:操作员每把抽检25PCS,每4小时记录抽样总不良数,QC每4小时根据抽样数据描一个样本点,设备编号
M0030-08刘晓云/王增乔 P 管 制 图
控制期限:全自动端子机黄金凤上管制线0250
500
750
1000
1250
1500175020002250
2500
2750
3000
3250
35003750
4000
1471013161922252831PPM n P P P /)1(3-+n P P P /)1(3--