物料平衡 (1)
物料平衡管理办法-13页文档资料
文件编号:Ⅲ-1.2〔2011〕138号批准人:王 竹民 物料平衡管理办法 1 目的 建立物料平衡管理规程,保证生产过程各种物料处于受控状态,确保投入与产出的平衡。 2 适用范围 本办法适用于公司所属各单位、部室、中心和销售总公司承钢分公司、采购总公司承钢分公司、国贸公司承德分公司。 3 定义 3.1 物料 指炼铁、炼钢、轧钢、钒产品等生产系统的主要原料、燃料、成品、半成品以及对生产成本具有较大影响的物品。包括:大宗原燃料、合金、辅料、备品备件、低值易耗品、机物料;成品、半成品、回收品、废料、废渣;来料加工物料及产品、外委加工物料及产品等。 3.2 物料平衡管理 运用平衡原理,从物资采购、验收入库,生产消耗,成品检化验、入库、销售出库、物料盘库等全程实施管控,保证实物流与信息流同步、账与物相符;做到进耗存平衡、投入产出实物流与金属平衡、产销存平衡。 通过物料平衡管理,对企业每个工序环节的物料进行投入产出的运行状态分析、评价、监督、调整,真实客观的反映物流状态。剔除人为的虚假因素,揭露物料转化、衔接过程中所产生的问题、矛盾,分析原因,为生产经营管理提供可靠的信息条件和核算基础,推动企业管理由粗放型向集约型转化,促使各项物料消耗的降低和经济效益的提高。 4 职责
4.1 组织机构和职责 4.1.1 成立物料平衡领导小组,负责公司物料平衡管理工作。 组长:公司主管领导 副组长:企业管理部部长 成员单位:企业管理部、财务部、生产计划部、能源环保部、设备管理部、物流管控中心、质量计量管控中心。 物料平衡办公室设在企业管理部。 4.1.2 物料平衡领导小组的职责 负责组织全公司物料管理工作,确定管理职责,起草、修订管理制度。审核确认各单位物料管理相关制度及实施细则;研究制定并动态维护相关物料损耗定额及预提与分摊方案;裁决争议,组织异常数据调查,提出处理意见。 4.2 物料平衡管理基本原则 按照“实物库存管理单位负责管理实物”组织物料平衡管理工作;实物库存管理单位,做好日常管理,动态跟踪进耗(出)存,核查实物量与ERP系统存货信息,确保帐物相符。一个工序环节的产出(发出),必须受到下道工序环节的承认;各有关部室、生产单位,明确一名主管领导负责此项工作,制定本单位仓储、盘点、物料平衡等物料管理实施细则,并报企业管理部审核备案。 4.3 各相关职能部门的职责 4.3.1 企业管理部:牵头组织相关单位,履行物料平衡领导小组职责,做好公司物料日常管理与平衡工作;负责对各物料管理责任单位进行物料管理与平衡工作业务指导,并组织按月检查、核实;组织各相关单位做好分工序产品的投入产出物料实物平衡、金属平衡月度报表工作;每季度(或根据公司特别要求)组织一次公司范围统一的存货盘点工作。
004-物料平衡管理制度
目的:规范物料平衡的管理,防止药品生产过程差错和混药事故的发生。适用范围:适用于生产过程中各关键工序的物料平衡的管理。 责任:生产操作人员、班组长负责执行,QA质监员负责监督实施。 内容: 1.关键工序计算收率,进行物料平衡是避免或及时发现差错与混药的有效方法之一。因此,每个品种各关键生产工序的生产记录中都必须按规定计算收率,进行物料平衡检查。 2.收率计算 实际值 收率 = —————×100% 理论值 理论值:按照领用的物料量,在生产中无任何损失或差错的情况下得出的最大数量值; 实际值:为生产过程中实际产出量,包括:本工序产出量、收集的废品量、生产中取样量(检品)、丢弃的不合格物料(如捕尘系统、管道系统中收集的残余物)。 3.原则上上工序移交下来的有效物料并经复核的数量,为下工序计算收率的理论值。 4.产品(或物料)的理论产量(或理论用量)与实际产量之间的比值允许有正常范围的偏差。 5.每批产品应在生产作业完成后,做物料平衡检查。如有显著差异,必须查找原因,在得出合理解释、确认无潜在质量事故后,方可按正常产品处理。 6.在生产过程中若发生跑料现象,应及时通知车间管理人员及QA质监员,并详细记录跑料过程及数量,跑料数量应计入物料平衡之中,加在实际值范围之内。 7.本公司规定在下列工序进行物料平衡检查: ①净制工序②切制工序③干燥工序④炒、炙工序(分)⑤包装工序⑥粉碎工序 各工序物料平衡计算具体方法为: 7.1 净制工序收率为98~100%; 7.2 切制工序的收率为95~100%; 7.3 炒制工序的收率为95~100%;
7.4 干燥工序的收率为90~100%; 7.5 炙(醋炙、蜜炙、酒炙)的工序收率为90~100%; 7.6 粉碎工序的收率为95~100%; 7.7 包装工序的收率为98~100%; 7.8 包装材料(标签、合格证等)的收率为100%。 8.凡收率符合规定的范围,经QA质监员检查签字后,方可递交下道工序或成品入库; 9.凡收率超出规定范围,不能递交下道工序,填写《偏差处理记录》,通知QA质监员按《生产偏差处理制度》进行调查处理; 10.相关文件 《生产偏差处理制度》 SMP-SC-016-00 11管理记录(附后) 《偏差处理记录》 REC-SC-002-00
物料平衡计算公式
物料平衡计算公式 This model paper was revised by the Standardization Office on December 10, 2020
物料平衡计算公式: 每片主药含量 理论片重= 测得颗粒主药百分含量 1.原辅料粉碎、过筛的物料平衡 物料平衡范围: %~100 % 物料平衡= %100?+a c b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg) 2.制粒工序的物料平衡 物料平衡范围: %~ % 制粒工序的物料平衡= a d c b ++×100% 制粒工序的收率=a b ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg) c-尾料总重(kg) d-取样量(kg) 3.压片工序的物料平衡范围: %~ % 压片工序的物料平衡=a d c b ++×100% 压片工序的收率=a b ×100%
a-接收颗粒重量(kg) b-片子重量(kg) c-取样重量(kg) d-尾料重量(kg) 4.包衣工序的物料平衡 包衣工序的物料平衡范围: %~ % 包衣工序的物料平衡 = b a e d c +++ 包衣工序的收率 = b a c + a-素片重量(kg) b-包衣剂重量(kg) c- 糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg) 5.内包装工序物料平衡 内包装工序物料平衡范围: %~ % 包材物料平衡=%100?++++A a d c b B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d- 废料量(kg) 片剂物料平衡=%100?++a d c b a :领用量(Kg) b :产出量(Kg) c :取样量(Kg) d :废料量(Kg) 6.外包装工序的物料平衡
物控部管理制度
物控部管理制度及流程 1、目的 为了规范公司物料进、出库作业流程,保证仓库物料进、出库及存仓期间的安全,确保数量的准确性。 2、范围 本流程适用于本公司所有物料进、出、存库的作业流程。 3、流程图 详细请看附件 4、作业流程 4.1原料入库 4.1.1由市场经营部与供应商预约送货时间及指定地点后,仓管员会同综合部司磅员对车辆进行过磅称毛重,司磅员根据公司提供的各废电子电器单台重量的系数与供应商的送货明细进行判断是否符合要求;如不符合要求的进行退货,由仓管员知会市场经营部与供应商沟通退货事宜; 4.1.2原料仓管员根据供应商的《送货单》开具《废电子电器样品送检单》知会质检部门;4.1.3 综管部司磅员判断符合要求后,由仓管员指引到指定区域安排卸货并通知质检部人员检验; 4.1.4 仓管员根据质检部对所有来料进行抽检符合要求的原料产品,按规格再进行过磅称重达到符合公司物料平衡要求后,原料入库按指定区域分类堆放和更新存卡数量,不符合要求的装车退回; 4.1.5 综合部司磅员进行空车过磅称皮重并打印《收货磅码单》会同相关人员签核;
4.1.6 仓管员填写开具《原料入库单》与供应商双方确认规格、数量无误后签名,办理车辆放行手续放行; 4.1.7 仓管员根据入库单填写《废弃电器电子产品入库(接收)基础记录表》《废弃电器电子产品入库出库日报表》及相关电子档表 4.2原料出库 4.2.1 生产部每天下午16:00前发出一份第二天的《日生产计划表》给各相关部门,原料仓管员按生产计划提前备好料; 4.2.2 生产部根据《生产计划表》提出领料需求并开具《领料出库单》到原料仓库领料; 4.2.3 原料仓管员根据领料单进行发料,由生产部叉车司机将备好的原料转运过磅称重并打印每笼重量的《领料磅码单》,再转运到现场指定区域摆放; 4.2.4 经双方核对数量及重量无误后签名,仓管员根据领料、磅单明细等填写《废弃电器电子产品出库基础记录表》《废弃电器电子产品入库出库日报表》及相关电子档表; 4.3 产成品入库 4.3.1 生产部门的产成品经质检部判断符合质量要求后, 由生产部司磅员按各拆解物品种一一过磅称重及打印《产成品磅码单》,生产部综合物料平衡后,生产线入库员负责开具《成品入库单》,仓管员根据成品入库单明细双方进行核对无误后,将拆解物产品送到成品仓库指定区域摆放,再办理入库手序; 4.3.2 成品仓管员根据入库单明细及磅码单填写《废弃电器电子产品拆解产物入库出库日报表》《废弃电器电子产品拆解产物入库基础记录表》及电子档相关表单; 4.4 成品销售出库 4.4.1 市场经营部提出销售需求,并把《销售发货通知单》会签到相关领导审批
高炉冶炼物料平衡计算
高炉冶炼综合计算 1.1概述 组建炼铁车间(厂)或新建高炉,都必须依据产量以及原料和燃料条件作为高炉冶炼综合计算包括配料计算、物料平衡计算和热平衡计算。从计算中得到原料、燃料消耗量及鼓风消耗量等,得到冶炼主要产品(除生铁以外)煤气及炉渣产生量等基本参数。以这些参数为基础作炼铁车间(厂)或高炉设计。 计算之前,首先必须确定主要工艺技术参数。对于一种新的工业生产装置,应通过实验室研究、半工业性试验、以致于工业性试验等一系列研究来确定基本工艺技术参数。高炉炼铁工艺已有200余年的历史,技术基本成熟,计算用基本工艺技术参数的确定,除特殊矿源应作冶炼基础研究外,一般情况下都是结合地区条件、地区高炉冶炼情况予以分析确定。例如冶炼强度、焦比、有效容积利用系数等。 计算用的各种原料、燃料以及辅助材料等必须作工业全分析,而且将各种成分之总和换算成100%,元素含量和化合物含量要相吻合。 将依据确定的工艺技术参数、原燃料成分计算出单位产品的原料、燃料以及辅助材料的消耗量,以及主、副产品成分和产量等,供车间设计使用。配料计算也是物料平衡和热平衡计算的基础。 依据质量守恒定律,投入高炉物料的质量总和应等于高炉排出物料的质量总和。物料平衡计算可以验证配料计算是否准确无误,也是热平衡计算的基础。物料平衡计算结果的相对误差不应大于0.25%。 常用的热平衡计算方法有两种。第一种是根据热化学的盖斯定律,即按入炉物料的初态和出炉物料的终态计算,而不考虑炉内实际反应过程。此法又称总热平衡法。它的不足是没有反应出高炉冶炼过程中放热反应和吸热反应所发生的具体空间位置,这种方法比较简便,计算结果可以判断高炉冶炼热工效果,检查配料计算各工艺技术参数选取是否合理,它是经常采用的一种计算方法。 第二种是区域热平衡法。这种方法以高炉局部区域为研究对象,常将高炉下部直接还原区域进行热平衡计算,计算其中热量的产生和消耗项目,这比较准确地反应高炉下部实际情况,可判断炉内下部热量利用情况,以便采取相应的技术措施。该计算比较复杂。要从冶炼现场测取大量工艺数据方可进行。 1.2配料计算 一.设定原料条件 1、矿石成分: 表 1-1原料成分,%
物料平衡的管理规程
物料平衡的管理规程 1 目的 建立物料平衡的管理规程。建立物料平衡的审核标准,掌握生产过程中物料收率变化,防止差错和混药。 2 范围 适用于每个批次产品生产过程的关键工序都要进行物料平衡的计算及偏差处理。 3 职责 生产技术部部长、生产车间主任、工艺员、操作工,QA监控员。 岗位操作人员负责本岗位平衡的计算,并对计算结果进行判断; 生产车间主任负责批平衡收率的计算,工艺员负责各岗位平衡收率的审核及对出现偏差进行分析和说明; QA负责批生产平衡的审核。 4 内容 物料平衡是产品或物料实际产量或实际用量及收集到的损耗之和与理论产量或理论用量之间的比较,并考虑可允许的偏差范围。 物料平衡的计算是为了防止物料误用和非正常流失 每个品种各关键生产工序的批生产记录(批包装记录)都必须明确规定平衡的计算方法,以及根据验证结果和生产实际确定的平衡限度范围。 物料平衡计算: 产出量+废品量+剩余量 物料平衡=×100%(99-100%) 投入量 投入量:领料的净量。 产出量:为生产过程中实际产出量,包括合格产品和不合格产品。 废品量:过程抛撒受污染后收集的扫地料及检测后不能再使用的产品或料粉。 物料平衡计算单位: 4.5.1 中间产品、成品:中间体采用重量单位(kg);说明书、包装袋、包装盒、包装箱等,
分别采用“张”、“只”、“套”、“个”计算。 结果处理: 4.6.1 凡物料平衡在规定平衡限度范围之内,经质量部QA检查确认后,产品可以递交下工序。 4.6.2 凡物料平衡超出规定平衡限度范围的,应立即贴示“待验”标志,产品不得递交下工序,操作工应及时填写《偏差通知单》,通知生产车间主任及QA监控员按《生产过程偏差处理管理规程》中有关偏差处理程序进行调查,采取处理措施,并详细记录。 4.6.2.1 每个关键工序必须进行物料平衡计算,物料平衡计算是避免或及时发现差错的有效方法之一。因此每个品种各关键生产工序的批生产记录都必须明确规定物料平衡计算的方法,以及根据验证结果确定物料平衡合格范围。 4.6.2.2 物料平衡计算的基本要求: 4.6.2. 物料平衡计算: 实际值 物料平衡= ×100% 计划值 其中: 计划值:为批生产指令规定的各种物料投料量。 实际值:为生产过程中实际产出量, 包括:本工序产出量。 收集的废品量。 取样量。 丢弃的不合格物料(如捕尘系统、真空系统、管理系统中收集的残余物)。 4.6.2. 在生产过程中如有跑料现象,应及时通知生产车间主任及QA监控员,并详细记录跑料过程及数量。跑料数量也应计入物料平衡之中,加在实际值的范围之内。 5 饮片生产需进行物料平衡计算的主要工序。 净制、切烘、炒制、包装。 物料平衡的计算单位:以重量计算(饮片袋、纸箱等无法用重量计算的可用数量计)。 6 数据处理 凡物料平衡在合格范围之内,经QA监控员签字后,递交中间站或下工序。 凡物料平衡高于或低于合格范围,操作工应及时填写《偏差通知单》,通知生产车间主任及QA监控员按《生产过程偏差处理管理规程》中有关偏差处理程序进行调查,采取处理措施,并详细记录。
物料流程及管理制度设计
物料流程和管理制度设计 实训目的 掌握GMP对物料管理的要求,熟悉物料收、贮、领、用、退等过程。实训背景 口服固体制剂车间。 (1)供应商的审计制度 (2)物料拆零领发制度 (3)物料进、存、出等制度 (4)产品包装合箱 法律依据 药品生产质量管理规范(2 0 1 0 年修订) 药品管理法(节选) 药品管理法实施条例(节选) 生产全过程管理 ●质量标准和标识 ●供应商管理 ●物料和产品的接收 ●储存 ●生产过程中的物料管理 ●物料的储存管理 ●物料的分发与退库 ●物料的输送 ●物料量的控制 ●原辅料与包装材料 实训人员 王亚兰徐千吴端严聪
实训内容 供应商的管理 选择供应商→评估供应商→批准供应商,签订质量协议→确定合格供应商名录,发放至企业相关部门→供应商年度确认→供应商的变更物料和产品的接收 接收应完成外观检查和重量验收,外观检查包括核对供应商,外包装清洁,标签完整性。 进厂物料到库后编号,编号是唯一的。不同的物料、不同的批号以及不同时段的物料其编号应不同。 印刷品应符合国家药品监督管理局发布的《药品包装、标签和说明书管理规定》(暂行)(局令第24号)中有关规定,应与药品监督管理部门批准的内容,式样,文字相一致。 物料接收和产品人库后,都要及时登记台帐。 麻醉药品、精神药品、药品类易制毒化学品等特殊管理的物料和产品验收应执行国家有关规定。 储存 仓储区应有足够的空间,以有序地存放各类物料和产品:原辅料、包装材料、中间产品、待包装产品和成品,以及待验、合格、不合格、退回或召回的产品等。 仓储区的设计或建造应确保良好的仓储条件,应特别注意清洁和干燥,应有防虫防鼠措施,温度应保持在控制限度之内。需要特殊的贮存条件(如温、湿度)时,应予满足,并进行检查和监测。 不合格、退回或召回的物料或产品应隔离存放。 高活性物料或产品应存放在安全的区域内。 印刷包装材料是确保药品标识正确的关键, 应特别注意安全储存。 生产过程中的物料管理 在生产过程中应对物料严格管理,并建立中间物料管理规程,规定中间过程物料包装形式、标识方法、贮存和转运要求、储存时限、验收要求等,确保中间过程的物料不被污染和交叉污染,不发生差错。 物料的储存管理 ?存储要求 ?存储条件 ?存储期限
片剂中物料平衡计算
片剂物料平衡的计算 (1)整粒终混平衡的计算 A=总投料量(kg) B=合格颗粒量(kg) C=不合格颗粒量(kg) D=取样量(kg) B + C + D 平衡= --------------------×100% 应为95%~102% A (2)整粒终混得率的计算 得率=B/A×100% (3)压片平衡的计算 A=合格颗粒重量(kg) B=不合格品重量(kg) C=合格片重量(kg) D=取样量(kg) B + C + D 平衡=------------------×100% 应为95%~100% A (4)压片得率的计算 得率=C/A×100% (5)包装平衡的计算 A:领取素片重量(kg) B:包装数量(片) C:平均片重(kg) D:内包装不合格品量(kg) E:外包装不合格品量(kg)
平衡=(B×C÷1000+D+E)/A×100% 应为95%~102%(6)包装得率的计算 得率=(B×C÷1000)/A×100% (7)批平衡的计算 A:总投料量(kg) B:包装数量(片) C:制粒不合格品量(kg) D:制粒取样量(kg) E:压片不合格品量(kg) F:压片取样量(kg) G:内包装不合格品量(kg) H:外包装不合格品量(kg) B×平均片重÷1000+C+D+E+F+G+H 平衡=-------------------------------- ×100% (应为95%~102%) A (8)批得率的计算 得率=B×平均片重÷1000/A×100% (9)内包材平衡的计算 A:使用量(kg) B:合格药板数量(板) C:不合格药板数量(板) D:未冲裁报废铝箔(米) E:铝塑板的宽(米)
060物料平衡计算及偏差处理管理制度
一、主题内容与适用范围 1.建立一个物料平衡计算及偏差处理的管理制度,确保产品质量。 2.适用于物料平衡计算及生产过程中的一切偏差处理的管理。 二、内容与要求 1.物料平衡的定义是指产品或物料的理论产量或理论用量与实际产量或实际用量之间的比较,并适当考虑可允许的正常偏差。 2.根据各个产品的质量标准和工艺规定及设备性能制定各个产品的物料平衡值。 3.每批产品生产结束后,车间工艺员认真审核批生产记录,计算该批产品物料平衡值,该批产品物料平衡值在该产品规定的物料平衡值范围内,说明该批产品物料平衡,质量合格;如不在该产品规定的物料平衡值范围内,出现偏差应及时查找原因并报告车间主任,对每一个工序生产进行调查,同时要求每一工序操作人员对生产情况进行阐述,在得出合理解释并确证不存在质量问题后方可确定质量符合规定。如不得得出合理解释则应及时报告生产技术部和质量管理部并做好记录,生产技术部审核统计并确认,质量管理部对生产过程审查和对样品再次抽查直至合理解释并发放处理单。 4.生产车间按处理单意见进行物料平衡处理,对处理过程的结果做好记录,记录附批生产记录中存档。 5.偏差处理 5.1 出现下列偏差之一时必须及时处理: 5.1.1 物料平衡超出收率的正常范围。 5.1.2 生产过程时间控制超出工艺规定范围。 5.1.3 生产过程工艺条件发生偏移、变化。 5.1.4 生产过程中设备突然异常,可能影响产品质量。 5.1.5 产品质量(含量、外观、工序加工)发生偏移。
5.1.6 标签实用数、剩余数、残损数之和与领用数发生差额。 5.1.7 生产中其他异常情况。 5.2 偏差处理程序: 5.2.1 发现偏差时,发现人及时查找原因,采取措施,使偏差控制在规定的范围内。 5.2.2 偏差发现人在采取措施仍不能将偏差控制在规定范围内时,立即停止生产。 5.2.3 发生超限偏差时,车间管理人员必须写偏差处理记录(两份),写明品名、批号、规格、批量、工序、偏差内容、发生的过程及原因、地点、填表人签字、日期。将偏差处理记录交给生产技术部,通知生产技术部经理及质量管理部 5.2.4 生产技术部经理会同车间主任等有关人员进行调查,根据调查结果提出处理建议:确认不影响产品最终质量的情况下继续加工或重新加工、回收或采用其他补救措施,如确认可能影响产品质量时,应作报废或销毁处理。 5.2.5 车间管理人员将调查结果及需要采取的措施(如有必要另纸书写详细书面报告),记录于偏差处理记录上,生产技术部经理签字后报质量管理部,由质量管理部经理必要时会同有关部门负责人认真审核偏差调查结果及需采取的措施,最后批准、签字,一份送回生产技术部,一份留质量管理部。 5.2.4 生产技术部按批准的措施组织实施;在实施过程中要在生产管理人员和质量管理部检查员的监控下进行,并记入批记录,同时将偏差处理记录附于批记录之后。 5.2.5 如调查发现本批有可能与前后生产批次的产品有关联,则必须立即通知质量管理部经理,采取措施停止相关批次的放行,直到调查确认与之无关后方可放行。★
物料平衡计算公式:
物料平衡计算公式: 每片主药含量 理论片重= 测得颗粒主药百分含量 1.原辅料粉碎、过筛的物料平衡 物料平衡范围:97.0 %~100 % 物料平衡= %100?+a c b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg) 2.制粒工序的物料平衡 物料平衡范围:98.0 %~104.0 % 制粒工序的物料平衡= a d c b ++×100% 制粒工序的收率=a b ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg) c-尾料总重(kg) d-取样量(kg) 3.压片工序的物料平衡范围:97.0 %~100.0 % 压片工序的物料平衡= a d c b ++×100% 压片工序的收率=a b ×100% a-接收颗粒重量(kg) b-片子重量(kg) c-取样重量(kg) d-尾料重量(kg) 4.包衣工序的物料平衡 包衣工序的物料平衡范围:98.0 %~100.0 % 包衣工序的物料平衡 = b a e d c +++ 包衣工序的收率 = b a c +
a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg) 5.内包装工序物料平衡 内包装工序物料平衡范围:99.5 %~100.0 % 包材物料平衡=%100?++++A a d c b B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg) 片剂物料平衡=%100?++a d c b a :领用量(Kg) b :产出量(Kg) c :取样量(Kg) d :废料量(Kg) 6.外包装工序的物料平衡 包装材料的物料平衡范围:100% 包装材料物料平衡=%100?+++e a d c b e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量 7.生产成品率 成品率范围:90%~102% 片剂收率= %100?++a d c b a-计划产量 b-入库量 c-留样量 d-取样量
产品物料平衡及偏差管理制度
福建建东药业 文件名称产品物料平衡及偏差管理制度编码 页数实施日期 制订人审核人批准人制订日期审核日期批准日期 制订部门生产部技术 部 分发部门各生产车间 1目的 为了保证药品生产质量,保障人民的用药安全,根据《药品生产质量管理规范》的要求,结合我企业的实际情况,特制定我公司产品物料平衡及偏差管理制度。 2范围 每个批次产品生产过程的关键工序要进行物料平衡。 3责任 操作人员,岗位负责人,车间管理人员,QA负责本制度的实施。 4内容 4.1产品物料平衡表的制定 4.1.1制定物料平衡表必须根据《药品生产质量管理规范》的要求,要有科学根据,在工艺上吸收和采用国内外先进技术,解决三废治理,保证优质、安全、技术指标先进。 4.1.2由车间负责人根据上述原则及试生产或生产中的各步产量或数量及影响收率各因素的损耗数据,根据这些数据据以整理、综合、平衡,建立符合生产实际的技术指标先进的物料平衡表。 4.1.3将物料平衡表送往生产技术部审核、质管部审批,再由总工程师批准后,分发有关车间部门执行。 4.1.4该物料平衡表载入产品工艺规程中,作为生产全过程技术管理及生产状况监控的重要依据之一。 4.1.5该物料平衡表生产技术部应存档。 4.2物料平衡表对生产过程的监控。 4.2.1每批产品应按产量盒数量的物料平衡进行检查。车间负责人在进行生产全过程管理及每批产品记录审核时,应当同时将产品或物料的理论产量或理论用量与实际产量或用量之间进行比较,考察整个工艺过程是否处于正常状态。在具体操作时,可适当考虑,允许的正常偏差。
4.2.2组织生产及审核记录时,如物料平衡发生显著差异,应当从有关工序或操作步骤查找原因,得出合理解释,确认无潜在质量事故后,载入生产记录,并报质管部审核,可按正常品处理。 4.2.3必要时,可召集工序操作人员共同查找差异原因,以确保药品生产质量。 4.3物料平衡表的更改 4.3.1产品物料平衡表是产品生产活动、管理活动、实践经验的总结,在一定时期内应保持相对稳定性,不可随意更改。但随生产技术进步、生产管理、条件等的改进提高,必须更改时须慎重进行。 4.3.2有车间负责人收集整理新的物料平衡数据,制成更改后的物料平衡表。 4.3.3更改后的物料平衡表送交生产技术部审核,质管部审核,再送交总工程师或生产副总批准,发有关车间部门执行。 4.3.4在执行新的物料平衡表时,应同时收回旧的物料平衡表,新物料平衡表应同时报生产技术部存档。 4.3.5当生产工艺规程修订时,应收入新的物料平衡表。 4.4收率与平衡的计算 4.4.1理论值:为按照所用的原料(包装材料)量,在生产中无任何损失或差错的情况下得出的最大数量。 4.4.2实际值:为生产过程中实际所出合格中间产品或成品的量,包括:本工序产出量;生产中取得样品量(检品);成品留样观察所取的量。 4.5偏差处理规定 4.5.1生产过程中可能出现的偏差; 4.5.1.1物料平衡超出收率的合格范围; 4.5.1.2生产过程时间控制超出工艺规定范围; 4.5.1.3生产过程工艺条件发生偏移、变化; 4.5.1.4生产过程中设备发生异常,可能影响产品质量; 4.5.1.5产品质量发生偏移; 4.5.1.6跑料; 4.5.1.7标签实用数与领用数发生差额; 4.5.1.8生产中一切异常。 4.5.2生产过程中偏差处理程序: 4.5.2.1发现偏差时,发现人及时查找原因,采取措施,使偏差控制在规定的范围内; 4.5.2.2偏差发现人在采取措施仍不能将偏差控制在规定范围内时,立即停止生产; 4.5.2.3发现人填写偏差处理记录,写明品名、批号、规格、批量、工序、偏差的内容、发生的过程及原因、地点、填表签字、日期;并交给生产管理人员,通知生产技术部及质管部;
物料平衡管理制度
XXXX药业有限公司生产管理制度 1 目的:及时掌握各车间生产过程中收率的变动情况,以加强生产过程的管理。 2 范围:生产过程中物料平衡的监控 3 责任:车间技术主任、班组长、QA监督员 4 内容: 4.1 生产过程中的投料、配料计算、称量要有人复核;操作人和复核人均应填写姓名及日期,对于贵细、毒性药材或饮片应按规定双人监控投料,并有详细记录。 4.2 车间负责人或工艺员按物料平衡的计算规定对关键工序中间产品物料平衡收率进行计算。 4.3 平衡收率的计算方法必须按规定的计算方法计算,并核对是否符合规定范围,如确认符合规定,则签字转下道工序;如出现偏差,则按 5.9项规定进行。 4.4 在生产过程中如有跑料现象,应及时通知车间负责人,并详细记录跑料过程及数量,跑料数量应计入物料平衡收率的计算中。 4.5 在称量及复核过程中,每个数值都必须符合规定,如有差异,必须及时分析,上报,做出合理满意的解释后才能有车间负责人与QA监督员共同签字,递交下工序,同时记录,记录上应有参加分析处理人员的签字。
4.6 每个产品都应明确规定各质量监控点的收率标准、合理的偏差范围及计算方法。当收率超出了合理范围,车间应会同质量管理人员对工艺过程、设备、原料及产品方面进行综合调查,得到合理解释并经质保部确认不影响产品质量后方可放行至下工序。包装材料应按批包装指令领用计数发放,核对,发料人、领料人及核对人均应签名。 4.7 车间每个产品批次生产结束后,必须计算出本工序的收率,使用物料与剩余物料数量之和要与物料实际领用量相符或在允许偏差范围内。 4.8 一个批号产品完成后,由车间操作负责人按照产品的不同物料平衡监控点,填写物料平衡表,交QA监督员复核签字后归批生产记录。 4.9 偏差处理 4.9.1 凡收率高于或低于规定范围,应在状态标识中注明“待查”,不能递交下工序。 4.9.2 由工艺员或工序班组长填写偏差处理单,写明品名、批次或批号、?规格、数量、工序偏差内容、发生的过程及原因、填表人签字、注明日期,将偏差处理单交车间管理人员,并报生产部和质保部。 4.9.3 车间负责人会同生产部和质保部进行调查,根据调查结果提出处理意见和措施。 4.9.3.1 确认不影响产品最终质量的情况下继续加工。 4.9.3.2 确认不影响产品质量的情况下进行返工,或采取补救措施。 4.9.3.3 确认不影响产品质量的情况下,采取再回收、再利用措施。 4.9.3.4 确认影响产品质量,按不合格产品处理程序进行处理。 4.9.4 车间管理人员将调查结果及需采取的措施,写出书面报告附偏差处理单之后,上报质保部,经质保部部长审核,签字批准后送车间。
GCr9物料平衡计算
一、物料平衡计算 (1) 1、计算所需原始数据 (1) 2、物料平衡基本项目 (2) 3、计算步骤 (2) 二、热平衡计算 (9) 1、计算热收入Q s (9) 2、计算热支出Q z (11) 三、电弧炉炉型及主要参数 (12) 参考文献 (15)
一、物料平衡计算 1、计算所需原始数据 基本原始数据:冶炼钢种及成分(见表1);原材料成分(见2);炉料中元素烧损率(见表3);其他数据(见表4) 表1 冶炼钢种及其成分 钢种 成分(%) 备注C Si Mn P S Cr Fe GCr9 1.00~ 1.10/1.05 0.15~ 0.35/0.25 0.20~0.40 ≤0.027 ≤0.020 0.90~ 1.20 余量氧化法 注:分母系计算时的设定值,取其成分中限。 表2 原材料成分(%) 名称C Si Mn P S Cr Al Fe H2O灰分挥发分碳素废钢0.18 0.25 0.55 0.030 0.030 余量 炼钢生铁 4.20 0.80 0.60 0.200 0.035 余量 焦炭81.50 0.58 12.40 5.52 电极99.00 1.00 名称CaO SiO2MgO Al2O3CaF2Fe2O3CO2H2O P2O5S 石灰88.00 2.50 2.60 1.50 0.50 4.64 0.10 0.10 0.06 铁矿石 1.30 5.75 0.30 1.45 89.77 1.20 0.15 0.08 火砖块0.55 60.80 0.60 36.80 1.25 高铝砖 1.25 6.40 0.12 91.35 0.88 镁砂 4.10 3.65 89.50 0.85 1.90 焦炭灰分 4.40 49.70 0.95 26.25 18.55 0.15 电极灰分8.90 57.80 0.10 33.10 表3 炉料中元素烧损率 成分C Si Mn P S 烧损率(%)熔化期25~40,取30 70~95,取 85 60~70,取 65 40~50,取 45 可以忽略 氧化期0.06①全部烧损20 0.015②25~30,取27 ①按末期含量比规格下限低0.03%~0.10%(取0.06%)确定(一般不低于0.03%的脱碳量); ②按末期含量0.015%来确定
物料平衡
题目:物料平衡管理制度 制定人:年月日编码:GLSC00500 审核人:年月日颁发部门:质量管理部 批准人:年月日执行时间:年月日 分发部门:生产管理部、前处理车间、制剂车间、档案室: 目的:加强物料平衡的管理,防止差错和混淆事故的发生。 范围:适用于每批产品生产过程中的物料平衡管理。 职责:生产管理部、各生产车间、QA员、生产操作工。 内容: 一、制剂生产必须按照批生产指令所要求的处方量的100%(标示量)投料。 二、进行物料平衡检查是避免或及时发现差错与混淆的有效方法之一,每批产品应按产量和数量平衡。 三、物料平衡是产品(或物料)的理论产量(或理论用量)与实际产量(或实际用量)之间的比较,并有可允许的正常偏差。 四、生产过程的关键工序进行物料平衡检查,检查结果必须符合物料平衡规定的限度。 需要进行物料平衡检查的工序: 固体制剂:制粒、总混、压片(块)、分装、包衣、贴签、包装后成品。 液体制剂:配制、灌装、灭菌、灯检、包装。 提取:净制、浓缩。 五、物料平衡规定限度是根据生产实际情况、产品工艺验证、生产消耗定额等确定的一个适当的百分比值范围。 六、每批产品生产作业完成后进行物料平衡检查,若超过规定限度,必须进行偏差分析,查明原因,在得出合理解释确认无潜在质量事故后,方可按正常产品处理。 七、物料平衡计算公式: 实际值 ×100% 理论值 实际值:为生产过程中实际产出量(包括本工序产出量、收集废品量、取样量、留样量及丢弃的不合格物量);
理论值:为按照所用的原料(或包装材料)在生产中无任何损失或差错情况下得出的最大数量; 八、物料平衡的计算单位 (1)固体制剂进行物料平衡计算时以重量计算。 (2)液体制剂: 第1 页共2 页 ①包装前以体积计算 ②包装后以“万支”计算 ③分装过程: 分装药液体积(ml) = 支 平均装量(ml) (3)中药前处理、提取: ①固体以重量计算 ②液体以体积计算。 九、物料平衡计算结果经QA员复核,确认结果符合规定的限度范围,方可移交下工序。 十、各工序物料平衡检查种类及正常的偏差限度要求遵照工艺规程。
干燥过程的物料平衡与热平衡计算
干燥过程的物料与热平衡计算 1、湿物料的含水率 湿物料的含水率通常用两种方法表示。 (1)湿基含水率:水分质量占湿物料质量的百分数,用ω表示。 100%?= 湿物料的总质量 水分质量 ω (2)干基含水率:由于干燥过程中,绝干物料的质量不变,故常取绝干物料为基准定义水分含量。把水分质量与绝干物料的质量之比定义为干基含水率,用 χ表示。 100%?= 量 湿物料中绝干物料的质水分质量 χ (3)两种含水率的换算关系: χ χ ω+= 1 ω ω χ-= 1 2、湿物料的比热与焓 (1)湿物料的比热m C 湿物料的比热可用加和法写成如下形式: w s m C C C χ+= 式中:m C —湿物料的比热,()C kg J ?绝干物料/k ; s C —绝干物料的比热,()C kg J ?绝干物料/k ; w C —物料中所含水分的比热,取值4.186()C kg J ?水/k (2)湿物料的焓I ' 湿物料的焓I '包括单位质量绝干物料的焓和物料中所含水分的焓。(都是以0C 为基准)。 ()θθχθχθm s w s C C C C I =+=+='186.4 式中:θ为湿物料的温度,C 。
3、空气的焓I 空气中的焓值是指空气中含有的总热量。通常以干空气中的单位质量为基准称作比焓,工程中简称为焓。它是指1kg 干空气的焓和它相对应的水蒸汽的焓的总和。 空气的焓值计算公式为: ()χ1.88t 24901.01t I ++= 或()χχ2490t 1.881.01I ++= 式中;I —空气(含湿)的焓,绝干空气kg/kg ; χ—空气的干基含湿量,绝干空气kg/kg ; 1.01—干空气的平均定压比热,K ?kJ/kg ; 1.88—水蒸汽的定压比热,K ?kJ/kg ; 2490—0C 水的汽化潜热,kJ/kg 。 由上式可以看出,()t 1.881.01χ+是随温度变化的热量即显热。而χ2490则是0C 时kg χ水的汽化潜热。它是随含湿量而变化的,与温度无关,即“潜热”。 4、干燥系统的物料衡算 干燥系统的示意图如下: (1)水分蒸汽量W 按上述示意图作干燥过程中的0水量与物料平衡,假设干燥系统中无物料损失,则: 2211χχG LH G LH +=+ 水量平衡 G 1
物料平衡管理规定
物料平衡管理规定
受控状态: 1目的 建立物料平衡的管理办法,保证生产过程中物料衡算处于受控状态。防止差错和混淆。 2范围 生产中所有物料及主要工序的收率控制。 3责任 生产科、技术科、质监科、生产车间、质监员、工艺员、统计员。 4参考文件 GMP文件之物料平衡。 5内容
5.1 生产各环节应把建立物料平衡检查标准、物料消耗定额产成品的收率变化,并进行严格控制作为生产管理中防止差错和混淆的一项重要工作来做。 5.2 需要计算收率的主要工序: 5.2.1 配制: a、在含量保证的前提下,合理控制配液收率在97~101%之 间。 b、在物料称量、配液、料液管输等转移过程中,防止损失跑 料的漏液。 5.2.2 过滤: a、操作过程中检查管道、阀门的密封,防止损失。 b、贮罐、管道内药液尽可能抽尽。 c、提高灯检一次合格率。 5.2.3 灌封: a、控制装量差异在合格范围中线。 b、操作工应熟练操作,减少灌封过程的不合格品。 c、灌封不合格的应及时回收。 5.2.4 灭菌: a、熟练掌握对澄明度标准的正确判断,减少误判。 b、灌封不合格的应及时回收利用。 5.2.5 成品:应控制收率在95%以上。 5.3 凡收率在合格范围内,经持管部门检查签发”传递证”能够
递交下道工序。 5.4 凡收率高于或低于允许范围者,应立即贴上”待查”标志不能递交下道工序,通知车间管理人员及质管部门质管员”按偏差处理SOP”进行调查。采取处理措施,并详细记录。 6培训 6.1 培训对象:工艺员、质监员、洁净区班长、包装班长、配液岗位操作工。 6.2 培训时间:二小时。
物料平衡管理规程
物料平衡管理规程 目的:建立物料平衡的工作标准,控制物料的误用或非正常流失,避免差错和混淆。 范围:每个批次产品生产过程的关键工序。 责任人:操作员、车间工艺员、车间主任、生产部部长、QA员。 内容: 1产品(或物料)的理论产量(或理论用量)与实际产量(或实际用量)之间的比值应有可允许的正常偏差。 1.1在每个关键工序进行物料平衡是避免或及时发现差错与混淆的有效方法之一。因此,每个品种各关键生产工序的批生产记录、批包装记录都必须明确规定物料平衡的计算方法,以及根据验证结果确定的物料平衡允许范围(控制指标详见各产品工艺规程)。 1.2 每批产品应在生产完成后,立刻做物料平衡检查。 2物料平衡检查的基本要求 2.1计算公式 实际值 ×100% 理论值 其中: 理论值:为按照所用的原料(包装材料)量,在生产中无任何损失或差错的情况下得出的最大数量。 实际值:为生产过程中实际产出量,包括:本工序产出量;收集的废品量;生产中取样量(检品); 2.2 在生产过程中如有跑料现象,应及时通知车间主任及QA员,按《生产过程偏差处理管理规程》(编号SMP-SC-SG-011)处理,并详细记录跑料过程及数量。跑料数量也应计入物料平衡之中,加在实际值的范围之内。 3各关键工序进行物料平衡的计算方法 3.1粉碎工序: 细粉总量 ----------------------------------- ×100% 净药材重量(或干膏重量) 3.2制粒工序: 颗粒总量+本批尾料量-上批尾料量 --------------------------------------------------------×100% 投料量 3.3批混工序: 批混后细粉重量+取样量 ------------------------------------------------------ ×100%
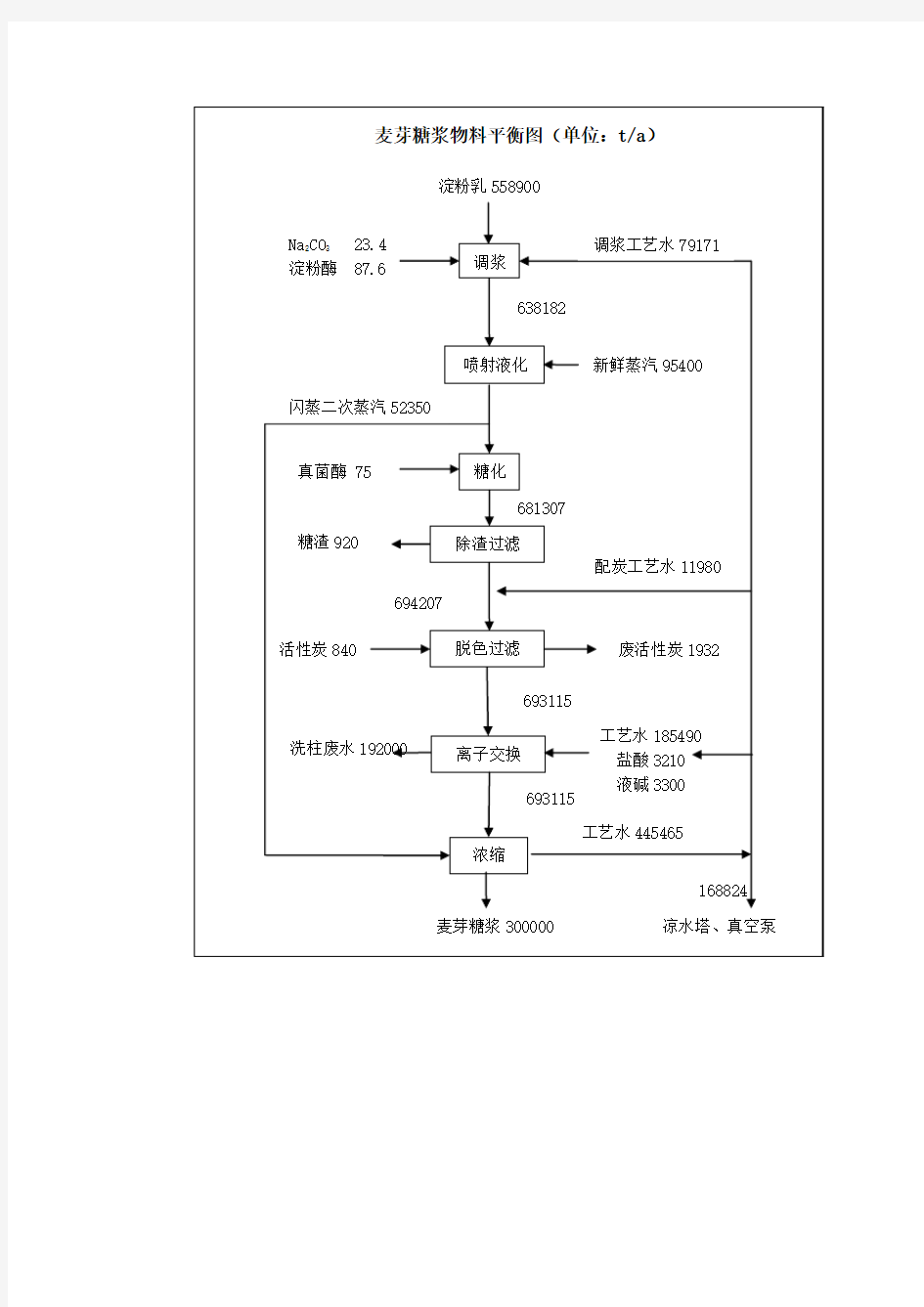
全厂物料平衡表
经典语录 1、最疼的疼是原谅,最黑的黑是背叛。 2、我有没有跟你说过爱是我不变的信仰,我有没有告诉过你爱就是永远把一个人放在心上。 3、我们生活在同一个温暖的水域,也许偶尔会被水草缠绕,但因为彼此温暖的呼吸,相信都不会是死结。如果我说我爱你,我一直爱你,不知道你会不会相信? 4、恋爱就是这么突如其来的一件事,从开始到慢慢进行,每一个细节都不可思议百转千回。 5、爱情只是宿命摆下的一个局。 6、幸福是什么。幸福,是照射在脸上的温暖阳光,瞬间就成了阴影。
7、我独自守候着岁月的轮回,等待那千年的梦。蓦然回首,青春的花,在那烟雨蒙蒙中遗失了心,却在这和煦阳光下找到了魂。终于了悟了那埋藏已久的心。于是,我轻轻的笑了。 8、人犹如深海里浮浮沉沉,一波一波的海水带着压力冲过来,要将自己深深地淹没,再淹没。 9、爱情如果只剩下同情,就算回到身边,又有何意义? 10、友情其实和爱情一样,很多的时候,距离才可以让彼此懂得。 11、爱一个人不是要拥有他,只要在远方默默地注视他,也就心满意足。 12、有一种隐忍其实是蕴藏着的一种力量,有一种静默其实是惊天的告白。 13、孤单不是与生俱来,而是由你爱上一个人的那一刻开始。 14、结婚时,会说“我愿意”。愿意什么呢?不是愿意爱你,而是愿意只爱你。不是愿意和你在一起,而是愿意只和你一起。不是愿意得到你,而是愿意为你而放弃别人。不是愿意接受幸福,而是愿意给你幸福。这句“我愿意”,是个天大的承诺,代表唯一、忠诚和责任……你愿意么? 15、希望的未来那么遥远,不想面对的将来总是不期而遇,对未来抱有不切实际幻想,以及对未来残酷认识不足,使人产生上面判断,对影响未来主要因素的变化判断准确,就能把握事物未来结果,采取行动应对,能使未来向好,既便困难到来,也会有所准备使损害最小,应对未来有效手段是立足当下,采取行动。 16、一句我等你,不知道需要多大的勇气。它远比我爱你三个字,更需要勇气。不是每个人你都愿意等待,也不是所有人都值得你去等待。一句我等你,包含了很多的无奈,心酸,苦涩。或许是爱不到,或许是不能爱,无论怎样,我等你这个承诺,远比我爱你更动听。可是有多少的爱情经得起等待。