未注标准公差表

关于自由公差的--即未注尺寸公差
自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差。但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取值范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm 什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。是指在车间通常加工条件下可保证的公差,分精密f,中等m,粗糙c,最粗v共4个公差等级。相应的国家标准是GB/T1804-2000。采用此标准规定的公差的话应在图样标题栏附近或技术要求,技术文件(如企业标准)中注出该标准号及公差等级代号.至于具体的公差值则根据公差等级及基本尺寸的不同而不同。例如中等级尺寸段为0.5-3和中等级尺寸段为
120-400极限偏差数值分别为±0.1和±0.5。具体可参考GB/T1804-2000。
标准公差表
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
基本尺寸
㎜
公差值
IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18
大于到μm mm
- 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
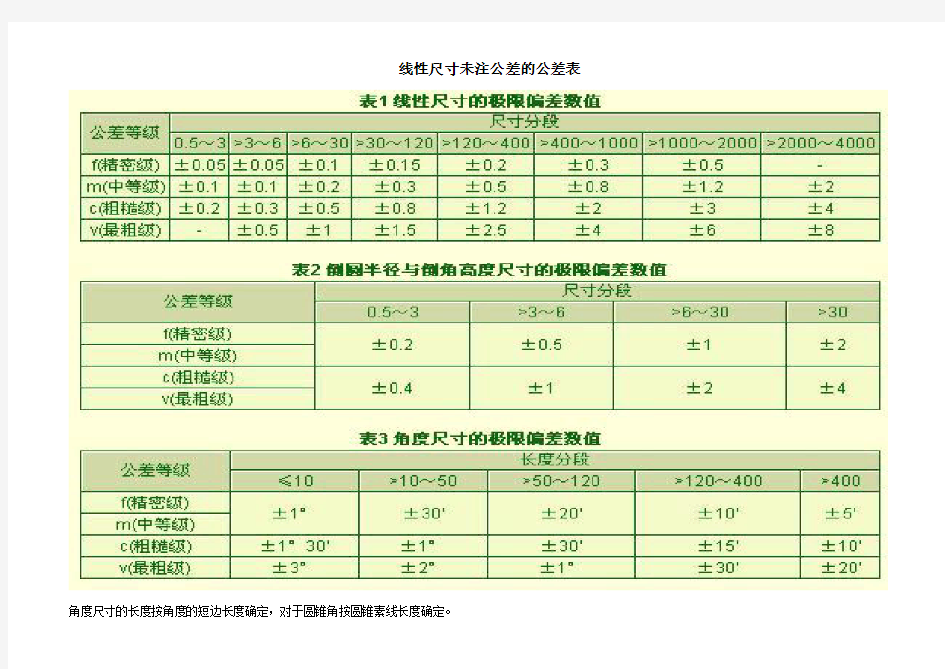
线性尺寸未注公差的公差表
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
未注尺寸公差按GBT1804-m
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5 中等 m ±0.1±0.1±0.2 ±0.3±0.5±0.8±1.2 粗糙 e ±0.2±0.3±0.5±0.8±1.2±2±3 最粗 v -- ±0.5±1±1.5±2.5±4±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2±0.5±1±2
中等 m 粗糙 e ±0.4±1±2±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o±30′±20′±10′±5′中等 m 粗糙 e ±1o30′±1o±30′±20′±10′最粗 v ±3o±2o±1o±30′±20′ 未注形位公差按GB/T1184-K
直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100>100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2
未注尺寸公差等级表
未注尺寸公差等级表 根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。 线性尺寸极限偏差数值 公差等 0~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000 级 精密f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5— 中等m ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2.0粗糙c ±0.2±0.3±0.5±0.8±1.2±2.0±3.0±4.0最粗v —±0.5±1.0±1.5±2.5±4.0±6.0±8.0倒圆半径和倒角高度尺寸的极限偏差数值 公差等级0~3 3~6 >6~30 >30 精密f ±0.2±0.5±1.0±2.0中等m 粗糙c ±0.4±1.0±2.0±4.0最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 角度尺寸的极限偏差数值 公差等级0~10 >10~50 >50~120 120~400 >400 精密f ±1°±30′±20′±10′±5′中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ 一般未注公差图样表示法 在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T 1804-m 3未注形位公差等级表 图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
未注尺寸公差按
1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±±±±±±± 中等m ±±±±±±± 粗糙e ±±±±±±2 ±3 最粗v -- ±±1 ±±±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30 精密f ±±±1 ±2 中等m 粗糙e ±±1 ±2 ±4 最粗v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~ 10 >10~50 >50~120 >120~400 >400 精密f ±1o ±30′±20′±10′±5′ 中等m 粗糙e ±1o30′±1o ±30′±20′±10′ 最粗v ±3o ±2o ±1o ±30′±20′ 2.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000
H K L 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H K 1 L 1 2 对称度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H K 1 L 1 2 圆跳动的未注公差值(GB/T1184-1996)(mm) 公差等级圆跳动公差值 H K L 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm) >~ >~
未注公差等级和标准差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
国标自由公差表
自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中 8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、 双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
未注公差汇总
“未注公差”汇总1.机械加工未注公差 1.1 线性尺寸未注公差〔GB/T1804-1992〕 1.2 直线度和平面度未注公差〔GB/T1184-1996〕 1.3 垂直度未注公差〔GB/T1184-1996〕 取形成直角的两边中较长的一边作为基准,另一边作为被测要素。 1.4 对称度未注公差〔GB/T1184-1996〕 取两要素中较长者作为基准,另一要素作为被测要素。
1.5 圆跳动未注公差〔GB/T1184-1996〕 1.6 其他形状和位置未注公差 1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。 2. 圆柱度的未注公差值不作规定。它由圆度、直线度和相对素线的平行度误差组成。 3. 同轴度的未注公差值未作规定。其公差值可使用径向圆跳动值。 4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或 未注形位公差、线性尺寸公差或角度公差控制。 2. 冲压件未注公差 2.1 尺寸未注公差〔GB/T15055-1994〕
2.2 冲裁、成型的圆角半径未注公差〔GB/T15055-1994〕 2.3 冲裁、弯曲的角度未注公差〔GB/T15055-1994〕
2.4 冲压件形状和位置未注公差 2.4.1 同轴度、对称度未注公差〔GB/T13916-1992〕 B——要求对称的宽度尺寸。 D——要求同轴的直径尺寸。 L——要求同轴的中心距。 2.4.2直线度和平面度未注公差〔GB/T13916-1992〕 L——要求平直的长度尺寸。H——要求母线直线度的深度尺寸。D——要求母线直线度的直径尺寸。 3. 接焊结构件未注公差 3.1 尺寸与形位未注公差〔GB/T5000.3-1998〕
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); 1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l 部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 2
未注尺寸公差按Tm
未注尺寸公差按T m The following text is amended on 12 November 2020.
线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 ~3 > 3~6 > 6~30 > 30~120 > 120~400 > 400~1000 > 1000~2000 精密 f ±±±±±±± 中等 m ±±±±±±± 粗糙 e ±±±±±±2 ±3 最粗 v -- ±±1 ±±±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30 精密 f ±±±1 ±2 中等 m 粗糙 e ±±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~ 10 >10~50 > 50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′
直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H K L 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H K 1 L 1 2 对称度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H K 1 L 1 2 圆跳动的未注公差值(GB/T1184-1996)(mm) 公差等级圆跳动公差值 H K L 3.表面粗糙度
一般公差未注公差的线性和角度尺寸公差(西子)
版本记录
1 目的 根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。 2 适用范围 本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。 3 职责 无 4 定义 4.1一般公差 1)未注公差的线性和角度尺寸公差主要有: a.线性尺寸,包括外尺寸、内尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度 b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90o) 2)未注公差的几何公差主要有: a.形状公差,包括直线度、平面度 b.位置公差,包括垂直度、对称度、圆跳动等 4.2参考标准 GB/T1800.1-2009(产品几何技术规范极限与配合第1部分:公差、偏差和配合的基础) GB/T1800.2-2009(产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表) GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差) GB/T15055-2007(冲压件未注公差尺寸极限偏差) GBT13914-2013(冲压件尺寸公差) GBT13915-2013(冲压件角度公差) GB/T13916-2013(冲压件形状与位置未注公差) GB/T1184-1996 (形状与位置公差未注公差值) GB/T6414-1999 (铸件尺寸公差与机械加工余量) GB/T19804-2005(焊接结构的一般尺寸公差和形位公差) GB/T6403.4-2008(零件倒圆与倒角) JB/T4129-1999(冲压件毛刺高度)
5 线性和角度未注公差 5.1各种不同加工方法的线性尺寸公差 5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。 表一:各种不同的加工方法所对应的尺寸公差等级 5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值 表二:不同公差等级的线性尺寸的极限偏差 5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。 5.1.4对于非模具成型孔距的未注公差执行表三规定。 表三:非模具成型孔距线性尺寸的极限偏差
国家标准公差表 (2)
. .. 标准公差表 根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。一般选用IT12线性 注:基本尺寸小于1mm 时, 无IT14至IT18。线性尺寸未注公差的公差表 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属 切削加工的尺寸,也适用于 一般的冲压加工尺寸。这些 极限偏差适用于: 线性尺寸:例如外尺寸、内 尺寸、阶梯尺寸、直径、半 径、距离、倒圆半径和倒角 高度; 角度尺寸:包括通常不标出 角度值的角度尺寸,例如直 角(90°); 机加工组装件的线性和角 度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。 角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 μm mm - 3 3 4 6 10 14 2 5 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 2 7 43 70 110 0.1 8 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
未注标准公差表
关于自由公差的--即未注尺寸公差 自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差。但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取值范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。是指在车间通常加工条件下可保证的公差,分精密f,中等m,粗糙c,最粗v共4个公差等级。相应的国家标准是GB/T1804-2000。采用此标准规定的公差的话应在图样标题栏附近或技术要求,技术文件(如企业标准)中注出该标准号及公差等级代号.至于具体的公差值则根据公差等级及基本尺寸的不同而不同。例如中等级尺寸段为0.5-3和中等级尺寸段为120-400极限偏差数值分别为±0.1和±0.5。具体可参考GB/T1804-2000。 标准公差表 根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。 注:基本尺寸小于1mm时,无IT14至IT18。 基本尺寸 ㎜ 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
未注尺寸公差标准
未注尺寸公差标准 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。 在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。 有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。为了简化标注,在图面上或技术说明中注明“未注公差”。.例如:图中未注公差±0.05.。在这个图中,未注公差≠自由公差。 https://https://www.360docs.net/doc/617381688.html,/view/de43bd32591b6bd97f192279168884 868762b8b4.html 1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
机械制图中的未注尺寸公差到底怎么取
机械制图中的未注尺寸公差到底怎么取? 零件图中的尺寸有两种:一种数量较少而重要的尺寸,需要标出其公差的尺寸,叫做有注公差尺寸,比如配合尺寸等;另一种数量大而不重要,或者说普通操 作者利用普通设备来加工,该尺寸都会合格的尺寸(该尺寸对零件的质量和对配 合性质没有影响的尺寸),为了突出有注尺寸和看起来图形比较简洁,所以国标规定该尺寸不用标注,叫未注公差尺寸,比如零件的总长等. 值得注意的是未注公差尺寸不是没有公差要求,正好相反,是有公差要求的,只是对其要求比较低(公差值较大)吧了. 按国标规定未注公差尺寸的公差等级一般取IT12~IT18,通常取IT13,采用±IT/2;零件的公差与尺寸大小有直接关系,比如基本尺寸100的未注尺寸,取公差等级为IT14,那查得公差值0.87毫米,该尺寸标写成100±0.435. 关于IT自由公差的规定 大家好。我自机械专业毕业至今已在机械公司(多家)工作10年有余,有好多机械图纸的技术要求中有:“未注公差按IT13级制造。”而我们平时都在执行的是内孔取正,外径取负,长度取正负。举例:内孔20的公差为+0.33/0,外径20的公差为-0.33/0,长度20的公差为±0.165。我问了好几个公司以及好几个技术人员,大家都知道是这样规定的,但是为什么会这样规定,大家都说不出来。我查了GB/T1800.1~GB/T1800.4,标准里面只是说轴h基准轴基本偏差,孔H基准孔基本偏差,长度为JS,(h,H,Js基本偏差代号时)才会有以上的概念。但标准里面也没说在没有基本偏差代号规定时要取h,H,Js,所以我认为:当为注公差按IT13级制造时,内孔取正,外径取负,长度取正负是没有依据的呀,换句话说是不存在这种情况的。当取M~Z时,轴的自由公差不为负还是为正了呀。 请问,哪一位高手能解释这种情况呢,不吝告之,先谢了。 何谓自由尺寸公差?
未注公差的直径尺寸公差(IT10~14)
未注公差尺寸的极限偏差(GB/T1800.1-1997) 公称尺寸 公差等级 公称尺寸 公差等级 IT10 IT11 IT12 IT13 IT14 IT10 IT11 IT12 IT13 IT14 大于至单位:mm 大于至单位:mm - 3 0.04 0.06 0.1 0.14 0.25 315 400 0.23 0.36 0.57 0.89 3.60 3 6 0.04 8 0.07 5 0.12 0.18 0.30 400 500 0.25 0.4 0.63 0.97 4.00 6 10 0.05 8 0.09 0.15 0.22 0.36 500 630 0.28 0.44 0.7 1.1 4.4 10 18 0.07 0.11 0.18 0.27 0.43 630 800 0.32 0.5 0.8 1.25 5.0 18 30 0.08 4 0.13 0.21 0.33 0.52 800 1000 0.36 0.56 0.9 1.4 5.6 30 50 0.1 0.16 0.25 0.39 0.62 1000 1250 0.42 0.66 1.05 1.65 6.6 50 80 0.12 0.19 0.3 0.46 0.74 1250 1600 0.5 0.78 1.25 1.95 7.8 80 120 0.14 0.22 0.35 0.54 0.87 1600 2000 0.6 0.92 1.5 2.3 9.2 120 180 0.16 0.25 0.4 0.63 1.00 2000 2500 0.7 1.1 1.75 2.8 11.0 180 250 0.18 5 0.29 0.46 0.72 1.15 2500 3150 0.86 1.35 2.1 3.3 13.5 250 315 0.21 0.32 0.52 0.81 1.30 ----- 公称尺寸 公差等级 公称尺寸 公差等级 IT10 /2 IT11 /2 IT12 /2 IT13 /2 IT14 /2 IT10 /2 IT11 /2 IT12 /2 IT13 /2 IT14 /2 大于至单位:mm 大于至单位:mm - 3 0.02 0.03 0.05 0.07 0.12 5 315 400 0.11 5 0.18 0.285 0.445 1.8 3 6 0.02 4 0.037 0.06 0.09 0.1 5 400 500 0.12 5 0.2 0.315 0.485 2.0 6 10 0.029 0.045 0.07 5 0.11 0.18 500 630 0.14 0.22 0.35 0.55 2.2 10 18 0.035 0.055 0.09 0.135 0.21 5 630 800 0.16 0.25 0.4 0.625 2.5 18 30 0.042 0.065 0.10 5 0.165 0.26 800 1000 0.18 0.28 0.45 0.7 2.8 30 50 0.05 0.08 0.12 5 0.195 0.31 1000 1250 0.21 0.33 0.525 0.825 3.3 50 80 0.06 0.095 0.15 0.23 0.37 1250 1600 0.25 0.39 0.625 0.975 3.9 80 120 0.07 0.11 0.17 5 0.27 0.43 5 1600 2000 0.30 0.46 0.75 1.15 4.6 120 180 0.08 0.125 0.2 0.315 0.5 2000 2500 0.35 0.55 0.875 1.4 5.5 180 250 0.092 0.145 0.23 0.36 0.572500 3150 0.43 0.675 1.05 1.65 6.75
自由公差表(国标)
自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
GB/T m 一般公差标准
一般公差 线性尺寸的未注公差标准 本标准等效采用国际标准 ISO 2768-1:1989《一般公差——第 1 部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角
3术语 3.1一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4线性尺寸的一般公差 4.1线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。 4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标 准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3本公司图样上线性尺寸的未注公差,选取 GB1804-m。 1
表 1 线性尺寸的极限偏差数值 表 2 倒圆半径与倒角高度尺寸的极限 偏差数值
注:倒圆半径与倒角高度的含义参见 GB6403.4。 5线性尺寸的一般公差的表示方法 采用 GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 2
未注尺寸公差按GBT1804-m
线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 > 1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2 中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2 对称度未注公差值(GB/T1184-1996)(mm)
未注公差标准
2-135 3一般公差线性尺寸的未注公差(GB/T1804—1992) 3.1线性尺寸的一般公差 一般公差是指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 线性尺寸的极限偏差数值见表2-2-46,倒角半径和倒角高度出差的极限偏差数值见表2-2-47。 线性尺寸的一般公差在图样上、技术文件或其他标准中该标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m。 表2-2-46线性尺寸的极限偏差数值/mm 尺寸分段 公差等级 0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000 f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5—m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3±0.5±0.8±1.2±2±3±4 v(最粗级)—±0.5±1±1.5±2.5±4±6±8 表2-2-47倒圆半径与倒角高度尺寸的极限偏差数值/mm 尺寸分段 公差等级 0.5~3>3~6>6~30>30 F(精密级) ±0.2±0.5±1±2 m(中等级) c(粗糙级) ±0.4±1±2±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见国家标准GB/T6403.4《零件倒圆与倒角》。 3.2一般公差的应用和有关说明 线性尺寸的一般公差适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和其他工艺方法加工的尺寸可参照采用。 对零件上一些无特殊要求的要素,无论其线性尺寸、角度尺寸,形状还是位置都规定有未注公差。未注公差决不是没有公差要求,只是为简化图样标注,不在图上注出,而是在图样上,技术文件或其他标准中作出总的说明。 线性尺寸的一般公差主要用于较低精度的非配合尺寸。当功能上允许的公差代号或极限偏差或同时标出;当功能上允许,而且采用大于一般公差更为经济的线性尺寸(例如装配时所钻的盲孔深度),亦要在这些线性尺寸之后标出极限偏差。 线性尺寸的一般公差,在正常车间精度保证的条件下,一般可不检验。 两个表面分别由不同类型的工艺(例如切削和铸造)加工时,它们之间线性尺寸的一般公差,应按规定的两个一般公差值中的较大值。
未注尺寸公差专业技术规范
1.目的和范围 规范产品结构件在设计图样上其基本尺寸无指定公差时的尺寸公差。 本规范适用于联亨技术有限公司产品、金属材料和结构件的设计、生产及检验。 2.引用标准和参考标准 下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所有版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。 GB/T 1804-92 《一般公差线性尺寸的未注公差》 GB/T13914-92《冲压件尺寸公差》 GB/T13914-92 《冲压件角度公差》 DIN6930-Part2 《Steel Stampings GeneralTolerances》 3.基本功能描述 根据加工对象与手段(冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等)不同特点,制定不同工艺手段的一般公差。 4.术语: 基本尺寸:指产品零件完成后应达到的尺寸,包括在任何使用时或装配后不去除的任何表面处理层。 平冲压件:经平面冲裁工序加工而成平面的冲压件。 成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。 孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。 5.技术要求 5.1冲压件尺寸的未注公差 5.1.1 精度等级 本规范规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg四个精度等级,其余尺寸和要素均不分精度等级,无特殊标注按m级生产。 5.1.2平冲压件的未注公差 平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平面尺寸。 5.1.2.1平冲压件长度L、直径D、d尺寸(图1)的极限偏差按表1规定。无特殊标注按
未注尺寸形位公差按GB
未注尺寸公差按GB/T1804-M 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2 中等m 粗糙 e ±0.4 ±1 ±2 ±4 最粗v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等m 粗糙 e ±1o30′±1o ±30′±20′±10′ 最粗v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2 对称度未注公差值(GB/T1184-1996)(mm)