大型轴承表面裂纹原因分析
大型轴承表面裂纹原因分析
李立军,龚桂仙,吴立新,张友登
(武汉钢铁集团公司技术中心,湖北武汉430080)
摘要:对进口大型轴承内套圈表面裂纹进行分析。结果表明,裂纹产生的原因与磨削工艺不当有关,在磨削过程中发生高温回火烧伤,使材料表面断裂强度降低而产生裂纹。
关键词:轴承;裂纹;分析
某冷轧厂冷轧机组进口支承辊轴承,内套圈外径<990mm,内径<900mm,宽度420mm。轴承内套圈与支承辊装配采用热装工艺,在油箱中将轴承内套圈加热到166℃,保温25min,取出后迅速装到支承辊上。热装后,对轴承内套圈表面进行最后的磨削,保证内套圈与支承辊的同心度。
在轴承使用之前,发现多个轴承内套圈外表面有很多细小裂纹。通过对轴承内套圈进行取样分析,探明了裂纹产生的原因,本文介绍分析过程及结果。
1 检验与结果
1.1 裂纹特征
1.1.1裂纹表面特征
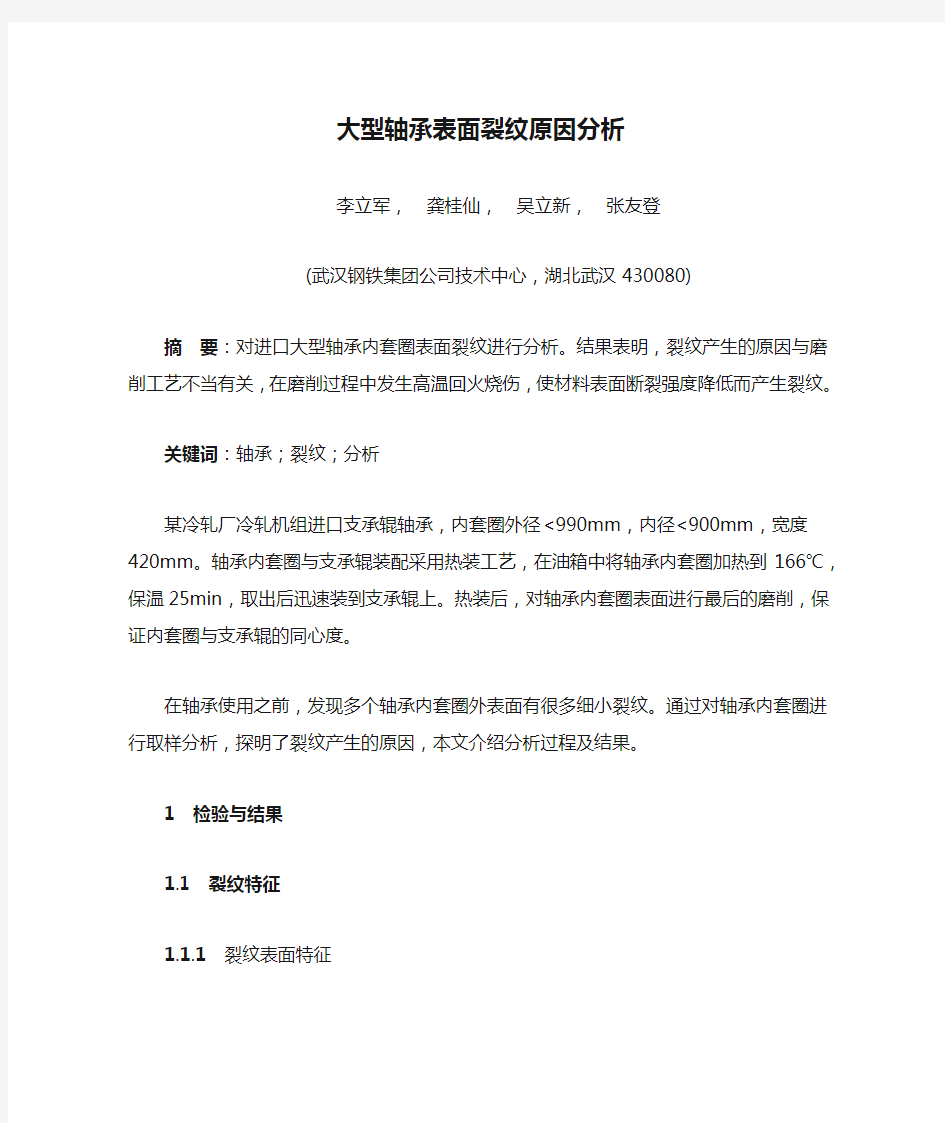
检查多个轴承内套圈外表面,肉眼很难发现裂纹。采用磁粉探伤、着色和荧光显示,在内套圈外表面上发现许多细小裂纹,裂纹位置的分布无规律,在内套圈外表面的边部、中部及整个圆周方向均发现了裂纹。裂纹大多数呈放射状,其中有的呈“人”字形,有的呈“T”形,有的呈“×”形,另外还有少数裂纹呈分散条状。在放射状裂纹密集的区域,裂纹交织成网状。对内套圈外表面进行热酸蚀检查,发现表面裂纹更加明显[图1(a)]。
浅磨内套圈外表面试样(保留磨削加工过程中的磨痕),在金相显微镜下观察,裂纹与磨痕方向呈一定角度或垂直[图1(b)]。进一步磨去试样表面磨痕并抛光,在金相显微镜下观察,发现裂纹由断续分布的线条组成,线条呈弯曲状[图1(c)]。
(a)热酸蚀后; (b)浅磨
后; (c)抛光后
图1 裂纹表面特征
1.1.2裂纹截面特征
选取内套圈截面试样进行观察,发现裂纹仅分布于外表层,未出现在内部和内表层。在金相显微镜下观察有裂纹截面试样,裂纹垂直于表面而向内扩展,并从表面至内部由粗到细而逐渐消逝[图2(a)]。在扫描电镜下可观察到裂纹尾端有分叉[图2(b)]。对多条裂纹的深度进行测量的结果见表1。
(a)裂纹由表向内扩展; (b)裂纹尾端的
分叉
图2 裂纹截面特征
1.2 化学成分
内套圈化学成分(质量分数,%)分析结果见表2。按照我国渗碳轴承钢的技术要求,除碳外,该内套圈属于G20Cr2Ni4钢(我国G20Cr2Ni4钢的碳含量在0.17~0.23之间)。进口商提供的内套圈成分(%)范围为:C0.10~0.16、Mn0.30~0.50、Cr1.30~1.60、Ni3.25~3.75、Mo低于0.15,该内套圈的化学成分均在进口高提供的成分范围内。
1.3 显微组织检验
选取轴承内套圈截面试样进行酸浸低倍组织检验,没有发现低倍组织缺陷。
对内套圈表面和截面组织进行观察,发现在表层有一层较厚的渗碳层,表明该内套圈经过了渗碳处理。分别选取有裂纹区域和远离裂纹区域的外表面试样,观察表面和截面组织。从截面上看,由表面至心部组织大致可分为4层(表3)。裂纹内无FeO,附近无脱碳特征。
在有裂纹区域和远离裂纹区域的外表层,均观察到一层“黑色”组织,但两者有明显的区别:①远离裂纹区域的表层组织以回火马氏体居多,屈氏体少数,而有裂纹区域的表层组织以屈氏体居多,回火马氏体为少数;②远离裂纹区域的表层“黑色”组织明显比有裂纹区域的薄(图3),表层"黑色"组织的厚度测量结果见表4。
外表面碳化物级别为:粗大碳化物多数为1级,少数为2级;网状碳化物为1级。夹杂物级别为A1.5、D0.5,通过能谱分析,表明夹杂物主要为MnS和少量Al2O3。
利用X射线衍射仪测量内套圈外表面和心部的残余奥氏体量,结果为:外表面8.87%,心部3.6%。
(a)裂纹区域; (b)远离裂纹区域
图3 黑色组织特征
1.4 表面残余应力
利用X射线应力仪,选择外表面有裂纹和没有裂纹的同一批轴承内套圈,分别测量表面的残余应力,结果表明均为压应力。
2 分析讨论
2.1 裂纹产生阶段
根据裂纹表面和截面的特征分析,内套圈外表面上的裂纹有4个规律性特征:①裂纹随机分布在外表面的任意部位;②裂纹大多数呈放射状,少数呈分散条状,裂纹与磨痕方向呈一定角度或垂直;③裂纹在截面上的深度较浅,在0.2mm以内;④裂纹垂直于表面向内扩展,并由粗到细逐渐消逝,裂纹末端有分叉。由这些规律可以判断该裂纹属于磨削裂纹,即在磨削过程中产生的裂纹。
2.2 裂纹产生原因
2.2.1磨削工艺因素
该轴承属于大型零件,一般需经渗碳、淬火、高温回火后,再经二次淬火和回火。经过处理后表层组织一般为细小马氏体、一定量碳化物和适量残余奥氏体。通过金相组织观察,发现在出现裂纹的轴承内套圈中,第2层组织符合这种组织特征,但在表层出现了屈氏体。这层屈氏体属于典型的磨削高温回火烧伤
组织,即在磨削过程中,由于磨削工艺不当(如磨削过烈、冷却不良等),引起轴承内套圈外表面局部受热(温度在A c1以下),马氏体继续分解转变为屈氏体。在裂纹位置和远离裂纹位置的大量试样均发现了表层屈氏体,说明该内套圈在磨削过程中有高温回火烧伤现象。
大量实验和理论分析认为[1],由于磨削过程中高温回火烧伤产生的屈氏体组织,会降低材料表面的断裂强度,使表面承受的应力超过材料的断裂强度,从而产生裂纹。高温回火烧伤是否产生磨削裂纹与烧伤程度有关系,如果烧伤轻微,表层屈氏体组织较少,裂纹还不足以产生,反之如果烧伤严重,表层屈氏体组织较多,材料表面断裂强度大大降低,表面拉应力超过承载极限,裂纹将产生。在本文轴承内套圈中,由高温回火烧伤产生的屈氏体组织,在表层分布不均匀,裂纹附近比远离裂纹位置的屈氏体多,说明在烧伤较严重、屈氏体较多的区域材料表面断裂强度降低较多,表面拉应力超过承载极限,从而产生了裂纹。而在烧伤轻微、屈氏体较少的区域,材料表面断裂强度降低较少,表面拉应力还没有超过承载极限,裂纹无法产生。
2.2.2材料因素
对于大型渗碳轴承零件,渗层的成分与组织及其在磨削中的变化决定了断裂强度的高低,一般需对马氏体、碳化物、残余奥氏体进行控制:①马氏体组织必须细小,因为粗大马氏体的脆性较大,甚至可能存在许多显微裂纹,这种组织易于产生磨削裂纹;②严格控制碳化物级别,因为碳化物是脆性相,其断裂抗力低、导热能力差,控制碳化物级别可大大减小磨裂几率;③残余奥氏体要少,残余奥氏体的导热性只有马氏体的一半,残余奥氏体量越多,磨削过程中的热应力越大,磨裂倾向也增加。另外,渗碳轴承钢技术条件中还对低倍组织、夹杂物等进行了规定。
此次分析的轴承内套圈,材料检验可以归纳为:①酸浸低倍检验没有发现内套圈有低倍组织缺陷;②化学成分符合大型零件渗碳轴承钢的要求;③外表面的表层和次表层均为细小马氏体,马氏体组织致密,没有发现内部显微裂纹,马氏体组织符合大型零件渗碳轴承钢的要求;④碳化物和夹杂物级别在渗碳轴承钢控制范围内;⑤表面残余奥氏体较少。这些表明磨削前的材料和热处理工艺不是导致裂纹产生的原因。
因此,此次轴承内套圈产生外表面裂纹的原因是磨削工艺不当。产生裂纹的过程大致可描述为:磨削过程中由于磨削工艺不当(如磨削过烈、冷却不良等),产生摩擦热,引起轴承内套圈外表面局部受热,表面组织产生高温回火烧伤,马氏体分解转变为屈氏体;表层屈氏体组织使材料表面断裂强度降低,尤其在表层屈氏体组织较多的区域,材料表面断裂强度降低较多,在磨削应力和组织应力的作用下,材料表面拉应力超过承载极限,产生了磨削裂纹。
3 结论
(1)轴承内套圈外表面上产生的裂纹属于磨削裂纹。
(2)轴承内套圈外表面裂纹产生的原因是由于磨削工艺不当,在磨削过程中发生高温回火烧伤,使材料表面断裂强度降低而产生裂纹。
轴承故障原因分析及处理方法
轴承故障原因分析及处理方法 [摘要]: 本文介绍了轴承常见故障和处理办法,总结了避免故障发生的几种办法,保证生产的连续性。 [关键字]:轴承;故障率高;处理措施; 一、前言: 轴承是生产线设备上常用的支撑轴零件,它可以引导轴的旋转,也可以承受轴上空转的零件,由于其使用量大,生产过程中经常出现故障,给车间生产的连续性和产品质量的保障带来严重影响。因此,迅速判断故障产生的原因,采取得当的解决措施,保证设备的连续运行是确保产品质量的重要基础和保证。 二、轴承故障原因分析: 导致轴承故障率升高的常见原因: 1、润滑不良,如润滑不足或过分润滑,润滑油质量不符合要求,变质或有杂物。 2、轴承异常,如轴承损坏,轴承装配工艺差,轴承各部位间隙调整不符合要求。 3、振动大,如联轴器找正工艺差不符合要求,转子存在动、静不平衡,基础刚性差、地脚空虚以及旋转失衡,喘振。 三、轴承发生故障时的处理方法: 轴承出现故障时,应从以下几个方面解决问题
1、加油不恰当,润滑油加的过多或过少。应当按工作的的要求定期给轴承加油。轴承加油后有时也会出现温度高的情况,这主要是加油过多。 2、轴承所加油脂不符号要求或被污染。润滑油脂选用不合适,不易形成均匀的润滑油膜。无法减少轴承内部的摩擦和磨损,润滑不足,轴承温度升高。当不同型号的油脂混合时可能发生化学反应,造成油脂变质,结块,降低润滑效果。加注油脂的过程中落入灰尘,造成油脂污染,会导致油脂劣化破坏轴承润滑,进而使轴承损坏。因此应选用合适的油脂,检修中对轴承清洗,对加油油嘴进行检查疏通,不同型号的油脂不能混合使用,若更换其他型号的油脂时,应先将原来的油脂清理干净;运行维护中定期加油,油脂应妥善保管做好防潮防尘措施。 3、确认不存在上面的问题后再检查联轴器找正情况和轴承质量。联轴器的找正要符合工艺标准。在设备维修检查时看轴承有无咬坏和磨损;检查轴承的内外圈,滚动体,保持架其表面光洁度以及有无裂痕和锈蚀,凹坑,过热变色等现象。检查轴承的游隙是否超标,若有以上情况要立即更换新的轴承。轴承的配合,轴承在安装时内径与轴,外径与外壳的配合非常重要,配合过松时,配合面会产生相对滑动称做蠕变。蠕变一但产生会磨损破坏面,损伤轴或外壳,而且磨损粉末会侵入轴承内部,造成发热,振动或损坏轴承。过盈过大时,会导致外圈外径变小或内圈内径变大,减少轴承内部的游隙。轴承各部配合间隙的调整,间隙过小时由于油脂在间隙内摩擦损失过大也会引起轴承发热。同时,间隙过小时,油量减小,来不及带走摩擦产生的热
滚动轴承常见故障及原因分析
滚动轴承常见故障及原因分析 1.故障形式 (1)轴承转动困难、发热; (2)轴承运转有异声; (3)轴承产生振动; (4)内座圈剥落、开裂; (5)外座圈剥落、开裂; (6)轴承滚道和滚动体产生压痕。 2.故障原因分析 (1)装配前检查不仔细,轴承在装配前要先清洗并认真检查轴承的内外座圈、滚动体和保持架,是否有生锈、毛刺、碰伤和裂纹;检查轴承间隙是否合适,转动是否轻快自如,有无突然卡止的现象;同时检查轴径和轴承座孔的尺寸、圆度和圆柱度及其表面是否有毛刺或凹凸不平等。对于对开式轴承座,要求轴承盖和轴承底座接合面处与外座圈的外圆面之间,应留出0.1mm~0.25mm间隙,以防止外座两侧“瓦口”处出现“夹帮”现象导致的间隙减小,磨损加快,使轴承过早损坏。 (2)装配不当。装配不当会导致轴承出现上述的各种故障形式,以及以下的几种情况: A.配合不当 轴承内孔与轴的配合采用基孔制,轴承外圆与轴承座孔的配合采用基轴制。一般在正常负荷情况下工作的离心泵、离心机、减速机、电动机和离心式压缩机的轴与轴承内座圈,采用j5,js5,js6,k5,k6,m6配合,
轴承座孔与轴承外座圈采用j6,j7配合。旋转的座圈(大多数轴承的内座圈为旋转座圈,外座圈不为旋转座圈,少部分轴承则相反),通常采用过盈配合,能在负荷作用下避免座圈在轴径和轴承座孔的配合表面上发生滚动和滑动。 滚动轴承常见故障原因分析 但有时由于轴径和轴承座孔的尺寸测量不精确或配合面粗糙度未达到标准要求,造成过大的过盈配合,使轴承座圈受到很大挤压,从而导致轴承本身的径向间隙减少,使轴承转动困难、发热,磨损加剧或卡死,严重时会造成轴承内外座圈在按装时开裂。不旋转座圈常采用间隙或过盈不大的配合,这样不旋转座圈就有可能产生微小的爬动,而使座圈与滚动体的接触面不断更换,座圈滚道磨损均匀。同时也可以消除轴因热伸长而使轴承中滚动体发生轴向卡住的现象。但过大的间隙配合,会使不旋转座圈随滚动体一同转动,致使轴(或轴承座孔)与内座圈(或外座圈)发生严重磨损,而出现摩擦使轴承发热、振动。 B.装配方法不当 轴承和轴径或轴承座孔的过盈较小时,多采用压入法装配。最简单的方法是利用铜棒和手锤,按一定的顺序对称地敲打轴承带过盈配合的座圈,使轴承顺利压入。另外,也可用软金属制的套管借手锤打入或压力机压入。若操作不当,则会使座圈变形开裂,或者手锤打在非过盈配合的座圈上,则会使滚道和滚动体产生压痕或轴承间接被破坏。 C.装配时温度控制不当 滚动轴承在装配时,若其与轴径的过盈较大,一般采用热装法装配。
轴承专业术语翻译
slewing ring bearing (slewving bearing)回转支承轴承即转盘轴承 1. adapter bearing带固接套的轴承 2. adjustable bearing可调轴承 3. adjustable cone colter bearing圆犁刀的可调式锥形轴承 4. aerostatic bearing空气静力轴承 5. agate bearing玛瑙轴承 6. air journal bearing气体轴承 7. air lubricated thrust bearing空气润滑止推轴承 8. aligning bearing(直线)对位轴承 9. alkaline-friction bearing抗磨轴承 10. allowable bearing容许支承力 11. all-rubber type bearing全胶式轴承。全橡胶轴承 12. aluminum base bearing铝基合金轴承 13. aluminum-tin bearing铝锡合金轴承 14. angular ball bearing径向止推滚珠轴承 15. angular contact ball bearing角面接触滚珠轴承,向心止推滚珠轴承 16. angular contact journal bearing角面接触轴颈轴承 17. annular ball bearing向心球轴承,径向滚珠轴承 18. annular contact thrust ball bearing推力向心球轴承 19. antenna bearing(电磁)天线方位 20. antifriction thrust bearing减磨推力轴承,减磨止推轴承 21. antithrust bearing止推轴承 22. asymmetrical roller bearing非对称滚子轴承 23. axial bearing支撑轴承,止推轴承 24. axial thrust bearing轴向推力轴承 25. axle box bearing轴箱轴承 26. azimuth bearing方位 27. babbit metal (cast) bearing(铸造)巴氏合金轴承 28. babbit-lined bearing巴氏合金衬套轴承,衬巴氏合金的轴承 29. ba ck be aring反象限角,后轴承,反方位(炮) 30. back-to-back duplex bearing成对双联轴承(外圈宽端面相对) 31. ball bearing滚珠轴承 32. ball collar thrust bearing滚珠环止推轴承,滚珠环推力轴承 33. ball journal bearing球颈轴承 34. ball thrust bearing止推滚珠轴承 35. barrel bearing圆筒轴承 36. base bearing主轴承,底轴承,基轴承 37. bellbearing钟杆推力轴承,小钟杆平球架,炉钟杠杆
滚动轴承故障诊断分析
滚动轴承故障诊断分析 学院名称:机械与汽车工程学院专业班级: 学生姓名: 学生学号: 指导教师姓名:
摘要 滚动轴承故障诊断 本文对滚动轴承的故障形式、故障原因、常用诊断方法等诊断基础和滚动轴承故障的振动机理作了研究,并建立了相应的滚动轴承典型故障(外圈损伤、内圈损伤、滚动体损伤)的理论模型,给出了一些滚动轴承故障诊断常见实例。通过对滚动轴承故障振动机理的研究可以帮助我们了解滚动轴承故障的本质和特征。本文对特征参数的提取,理论推导,和过程都进行了详细的阐述, 关键词:滚动轴承;故障诊断;特征参数;特征; ABSTRACT : The Rolling fault diagnosis In the thesis ,the fault types,diagnostic methods an d vibration principle of rolling bearing are discussed.the thesis sets up a series of academic m odels of faulty rolling bearings and lists some sym ptom parameters which often used in fault diagnosis of rolling bearings . the study of vibration prin ciple of rolling bearings can help us to know the essence and feature of rolling bearings.In this pa
最常用轴承型号尺寸
6000系列深沟球轴承型号规格表 轴承代码 内径 d 毫米 英寸 外径 D 毫米 英寸 宽度 W 毫米 英寸 倒角 r 毫米 英寸 基本额定负荷 KN 极限转速 重量 Kg/pc 动负荷 C 静负荷 C 0 脂 r/min 油 r/min 6000 6001 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6013 6014 6015 6016 6017 6018 10 .3937 12 .4724 15 .5906 17 .6693 20 .7874 25 .9843 30 1.1811 35 1.3780 40 1.5748 45 1.7717 50 1.9685 55 2.1654 60 2.3622 65 2.9551 70 2.7559 75 2.9528 80 3.1496 85 3.3465 90 3.5433 26 1.0236 28 1.1024 32 1.2598 35 1.3780 42 1.6535 47 1.8504 55 2.1654 62 2.4409 68 2.6772 75 2.9528 80 3.1496 90 3.5433 95 3.7402 100 3.9370 110 4.3307 115 4.5276 125 4.9213 130 5.1181 140 5.5118 8 .3150 8 .3150 9 .3543 10 .3937 12 .4724 12 .4724 13 .5118 14 .5512 15 .5906 16 .6299 16 .6299 18 .7087 18 .7087 18 .7087 20 .7874 20 .7874 22 .8681 22 .8681 24 .9449 0.3 .012 0.3 .012 0.3 .012 0.3 .012 0.6 .024 0.6 .024 1.0 .039 1.0 .039 1.0 .039 1.0 .039 1.0 .039 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.5 .059 4.55 5.10 5.60 6.80 9.40 10.10 13.20 16.00 16.80 21.00 21.80 28.30 29.50 31.90 39.70 41.60 47.50 49.50 58.00 1.96 2.39 2.84 3.35 5.05 5.85 8.30 10.30 11.50 15.10 16.60 21.20 23.20 25.00 31.00 33.50 40.00 43.00 49.50 20000 19000 18000 17000 15000 13000 12000 10000 8000 7200 6400 5700 5000 4800 4600 4400 4300 4200 4000 28000 26000 24000 22000 19000 17000 15000 13000 11000 9000 7800 7000 6300 6100 5800 5600 5500 5300 5100 0.019 0.021 0.030 0.039 0.069 0.080 0.116 0.155 0.185 0.231 0.250 0.362 0.385 0.440 0.600 0.6400 0.8540 0.8900 1.0200 6200系列深沟球轴承规格型号表
扇形段轴承损坏原因分析(PDF X页)
扇形段轴承损坏原因分析 尹秀锦① (济南钢铁总厂机械设备制造公司 山东济南250101) 摘要 分析了济钢超低头板坯连铸机扇形段轴承损坏的原因,并找到了正确的解决措施。关键词 扇形段 载荷 游隙 润滑 Ana lysis on Fa ilur e Ca uses of Seg m en t ′s Bea r i n g Yin X iujin (J inan Ir on and Steel Gr oup Cor por a tion M achine r y Pr oduc tion Co .,L td.,J inan 250101) ABSTRAC T The fail ure cause s of seg ment ′s bearing in Jigang extra -lo w head continuous casting machine a re ana ly zed .The p roblem s are s olved w ith proper mea s ures . KEY W O RDS Seg ment Load C learance space Lubrica ti on 1 概述济钢4#、5#板铸机为超低头板坯连铸机,4#板于1994年投产,其年生产能力为70万t,铸机工作拉速为0.7~ 1.15m /m i n,铸坯规格为200×1400mm ,基本弧半径为5700mm 。二次冷却区域共有7个扇形段,其中1-2段属 于弯曲段,3、4段属于矫直段,5-7段为水平段,从3段以后每一段上都有一对拉矫辊,各段都是6根辊子布置的小辊径,单节辊,密排布置方式,辊径分260mm 和280mm 两种,轴承为调心滚子轴承。2007年4# 、5# 铸机扇形段下线 52台次,轴承原因造成的下线28次,占所有下线次数的53.85%,平均拉钢寿命为98.75天。频繁下线造成炼钢 非计划停机,影响生产节奏,同时也增加了维修成本。 2 原因分析2.1 载荷分布不均 1)辊子同轴度偏差大。在辊子修磨过程中辊子的同 轴度偏低,拉钢过程中辊子的弯曲量会加重,经过长时间的使用,导致个别辊子超负荷工作,使其损坏,同时也会使铸坯出现鼓肚、凹陷等质量问题。 2)对中间隙偏差大。单片对中时,个别辊子辊面与 样规间隙值(对中间隙)是标准的上限,而其他几根辊子对中间隙是标准值的下限,导致这根辊子较其他辊子高,对中时个别辊子水平度偏差大,导致高的轴承承受大负 荷,长时间运转或者超负荷运转导致轴承先损坏。 3)轴承径向游隙不均匀。同一根辊子上的轴承游隙 相差太大,导致辊子两侧轴承受力不均匀,如果同时存在上述任何一种影响因素,会加剧轴承的损坏。 2.2 径向游隙的影响 游隙的大小直接影响滚动轴承的载荷分布、振动、噪声、磨损、温升、使用寿命和机械运转精度等技术性能。通过对损坏轴承的分析,认为轴承游隙大小不合适是造成轴承损坏的另一个因素。 2.3 润滑不良 1)润滑脂供给方式不合适。滚动轴承的润滑主要为 了降低摩擦阻力和减轻磨损,也有吸振、冷却、防锈和密封等作用,但是装脂过多易于引起摩擦发热,影响轴承的正常工作。扇形段在现场使用时润滑脂供给时间长,频次少,导致轴承先是满脂运转,后是少脂运转,没有为轴承提供一个良好的润滑条件。 2)油号不对导致甘油堵塞。冬天维修好的扇形段存 放一段时间上线后就出现干油堵塞的问题,分析原因主要是北方冬天寒冷,润滑脂粘稠度增加,导致输送阻力增加。 2.4 灰尘等污染引起轴承损坏 1)密封结构不完善。分析轴承密封结构(如图1)和 现场环境,发现密封不合适,辊子一侧的单唇骨架油封隔 — 6— Extra Editi on (1)2009 冶 金 设 备M ET ALLUR GI CAL E QU IP MENT 2009年特刊(1) ①作者简介尹秀锦,女,年出生,助理工程师,年毕业于鞍山科技大学机械设计制作及自动化专业 2:19802004
ucp系列轴承参数表
Z90500型(UCP200) 带立式座顶丝外球面球轴承参数表 带座轴承型号 外形尺寸 带座轴承 重量 配用轴承 代号 配用轴承 座代号 螺栓 尺寸 配合轴 径D B S L J H H1 H2 A N N1 Kg Z90501 UCWP201 40 27.4 11.5 125 96 30.2 57 14 36 13 19 0.6 90501 UC201 M10 17 Z90502 UCWP202 40 27.4 11.5 125 96 30.2 57 14 36 13 19 0.6 90502 UC202 M10 17 Z90503 UCWP203 40 27.4 11.5 125 96 30.2 57 14 36 13 19 0.6 90503 UC203 M10 17 Z90504 UCP204 47 31 12.7 127 95 33.3 65 14 38 13 19 0.7 90504 UC204 M10 20 Z90505 UCP205 52 34.1 14.3 140 105 36.5 71 15 38 13 19 0.8 90505 UC205 M10 25 Z90506 UCP206 62 38.1 15.9 165 121 42.9 83 17 48 17 23 1.3 90506 UC206 M14 30 Z90507 UCP207 72 42.9 17.5 167 127 47.6 93 18 48 17 23 1.6 90507 UC207 M14 35 Z90508 UCP208 80 49.2 19 184 137 49.2 100 18 54 17 23 1.9 90508 UC208 M14 40 Z90509 UCP209 85 49.2 19 190 146 54 106 20 54 17 23 2.2 90509 UC209 M14 45 Z90510 UCP210 90 51.6 19 206 159 57.2 114 21 60 20 26 2.6 90510 UC210 M16 50 Z90511 UCP211 100 55.6 22.2 219 171 63.5 126 23 60 20 26 3.3 90511 UC211 M16 55 Z90512 UCP212 110 65.1 25.4 241 184 69.8 138 25 70 20 26 4.6 90512 UC212 M16 60 Z90513 UCP213 120 65.1 25.4 265 203 76.2 151 27 70 25 31 5.9 90513 UC213 M20 65 Z90514 UCP214 125 74.6 30.2 266 210 79.4 157 27 72 25 31 6.6 90514 UC214 M20 70 Z90515 UCP215 130 77.8 33.3 275 217 82.6 163 28 74 25 31 7.4 90515 UC215 M20 75 Z90516 UCP216 140 82.6 33.3 292 232 88.9 175 30 78 25 31 9 90516 UC216 M20 80 Z90517 UCP217 150 85.7 34.1 310 247 95.2 187 32 83 25 31 11 90517 UC217 M20 85 Z90518 UCP218 160 96 39.7 327 262 101.6 200 33 88 27 33 13 90518 UC218 M22 90 Z90520 UCP220 180 108 42 380 308 115 225 40 95 30 38 16 UC220 M24
滚动轴承常见故障原因分析
增刊 西 山 科 技 Supp lem en t 2001年8月 X ishan Science&T echno logy A ug.2001 技术经验 滚动轴承常见故障原因分析 王 建 国① (华化制药集团公司) 摘 要 介绍了滚动轴承的故障形式,分析了产生的原因,并提出了相应的解决方法。 关键词 滚动轴承 故障 原因 滚动轴承一般由外座圈、内座圈、滚动体和保持架等四部分组成。滚动轴承属于标准件,其类型很多,用量很大,凡是运转设备几乎都有不同类型和不同精度的滚动轴承。在生产实际中,由于各种原因,滚动轴承常出现故障,影响设备的正常运行,现对滚动轴承在运行中的常见故障作一分析,并简要介绍消除故障的方法。 1 故障形式 1)轴承转动困难、发热;2)轴承运转有异声;3)轴承产生振动;4)内座圈剥落、开裂;5)外座圈剥落、开裂;6)轴承滚道和滚动体产生压痕。 2 故障原因分析 2.1 检查不细致 轴承在装配前,要先清洗并认真检查轴承的内外座圈、滚动体和保持架,是否有生锈、毛刺、碰伤和裂纹;检查轴承间隙是否合适,转动是否轻快自如,有无突然卡住的现象;同时检查轴颈和轴承座孔的尺寸、圆度和圆柱度及其表面是否有毛刺或凹凸不平等。对于对开式轴承座,要求轴承盖和轴承底座接合面处与外座圈的外圆面之间,应留出0.1mm~0.25mm间隙,以防止外座两侧的“瓦口”处出现“夹帮”现象。若装配前检查不细致,会导致装配后的轴承运转情况不良,出现由于原始间隙太小导致的转动困难、发热;由于“夹帮”现象导致的间隙减小,磨损加快,使轴承过早损坏。 2.2 装配不当 装配不当会导致轴承出现上述的各种故障形式。装配不当有以下几种情况: 1)配合不当。轴承内孔与轴的配合采用基孔制,轴承外圆与轴承座孔的配合采用基轴制。一般在正常负荷情况下工作的离心泵、离心机、减速机、电动机和离心式压缩机的轴与轴承内座圈,采用j5、js5、js6、k5、k6、m6配合,轴承座孔与轴承外座圈采用J6、J7配合。旋转的座圈(大多数轴承的内座圈为旋转座圈,外座圈为不旋转座圈,少部分轴承则相反),通常采用过盈配合,能在负荷作用下避免座圈在轴颈或轴承座孔的配合表面上发生滚动或滑动。但有时由于轴颈和轴承座孔的尺寸测量不精确或配合面粗糙度未达到标准要求,造成过大的过盈配合,使轴承座圈受到很大剂压,从而导致轴承本身的径向间隙减少,使轴承转动困难、发热,磨损加剧或卡死,严重时会造成轴承内外座圈在安装时开裂。不旋转座圈常采用间隙或过盈不大的配合,这样不旋转座圈就有可能产生微小的爬动,而使座圈与滚动体的接触面不断更换,座圈滚道磨损均匀。同时也可以消除轴因热伸长而使轴承中滚动体发生轴向卡住的现象。但过大的间隙配合,会使不旋转座圈随滚动体一同转动,致使轴(或轴承座孔)与内座圈(或外座圈) ①作者简介:王建国 男 1963年出生 1984年毕业于太原工学院 工程师 太原 030021
轴承专业英语
一、轴承 (一)滚动轴承总论 1. 滚动轴承rolling bearing ['r?uli?] 2. 单列轴承single row bearing [rau] 3. 双列轴承double row bearing 4. 多列轴承multi-row bearing ['m?lti] 5. 满装滚动体轴承full complement bearing [ful] ['k?mplim?nt] 6. 角接触轴承angular contact bearing ['??ɡjul?] 7. 调心轴承self-aligning bearing [?…laini?] 8. 可分离的轴承separable bearing ['sep?r?bl] 9. 不可分离轴承non-separable bearing 10. 单列深沟球轴承是球轴承中最普通的种类,应用及其广泛。 Single row deep groove ball bearings are the most common type of rolling bearing and are used in a wide variety [v?'rai?ti] of applications. The moment of friction of high-speed grease-lubricated rolling bearing determines its power consumption and heat output,and the heat output has a direct effect on its temperature rise. 在高速脂润滑滚动轴承中,摩擦力矩的大小决定了轴承的功率消耗和发热量的大小,发热量的大小直接影响轴承的温升失效。 轴承英语基础知识培训(二)(10.4.29) 一、轴承 (一)滚动轴承总论 10. 英制轴承inch bearing inch [int?] 11. 开型轴承open bearing open ['?up?n] 12. 密封圈轴承sealed bearing sealed [si:ld] 13. 防尘盖轴承shielded bearing shielded ['?i:ldid] 14. 闭型轴承capped bearing 15. 预润滑轴承prelubricated bearing [pri:…ljubrikeitid] 16. 仪器精密轴承instrument precision bearing ['instrum?nt] [pri'si??n] 17. 组配轴承matched bearing Sealed bearing system reduces clamping pressure and increases bearing life. 密封的轴承系统减少夹持力并增加轴承寿命。 With proper selection of parameters, small dimension products with high precision can be obtained. 选择适当的工艺参数,能够制得精度很高的小尺寸产品; 轴承英语基础知识培训(三)(10.5.4) (二)向心轴承 1. 向心轴承radial bearing ['reidi?l] 2. 径向接触轴承radial contact bearing contact ['k?nt?kt] 3. 角接触向心轴承angular contact radial bearing ['??ɡjul?] 4. 外球面轴承insert bearing insert [in's?:t] 5. 锥孔轴承tapered bore bearing ['teip?d] 6. 凸缘轴承flanged bearing [fl?nd ?] flanged adj. 带凸缘的;装有法兰的;带法兰的;折边的 7. 滚轮(滚动)轴承track roller (rolling bearing) ['r?ul?] 8. 万能组配轴承universal matching bearing [,ju:ni'v?:s?l] radial ['reidi?l] adj . 1. 光线的;射线的 2. 放射状的;辐射的 3. 半径的;径向的 4. 【解剖学】桡骨的;桡骨附近的 5. 【动物学】射出状的(肢体,如海星等) n. 1. 光线;射线;放射结构 2. 桡部3. 径向帘布(层)轮胎,子午线轮胎( = radial tyre) 4. 径向线 5. 【解剖学】桡神经;桡动脉 6. 【航空学】位置方位线;【航海学】径向线;辐射(位置)线 7. 星形发动机(=radial engine) contact ['k?nt?kt, k?n't?kt] n. 接触,联系vt. 使接触vi. 联系,接触 When you contact these two wires, the machine will start at once. 当你使这两条导线一接触,这台机器就会立刻开始运转。 We know how to contact with him. 我们知道如何与他取得联系. The desiring installation method of installing insert ball bearing unit is: first install the housing at support base firmly, then tighten the bearing to the shaft. 安装带座外球面球轴承时,将轴承套在轴上,先将轴承座牢固地固定在支承面上,然后将轴承紧固在轴上 轴承英语基础知识培训(四)(10.5.7) (三)、球轴承
轴承保持架碎裂原因分析
轴承保持架碎裂原因分析 保持架在滚动轴承中起着等距离隔离滚动体并防止滚动体掉落,引导并带动滚动体转动的作用。 轴承虽然由很多部件轴承组成,轴承最先损坏(失效)的部件是往往是保持架,保持架可以说是轴承“血管”了,可以把内圈、外圈、滚动体均匀有序的分布好,稍有差错就容易使轴承的使用寿命大缩短,甚至损坏。那么造成轴承保持架碎裂的原因是什么呢? 轴承保持架破损原因有: 1、轴承润滑不足。润滑油或脂干掉,没有及时添加(维护保养),润滑油或脂用的标号不对。 2、轴承的冲击负载。冲击负载中激烈的震动产生滚动体对保持架的撞击。 3、轴承的清洁度。轴承在轴承箱里密封不好,有粉尘进入,加要滚动体与保持架的磨擦,从而使保持架损坏。 4、安装问题。轴承安装不正确,在安装时就损伤保持架。 5、轴承蠕变现象 蠕变多指套圈的滑动现象,在配合面过盈量不足的情况下,由于滑动而使载荷点向周围方向移动,产生套圈相对轴或外壳向圆周方向位置偏离的现象。 6、轴承保持架异常载荷 安装不到位、倾斜、过盈量过大等易造成游隙减少,加剧摩
擦生热,表面软化,过早出现异常剥落,随着剥落的扩展,剥落异物进入保持架兜孔中,导致保持架运转阻滞并产生附加载荷,加剧了保持架的磨损,如此恶化的循环作用,便可能会造成保持架断裂。 7、轴承保持架材料缺陷 裂纹、大块异金属夹杂物、缩孔、气泡及铆合缺陷缺钉、垫钉或两半保持架结合面空隙,严重铆伤等均可能造成保持架断裂 8 、轴承硬质异物的侵入 外来硬质异物或其他杂质东西的侵入,加剧了保持架的磨损。针对以上种种原因进行解决,轴承的寿命一定会很长。很多轴承损坏的原因不是轴承本身寿命到了,而是很多外部环境造成的,如润滑不足,粉尘进入,安装错误,负载过大,温度过高,联轴器不对中等。 9、其它原因。如联轴器不对中产生轴承歪斜,受力不均;皮带安装过紧;环境问题等等都有可能损坏轴承或保持架。 针对以上种种原因进行解决,轴承的寿命一定会很长。但是,富海合精工机械建议:对于轴承保持架破损的原因还得具体问题具体分析,要看你用的是什么类型的轴承,装在哪种设备上,工况是怎样的等等。
轴承损坏原因主要分析
轴承损坏原因主要分析 引风机试转时轴瓦出现的问题徐塘发电有限公司2×300MW扩建工程6号机组引风机是成都电力机械厂制造的型号为AN28e6静叶可调式轴流风机,风量为268.74m3/s,风压为4711Pa;电机是沈阳电机股份有限公司提供的型号为YKK710-8电机,电机转速为744r/min,功率为1 800kW,电压为6000V。电机两端为滑动轴承结构,瓦宽为220mm,甩油环外径为363mm,厚度为11.5mm,宽度为30mm,质量为3060g;轴颈外径为200mm,椭圆度偏差为0.2mm。油室两侧各有一个油位计,轴承座与下轴瓦之间有一个电加热器,下轴瓦下面有一个测温元件。电机轴承的冷却方式为自然冷却。第一次试转时,甲侧引风机电机推力端轴瓦温度升高,定值保护停机;乙侧引风机电机膨胀端轴瓦温度升至报警值,为了防止设备严重损坏,手动停机。检查发现甲侧引风机电机推力端轴瓦有烧瓦现象,乙侧引风机电机膨胀端轴瓦局部有磨痕。现场消缺,重新安装后,电机试运转4h无异常现象。锅炉空气动力场试验时,2台引风机电机的轴瓦温度稳定在61.9℃(甲)、59.5℃(乙)后略微下降,转动正常。 2005年4月1日,电除尘气流分布试验过程中除电机轴瓦温度稍高外,其他正常。但是在气流分布试验快结束后,16∶ 00,62号引风机电机侧轴瓦温度快速攀升至62.4℃时;16∶ 30,61号引风机风机侧轴瓦温度快速攀升至61.2℃,都有进一步上升的趋势。为了保护设备,手动停机。2台电机气流分布试验时引风机轴瓦温升值见表1。 4月2日~4月5 日对电机轴瓦解体检查,发现2台电机端外侧和风机端外侧轴瓦均有磨瓦现象,但内侧没有磨瓦现象。同时发现油挡附近轴颈处油润滑明显不足。对瓦面作刮瓦处理试转,当温度达到56~60℃后,瓦温快速攀升。前后试运转达11次,每次情况都差不多。解瓦检查发现,瓦面痕迹一致。加大冷却油量后,不再烧瓦,但温度仍然升至62℃,并且随着气温的波动而波动。整个过程中,2台风机轴系振动很好,最大振动均为1丝左右。 2 原因分析打开轴瓦对轴承进行了仔细检查,如压力角、间隙、椭圆度等,甲、乙侧引风机电机轴承检查数据见表2。所有数据都符合规范和厂家技术要求,可以排除安装不当的原因。由于2台引风机轴系轴向、水平、垂直方向振动都很小,所以排除了轴系不对中、磁力线中心、电机基础等问题。瓦面没有被电击的痕迹,所以也排除了轴承座绝缘不够和转子磁通量轴向分布不均等原因。2台风机为同一批产品,且烧瓦发生的过程和症状非常相似,所以初步认定故障原因是一致的。由这2台引风机电机轴瓦温升高直至烧瓦整个过程,通过对原始记录的数据资料进行分析,初步判断故障是由于甩油环转动带上来的油量太少,在下瓦压力角内无法形成和保持一定厚度的油膜,导致轴颈与轴瓦接触摩擦。瓦温、油温升高后,润滑油的黏度下降,加剧了油膜的破坏,直至轴瓦与轴颈摩擦,温度急剧升高。当温度达到某一临界数值时,油膜承压能力低于轴颈压力,由此将引起恶性循环,导致轴瓦温度快速攀升。加大润滑冷却油量后,润滑油位高于轴瓦下瓦面,这虽然缓解了油膜的破坏,在一定程度上避免了轴与轴瓦的直接接触,但是此时的平衡温度达到62℃,是一种高位平衡,轴承运行风险太大。 3 改进措施(1)更换润滑油。用46号机械油代替46号透平油,目的是为了提高润滑油的黏度,使得在甩油环转动时可以带上更多的油。但高温时, 机械油黏度的下降程
滚动轴承常见故障及其原因分析(正式版)
文件编号:TP-AR-L9607 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编订:_______________ 审核:_______________ 单位:_______________ 滚动轴承常见故障及其 原因分析(正式版)
滚动轴承常见故障及其原因分析(正 式版) 使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1.故障形式 (1)轴承转动困难、发热; (2)轴承运转有异声; (3)轴承产生振动; (4)内座圈剥落、开裂; (5)外座圈剥落、开裂; (6)轴承滚道和滚动体产生压痕。 2.故障原因分析 (1)装配前检查不仔细,轴承在装配前要先清 洗并认真检查轴承的内外座圈、滚动体和保持架,是
否有生锈、毛刺、碰伤和裂纹;检查轴承间隙是否合适,转动是否轻快自如,有无突然卡止的现象;同时检查轴径和轴承座孔的尺寸、圆度和圆柱度及其表面是否有毛刺或凹凸不平等。对于对开式轴承座,要求轴承盖和轴承底座接合面处与外座圈的外圆面之间,应留出0.1mm~0.25mm间隙,以防止外座两侧“瓦口”处出现“夹帮”现象导致的间隙减小,磨损加快,使轴承过早损坏。 (2)装配不当。装配不当会导致轴承出现上述的各种故障形式,以及以下的几种情况: A.配合不当 轴承内孔与轴的配合采用基孔制,轴承外圆与轴承座孔的配合采用基轴制。一般在正常负荷情况下工作的离心泵、离心机、减速机、电动机和离心式压缩机的轴与轴承内座圈,采用j5,js5,js6,k5,
轴承英文翻译
adapter bearing带固接套的轴承 adjustable bearing可调轴承 adjustable cone colter bearing圆犁刀的可调式锥形轴承aerostatic bearing空气静力轴承 agate bearing玛瑙轴承 air journal bearing气体轴承 air lubricated thrust bearing空气润滑止推轴承 aligning bearing(直线)对位轴承 alkaline-friction bearing抗磨轴承 allowable bearing容许支承力 all-rubber type bearing全胶式轴承。全橡胶轴承 aluminum base bearing铝基合金轴承 aluminum-tin bearing铝锡合金轴承 angular ball bearing径向止推滚珠轴承 angular contact ball bearing角面接触滚珠轴承,向心止推滚珠轴承angular contact journal bearing角面接触轴颈轴承 annular ball bearing向心球轴承,径向滚珠轴承 annular contact thrust ball bearing推力向心球轴承 antenna bearing(电磁)天线方位 antifriction thrust bearing减磨推力轴承,减磨止推轴承 antithrust bearing止推轴承
asymmetrical roller bearing非对称滚子轴承 axial bearing支撑轴承,止推轴承 axial thrust bearing轴向推力轴承 axle box bearing轴箱轴承 azimuth bearing方位 babbit metal (cast) bearing(铸造)巴氏合金轴承 babbit-lined bearing巴氏合金衬套轴承,衬巴氏合金的轴承back bearing反象限角,后轴承,反方位(炮) back-to-back duplex bearing成对双联轴承(外圈宽端面相对) ball bearing滚珠轴承 ball collar thrust bearing滚珠环止推轴承,滚珠环推力轴承ball journal bearing球颈轴承 ball thrust bearing止推滚珠轴承 barrel bearing圆筒轴承 base bearing主轴承,底轴承,基轴承 bellbearing钟杆推力轴承,小钟杆平球架,炉钟杠杆 bevel pinion front bearing小锥齿轮前[后]轴承 big-end bearing大端轴承 blade bearing刃型支承 block bearing支承轴承,止推轴承 boring bar bearing镗杆轴承
滚动轴承故障诊断与分析..
滚动轴承故障诊断与分析Examination and analysis of serious break fault down in rolling bearing 学院:机械与汽车工程学院 专业:机械设计制造及其自动化 班级:2010020101 姓名: 学号: 指导老师:王林鸿
摘要:滚动轴承是旋转机械中应用最广的机器零件,也是最易损坏的元件之一, 旋转机械的许多故障都与滚动轴承有关,轴承的工作好坏对机器的工作状态有很大的影响,其缺陷会产生设备的振动或噪声,甚至造成设备损坏。因此, 对滚动轴承故障的诊断分析, 在生产实际中尤为重要。 关键词:滚动轴承故障诊断振动 Abstract: Rolling bearing is the most widely used in rotating machinery of the machine parts, is also one of the most easily damaged components. Many of the rotating machinery fault associated with rolling bearings, bearing the work of good or bad has great influence to the working state of the machine, its defect can produce equipment of vibration or noise, and even cause equipment damage. Therefore, the diagnosis of rolling bearing fault analysis, is especially important in the practical production. Key words: rolling bearing fault diagnosis vibration 引言:滚动轴承是机器的易损件之一,据不完全统计,旋转机械的故障约有30% 是因滚动轴承引起的,由此可见滚动轴承故障诊断工作的重要性。如何准确判断出它的末期故障是非常重要的,可减少不必要的停机修理,延长设备的使用寿命,避免事故停机。滚动轴承在运转过程中可能会由于各种原因引起损坏,如装配不当、润滑不良、水分和异物侵入、腐蚀和过载等。即使在安装、润滑和使用维护都正常的情况下,经过一段时间运转,轴承也会出现疲劳剥落和磨损。总之,滚动轴承的故障原因是十分复杂的,因而对作为运转机械最重要件之一的轴承,进行状态检测和故障诊断具有重要的实际意义,这也是机械故障诊断领域的重点。 一滚动轴承故障诊断分析方法 1滚动轴承故障诊断传统的分析方法 1.1振动信号分析诊断 振动信号分析方法包括简易诊断法、冲击脉冲法(SPM法)、共振解调法(IFD 法)。振动诊断是检测诊断的重要工具之一。 (1)常用的简易诊断法有:振幅值诊断法,反应的是某时刻振幅的最大值,适用于表面点蚀损伤之类的具有瞬时冲击的故障诊断;波峰因素诊断法,表示的