制程检验工作流程及说明(zhoujh)
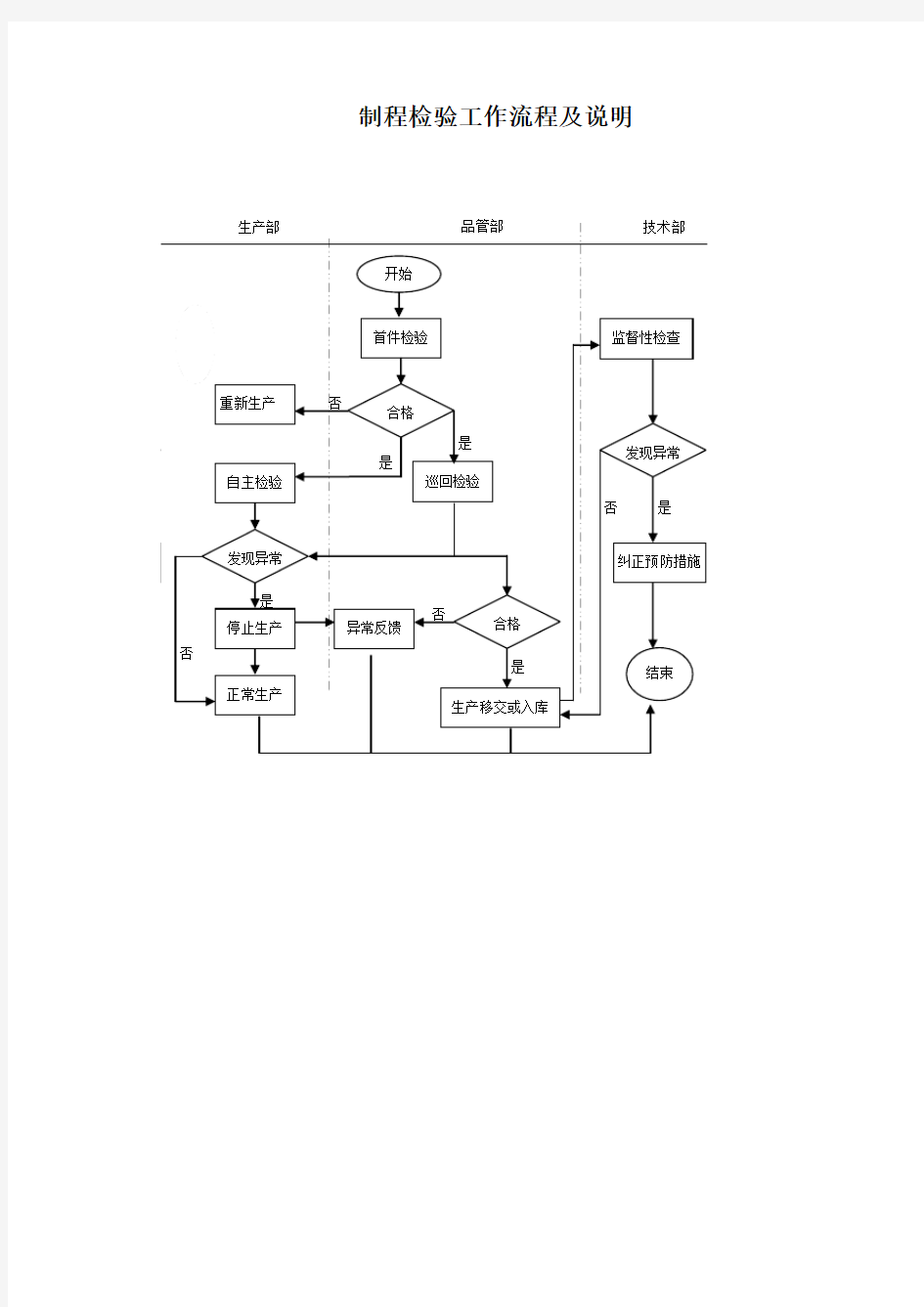
制程检验工作流程及说明
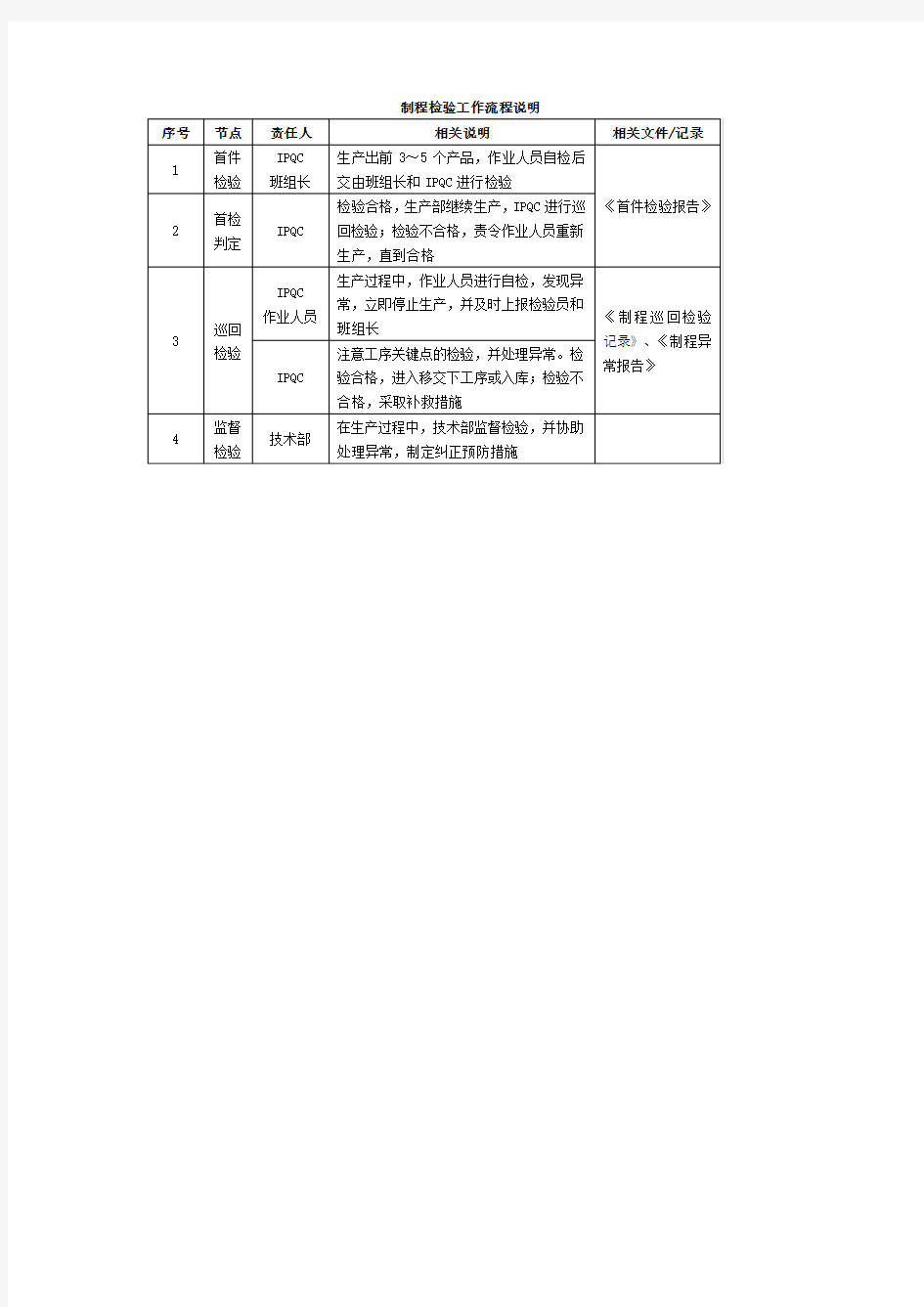
制程检验工作流程说明
生产制程管理程序
生产制程管理程序
2-4-4.生产计划制订。 审批确认主管原案作成规章控制中心
3-3-3-1.领料员根据PMC下达的生产任务填写领料单,应详细注明物料名称、型号、规格(DIE应包括已测\未测、已目检\未目检、A类\B类,已测品还应注明PASS 或 FAIL 以及BIN NUMBER,如须区分客户还应填写客户名称)、数量。 3-3-3-2.领料员应仔细核对仓管发放的实物与领料单上的型号、规格、数量是否相符,确认无误后签名。 3-3-4.PCB焊接 3-3-4-1.根据《PCB焊接标准》,将需先焊接跳线的PCB安排焊接,按照《各型号焊接跳线操作规程》进行作业。 2/8 类别 生产制程管理程序编号RG-08-03 程序生效日期 版次 A 3-3-4-2.品保抽检按照《PCB焊接标准》进行检验和判定。 3-3-5.挑DIE 3-3-5-1.作业人员按照《挑DIE作业规程》进行作业。将DIE放入TRAY盘,TRAY盘之间应放静电防护纸。 3-3-6.DIE 目检 3-3-6-1.作业人员按照《DIE 目视检验标准》进行作业。将破损、缺角等不良DIE挑出。 3-3-7.DIE TEST 3-3-7-1.作业人员按照《DIE TEST作业规程》进行测试、分类、标识和记录的作业。并填写【(DIE)测试流程卡】。 3-3-7-2.品保按照《DIE 目视检验标准》对PAD点目检,如出现探针点超出PAD范围或 PAD点上无探针点则判定为不良。 3-3-8.洗板和擦板 3-3-8-1.针对PCB来料表面有油脂等脏污,安排用清水清洗,并用烤炉烘干。 3-3-8-2.经过焊接的PCB和返工板,应用橡皮擦擦板,去除金手指上的松香、线渣等杂物。 3-3-9.排板 3-3-9-1.将PCB整齐排列放置在铝盘内,每个铝盘放30 EA PCB,PCB之间保持5mm 以上间隔,禁止裸手操作,接触PCB应戴防静电指套,防止汗渍附着在上面导致打线易掉线。 3-3-10.上片(点胶贴片) 3-3-10-1.根据DIE大小将适量红胶点在PCB中间方形铜箔贴片区中央。 3-3-10-2.将DIE按照作业指导书上的正确方位黏在已点红胶的PCB上。 3-3-11.烘烤(烤红胶) 3-3-11-1.已排板上片的铝盘应在100℃±5℃烤炉内烘烤15分钟,使DIE固定在PCB上。 3-3-12.打线(WIRE Bonding) 3-3-12-1.打线的目的是使DIE与PCB上的线路连接起来。
抽样检验——制程检验程序(doc 6页)
抽样检验——制程检验程序(doc 6页)
中山桑芭丝服装有限公 司 程序文件制程检验程序 编号:S-QP- 版本/修改状态:A/0 生效日期:2002年月 日 页码:第1页,共4 页 拟制:审核:批准:
1.目的 明确制程检验作业程序,对产品进行首件检验,首三件检验以及巡回检验,以确保生产过程中产品质量得到严格监控。 2.适用范围 适用于首件、首三件以及巡回检验各过程。 3.职责 3.1工厂部:负责制程定点检验区域的检验和记录,以及品质不良 的改善与纠正措施的执行。 3.2质检科:负责产品制程中首件、首三件、巡回检验的执行和记 录。 4.工作程序 4.1制程检验流程图(附表) 4.2首件检验 4.2.1车缝、大烫、手工组长按样衣及“车缝工艺单”制作首 件样版。 4.2.2首件生产完成后,车缝组长自检后,本组组检员依:“车 缝工艺单”、“后整工艺单”、《服装检验手册》及样衣对 首件进行全面检查、测量,将检验结果详细记录在“首 件检验记录表”上,然后由组检将首件样衣及“首件检 验记录表”送交后整QA进行复检,复检意见记录在“首 件检验记录表”相应栏内,并依顺序转交车缝主管、车 缝QA、业务员、质检主管进行复查及批示。 4.2.3首件查核后,由工艺员组织相关车缝组长、专检组长、组 检员、跟单QA开产前生产会,由工艺员主持讲解工艺要 求,质检科将检验中发现的质量问题予以提出,共商改善 对策。只有首件审核完成后,车缝组才可正式生产大货。
编号:S-QP- 版/修:A/0 页码:第2页,共4页
编号:S-QP- 版/修:A/0 页码:第3页,共4页
检验员岗位职责范本
检验员岗位职责范本 【篇一:检验员岗位职责及考核细则】 检验员岗位职责及考核细则 为了配合公司今年制定的“先质后量”总体要求的有效落实,使产品质 量在今年能稳定提升,在顾客中形成良好信誉。现重申检验员岗位 职责,并制定相关考核细则。 一.岗位职责: 1.检验员根据公司相关的技术文件进行检验,确保不合格产品不 进厂、不投产、不转序、不入库、不出厂; 2.认真掌握本工序标准,在实际生产中督促生产员工执行; 3.严格执行检验规范,认真做好质量记录,做到不合格产品不流 入下道工序; 4.检验过程中坚持“质量第一”的原则,不循私情; 5.在检验中发现质量问题不能解决的,及时用信息反馈单向上级 领导请示汇报; 6.学习质量管理知识,钻研业务技术,提高自身业务素质; 7.及时完成上级领导交待的临时性工作。 二.考核方法: 1、检验员实行绩效考核工资,即“基本工资+绩效工资”模式,车间 月度完成任务工资为基本工资,从基本工资总额中提取30%用于绩 效工资; 2、树立“下道工序就是顾客”、“质量就是企业生命”的质量理念,确 保自身管辖工序不合格的产品不流入下道工序(顾客); 3、考核依据:⑴工作中是否出现错检、漏检?⑵试验测试是否真实?⑶检验报告是否及时、准确?⑷工作记录是否书写整齐、清晰、妥善保管及查找方便?⑸是否有车间员工或部门领导投诉?⑹在工 作中碰到问题或困难是否主动提出整改建议?⑺对车间、部门是否 提出整改建议?⑻是否对所安排的工作任务严格服从?⑼对工作中 碰到的质量问题是否主动解决或共同解决? 三、考核细则: 1、业务能力强,无错、漏检,工作认真负责的,工资上浮10%~30%;业务能力不强,工作散漫,经常出错的,工资下浮10%~30%; 2、对重大质量隐患问题能及时发现使其避免的,奖励50~200元;
制程检验管制程序
1.目的 确保与维持制程产品质量,及时发现制程中产品质量问题,并采取有效改善对策,防止不合格产品流入下制程。 2.适用范围 本公司所有产品制造加工制程,包括成型、涂装、装配、配料等制程。 3.定义 无 4.职责 4.1产销部生管课计划组负责监控生产作业状况及负责再生料粉碎、造粒作业并按规定 配发料。 4.2制造部各组长、助理依照生产作业计划下达生产指令及进度控制,同时于每日工作 前确认机械条件设定、工具等,作业中协助排除异常,并查核品质状况。 4.3作业员依照各项标准执行生产作业与自主检查,发生异常状况立即向组长或助理反 映。 4.4制造部经理负责检查本部人员按本办法执行的状况,并负责产品品质的维持与改善。 4.5开发课,品保课负责产品量产有关标准拟制及发行至制造部使用。 4.6制管人员于每班正式量产前对作业员建立之首件进行确认,过程中巡回检查产品品 质,每批量产结束前对末件进行确认,并负责相关标准执行状况的稽核工作。 4.7制管负责查核制程改善成效,以及作业条件、模具、设备点检执行状况的查核。
5.作业程序
6.相关文件 6.1工程变更管制程序 FT-QP-015 6.2机器设备维修保养程序FT-LP-023 6.3环境运作程序 FT-PP-011 6.4产品鉴别和追溯程序 FT-QP-028 6.5不合格品管制程序 FT-QP-042 6.6产品搬运管制程序 FT-DP-030 6.7仓储管理程序 FT-DP-031 6.8记录管制程序 FT-QP-003 7.使用表单 7.1成型条件稽核表 QR-040-01-A0 7.2涂装制程条件记录表 QR-040-02-A0 7.3首末件检查记录表 QR-040-03-A1 7.4涂装调漆记录表 QR-040-04-A0
制程品管检验作业规范方案
宜兴硅谷电子科技 □程序书 规 文件名称 制程品管检验作业规 发 行 日 期 年 月 日 编 号 F P Q C 0 1 3 0 0 2 - A 1 有 效 日 期 年 月 日 沿 革 版 序 A1 发行日期 版 序 发行日期 新 增 变 更 沿 用 废 止 总 页 数 23页 容 摘 要 说 明 项 次 页 次 项 次 页 次 1.目的 3 2.适用围 3 3.权责单位 3 4.参考文件 3 5.容说明 3 6.附件 4-5 会签单位 系统部 制造一部 制造二部 制造三部 制造工程部 产品工程部 工务部 生产计划部 会签 会签单位 品检部 技术中心 资材部 品质管理部 会签 分发单位 系统部 制造一部 制造二部 制造三部 制造工程部 产品工程部 工务部 生产计划部 签收 分发单位 品检部 技术中心 资材部 品质管理部 签收 制定部门 品检部 撰写及修定者 波 制定日期 2012.11.28 主管审核 审核日期 标准化检查 检查日期 核准 核准日期 传 阅 背景沿革及修订一览表
制程品管检验作业规 1.目的 1.1.检验与监控各制造单位品质异常之发生,确保各制程品质水平之稳定。 2.适用围 2.1.厂各制造单位如:层、钻孔、压合、电镀、外层、防焊、成型及各表面处理流程。 3.职责 3.1.品检部品管课负责各制造单位生产之首板及出货时抽检; 3.2.各制造单位负责生产中自主检验。 4.参考文件 4.1.《产品标识与追溯作业程序书》(FPQC012001) 4.2.《品质管制运作管理程序书》(FPQC012002) 4.3.《不合格品管制程序书》(FPQC012003) 4.4.《矫正和预防措施管制程序书》(FPQC012004) 4.5.《Excursion运作管理程序书》(FPQC012007) 4.6.《切片与背光检验规》(FPQC013004) 5.定义 5.1.IPQC(In process quality control):对生产过程中各项品质以AQL抽样准则对其进行检验并监控. 以确保各站品质达到客户品质需求.
过程检验控制程序--正文
过程检验控制程序 1 目的 为使各过程(进料、制程、出货)检验活动作业有据可循,确保过程产品的质量符合规定要求,防止不合格品流入下工序和顾客手中。 2适用范围 适用于公司内部整个过程检验活动。 3术语和定义 3.1 过程检验:包括公司的进料检验、制程检验、成品检验和出货检验。 3.2 首件检验:每班上班后加工的第一件产品,当出现影响过程因素(5M1E) 发生变化时,需重新完成首件检验工作。首件检验由作业员独立完成,制程班组长 进行查核和确认有效性。 3.3 自主检验:作业员按《制程检验作业标准书》和控制计划中规定的频次进 行的检验活动。 3.4 巡回检验:由质控部检验人员负责对制程加工的产品按规定的频次实施的 检验活动。 3.5 转序检验:对于产品在一个班组加工完成后需转至下个班组或托外加工时 所实施的检验活动。 3.6 出货检验:产品包装后发运前实施的检验活动。 4职责 本程序由质控部制订,经相关权责人员核准后,各单位照案执行。 5 相关文件 5.1 《不合格品控制程序》 5.2 《控制计划》 5.3 《进料检验作业标准》 5.4 《制程检验作业标准》 5.5 《成品检验作业标准》 5.6 《出货检验作业标准》 第 1 页共4 页
6 流程说明 第 2 页共4 页
第 3 页共4 页
过程检验控制程序8 附件 无 6 记录表单 记录一进料检验抽样计划表 记录二出货检验抽样计划表 记录三进料检验记录表 记录四进料检验履历表 记录五首件/自主检验记录表 记录六巡检记录表 记录七、成品检验记录表 记录八、出货检验记录表 第 4 页共4 页
QC080000生产制程管制程序
QC080000生产制程管制程序 1. 目的: 确保绿色部品与非绿色部品的制程管制与成品入库不被混入、污染;产品质量得以管制。 2. 适用范围: 适用于本公司产品之各生产制程管制状态与检验判定、成品的入库。 因公司客户大部分均提出了环保方面的产品要求,故公司在进行生产过程管制时,均按照ROHS的要求进行控制,即对于未提出环保要求的产品,也均使用环保物料,环保机台,以便于统一管控。 因检测能力所限,公司委托国家认可的检测机构进行定期ROHS试验,委托有资质的单位进行月度ROHS抽检,以证实产品和物料的ROHS符合性。因此,本文中所提及的检验,均为常规项次的检验,不涉及ROHS含量项目的检测。 3. 权责: 3.1品质技术部负责产品生产状态的标识及物料区隔摆放的监督。 3.2品管部负责产品的检验判定、过程产品制造现场的监督、入库检验与出货检验。 3.3品管部负责产品的入库和出库检验,仓库负责产品的出货。 4. 作业内容: 4.1 制程产品管制:
4.1.1 生产部根据订单、最优库存、生产任务单所提供资料进行滚动生产计划编排。 4.1.2 领料员领取物料时重点区分环保物料与非环保物料的领取,并在领料单上注明区别。其中非环保物料需在领料单上单独标注“非环保物料”字样,环保物料无需单独标注。 4.1.3 生产主管填写制造令指派员工作业。对于非环保产品,制造令上需明确注明。 4.1.4 制造过程中禁止环保产品使用非环保物料。 4.1.5 环保产品所使用之辅耗材料必须属已经ROHS检测合格之辅耗材料。4.1.6 因公司生产现场均为环保机台,故不加以区分识别。 4.1.7 生产现场所存放之半成品、成品其状态皆需标识清楚。环保半成品及成品用环保周转箱进行装置并放置指定的区域。应特别注意防止环保产品或非环保产品的互相混入作业与混存放。 4.2 制程产品检验: 4.2.1 批量生产前,作业人员依制造令核对。第一批产品进行自主检查后交由品管IPQC做首件确认。确认项目为产品之尺寸、外观、材质。经确认OK后方可批量生产。IPQC的检验结果记录于过程检验记录中。 4.2.2 制程中生产或检验不合格之产品依《不合格品控制流程》进行作业。4.3生产过程产品防污染管理办法
检验员岗位职责说明
检验员岗位职责 1、认真做好每一批辅料,加工过程中半成品、成品的检验工作,如实填写检验原始记录,检验报告单。 2、及时配备相关检验用药品,不足者及时汇报,以便及时购买,做到检验时,不缺药品,不少仪器。 3、检验完毕后,必须及时进行现场清理工作:仪器放回原处,药品各就各位,打扫室卫生,保持清洁。 4、爱护检验室的一切设施,不得损坏,注意维护,任何私人物品不准进入检验室,不准利用检验室的设备为私人服务。 5、检验室不准会客,非工作人员无事不准进入检验室。 6、检验室各种药物必须专人认真保管,不得污染外界,不得扩散,更不得经私人取用。 7、外单位送样检验,须经厂长批准后才能检验,否则追究化验员责任。 8、坚持执行食品卫生法,严格卫生制度,做到班前更衣、洗手,班后清扫室卫生,保持整洁卫生。 9、严格遵守各项规章制度,自觉履行岗位职责,服从工作安排,按时按质按量完成本职工作任务。
桌二式超净工作台操作规程 电源指标灯亮,表明该设备的前端已供电,但未按电源键时则等于未开启供电功能,开启灯不亮时,风机、杀菌灯均不能工作。 按动一次电源键,开启灯亮,此时才可按其它健进行操作,再次按动键时则等于关闭供电,开启灯则自动熄灭,可如此反复操作。 在电源开启的情况下,第一次按动风机键,风机高速档速度输出打开,快速指示灯亮,再次按动此键,则风机高速档风机关闭,慢速档输出打开,慢速指示灯亮,第三次按动该键时风机即关闭,快、慢速的指标灯都不亮,可如此反复操作。同样在电源开启的情况下,按杀菌键,杀菌输出打开,指示灯亮,再次按动该键时,则杀菌灯关闭,杀菌指示灯也不亮,可如此反复操作。 风机、杀菌全部有输出时,按动电源键关闭其输出,同时相应的指示灯均为熄灭,电源灯亮。 灭菌器操作规程 1、取出铝桶,放入2.5L水,将需消毒的物品放在筛架上。
检验员岗位说明书
2、检验、试验及测量工作 组织原料、辅料、包装材料的进货验收、检验工作 组织半成品、成品的检验工作 职位说明书 质检员 直接主管:质量管理部经理 下属职位:无 编写部门:办公室 所属部门:质量管理部 编写时间:2010年5月6日 职位目的 为保证产品最终各项质量指标达到的要求,在主管的领导下,负责原材料验收及食品添加剂 发放工作;负责产品的建议工作。 职责与任务 绩效指标 (Per:l ndex) 1、日常工作 负责对购进的原辅材料进行抽样检验、验证,并将结果通知相应部门。 负责对每天的半成品、成品进行出厂检测。 每天的检验工作必须准确、及时的做好相关记录,同时出具企业内部的最终 有效检验报告,送相关部门。 负责对车间环境卫生、设备卫生和个人卫生,作卫生指标的检测 负责为生产车间提供有效的正常的母发酵剂 负责为生产车间提供准确、合格的辅料。 合理性 可行性 承担责任:部分 工作时间百分比:10%
承担责任:部分工作时间百分比:10% 3、参与检验、试验能力的保持和完善工作 管理检验室各种试剂、器皿、仪器设备及卫生工作。负责制订检查设备校正计划。 组织检验设备及产品的送检工作。 承担责任:部分工作时间百分比:10% 5、协助新产品、新工艺开发 对新产品主要技术指标进行试验 参与新工艺的验证性实验工作 承担责任:部分工作时间百分比:10% 6、组织或参与客户投诉处理工作 了解并核实客户投诉情况 负责质量投诉的处理 填写投诉处理记录 承担责任:部分工作时间百分比:10% 职位权限 1、对任何影响产品质量的人和事有监督处罚和否决权。 2、对购进的原辅料把关不严,造成的损失负责。 3、对质量把关不严,造成的损失负责。 重要工作联系
制程品质控制程序
制程品质控制程序 1.目的 1.1规范生产制程的品质控制,确保生产出的产品达到产品质量要求; 1.2提高制程品质控制能力,预防不良品的产生,避免不良品流入下工序、入库、销售,确保制程品的质量。 2.范围 适用于从配料到成品入库各工序的制程品质控制。 3.职责 3.1品质部: 制程依据检验规范及技术要求对首件产品进行检验确认,制程中产品的巡检和完工转序/入库产品的抽检,并完成相应的检验记录;负责制程品质异常反馈与跟进和专项质量改进的跟进和验证,负责制程质量的统计分析;在发生重大质量异常时,有要求停产的权力;组织制程不合格品的评审和处臵,负责制程检验规范及工艺规范/作业指导书和记录等相关技术文件的制定;对制程品质异常进行原因分析,提出有效的纠正和预防措施。 3.2 生产部(生产车间) 负责制程产品的自检、互检,巡检协同质检部做好首件检验工作;负责转序/入库半成品/成品的整理报检;负责制程异常反馈,在质检部及技术部的指导下完成质量异常的纠正和预防工作及其它专项质量改进工作。负责制程设备、工装的调校和维修保养,确保制程设备、工装满足要求。负责在质量改进活动中的设备性能及操作方法的改进。 3.3供应部 负责制程不良原材料退货及反馈供方。 3.4技术部 负责对生产现场使用的产品图样、工艺文件进行有效控制,负责产品生产过程的工艺策划、工艺改进,负责所有产品的工艺图纸、作业指导、工艺文件的编制与提供; 4.制程 4.1 生产准备 4.1.1生产状态整备,当首次量产、异常停机后再次生产、产品转换时,应对生产计划、材料状况、技术文件、设备特性、工装情况等进行检查,确保各项均符合要求后才可开始作业。 4.1.2前臵检验(互检)。作业人员应对转入的物料与工件进行抽检,确认流入本工序的工件
制程检验作业流程图
制程检验作业流程
流程图 1.0目的 为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程返工、报废,提升产品合格率,提高不良出来的时效性,特制定本作业流程。2.0 范围 适用于(备料车间、白身车间、油漆车间、包装车间)生产过程中的检验与控制及不良品处理。 3.0 职责 3.1 PMC部:计划课负责生产指令的下达,参与生产异常处理;仓务课负责完成 不良品的回仓分类保管、标识确认及不良品退料的督促工作。 3.2 各生产车间:负责制程产品材料确认,首件产品品质确认及生产过程中的自 检、互检工作。反馈、参与生产异常处理; 3.3品管部:首件产品确认及生产过程中的巡检、完工后检验,反馈、主导或参 与品质异常处理工作,并对数据记录保存、统计、分析、改善,持续改善; 3.4 相关部门:主导或参与品质异常处理及异常分析工作。 4.0 作业程序 4.1 PMC部下发《生产日计划》给各生产车间主管,各生产车间主管根据《生产日 计划》,组织安排操作工做好生产前的准备工作; 4.2 各车间组长、技术员准备工装夹具、测量量具、签样等,按样品或
产品工程作业标准书等准备物料进行生产。 备料、白身、总装车间:工装夹具、测量量具、签样、作业指导书、图纸、模具等。 油漆车间:色板、签样、作业指导书、图纸等。 包装车间: 签样、作业指导书、图纸、产品包装示意图、模具等。 4.3组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考 《首件检验控制卡》。 4.4制程检验员全检或按规定频次(正常情况下每天不少于6次)及工艺图纸等要 求巡检各工序制程品质状况,巡检要有相关侧重点,填写巡检记录,若不符 图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象 时及时隔离和标识;当产生不良品超标时,发现人即时通知本组组长 到现场确认,组长到现场确认后,按《生产异常提报控制卡》进行操 作,必要时组长填写《品质异常报告和处理单》交责任单位处理(来 料引起的不良交品管部处理;制程引起的不良交本部车间主管处 理)。现场品质组长监督执行情况和跟进结果。 4.5操作工确认品质没有异常的,通知制程检验员进行全检或抽检.制程检验员 按照图纸上要求及抽样标准进行全检或抽检,检验合格正常转入下一工序,并贴上合格标贴同时在交接单上签名承认.若不符规格要求,则要求生产操作者返工,暂停转序,即时通知本组组长到现场确认,组长到现场确认后,按《生产异常提报控制卡》进行操作,必要时组长填写《品质异常报告和处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)。现场品质组长监督执行情况和跟进结果。 4.6相关人员收到异常提报的通知后10分钟内赶到现场处理,收到现场组长或 品管填写的《品质异常报告和处理单》后需在规定时间内完成(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)。现场品质组长和生产主管监督执行情况并结果跟进。
制程检验作业流程
制程检验作业流程 流程图
1.0目的 为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程返工、报废,提升产品合格率,提高不良出来的时效性,特制定本作业流程。2.0 范围 适用于(备料车间、白身车间、油漆车间、包装车间)生产过程中的检验与控制及不良品处理。 3.0职责 3.1 PMC部:计划课负责生产指令的下达,参与生产异常处理;仓务课负责完成 不良品的回仓分类保管、标识确认及不良品退料的督促工作。 3.2 各生产车间:负责制程产品材料确认,首件产品品质确认及生产过程中的自 检、互检工作。反馈、参与生产异常处理; 3.3品管部:首件产品确认及生产过程中的巡检、完工后检验,反馈、主导或参 与品质异常处理工作,并对数据记录保存、统计、分析、改善,持续改善; 3.4 相关部门:主导或参与品质异常处理及异常分析工作。 4.0作业程序 4.1 PMC部下发《生产日计划》给各生产车间主管,各生产车间主管根据《生产 日计划》,组织安排操作工做好生产前的准备工作; 4.2 各车间组长、技术员准备工装夹具、测量量具、签样等,按样品或 产品工程作业标准书等准备物料进行生产。 备料、白身、总装车间:工装夹具、测量量具、签样、作业指导书、图纸、模具等。 油漆车间:色板、签样、作业指导书、图纸等。 包装车间: 签样、作业指导书、图纸、产品包装示意图、模具等。 4.3组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考 《首件检验控制卡》。 4.4制程检验员全检或按规定频次(正常情况下每天不少于6次)及工艺图纸等要 求巡检各工序制程品质状况,巡检要有相关侧重点,填写巡检记录,若不符 图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象
制程检验控制程序(含记录)
制程检验控制程序 (IATF16949-2016) 1.0目的: 主要是明确本公司生产中的各项制程品检查作业流程,对制程过程产品质量实施控制﹐以确保产品质量符合客户要求;; 2.0范围: 凡本公司生产制程中之制品; 3.0定义:巡检员:In-Process Quality Control. 4.0权责: 4.1质量部:负责制程检验规范的制定、首件确认、制程检验、入库抽检、人员作业监督、异常反馈、改善追踪与确认; 4.2生产课:负责生产首件完成、三检、异常反馈、重工作业执行、改善措施的制定与执行; 5.0作业流程:
6.0作业内容: 6.1检验准备: 6.1.1人员资质要求:从事品质检验人员,需经过相关培训,对本职工作,职能及技能熟悉后方 可上岗; 6.1.2产品检验要求:在对产品检验前,需有相关检验标准(SIP),样品等以作参考; 6.2首件确认: 6.2.1首件制定时机:开机、工制程变更、修模、调机、更换治/模具、重新生产须制定首件; 6.2.2首件确认时机: 备注:除以上外,另包括停电后来电再重新开机生产时也要做首件; 6.2.3首件确认: 6.2.3.1在对首件确认前,生产单位先作自主检验与确认,确认OK后,然后再交与巡检员(巡检员进行确认,巡检员应在1H内,依照对应产品工艺、SIP等,对首件进行材料、外观、结构、尺寸、性能进行检验,并给出确认之结果;当有异常时,联络生产改善,当无法确认或判定时,联络到相关质量改善工程进行确认;
6.2.3.2首件确认OK,应立即通知生产人员生产; 6.2.3.3首件确认不合格,生产单位应连续调机改善直至产品达到规定要求,再由巡检员人员确认OK方可开机生产;当生产单位短时间不能解决时,巡检员须于10分钟内开出<制程质量异常处理单>交质量工程师确认处理; 6.2.3.4首件须在机台正常生产后连续检验2件,并全数移交质量单位进行尺寸及相关测试,巡检员依据SIP及客签样板进行确认合格后,并记录在〈过程巡检记录表〉内并保存,保存时须对样品标识清楚并具备可追溯; 6.2.3.5首件相关测试要求: 外观、结构、尺寸检验不得损坏产品; 性能、材料等破坏性试验须选取当班生产外观缺陷之产品进行; 6.2.4首件使用/保管: 6.2.4.1巡检员在首件签核完毕后,应把首件置于生产现场,以便现场生产时参考使用;生产单位人员,应保管好首件,以防损坏; 6.2.4.2首件保存期限为一个月,如客户有特别要求时,依客户要求执行; 6.3制程巡检/稽核: 6.3.1巡检与稽核依据: 产品巡检验依照相关之SIP、图面、BOM、样品等; 制程稽核依照相关之SOP、体系文件、过程巡检记录表、机台条件检查表等; 6.3.2巡检与稽核: 6.3.2.1生产单位开始正式生产前,巡检员人员须协助生产单位进行4M1E(人、机、料、法、环境)查核确认,发现问题要求产线立即整改,整改OK方可正式生产,异常状况记录于<过程巡检记录表>中;
食品检验员岗位职责
食品检验员岗位职责 【篇一:食品化验员工作职责】 食品化验员工作职责 1遵守化验室各项规章制度和技术法规,按照有关的质量标准和检 验操作规程及时准确地完成检验任务,服从领导工作安排,保证安 全生产。 2负责原辅料、中间产品及成品的分析检验工作。 3在检验过程中,发现质量问题或异常现象,应及时汇报,并协同 查找原因,妥善处理。 4按规定定期做好各种试剂、试液的配制和 仪器、器具的维护、校正等工作。 5及时、准确、真实地填写检验原始记录和出具的检验报告单。 6对出现的质量问题或检验事故,应及时上报,不得隐瞒或弄虚作假。 负责化验室的管理和各生产车间部门的衔接,对化验室工作合理分工,明确责任,严格把关,按时完成检验工作。 1、2负责按照化验规则,组织化验人员对肉类制品厂原辅料、、成 品和生产操作等方面微生物、理化指标进行监测,检验并及时出据《检验报告单》。 1、3负责化验室仪器、设备的管理与维护、保养工作。 1、4负责化验室药品、化学试剂、危险品的管理工作。 1、5负责组织化验人员定期搞好化验室清洁卫生,保持地面、墙壁、玻璃、、案及仪器、设备的卫生清洁。 2、职责 2、1负责肉类制品厂原辅材料、半成品、成品及生产操作中微生物、理化指标的监测、检验,做到准确无误。 2、2负责本岗仪器、设备的使用及,严格执行仪器、设备的,保证 仪器、设备正常运转。 2、3负责认真填写《检验》。 2、4负责认真填写《检验报告单》,(核对后填写,一式五份)。 2、5负责本岗药品的使用管理。严格执行药品、化学试剂、制度, 按照程序标准使用,确保化验工作的安全。 2、6负责化验室的清洁卫生,按照要求搞好本岗的日常卫生,(包 括地面、墙壁、门窗、桌案及仪器、设备)
制程检验作业管理办法(2021版)
When the lives of employees or national property are endangered, production activities are stopped to rectify and eliminate dangerous factors. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 制程检验作业管理办法(2021版)
制程检验作业管理办法(2021版)导语:生产有了安全保障,才能持续、稳定发展。生产活动中事故层出不穷,生产势必陷于混乱、甚至瘫痪状态。当生产与安全发生矛盾、危及职工生命或国家财产时,生产活动停下来整治、消除危险因素以后,生产形势会变得更好。"安全第一" 的提法,决非把安全摆到生产之上;忽视安全自然是一种错误。 1.目的: 規范生產制程檢驗工作 2.範圍: 本公司制程檢驗工作之管制 3.權責: 3.1制程巡迴檢驗:IPQC 3.2自檢:作業員. 3.3“檢驗規范”SIP管制項目的制定:品保 4.定義: 4.1制程巡回檢驗:IPQC以抽樣計划作業內容規定的檢驗情況的頻率,檢檢産品是否有異常情況;依據SOP內容稽核制程生産運作是否有異常情況,以確保品質的一致性. 4.2首件確認:新模投入量産時的首件,新料投入,有異常修模處理後,機台有異常修復開機生産時及其它需要確認之後,方能生産的,由
生産部通知品管進行檢驗﹐品管檢驗之后報相關部門確認之後再作生産;如有異常情況,由生産部門聯絡工程人員進行改善. 4.3首件檢驗﹕當機台需要調機或交班工作時候﹐品管必須再行核對首件確認的樣品﹐并將檢驗記錄于《制程檢驗報告》上﹔ 4.4IPQC:制程巡迴檢驗員.對生產制程的品質進行巡回檢驗﹐當生產部交驗產品時候﹐再進行FQC(最終檢驗)檢驗作業。 4.5SOP﹕作業指導書﹐是作業員作業工作的重要文件﹐必須闡述清楚人(熟練度)﹑機(需要什么工具設備)﹑料(采用什么生產資料)﹑法(作業的步驟)﹑測(如何自我檢驗和發現不良品)五大要素。 4.6SIP﹕產品檢驗規范﹐品管檢驗產品的重要文件。 4.7修模:本處的修模是指對模具進行尺寸等物理性能的改變. 4.8調機:本處的調機是指對機器設備的成型參數的改變,如調試溫度﹑氣壓等. 4.9特許生產:是指在品質有異常時之時,但因生產交貨緊急的情況下或模具維修時間過長,由權責部門主管做出評估處理裁決能否繼續生產或產品流入下管制站的決定. 5.作業內容:
制程检验作业控制流程范文
对生产过程中影响产品质量的各个因素进行控制,确保产品质量满足规定要求,特制订
本流程。 2.0适用范围 本流程适用于生产过程中对产品质量有影响的各因素的控制。 3.0职责 3.1生产部负责产品生产过程中各环节的全面质量控制及设备、工装的总体控制,品质异常责 任部门负责在一个工作日内处理完毕,否则部门负责人承担同等质量损失责任。 3.2销售部负责客户对质量要求的沟通并及时将客户对质量的要求书面通知生产部、品质部。 3.3技术部负责生产所需的各类工艺技术文件(产品规格书、作业指导书等)和资料的编制及 提供; 3.4品质部负责生产过程中各环节产品质量的检验、试验和检验标准(包装检验标准、注塑检验标 准等)的编制。 3.5相关采购人员负责生产所需的各类物资的采购质量。 3.6副总经理负责生产过程中各项质量活动的组织、计划、协调和管理。 3.7总经理负责生产过程中影响生产质量的各项资源的配置。 3.8各车间、仓库负责各项生产过程中质量控制活动的具体实施。 4.0制程检验流程 4.1制程检验流程图
4.2.1生产计划的制订 4.2.1.1销售部应根据已接受的合同或订单中的各项内容和要求,及时编制《生产任务单》, 在明确产品名称、规格、数量、交付时间的同时,应将顾客对产品特性、质量、工艺 等方面的要求及时通知技术开发部、品质部会审,报生产副总经理审批后,发放给 PMC部。 4.2.1.2PMC部根据《生产任务单》中的要求并确认客户要求和产品库存情况,以及各车间的 实际生产状况,及时编制《车间周生产计划》,在明确各车间所应生产的产品名称、规格、数量、完成时间的同时,各车间应着重注意产品特性、质量、工艺等方面的要求。 4.2.1.4《车间周生产计划》经审批后,应及时发放到各车间、技术部、品质部、PMC部、采 购部。 4.2.1.5出现下列情况时,可对产品生产计划进行相应调整: 4.2.1. 5.1由于原材料或设备等原因,确属无法按生产计划进行生产的; 4.2.1. 5.2合同或订单的更改; 4.2.1. 5.3其它特殊情况。
检验员岗位说明书
工序间检验员岗位说明书 一岗位性质 工序间检验员隶属于技术质量部部并对质保部负责,受工序间检验组长领导。 二工作内容 ·按规定要求完成工序间的检验工作。 ·工艺纪律执行的监督。 ·日常的其它工作。 三工作描述 (一)按规定要求完成工序间的检验工作。 1严格按检验规程要求做好首检、巡检、完工检、酸洗、探伤工作。 2检验前应明确所执行的标准及要求,核对所执行的标准及要求是否是有效的版本,做到执行标准明确、标准要求明确、执行标准有效。 3检验时应对所使用的仪器、仪表及标准件进行校对,校对仪器是否完好,仪表、标准件是否在有效期内。 4检验时做好检验状态的标识,严格区分待检、合格、不合格等检验状态。不合格中应区分料废、工废、返工。 5检验的结果明确,结果只有合格与不合格两种,不能有模糊不清的检验结果。 6检验结果及时记录在“个人生产质量记录表”中,记录时应清晰,不允许乱涂乱改的情况,需要更改时,应在原记录上用横线划去需更改部分,在上方重新填写。检验员对记录上的测量值及检验数量的准确性负责。 7对上道工序的质量情况进行监督,及时发现问题及时纠正、解决。 8检验员实施检验时应做到公平、公正、准确、及时。 (二)工艺纪律的监督 1检验员在检验过程中,应对操作人员执行工艺情况进行监督,对不按工艺要求进行加工的,首先通知操作人员停止加工,要求改进。 2当出现严重不按工艺要求或纠正无效时,及时通知检验组长,由检验组长按相应的规定进行处理或上报。 (三)日常的其它工作 1检验日常应加强学习,熟练掌握各项标准、各种检验规程及其它涉及工作的相应文件及规定。2保持良好的工作态度以及积极的工作热情,提高工作效率,做到当日事当日毕。 3严格遵守公司的各项规章制度。 4按时、保质完成组长、部门及其他部门领导布置的其他各项工作。 5积极配合组长做好小组日常工作,比如清洁卫生等;
质检员制程检验岗位职责(最全面)
1.范围 针对本公司制程现场中所有人、机器、物料、方法、环境的质量控制 2.权限 2.1对上工序有产品质量的建议权利及要求改善的权利 2.2有权放行合格物料 2.3有权对生产不良提出整改 3.职责 3.1对公司产品投产前到成品入库之间的各工序进行质量控制,重点是对机加工产品的监控,对异常点及时提出 与跟进处理,避免批量性质量问题出现 3.2对相关程序文件和管理制度执行状况进行监督,对违反程序或管理制度的提出反馈,对于改善的进行效果跟 进验证 3.3 收集并记录产品不良信息,发现过程中产品质量隐患,推动产品持续改善工作,完成相应记录报表 3.4对生产订单进行确认,要求IPQC必须熟悉订单要求,确认订单是否正确。对于有异常的需要及时提出与 工程、车间等部门沟通确认 3.5首件确认,一般随同首台产品一起进行检查,重点核对产线所使用的所有物料是否与BOM 相符。检查产线 所排的拉线是否与产品流程图相符,有无漏掉的工序,工位安排与动作安排是否合理等,对异常的需要及时提出 3.6检查物料、半品、成品标识与放置是否符合5S要求,检查各环节对产品防护的方式,是否存在质量隐患3.7检查车间各种质量记录自检表格是否按时、准确的填写,填写内容是否符合要求 3.8对作业员不良判定的准确性进行确认,如果发现料废中有良品,要及时送回给生产工位与该员工确认其不良 内容,并再次讲解该项目的判定基准,提高员工的判断水平 3.9对一些需要返工的产品,IPQC需要注意产线到底有没有按照返工要求进行返工,应及时跟进返工情况,返 工后得到不良数,不良率,不良现象,不良原因等一系列的资料,并需要在返工检验完成后OA通知生产部3.10发现的批量性问题时,应通知技术部及部门主管,按《不合格控制程序》处理 3.11 IPQC在巡检过程中,对于轻微的异常,可直接与负责人沟通马上改善,若发现有批量性问题,需要及时 的反馈到相关的责任部门 3.12生产所反馈的异常问题需要作出处理并跟进,在自己处理不了的情况下,需要反馈给部门主管 3.13 IPQC每天需要对前一天报表进行统计并录入电子档 3.14按时完成上级交办的其它事项
制程检验作业规范.
宁波嘉威机械有限公司文件编号WI-PG(MQ)-22 文件名称制程检验作业规范版本号 A.0 页码共3页第1页 1.目的 藉由制程产品的量测与监控,以验证产品符合要求。 2.范围 凡本公司制程过程中产品均包括在内。 3.定义 (无) 4.权责 4.1品管部:制程中产品的量测与监控。 4.2生产课:制程中首件产品的送检。 5.作业程序 5.1制程产品检验采用首件检验和巡检方式。 5.2首件检验 5.2.1首件检验时机 当生产线每日上班开机时、交接班时、不同批换料时、更换治具时、异常处理后。 5.2.2尺寸检验 由专职量测人员完成,制程巡检人员对于此量测记录进行确认是否达到要求。 5.2.3外观检验 首件外观检验由品管人员按对应《产品工艺流程图》或《产品检验指导书》中的要求逐一检验。若发生不合格依《不合格控制程序》处理。 5.2.4检验记录 首件尺寸检验结果记录于《首检巡检记录表》中,需由制程巡检人员确认结果。若量测结果符合对应产品尺寸的要求,方可继续生产;若不能符合要求,则须调机或停线,直到符合要
文件名称制程检验作业规范 页码共3页第2页求为止。 5.3制程巡检 5.3.1巡检时机 从生产线开机至产线全部停止生产的整个生产过程,制程巡检人员必须全程在生产线监督指导生产,巡检项目为产线品质记录、量测记录、6S、产品外观、尺寸、温湿度管控等。 5.3.2外观检验 外观检验由品管人员按对应《产品工艺流程图》中的要求逐一检验。产品外观检验至少为5模,如为一模多穴产品,则每穴都需进行检查。5模中检验到个别非连续性不良品时将此不良置于红色通箱中做统一处理,但若发现集中或连续性不良现象时,则需再抽检5模,合格则继续生产;若仍发现同类现象时立即通知产线组长和工程师,查找根本原因并改善,若无法当时现场改善需停线处理时巡检人员开立《品质异常反馈单》查找根本原因,记录于《首检巡检记录表》,并巡检人员及时通知生产与品管主管。详见《不合格控制程序》。 5.3.36S 因6S直接影响到产品品质要求,故必须严格要求产线6S,如机台的《设备一级保养记录表》有无如实填写;地面清洁;操作台整洁。 5.3.4温湿度管控 查核现场温湿度计,温度控制于22±2℃,相对湿度控制在40%-60%。 5.3.5检验记录 制程巡检人员每小时在《记录表》记录一次品质状况。 5.4异常管控 制程巡检人员在制程巡检过程中发现如有因原材不良或机台、模具异常导致产品使用功能缺陷或严重影响产品外观时需开立《异常处理报告》,并及时知会品管与生产现场主管,要求生产人员停止生产进行换料或改善,对己生产之不良品要求生产人员进行隔离。详见《不合格控制程序》。 5.4.3停线记录 停线事宜均需记录于<品质异常反馈单>,以便追踪处理。
质量检验员岗位职责说明书
质量检验员岗位职责说明书 1、根据公司战略规划制定管理实施计划,负责isoXX质量管理体系的推进,确定公司质量方针,质量目标的实现。 2、结合公司质量管理实际的产品质量标准,制定原材料、外协件、工序产品、成品检验规范,明确检验方式、检验程序及不良品处理的事项。 3、把握品质控制重点,制定关键、特殊工序操作标准并协助相关部门人员执行。 4、加强内外部协调沟通,负责顾客满意度信息的收集、汇总和分析,采取措施改进和完善品质工作。 5、遵照公司指令,妥善处理顾客投诉,力求公正,客观 6、及时处理产品实现各过程中的品质工作 7、牵头组织有关部门对质量事故的调查分析,提出处置建议,防范类似事故的再度发生 8、确保公司的品质能够满总客户的需求 9、协助做好相关部门的配合工作 iqc方面: 1、负责公司所有原材料的进厂检验。 2、负责公司外加工的外协件的进厂检验 3、妥善处理不良品及报废品
4、对原材料、外协件检验方法和标准提出改善意见和建议 5、储存原材料、外协件的品质盘点工作 6、填制相应记录,上报相关部门 pqc方面: 1、负责公司所有工序产品的在线检验 2、对关键、特殊工序品质的控制、检验与监督 3、妥善处理工序产品的不良品 4、对工序产的品质检验方法和标准提出改善意见或建议 5、储存工序产品的品质盘点工作 6、填制相应记录,上报相应部门 oqc方面: 1、负责公司产品的出厂检验 2、对成品品质检验方法和标准提出改善意见或建议 3、妥善处理成品品质异常 4、储存成品的品质盘点工作 5、填制相应记录,上报相应部门 qe方面:
1、品质策划。 2、产品质量分析 3、纠正措施等 4、协助公司工作 5、处理质量事故 6、客户投诉的处理
制程检验作业规范
1、1. 目的 控制生产工序中的产品质量,确保制程直通率的提高及品质目标的顺利达成。 1. 范围 本公司生产的所有机型。 1. 职责 3.1 品质部:负责制定IPQC\QA制程检验的标准及《作业指导 书》。 3.2 工程部:协助制程检验员提供新机型的相关测试标准。 检验人员要认真履行检验职责,依《作业指导书》及标 准样机对产品进行检验判定,并对检验正确性负责。 3.3 品质部:IPQC对生产线生产机型进行制程巡检、首件检查,QA对 生产机型进行全检, QA进行成品出货检验. 3.4 开发部:提供技术指标、首件样板、元件参数及技术支持。 4. 定义 (无) 5. 程序内容: 5.1 生产部根据工程部提供的样机进行排位生产。 5.2 在正式生产前,须确保人员、仪器设备、物料均在受控范围 内,测量仪器按《监控与测量装置控制程序》进行计量、保 养,检验人员均接受相关培训并能胜任指定的工作。 5.3 生产过程根据本程序进行检验。 5.4 首件确认: 5.4.1生产部门在生产线的人、机、料、法、环等方面发生变更的情 况下,负责按BOM单或制造单准备好所有相应物料和生产作业 指导书和ESD/烙铁测试等. 5.4.2 质检部负责对所有相应物料和生产作业指导书和ESD/烙铁测 试等根据首件检验单上的相关检验项目进行检验并记录检验结 果,并根据确认结果在合格的情况下做出最终判定结果。 5.4.3 生产技术部负责在生产部生产准备到质检部完成首件确认前,
需要完成以下的确认及工作。 a、对生产工艺的符合性进行确认; b、电批力矩测试; c、射频测试系统的校准、射频测试项目和指标的确定; d、对首件记录表中的检验不合格项目,进行分析和改 善,对不合格原因进行分析,再由跟线技术员和以 上人员填写分析/对策。 5.4.4 首件类型 5.4.4.1总装线首件确定类型; 每日(班次)首件每批首件;软件变更;换线(机型、颜色、内/外 销、返修新机型);重大工艺变更;设计变更;其它。 5.4.4.2 包装首件确认类型; 外销转线;包材变更;其它。 (含物料/作业指导书/烙铁温度测试/电批力矩测试 等)完成后,才可以边生产边进行产品首件确认。 重大变更专项首件检查:对于重大工艺变更、部分外观 变更的机型转线、物料变更、设计变更、包装方式变更 等,要求对相应变更内容进行专项首件检查,专项首件 检查确认合格后才可以开线生产; 5.4.5.4 连续生产中的换班(班次变更)首件检查:允许边生 产边进行首件确定。 5.4.5.5 首件确认检验项目及检验要求。 5.4.6 总装首件确认检验项目及要求,见附录A。