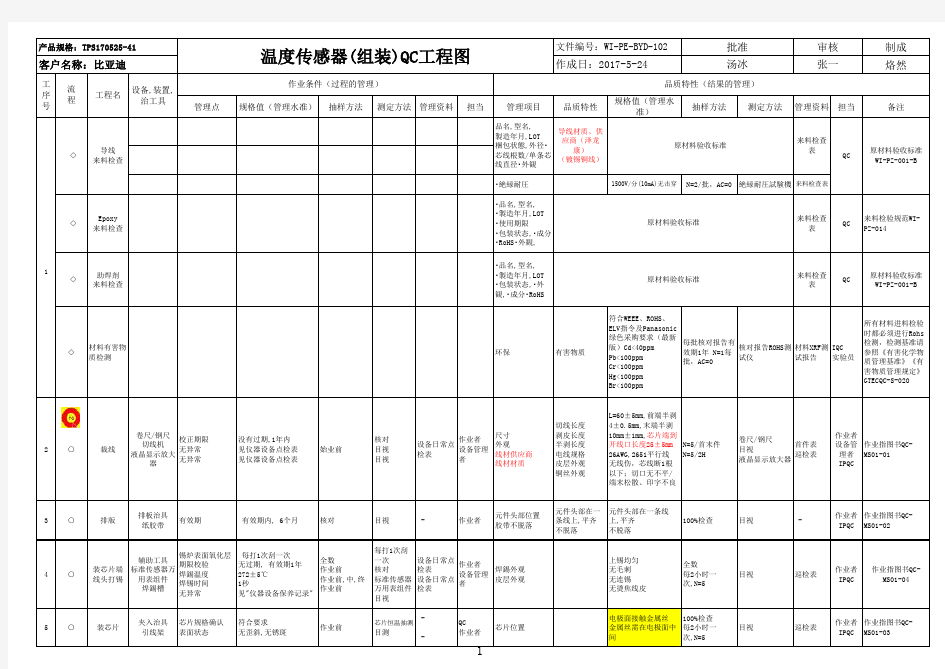
QC工程图(组装)--

管理点
规格值(管理水准)
抽样方法
测定方法管理资料
担当
管理项目品质特性
规格值(管理水
准)
抽样方法测定方法管理资料担当备注
?絶縁耐圧1500V/分(10mA)无击穿N=2/批,AC=0絶縁耐圧試験機来料检查表
◇
Epoxy
来料检查
?品名,型名,?製造年月,LOT ?使用期限
?包装状态,?成分?RoHS ?外観,来料检查
表
QC
来料检验规范WI-PZ-014
◇
助焊剤
来料检查
?品名,型名,?製造年月,LOT ?包装状态,?外観,?成分?RoHS
来料检查
表
QC
原材料验收标准WI-PZ-001-B
◇
材料有害物
质检测
环保有害物质
符合WEEE、ROHS、ELV指令及Panasonic 绿色采购要求(最新
版)Cd<40ppm Pb<100ppm Cr<100ppm Hg<100ppm Br<100ppm
每批核对报告有
效期1年 N=1每
批,AC=0
核对报告ROHS测试仪材料XRF测试报告IQC
实验员
所有材料进料检验时都必须进行Rohs 检测,检测基准请参照《有害化学物质管理基准》《有害物质管理规定》GTECQC-S-020
2○裁线
卷尺/钢尺
切线机
液晶显示放大
器
校正期限
无异常
无异常
没有过期,1年内见仪器设备点检表见仪器设备点检表
始业前
核对目视目视
设备日常点检表作业者
设备管理
者
尺寸
外观
线材供应商
线材材质
切线长度剥皮长度半剥长度电线规格皮层外观铜丝外观
L=60±5mm,前端半剥4±0.5mm,末端半剥10mm±1mm,芯片端到
开线口长度25±5mm 26AWG,2651平行线无线伤,芯线断1根以下;切口无不平/端末松散、印字不良
N=5/首末件N=5/2H 卷尺/钢尺
目视
液晶显示放大器
首件表
巡检表
作业者
设备管理者IPQC
作业指图书QC-MS01-013○排版
排板治具纸胶带
有效期 有效期内, 6个月核对目視 -作业者
元件头部位置胶带不脱落
元件头部在一条线上,平齐不脱落元件头部在一条线上,平齐不脱落
100%检查目视 -
作业者IPQC 作业指图书QC-MS01-02
4○
装芯片端线头打锡
辅助工具
标准传感器万
用表组件
焊錫槽
锡炉表面氧化层
期限校验
焊錫温度
焊锡时间
无异常 每打1次刮一次无过期, 有效期1年272±5℃1秒
见"仪器设备保养记录"
全数作业前
作业前,中,终作业前
每打1次刮一次核对
标准传感器万用表组件目视
设备日常点
检表设备日常点检表
作业者
设备管理
者
焊錫外观
皮层外观
上锡均匀无毛刺无连锡
无烫焦线皮
全数
每2小时一次,N=5
目视巡检表
作业者IPQC 作业指图书QC-MS01-04
5○装芯片
夹入治具引线架芯片规格确认表面状态符合要求
无歪斜,无锈斑
作业前
芯片恒温抽测
目测
- -
QC 作业者
芯片位置
电极面接触金属丝金属丝需在电极面中间100%检查每2小时一次,N=5
目视巡检表
作业者IPQC 作业指图书QC-MS01-03
工序号
◇
1
工程名
作业条件(过程的管理)
品质特性(结果的管理)
原材料验收标准WI-PZ-001-B
流程
原材料验收标准
导线来料检查
原材料验收标准
原材料验收标准
品名,型名,
製造年月,LOT
梱包状態,外径?
芯线根数/单条芯
线直径?外観设备,装置,治工具
导线材质、供
应商(泽龙
康)
(镀锡铜线)
QC
来料检查
表
管理点规格值(管理水准)抽样方法测定方法管理资料担当管理项目品质特性规格值(管理水
准)
抽样方法测定方法管理资料担当备注
工
序号
工程名
作业条件(过程的管理)品质特性(结果的管理)流
程
设备,装置,
治工具
6○焊锡
辅助工具
标准传感器万
用表组件
焊錫槽
锡炉表面氧化层
期限校验
焊錫温度
焊锡时间
无异常
每打1次刮一次
无过期, 有效期1年
272±5℃
1秒
见"仪器设备保养记录"
全数
作业前
作业前,中,终
作业前
每打1次刮
一次
核对
标准传感器
万用表组件
目视
设备日常点
检表
设备日常点
检表
作业者
设备管理
者
焊錫外观
皮层外观
上锡均匀
无毛刺
无连锡
无烫焦线皮
全数
每2小时一
次,N=5
目视巡检表
作业者
IPQC
作业指图书QC-
MS01-04
7◇DCC检查液晶显示屏
X40
焊接饱满度
假焊
虚焊
连锡短路
焊接歪斜不正
焊锡需饱满、无假虚焊
、连锡短路、芯片需在
两引线中间
全检
目视
放大镜
设备日常点
检表
作业者
管理者
焊锡外观
上锡饱满
无毛刺
无连锡
无烫焦线皮
无假焊、虚焊
N=5液晶显示屏巡检表
作业者
IPQC
作业指图书QC-
MS01-05
8○清洗超生波清洁时间1分钟
清洗三次
清洁度全批次目视
设备日常点
检表
作业者管
理者
清洁外观
元件与导线上干净无
污糟
N=5目视巡检表
作业者
IPQC
作业指图书QC-
MS01-06
9○包封硅胶包封硅胶
专用槽
元件需完全包封
风干时间30分钟
包封完整性,硅胶有效
期
全数目视/
作业者管
理者
包封完整度
元件包封完整,风干
时间30分钟
N=5目视巡检表作业者
作业指图书QC-
MS01-07
10○
包封
环氧树脂
环氧树脂
天平
真空泵
抽真空
蘸胶治具
调胶工具
搅拌
规格型号
有效期
开封时间
使用时间
配比
校验有效期
设置无异常
无异常
负压值
抽真空时间
清洁
清洁
时间
符合要求
有效期内,出厂后有效期
6个月
开封后3个月内
配好料后4小时内用完
符合要求
有效期内,有效期1年
见"仪器设备点检表"
见"仪器设备点检表"
15分钟
清洁
清洁
5分钟以上
作业前
作业前
作业前
作业前
作业前
作业前
作业前
作业前
作业中
每次
每次
每次
每次
核对
核对
核对
核对
目视
核对
目视
目视
目视
目视
目视
目视
时钟
环氧树脂存
卡
首件表
日常点检表
日常点检表
首件表
首件表
作业者
作业者
作业者
管理者
管理者
作业者
作业者
作业者
作业者
作业者
尺寸
外观
固化后测量
最大直径:4.0MM
长度:7-10MM
光泽度好
饱满,无皱瘪
无气泡
N=5游标卡尺
目视
首件表
作业者
IPQC
作业指图书QC-
MS01-08
11○固化
推车附具
烤箱
标准传感器万
用表组件
温度
无异常
进出时间
校验期限
85±5℃
见"一起设备点检表"
2小时
没有过期,1年内
-
作业前
每次
作业前
-
目视
钟表
核对
设备日常点
检表
首件表
设备管理
者
作业者
尺寸
外观
固化后测量
最大直径于:4.0MM
长度:7-10MM
光泽度好
饱满,无皱瘪
无气泡
N=5
N=5
游标卡尺
目视
首件表
作业者
IPQC
作业指图书QC-
MS01-09
12◇绝缘,耐
压测试
绝缘,耐压
仪
绝缘手套
校验有效期
无异常
破损检查
干燥检查
有效期内,1年
见"仪器设备点检表"
无破损
干燥无水份
作业前
核对
目视
目视
目视
设备日常
点检表
作业者,
设备管
理者
参数设置讯响判断
交流电压:1500V
时间:1秒
直流电压:500V
漏电流:1毫安
全数绝缘耐压仪首件表作业者
IPQC
作业指图书QC-
MS01-15
13○短线剥皮剥线钳剥皮长度
不可断芯
符合要求
长度
作业前后核对/
作业者
管理者
尺寸
外观
剥皮长度
半剥长度
电线规格
皮层外观
铜丝外观
L=48±5mm,末端半剥
10mm±1mm
无线伤,不可有芯线
断;切口无不平/端
末松散、印字不良
N=5/首末件
N=5/2H
卷尺/钢尺
目视
液晶显示放大器
首件表
巡检表
作业者
设备管
理者
IPQC
作业指图书QC-
MS01-10
管理点
规格值(管理水准)
抽样方法测定方法管理资料
担当
管理项目
品质特性
规格值(管理水
准)
抽样方法
测定方法
管理资料
担当
备注
工序号
工程名
作业条件(过程的管理)
品质特性(结果的管理)
流程
设备,装置,治工具
14◇阻值测试
恒温槽测试表温度计标准电阻纯水 夹具辅料盒
校验期限操作无异常水面高度温度清洁标签
没有过期, 1年内见"仪器仪表点检表"限度标记
25℃±0.05℃清洁清楚
作业前始业
核对目视
限度标记目视目視
设备日常点检表
-
管理者
作业者温度
水面
接触电阻
温度显示正确水面不得低于要求正常25℃±0.05℃
水面不得低于要求刻
度
标准电阻 ±1%
每班一次
目测
限度样板万用表测试槽校验表首件表作业者
管理者
IPQC
作业指图书QC-MS01-11
15◇外检/
包封头部外观线材外观
包封外观无露刺、线无
破皮、表面无脏污、无漏装配件
全数目视 -
管理者作业者
外观外观正常
包封外观无露刺、线
无破皮、表面无脏污、无漏装配件
每班一次目视样品
作业者
管理者
IPQC
作业指图书QC-MS01-12
16○
理线包装
-
传感器外部清洁线理直无异常标签出货单包装袋
清洁
品名规格型号正确内容符合要求
字迹清晰,数量正确品名规格型号正确内容符合要求
字迹清晰,数量正确无破损
全数始业始业始业始业目视目视目视目视目视
作业者管理者
外部清洁标签内容数量
无污染符合要求符合要求
全数
每包100PCS 目视目视
-作业者
作业指图书QC-MS01-13
16◇
检查出库
恒温槽测试表温度计电阻箱油夹具辅料盒标准传感器万用表组件钢尺
校验期限操作无异常油面高度温度清洁标签校正期限有效期
没有过期, 1年内见仪器仪表点检表限度标记
25℃±0.05℃清洁
没有過期,1年内有效期内,1年
作业前始业作业前作业前
核对目视
限度标记目视目視核对目视
设备日常点检表管理者
作业者作业者
作业者
温度油面
接触电阻标准电阻值外部清洁
电线长度等尺寸
温度显示正确
油面不得低于
要求
正常
R25=10K Ω±1%
25℃±0.05℃
水面不得低于要求刻
度
标准电阻 ±1%
见"标准温度传感器
阻值温度对应表"无
污染符合要求
?每日3次?每日3次?每日3次每日3次全数N=5
目测
限度样板万用表
标准温度传感器
万用表组件目视钢尺
测试槽校
验表
QA
作业指图书QC-MS01-14
修定日期########2017/6/21.以上提到的计量器具使用前的管理在各管制项目中未注明者也需要进行确认,工作是否正常,合格标签是否在校准的有效期内,对计量器具有效性确认包括定期校准等。2. 各管制项目中未注明者也需要进行首件检查和IPQC制程抽检,对生产中发现的不良应记录于生产日报表。
修定
记录修定内容
1)进料线材检验增加导线材质(镀锡铜线)、供应商(恒电)及裁线时确认增加线材材质与供应商的确认。 2)增加绝缘耐压测试
3. 重要安全部品标识符号 重要安全工程标识符号 重要工程标识符号
备注
1)修改作业工序,将原剥短线工位由排板前改为测试前再剥短线; 2).将原焊锡温度300℃±10℃修定为272℃±5℃ 3).增加装芯片端先将导线上锡后再装芯片工序