20CrMnTi齿轮轴断裂原因分析(加翻译版)
20CrMnTiH 齿轮轴断裂原因分析
刘 健, 陈宏豫, 寇志贤, 李春玉
(承德建龙特殊钢有限公司技术处,河北 兴隆067201)
摘要:采取宏观形貌分析、化学成分分析、金相分析等手段对20CrMnTi 齿轮轴断裂
原因分析,结果表明,热处理后基体强度偏低和相对于承载能力而言工作应力较大是导致齿轮轴发生快速脆性断裂的主要原因。
关键词:齿轮轴、断裂分析、组织
20CrMnTiH Gear Axle Break Analysis of Causes
LIUJian,CHENHongyu,KOUZhixin,LiChunyu
(Chengde long special steel co., Ltd.Technical Department, Hebei Xinglong 067201)
Abstract: In this article use macro-morphology analysis, chemical analysis, microstructure
analysis by means of the gear shaft 20CrMnTi Failure Analysis ,Last show the matrix strength after heat treatment relative to the carrying capacity of low and work stress in terms of larger gear shaft leading to the main reason of rapid brittle fracture.
Key words: Gear shaft Fracture Analysis Organization
某公司用20CrMnTiH 作为农用三轮车变速箱上的四轮曲轴齿轮主选材,安装该批齿轮轴的三轮车发生多起断轴现象,断轴时行使时间大约100小时。
齿轮轴加工工艺:圆钢(直径为φ45mm )经冷剪下料 反射炉加热模锻
正火 机加工 渗碳淬火 180-200℃回火 喷砂 磨加工(花键外圆) 尺寸检验合格发货。设计齿轮轴渗碳硬化层厚度0.6-1.0mm,齿面硬度58-64HRC ,心部组织硬度33-40HRC 。
1试样的制备及试验方法
对发生断裂的齿轮轴线切割取样,宏观检测端口表面形状,进行力学性能、化学成分和金相组织分析,找出发生断裂的原因。
2试验结果分析
2.1断裂齿轮轴成分分析 化学成分见表1
表1 材料化学成分分析结果及标准规定对照(W/%)
由表1看出:断裂齿轮轴的化学成份符合GB/T5216-2004中对20CrMnTiH 钢的规范要求。
2.2断裂齿轮轴力学性能
在轴的表层和心部位置制取φ5mm 拉伸试样进行常温拉伸力学性能试验,试验结果见表2,由表2知,材料心部屈服强度、断后伸长率和断面收缩率略低于表层,但相差不大。参考GB/T3077对20CrMnTi 钢淬火和低温回火后的力学性能要求,可看出齿轮轴基体热处理后的强度远低于该材料热处理后的参考值。
表2 力学性能试验结果与20CrMnTi 参考值对照表
Tab2 Mechanical performance test results and reference tables 20CrMnTi
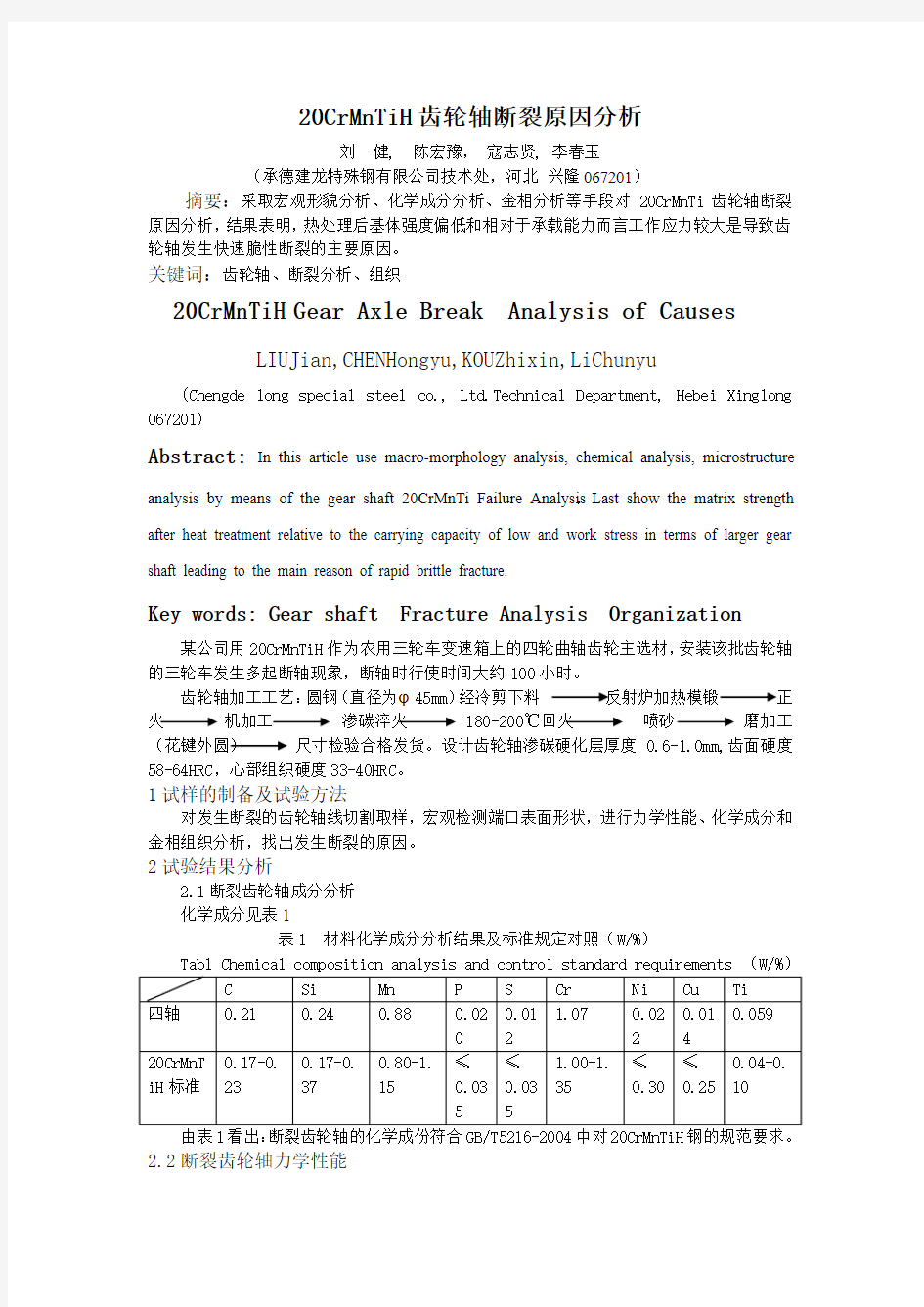
齿轮轴断裂位置及宏观断口形貌见图1,为横向断裂,断裂面位于花键齿起始的变截面台阶处。肉眼观察,断口上有较粗糙的辐射状花样,根据辐射状花样的收敛位置看出断裂方向,如图中箭头所示,断裂始自断齿变截面台阶根脚线开始,单向扩展直至断裂。断口呈闪晶状金属光泽,为宏观脆性断口。宏观形貌成略微漩涡形态的纤维放射状,四轴自表面向内扩展。
宏观端口分析表明,齿轮轴断口是以扭曲为主的应力作用下自轴齿变截面台阶根脚线表面应力集中位置开始的脆性断口。
图1齿轮轴断裂位置和断口宏观形貌
Fig1 Gear shaft fracture location and macro-fracture morphology
2.4断裂齿轮轴微观形貌分析
齿轮轴微观断口形态如图2所示,SEM 下高倍观察,断口为河流状穿晶解理和准解理断裂形态。根据河流状花样的形貌也可以看出,断裂起源于轴齿变截面台阶根脚线表面处,该区磨损严重,但从局部仍可以看到清晰的断口特征,为穿晶准解理断口,未见原始裂纹、沿晶断口、异常夹杂物等缺陷及疲劳断口特征。扩展区均为穿晶解理和准解理脆性断口。 微观断口分析表明,齿轮轴微观断口穿晶解理和准解理脆性断口,属于一次性快速脆性断口。
扩展区为穿晶解理断口1000×
图2 齿轮轴微观断口分析
Fig2 Micro-fracture of the gear shaft
2.5断裂齿轮轴组织分析
2.5.1低倍组织
断口附近截取并制备横截面低倍试样,观察的低倍组织形貌如图3所示,参考GB/T1979-01 对低倍组织缺陷进行评级,齿轮轴中心疏松1.5级,有轻微枝晶偏析,未见明显的锭型偏析或点状偏析,也未见裂纹、残余缩孔等其他低倍组织缺陷。
图3 齿轮轴低倍组织分析
Fig3 Low magnification of the gear shaft
2.5.2金相组织及显微维氏硬度
在与断裂面相对称一侧同等位置制取纵截面金相试样,观察渗碳层形貌并进行显微维氏硬度测试(自表面向深部方向测试),渗碳层形貌及显微维氏硬度-深度曲线(如图5)所示,看出:轴齿变截面接近90度根脚线无明显的R圆角,存在较大的应力集中(见图4)。根据
渗碳层形貌及显微维氏硬度测试曲线(见图5)看出,渗碳硬化层厚度约0.9mm,符合设计要求。
图4 变截面台阶处的形状和渗碳区(与轴断裂区形状尺寸堆成的部位)Fig4 Variable cross-section shape and carburization step edges District
图5 渗碳层形貌与显微维氏硬度-深度曲线
Fig5 Morphology and microstructure of carburized layer hardness - depth curve 试样表面渗碳层、中部及心部区域的微观组织形貌如图6、7、8所示,渗碳层为低温回火马氏体+碳化物+残余奥氏体;1/2半径处为回火贝氏体组织;心部为回火贝氏体+块状铁素体组织。各区域的显微维氏硬度测试结果见表3,如果根据GB/T1172由HV测试结果估算洛氏硬度则心部组织的洛氏硬度大约为29-31HRC,低于设计要求值。毛
Fig6 Edge organizations
Fig7 1 / 2 radius organization
图8 心部组织750×
Fig8 Department of heart tissue
表3显微维氏硬度测试结果(HV0.2)
Table 3 Micro Vickers hardness test results(HV0.2)
3.1齿轮轴的化学成分符合GB/T5216-2004钢规范要求,材料低倍组织基本正常。
3.2齿轮轴渗碳层厚度和渗碳层硬度符合设计要求,但是心部组织为回火贝氏体+块状
铁素体,组织硬度低于设计要求,材料热处理后强度偏低。
3.3齿轮轴是在较大的扭曲应力为主的应力作用下在边界面台阶直角根脚线表面应力
集中处其形成的一次性快速脆性断裂。
3.4热处理后基体强度偏低和相对于承载能力而言工作应力较大是导致齿轮轴发生快
速脆性断裂的主要原因。
4改进措施及改进后效果
齿轮轴加工工艺使用多年,较为成熟,没有问题。对此次使用的淬火液进行检查发现淬
火液存在碳化现象,已明显老化(属超期使用),冷却能力明显不足。更换冷却液后小批量
投入生产,随即取两根齿轮轴进行性能检验见表4
表4 力学性能试验结果与20CrMnTi参考值对照表
钢淬火和低温回火后的力学性能要求,可看出更换淬火液后齿轮轴基体热处理后的强度高于该材料热处理后的参考值。
5预防措施
5.1齿轮轴的设计、加工应考虑足够的消除应力集中措施,尽量减轻应力集中产生危害的可能性。
5.2严格执行热处理工艺,对影响产品质量的关键点应重点关注。
作者信息:刘健(1965---)男,陕西省周至县人,高级工程师,东北大学毕业,主要从事金属材料加工工艺及质量控制研究;电话:0314---5316229;E-mail:liuj@https://www.360docs.net/doc/6015359836.html,
钢丝断裂原因分析
钢丝断裂原因分析
一、夹杂物引起断裂 线材中非金属夹杂物的存在,破坏了组织的连续性,起到了一个显微裂纹的作用。当受到外力作用时,在夹杂物的顶端首先产生附加的应力集中。尤其在原奥氏体晶粒交界处出现的大块状、条状或片状碳化物,这些异常碳化物在材料冷变形时,严重地阻塞了位错的移动,致使该处产生应力集中。当应力集中达到一定大小时便会使碳化物开裂,或在碳化物与基体交界处产生裂纹。当裂纹达到失稳状态尺寸,地瞬时产生断裂。 非金属夹杂物的多少是衡量帘线钢质量高低的一个重要因素。在用SEM对断口进行分析的过程中,经常发现非金属夹杂物。在典型的杯锥状断口上有时候就能发现夹杂物,SEM表明大多为三氧化二铝夹杂或其它高熔点脆性夹杂物。其避免主要是通过精炼,使夹杂物变为塑性低熔点夹杂物。 脆性夹杂物是引起钢丝断裂的重要原因之一,而夹杂物引起断裂分为以下几种形势: 1、夹杂物与钢基体之间界面脱开 拉伸过程中,在夹杂物周围的局部加剧了应力集中;裂纹优先在与拉应力垂直的夹杂物与基体的界面产生并沿着夹杂物与钢基体界面扩展,致使夹杂物与基体界面脱开。 2、夹杂物本身开裂
由于脆性较矮杂物本身具有缺陷,在拉伸过程中,在缺陷处产生严重的应力集中,由于局部应力升高而导致夹杂物本身开裂。; 3、混合开裂 钢中非金属夹杂物的形状、分布是没有规律的,因此夹杂物在钢中引起裂纹也是随机性的,取决于夹杂物的性质、尺寸、形状及分布,对于同类型的夹杂物,由于形状、分布和受力方向不同,往往产生断裂的情况也不尽相同,有时两种断裂方式同时存在,有时两种断裂方式交替进行。4、沿两种不同类型夹杂物的相界开裂 钢中经常出现几种夹杂物相共生在一起的复合夹杂物,由于各类夹杂物之间的力学性能和物理性质不同,相界结合力较弱,在拉应力作用下容易从相界开裂。 二、偏析引起的钢丝断裂 在一定程度上,中心偏析对钢丝拉断的危害必脆性夹杂物。因为偏析在更大程度上影响了钢丝的延伸性,从而使塑性变形不能在存在偏析的地方产生。在钢丝最初的拉拔过程中偏析导致小的裂纹的出现,等进入了最终拉拔时就导致了人字形断口(chevroncracks) 在连铸过程中减少中心偏析的途径有以下几个: 1、中心偏析随着中包过热度的降低而降低,因此中包的钢液温度应该尽可能的低;
汽车半轴断裂原因分析及对策研究
汽车半轴断裂原因分析及对策研究 摘要 在当今社会,汽车已经走入了寻常百姓的家里,可以说汽车已经成为了我们生活中的一个重要部分。而半轴是汽车传动系统的一个重要组成部分,它是差速器与驱动轮之间传递扭矩的实心轴,其内端一
般通过花键与半轴齿轮连接,外端与轮毂连接。根据其支承型式不同,可分为全浮式半轴和半浮式半轴。 汽车半轴在使用过程中常出现弯曲、扭曲和断裂以及花键齿磨损或扭斜等敌障。我们课题将对半轴所出现的断裂问题进行分析,并对其提出相应的对策。首先是对半轴材料以及处理工艺上进行分析,找出其对于半轴断裂的影响,并提出解决方案;其次是对半轴结构上的受力分析,运用ANSYS有限元分析软件,对半轴模型施加不同作用力,通过分析其位移云图,节点等效应力图,位移矢量图等,分析半轴受力与变形情况,对此在半轴结构上提出相应的解决对策。 最终,我们通过分析研究,发现对于半轴材料及处理工艺上,往往是在材料选取上以及热处理工艺上出现不达标等问题造成的。而你对于半轴结构的受力分析,我们通过对软件结构进行分析,最终得出半轴两端部以及花键,变直径等应力集处,最容易产生断裂现象,所以在半轴的设计与制造时,应当尽量避免这些不利因素。 关键词汽车半轴全浮式半浮式 ANSYS软件受力分析 引言 汽车自19世纪末诞生至今100余年期间,汽车工业从无到有,以惊人的速度发展,写下了人类近代文明的重要篇章。汽车是数量最多、最普及、活动范围最广泛、运输量最大的现代化交通工具。而汽车半轴是汽车的一个重要部件,它是差速器与驱动轮之间传递转矩的实心
轴,其内端一般通过花键与半轴齿轮连接,外端以凸缘与轮毂连接。汽车半轴的结构形式取决于驱动车轮的结构,根据半轴的受力情况,半轴分为全浮式半轴和半浮式半轴。由此可见汽车半轴是汽车正常行驶的一个重要的部件,半轴性能的好坏对于汽车的安全行驶起着重要的因素。我们的课题将对汽车半轴常出现的断裂问题进行分析,通过查找资料并运用ANSYS有限元分析软件,找到半轴断裂原因并提出相应的解决方案。 汽车半轴介绍 汽车半轴是差速器与驱动轮之间传递转矩的实心轴,其内端一般通过花键1与半轴齿轮连接,外端以凸缘2与轮毂连接。 汽车半轴分类 汽车半轴的结构形式取决于驱动车轮的结构,根据半轴的受力情况,半轴分为全浮式半轴和半浮式半轴。 全浮式半轴:这种支承形式的半轴除受扭矩外,不在承受任何反力以及弯矩。这一类比较常用。
变速器论文中英文对照资料外文翻译文献
中英文对照外文翻译 汽车变速器设计 我们知道,汽车发动机在一定的转速下能够达到最好的状态,此时发出的功率比较大,燃油经济性也比较好。因此,我们希望发动机总是在最好的状态下工作。但是,汽车在使用的时候需要有不同的速度,这样就产生了矛盾。这个矛盾要通过变速器来解决。 汽车变速器的作用用一句话概括,就叫做变速变扭,即增速减扭或减速增扭。为什么减速可以增扭,而增速又要减扭呢?设发动机输出的功率不变,功率可以表示为 N = w T,其中w是转动的角速度,T 是扭距。当N固定的时候,w与T是成反比的。所以增速必减扭,减速必增扭。汽车变速器齿轮传动就根据变速变扭的原理,分成各个档位对应不同的传动比,以适应不同的运行状况。 一般的手动变速器内设置输入轴、中间轴和输出轴,又称三轴式,另外还有倒档轴。三轴式是变速器的主体结构,输入轴的转速也就是发动机的转速,输出轴转速则是中间轴与输出轴之间不同齿轮啮合所产生的转速。不同的齿轮啮合就有不同的传动比,也就有了不同的转速。例如郑州日产ZN6481W2G型SUV车手动变速器,它的传动比分别是:1档3.704:1;2档2.202:1;3档1.414:1;4档1:1;5档(超速档)0.802:1。 当汽车启动司机选择1档时,拨叉将1/2档同步器向后接合1档
齿轮并将它锁定输出轴上,动力经输入轴、中间轴和输出轴上的1档齿轮,1档齿轮带动输出轴,输出轴将动力传递到传动轴上(红色箭头)。典型1档变速齿轮传动比是3:1,也就是说输入轴转3圈,输出轴转1圈。 当汽车增速司机选择2档时,拨叉将1/2档同步器与1档分离后接合2档齿轮并锁定输出轴上,动力传递路线相似,所不同的是输出轴上的1档齿轮换成2档齿轮带动输出轴。典型2档变速齿轮传动比是2.2:1,输入轴转2.2圈,输出轴转1圈,比1档转速增加,扭矩降低。 当汽车加油增速司机选择3档时,拨叉使1/2档同步器回到空档位置,又使3/4档同步器移动直至将3档齿轮锁定在输出轴上,使动力可以从轴入轴—中间轴—输出轴上的3档变速齿轮,通过3档变速齿轮带动输出轴。典型3档传动比是1.7:1,输入轴转1.7圈,输出轴转1圈,是进一步的增速。 当汽车加油增速司机选择4档时,拨叉将3/4档同步器脱离3档齿轮直接与输入轴主动齿轮接合,动力直接从输入轴传递到输出轴,此时传动比1:1,即输出轴与输入轴转速一样。由于动力不经中间轴,又称直接档,该档传动比的传动效率最高。汽车多数运行时间都用直接档以达到最好的燃油经济性。 换档时要先进入空档,变速器处于空档时变速齿轮没有锁定在输出轴上,它们不能带动输出轴转动,没有动力输出。 一般汽车手动变速器传动比主要分上述1-4档,通常设计者首先确定最低(1档)与最高(4档)传动比后,中间各档传动比一
减速机轴断裂分析
减速机轴断裂分析 董毅,李晓玲,刘臻祥,周玉英 (内蒙古北方重工业集团有限公司,包头014033) 摘要:某减速机使用30多小时后,齿轮减速机轴发生弯曲,该轴在进行冷校直时发生断裂。通过对断裂轴的断口宏微观分析、金相检验以及硬度测定,认为该轴是在应力集中条件下承受对称旋转弯曲载荷作用,产生早期疲劳断裂。造成疲劳断裂的原因是由于热处理工艺不合理,致使材料力学性能未达到设计要求,导致轴的疲劳抗力降低,加之圆角加工较差,工作时产生应力集中,加速了轴的疲劳断裂。 关键词:减速机;轴;疲劳断裂;退刀槽 某煤矿从国外购进的减速机,安装使用30h余后,齿轮减速机轴发生弯曲,无法正常使用,在对弯曲的减速机轴进行冷校直时,轴突然发生断裂。 查阅减速机轴的有关技术资料,该轴采用17CrNiMo6钢制造,轴整体经调质处理后,表面进行中频处理,使轴表面及退刀槽根部洛氏硬度达到59~62HRC。 1 理化检验 1.1 断轴宏观分析 断裂位于减速机轴表面退刀槽根部,见图1。
图1 轴断裂位置(mm) 图2 宏观断口形貌 宏观断口见图2,断口表面有较明显的贝壳状花样,属于典型的疲劳断裂。断口由疲劳裂源区、裂纹扩展区和瞬间断裂区三个区域组成。 仔细观察断口裂纹源区,其表面较平坦,尺寸在距表面5mm范围内(图2A处)。裂纹扩展区贝纹线比较扁平。瞬间断裂区在裂源的对面,呈椭圆形,断口形貌为纤维状,表明减速机轴主要受旋转弯曲应力。断口瞬断区域较小、较圆约占整个断口面积的1/6,说明轴整体受力较小,属典型的高周疲劳断裂。由疲劳区及贝纹线的形态可知,疲劳裂纹扩展过程中两侧较快,说明退刀槽根部有应力集中现象。 1.2 断口微观分析 用AMRAY21000B型扫描电镜观察样品断口,断裂起源于轴表面退刀槽根部,该处有机加工刀痕,见图3;裂纹扩展区可见疲劳条纹,见图4;瞬断区为细小韧窝。
齿轮断裂原因分析
概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 从成份上看,大有材料为38 Cr Mo Al ,小的材料为20 Cr MnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示) 3、金相组织分析 (1)大的金相组织 100X 40X 200X 齿轮表面的渗氮层厚:0.30mm ,渗层硬度801HV 1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌
200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。 (2)小的金相组织 200X 40X 齿轮渗碳层厚1.5 mm,有效硬化层厚0.8 mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。
外文翻译-齿轮机构
翻译部分 英文原文 Gear mechanisms Gear mechanisms are used for transmitting motion and power from one shaft to another by means of the positive contact of successively engaging teeth. In about 2,600B.C., Chinese are known to have used a chariot incorporating a complex series of gears like those illustrated in Fig.2.7. Aristotle, in the fourth century B .C .wrote of gears as if they were commonplace. In the fifteenth century A.D., Leonardo da Vinci designed a multitude of devices incorporating many kinds of gears. In comparison with belt and chain drives ,gear drives are more compact ,can operate at high speeds, and can be used where precise timing is desired. The transmission efficiency of gears is as high as 98 percent. On the other hand, gears are usually more costly and require more attention to lubrication, cleanliness, shaft alignment, etc., and usually operate in a closed case with provision for proper lubrication. Gear mechanisms can be divided into planar gear mechanisms and spatial gear mechanisms. Planar gear mechanisms are used to transmit motion and spatial gear mechanisms. Planar gear mechanisms are used to transmit motion and power between parallel shafts ,and spatial gear mechanisms between nonparallel shafts. Types of gears (1)Spur gears. The spur gear has a cylindrical pitch surface and has straight teeth parallel to its axis as shown in Fig. 2.8. They are used to transmit motion and power between parallel shafts. The tooth surfaces of spur gears contact on a straight line parallel to the axes of gears. This implies that tooth profiles go into and out of contact along the whole facewidth at the same time. This will therefore result in the sudden loading and sudden unloading on teeth as profiles go into and out of contact. As aresult, vibration and noise are produced. (2)Helical gears. These gears have their tooth elements at an angle or helix to the axis of the gear(Fig.2.9). The tooth surfaces of two engaging helical gears inn planar gear mechanisms contact on a straight line inclined to the axes of the gears. The length of the contact line changes gradually from zero to maximum and then from maximum to zero. The loading and unloading of the teeth become gradual and smooth. Helical gears may be used to transmit motion and power between parallel shafts[Fig. 2.9(a)]or shafts at an angle to each other[Fig. 2.9(d)]. A herringbone gear [Fig. 2.9(c)] is equivalent to a right-hand and a left-hand helical gear placed side by side. Because
减速机高速齿轮轴断裂失效分析 靳璇
减速机高速齿轮轴断裂失效分析靳璇 摘要:随着社会科学技术的不断发展,减速机在工业生产当中具有较为广泛的 应用,但是减速机在使用过程当中高速齿轮轴经常发生断轴现象,甚至带来一定 的安全隐患。为了解决减速机高速齿轮轴断轴问题,首先从材料、装配工艺以及 运行维护四个方面对导致减速机高速齿轮轴断裂的因素进行了分析,最后从选择 合适的产品、进一步完善减速机的装配工艺以及加强日常管理与维护三个方面论 述了具体的解决对策。 关键词:减速机;高速齿轮轴;断裂失效 引言 某生产企业所用减速机高速轴突然产生早期断裂现象,通过现场查看可知, 电机和减速机间的联轴器已完全脱离,且壳体破碎,其它和这一高速轴一同参与 运转的齿轮轴,均在事故产生之后发生不同程度的弯曲变形。此高速轴属于典型 的齿轮轴,发生断裂后齿面依然保持完好,未发生变形与断齿。现围绕这一减速 机高速轴实际情况,对其断裂失效作如下深入分析。 1减速机轴失效概况 某公司生产的矿用带式输送机在运行90天后,其配套使用的减速机高速轴发生断裂,如图1所示。该减速机齿轮轴发生断裂属于早期失效事故,远低于设计 寿命;为了分析事故原因,避免类似事故再次发生,从材料成分、力学性能、硬度、金相组织、断口形貌等多个方面对断裂轴进行了分析,找到了疲劳源,得出 了失效原因,这对类似工况的断裂轴类的分析提供了有益的借鉴。 图1断裂的减速机齿轮轴 2减速机高速齿轮轴断裂检测 2.1基础资料收集 基础资料的收集是进行减速机高速齿轮轴断裂检测工作的重要基础,对后续 检测工作的正常开展,以及得到准确的检测结果均有重要作用和意义,应引起相 关人员的重视。此次研究的主要对象为3C710NE型减速机,其速比、输入功率和 输入转速分别为2.034、710kW和741r/min。根据生产单位提交的相关工艺图纸,其硬度需要达到59-62HRC的要求。 2.2主要成分检测 对于该减速机,其高速齿轮轴材料为17CrNiMo6,在取样后,用光谱测定仪 与碳硫仪进行成分含量测定,测定结果为:碳含量0.18%、锰含量0.57%、硅含 量0.27%、磷含量0.011%、硫含量0.003%、铬含量1.73%、镍含量1.55%、钼含 量0.28%。通过对相关资料的查证可知,该原材料为德国牌号,成分方面的技术 要求为:碳含量在0.15~0.19%范围内、锰含量在0.50-0.60%范围内、硅含量在不 大于0.4%范围内、磷含量不得大于0.012%、硫含量不得大于0.006%、铬含量在1.50~1.80%范围内、镍含量在1.40~1.70%范围内、钼含量在0.25~0.35%范围内。 通过对比可知,该件硫、磷等元素含量满足技术要求。 2.3主要力学性能检测 为对该件原材料各项力学性能进行检测,通过线切割制得拉伸试样与冲击试样。其中,拉伸试样属于非标准形式的板状试样,其截面面积为4mm×10mm; 而冲击试样则属于U型缺口形式的试样。1#拉伸试样的σs为575.6MPa,σb为1072.5MPa,δ为24%,ψK为46.089%;2#拉伸试样的σs为427.2MPa,σb为
矿平衡钢丝绳断绳事故分析报告
矿平衡钢丝绳断绳事故 分析报告 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
某矿平衡钢丝绳断绳事故分析报告一、某矿副立井提升系统概况: 某矿副立井井深1050米,双层四车罐笼提升,采用六根主绳、三根平衡钢丝绳。平衡钢丝绳采用宁夏钢丝绳厂生产的4×8×9-143×24-140 型扁平衡钢丝绳,全长1024米。3#平衡钢丝绳于2000年9月27日更换使用,截止断绳为止,该绳的使用周期为28个月。某矿平衡钢丝绳断绳事故分析报告。 二、事故经过: 2003年1月1日检查3#平衡钢丝绳时发现锈蚀情况逐渐加重,并且有散股现象,用铁丝进行捆绑后继续使用;并加大对平衡钢丝绳检查力度,由规定的每周检查一次改为每4天检查一次。2003年2月3日检查发现在距大罐26米处有3根断丝,此后改为每天检查一次;并开始准备平衡钢丝绳更换工作。2月8日平衡钢丝绳已到位,其它准备工作已基本完成。2003年2月9日检查发现散股点增多,在距大罐26米处3#平衡钢丝绳断一边股,在距大罐20米处又断一边股。2月10日专业根据日报表组织检查,发现平衡钢丝绳状态不良,距大罐26米处断股增加至两股;断股面积占总截面的6.3%(规定不得超过10%),要求更换平衡钢丝绳。矿在2月10日下午4:00生产会上决定于2003年2月12日早8点
到18点停产更换平衡钢丝绳。2月11日早5:40大罐正常运行到井口停车位置正常停车后,在距大罐26米处3#平衡钢丝绳发生断裂,造成断绳事故。事故发生后,矿立即组织有关部门进行处理,于13日晚23:00将断绳处理完毕,造成直接事故影响时间41小时。13日凌晨开始巡查井筒装备,除泄漏通讯和下井打卡电缆损坏外,供电电缆、罐道等井筒装备均未损伤。随后开始更换平衡钢丝绳,鉴于另两根平衡钢丝绳均已锈蚀较严重,于2月15日早9点三根平衡钢丝绳全部更换完毕正常运行。 三、事故原因: 1、矿专业领导对钢丝绳的锈蚀情况认识不足,采取措施不及时、不得力,是事故的主要责任。 2、机电部对钢丝绳检查记录所表现的问题没有引起足够的重视,更没有提出专业的主导意见,专业管理不到位,是事故的重要原因。 3、工区安全管理责任制落实不好,未及时总结钢丝绳使用周期及变化规律,3#平衡钢丝绳使用周期较长,锈蚀较严重;未引起充分重视,现场管理不到位,也是事故的重要原因。
断口分析
故障件的断口分析 在形形色色的故障分析过程中,人们常会瞧到一些损坏零件的断口,但就是人们缺乏“读懂”它的经验,不能从它的断口处判断其损坏的真正原因而贻误了战机。这里结合整改过程中的一些实例作些介绍,希望能对您有所帮助! 对于汽车常用碳素钢与合金钢而言,其常见断口有: 1.韧性(塑性)断口:发生明显塑性变形的断裂统称为塑性断裂。断口形貌为韧性(塑性)断口,断口呈暗灰色没有金属光泽瞧不到颗粒状形貌,断口上有相当大的延伸边缘。 2.疲劳弯曲断口: 2-1 在抗拉极限范围内的疲劳弯曲断口:出现典型的疲劳裂纹源区、裂纹扩展区与瞬时断裂区特征(下面将详 述)。 2-2 超过抗拉极限范围内的弯曲断口:不具有典型的疲劳断口特征,属于不正常的弯曲断裂。其断口特征:沿弯 曲方向上下呈灰褐色无金属光泽的断层;而内层呈银 灰色白亮条状新断口(见图1)。
图1 3.典型的金属疲劳断口 典型的疲劳断口定会出现疲劳裂纹源区、裂纹扩展区与瞬时断裂区三个特征。断口具有典型的“贝壳状”或称“海滩状”。
3-1 疲劳裂纹源区:就是疲劳裂纹萌生的策源地,它处于机件的表面,形状呈平坦、白亮光滑的半圆或椭圆形,这就是因为疲劳裂纹的扩展过程速度缓慢,裂纹经反复挤压摩擦而形成的。它所占有的面积较其她两个区要小很多。疲劳裂纹大多就是因受交变载荷的机件表面有缺陷;譬如裂纹、脱碳、硬伤痕、焊点等缺陷形成应力集中而引起的。疲劳裂纹点在同一个机件上可能有多处,换句话说可能有多处疲劳裂纹源区,这需要我们去仔细解读疲劳断口。 3-2 疲劳裂纹扩展区:就是形成疲劳裂纹后慢速扩展的区域。它就是判断疲劳断裂的最重要的特征区。它以疲劳源区为中心,与裂纹扩展方向垂直呈半圆形或扇形的弧线,也称疲劳弧线呈“贝纹状”。疲劳
轴和齿轮的设计及应用外文翻译、中英文翻译、外文文献翻译
英文原文: SHAFT AND GEAR DESIGN Abstract: The important position of the wheel gear and shaft can' t falter in traditional machine and modern machines. The wheel gear and shafts mainly install the direction that delivers the dint at the principal axis box. The passing to process to make them can is divided into many model numbers, useding for many situations respectively. So we must be the multilayers to the understanding of the wheel gear and shaft in many ways Key words : Wheel gear ; Shaft In the force analysis of spur gears, the forces are assumed to act in a single plane .We shall study gears in which the forces have three dimensions.The reason for this, in the case of helical gears, is that the teeth are not parallel to the axis of rotation. And in the case of bevel gears, the rotational axes are not parallel to each other. There are also other reasons, as we shall learn.Helical gears are used to transmit motion between parallel shafts. The helix angle is the same on each gear, but one gear must have a right-hand helix and the other a left-hand helix. The shape of the tooth is an involute helicoid. If a piece of paper cut in the shape of a parallelogram is wrapped around a cylinder, the angular edge of the paper becomes a helix. If we unwind this paper, each point on the angular edge generates an involute curve. The surface obtained when every point on the edge generates an involute is called an involute helicoid. The initial contact of spur-gear teeth is a line extending all the way across the face of the tooth. The initial contact of helical gear teeth is a point, which changes into a line as the teeth come into more engagement. In spur gears the line of contact is parallel to the axis of the rotation; in helical gears, the line is diagonal across the face of the tooth. It is this gradual of the teeth and the smooth transfer of load from one tooth to another, which give helical gears the ability to transmit heavy loads at high speeds. Helical gears subject the shaft bearings to both radial and thrust loads. When the thrust loads become high or are objectionable for other reasons, it may be desirable to use double helical gears. A double helical gear (herringbone) is equivalent to two helical gears of opposite hand, mounted side byside on the same shaft. They develop opposite thrust reactions and thus cancel out the thrust load. When two or more single helical gears are mounted on the same shaft,the hand of the gears should be selected so as to produce the minimum thrust load Crossed-helical, or spiral, gears are those in which the shaft centerlines are neither parallel nor intersecting. The teeth of crossed-helical fears have point contact with each other, which changes to line contact as the gears wear in. For this reason they will carry out very small loads and are mainly for instrumental applications, and are definitely not recommended for use in the transmission of power There is on difference between a crossed heli cal gear and a helical gear until they are mounted in mesh with each other. They are manufactured in the same way. A pair of meshed crossed helical gears usually have the same hand; that is , a right-hand driver goes with a right-hand driven. In the design of crossed-helical gears, the minimum sliding velocity is obtained when the helix angle are equal. However, when the helix angle are not equal, the gear with the larger helix angle should be used as the driver if both gears have the same hand Worm gears are similar to crossed helical gears. The pinion or worm has a small number of teeth, usually one to four, and since they completely wrap around the pitch cylinder they are called threads. Its mating gear is called a worm gear, which is not a true helical gear. A worm and worm
减速机轴断裂分析
减速机轴断裂分析 摘要:本文较客观地分析了在日常设备维修工作中常见的轴断裂原因,从根本上解决处理轴断裂问题,确保设备安全,经济、稳定运行,创造较好的经济效益。 关键词:轴;断裂;原因;分析 Abstract: This paper objectively analyzed the causes of shaft fracture is common in daily equipment repair work, handle shaft fracture problem fundamentally, ensure the equipment safety, economy, stability, and create good economic benefit. Keywords: shaft; fracture; reason analysis 中国分类号:TGll5.2文献标识码:A文章编号: 在水泥生产工作中,经常会遇到轴的断裂情况:如减速机齿轮轴、大型风机轴、斗式提升机轴等。能正确地分析断轴的原因,对新轴的加工制作、材质选择、热处理方法及轴的安装、调整、使用、日常维护至关重要。现对一例断轴原因进行分析。 亚泰水泥公司制成车间2#水泥磨于1999年12月投人使用,于2007年5月29日发现二段轴轴向串动严重,后经修复进行使用,使用效果不理想,只能少投料,影响生产。决定更换新轴后运行十余天该轴与齿轮配合处断裂。 经过分析判断,这次故障的原因主要是生产厂家在生产过程中加工装配及热处理方法上存在一定的问题,主要表现在:1、加工出现误差,齿轮轴及齿轮配合不达标,而导致装配过松,经过长时间运行,齿轮轴及齿轮配合出现松动。使齿轮磨损后产生轴向推力,造成高速齿轴向串动。2、热处理不当是造成齿轮轴断裂的主要原因。 查阅减速机轴的有关技术资料为:该轴采用17CrNiMo6钢制造,轴整体经调质处理后,表面进行中频处理,使轴表面及根部洛氏硬度达到59~62HRC。1理化检验1.1断轴宏观分析断裂位于减速机轴表面退刀槽根部,见图1。 图1轴断裂位置(mm) 宏观断口见图2,断口表面有较明显的贝壳状花样,属于典型的疲劳断裂。断口由疲劳裂源区、裂纹扩展区和瞬间断裂区三个区域组成。
钢丝绳断裂处理报告
****13#栋塔吊钢丝绳断裂 调查处理报告 建设单位:******************* 监理单位:********************** 施工单位:************************* 事件发生时间:2015年8月5日晚7点15分 事件发生地点:*********************** 事件发生经过: 2015年8月5日晚7点15分13#栋塔吊(QTZ63)在13#栋西单元屋面现浇起吊施工作业过程中,当塔吊起吊横臂旋转至12#栋西侧时,吊钩钢丝绳突然断裂,使混凝土料斗跌落在车库顶板上面未造成严重后果的安全事故。 事件原因分析: 主要原因是13#栋塔吊司机观察能力不强,安全意识淡薄,检查不到位,致使钢丝绳起了折痕而未被发现导致钢丝绳突然断裂。次要原因是租赁单位对塔吊司机安全教育、培训、学习教育不够,安全管理、日常保养和维修保养检查落实不到位应负主要管理责任以及项目部管理人员、安全员未及时巡视检查,对塔吊日常保养和维修保养制度监管不力。 事件整改措施: 根据事故原因分析,租赁单位(**********************)对本公司塔吊司机的安全知识、有关安全生产的法律、法规和塔式起
重机械的安全技术操作规程教育不到位,安全意识淡薄,忽视了安全生产的重要性。虽此次事故未造成人员伤害和财产损失,但性质严重。根据发生事故后四不放过的原则对事故的责任人塔吊司机处以600.00元罚款,对事故管理责任单位租赁公司罚款2000.00元一以及项目部安全员罚款600.00元。事故发生后引起项目部的高度重视,立即召集塔吊租赁方、塔吊司机、项目部主管生产安全负责人、安全员及劳务公司负责人立即安排专人对12#、13#、15#三台塔吊进行全面检查,排除一切事故隐患,把事故消灭在萌芽状态,确保塔吊安全正常运转。这次塔吊事故的发生,说明了租赁方和项目部在塔吊安全管理方面存在一定的问题,管理不到位,租赁方和项目部生产、安全部门加强对塔吊的安全管理力度,对忽视安全生产、违章指挥、违章操作,违反劳动纪律的人和事要严重处罚,决不手软,确保施工安全。 ************************* ******************* 2015年8月8日
外文翻译--齿轮和齿轮传动
Gears and gear drive Gears are the most durable and rugged of all mechanical drives. They can transmit high power at efficiencies up to 98% and with long service lives. For this reason, gears rather than belts or chains are found in automotive transmissions and most heavy-duty machine drives. On the other hand, gears are more expensive than other drives, especially if they are machined and not made from power metal or plastic. Gear cost increases sharply with demands for high precision and accuracy. So it is important to establish tolerance requirements appropriate for the application. Gears that transmit heavy loads or than operate at high speeds are not particularly expensive, but gears that must do both are costly. Silent gears also are expensive. Instrument and computer gears tend to be costly because speed or displacement ratios must be exact. At the other extreme, gears operating at low speed in exposed locations are normally termed no critical and are made to minimum quality standards. For tooth forms, size, and quality, industrial practice is to follow standards set up by the American Gear Manufactures Association (AGMA). Tooth form Standards published by AGMA establish gear proportions and tooth profiles. Tooth geometry is determined primarily by pitch, depth, and pressure angle. Pitch:Standards pitches are usually whole numbers when measured as diametral pitch P. Coarse-pitch gearing has teeth larger than 20 diametral pitch –usually 0.5 to 19.99. Fine-pitch gearing usually has teeth of diametral pitch 20 to 200. Depth: Standardized in terms of pitch. Standard full-depth have working depth of 2/p. If the teeth have equal addenda(as in standard interchangeable gears) the addendum is 1/p. Stub teeth have a working depth usually 20% less than full-depth teeth. Full-depth teeth have a larger contract ratio than stub teeth. Gears with small numbers of teeth may have undercut so than they do not interfere with one another during engagement. Undercutting reduce active profile and weakens the tooth. Mating gears with long and short addendum have larger load-carrying capacity than standard gears. The addendum of the smaller gear (pinion) is increased while that of larger