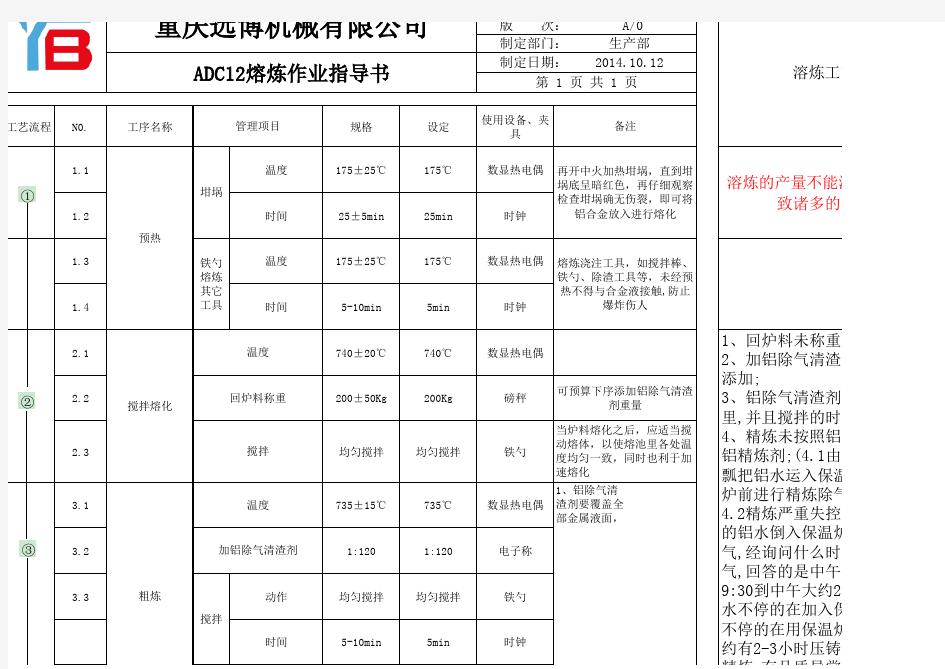
熔炼作业指导书
工艺流程N0.工序名称规格设定使用设备、夹具
1.1温度175±25℃175℃数显热电偶1.2时间25±5min 25min 时钟1.3温度175±25℃175℃数显热电偶1.4时间5-10min 5min 时钟
2.1740±20℃740℃数显热电偶
2.2200±50Kg 200Kg 磅秤2.3均匀搅拌均匀搅拌铁勺
3.1735±15℃735℃数显热电偶1、铝除气清
渣剂要覆盖全
部金属液面,
防止氧化和吸
3.21:1201:120电子称
3.3动作均匀搅拌均匀搅拌铁勺
时间5-10min 5min 时钟重庆远博机械有限公司
编 号: Q/YB ZY-SC-02溶炼工艺异 版 次: A/0 制定部门: 生产部ADC12熔炼作业指导书
制定日期: 2014.10.12第 1 页 共 1 页管理项目备注预热
坩埚再开中火加热坩埚,直到坩埚底呈暗红色,再仔细观察
检查坩埚确无伤裂,即可将
铝合金放入进行熔化
溶炼的产量不能满足,导
致诸多的问题点发生铁勺熔炼其它工具熔炼浇注工具,如搅拌棒、
铁勺、除渣工具等,未经预
热不得与合金液接触,防止
爆炸伤人
搅拌熔化温度1、回炉料未称重;2、加铝除气清渣剂时未能按照比例添加;3、铝除气清渣剂未均匀的洒在坩埚里,并且搅拌的时间不够.4、精炼未按照铝水的重量比来添加铝精炼剂;(4.1由于未用水包,只用瓢把铝水运入保温炉,未在倒入保温炉前进行精炼除气;4.2精炼严重失控,早上9:30把粗炼的铝水倒入保温炉,未加铝精炼剂除气,经询问什么时候加加铝精炼剂除气,回答的是中午,分析:因为早上9:30到中午大约2-3小时,熔炼的铝水不停的在加入保温炉,压铸的员工不停的在用保温炉用的铝; 所以大约有2-3小时压铸出来的产品未进行
精炼,有品质异常的波动情况)粗炼温度加铝除气清渣剂搅拌
回炉料称重可预算下序添加铝除气清渣剂重量
搅拌当炉料熔化之后,应适当搅
动熔体,以使熔池里各处温
度均匀一致,同时也利于加
速熔化
①②③
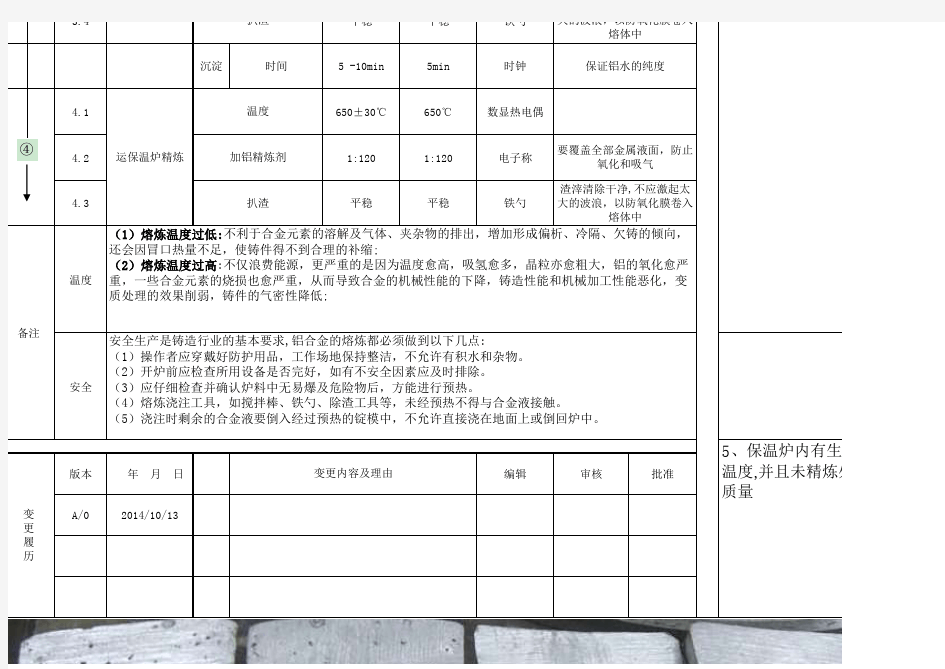
3.4平稳平稳铁勺沉淀时间 5 -10min 5min 时钟
4.1650±30℃650℃数显热电偶
4.21:1201:120电子称4.3平稳平稳铁勺
温度安全版本 年 月 日编辑审核批准A/02014/10/13
精炼,有品质异常的波动情况)渣滓清除干净,不应激起太大的波浪,以防氧化膜卷入
熔体中
保证铝水的纯度运保温炉精炼扒渣温度加铝精炼剂要覆盖全部金属液面,防止
氧化和吸气
扒渣渣滓清除干净,不应激起太
大的波浪,以防氧化膜卷入
熔体中备注
(1)熔炼温度过低:不利于合金元素的溶解及气体、夹杂物的排出,增加形成偏析、冷隔、欠铸的倾向,还会因冒口热量不足,使铸件得不到合理的补缩;(2)熔炼温度过高:不仅浪费能源,更严重的是因为温度愈高,吸氢愈多,晶粒亦愈粗大,铝的氧化愈严重,一些合金元素的烧损也愈严重,从而导致合金的机械性能的下降,铸造性能和机械加工性能恶化,变
质处理的效果削弱,铸件的气密性降低;
安全生产是铸造行业的基本要求,铝合金的熔炼都必须做到以下几点: (1)操作者应穿戴好防护用品,工作场地保持整洁,不允许有积水和杂物。 (2)开炉前应检查所用设备是否完好,如有不安全因素应及时排除。 (3)应仔细检查并确认炉料中无易爆及危险物后,方能进行预热。
(4)熔炼浇注工具,如搅拌棒、铁勺、除渣工具等,未经预热不得与合金液接触。
(5)浇注时剩余的合金液要倒入经过预热的锭模中,不允许直接浇在地面上或倒回炉中。
5、保温炉内有生料加入,影响铝水的温度,并且未精炼处理,严重影响产品
质量
变
更
履
历变更内容及理由④
常的波动情况)
生料加入,影响铝水的处理,严重影响产品