某阀门企业ERP编码原则规范
XXX阀门有限公司编号原则2.0版
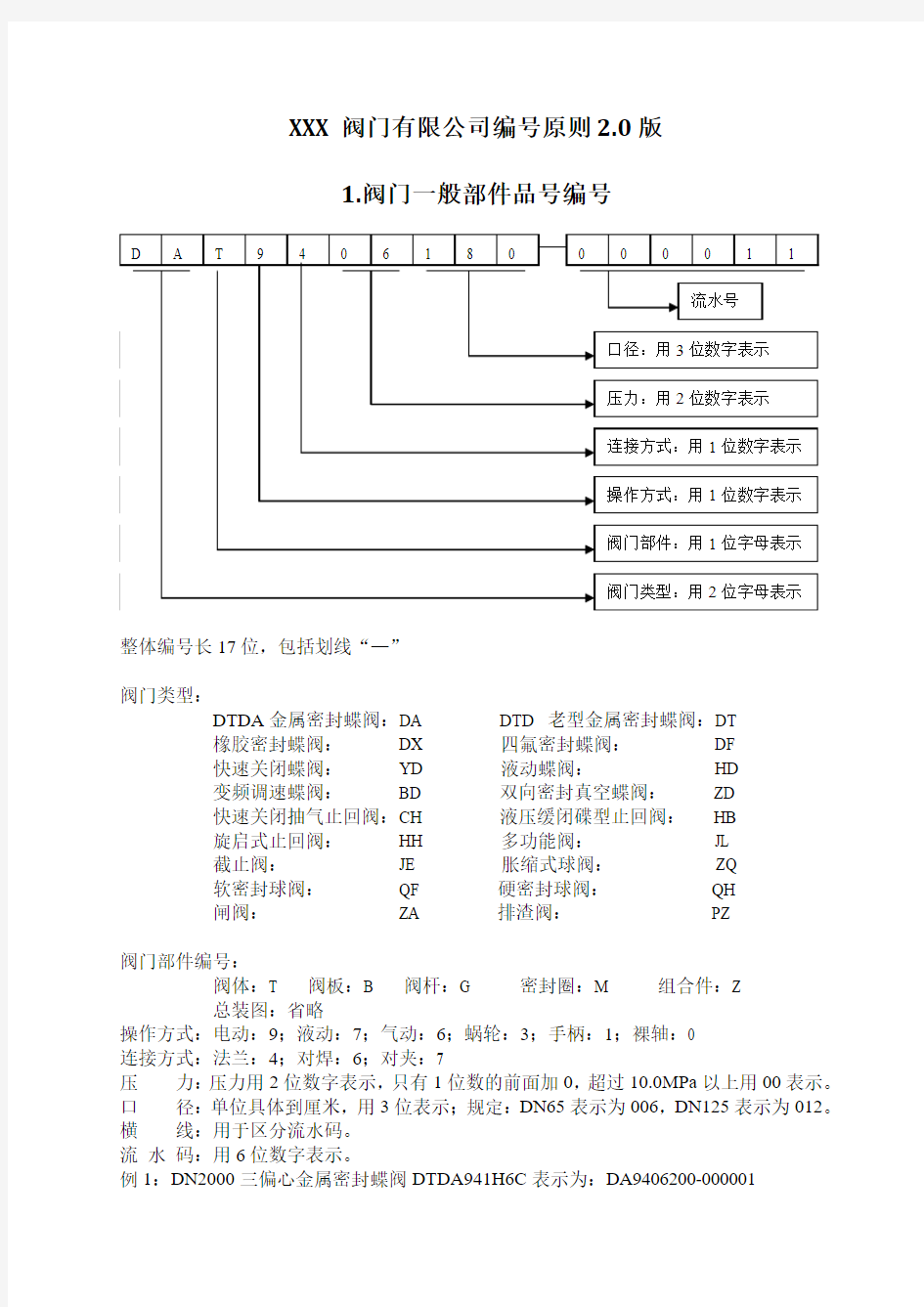
1.阀门一般部件品号编号
整体编号长17位,包括划线“—”
阀门类型:
DTDA金属密封蝶阀:DA DTD 老型金属密封蝶阀:DT
橡胶密封蝶阀:DX 四氟密封蝶阀:DF
快速关闭蝶阀:YD 液动蝶阀:HD
变频调速蝶阀:BD 双向密封真空蝶阀:ZD
快速关闭抽气止回阀:CH 液压缓闭碟型止回阀:HB
旋启式止回阀:HH 多功能阀:JL
截止阀:JE 胀缩式球阀:ZQ
软密封球阀:QF 硬密封球阀:QH
闸阀:ZA 排渣阀:PZ
阀门部件编号:
阀体:T 阀板:B 阀杆:G 密封圈:M 组合件:Z
总装图:省略
操作方式:电动:9;液动:7;气动:6;蜗轮:3;手柄:1;裸轴:0
连接方式:法兰:4;对焊:6;对夹:7
压力:压力用2位数字表示,只有1位数的前面加0,超过10.0MPa以上用00表示。口径:单位具体到厘米,用3位表示;规定:DN65表示为006,DN125表示为012。横线:用于区分流水码。
流水码:用6位数字表示。
例1:DN2000三偏心金属密封蝶阀DTDA941H6C表示为:DA9406200-000001
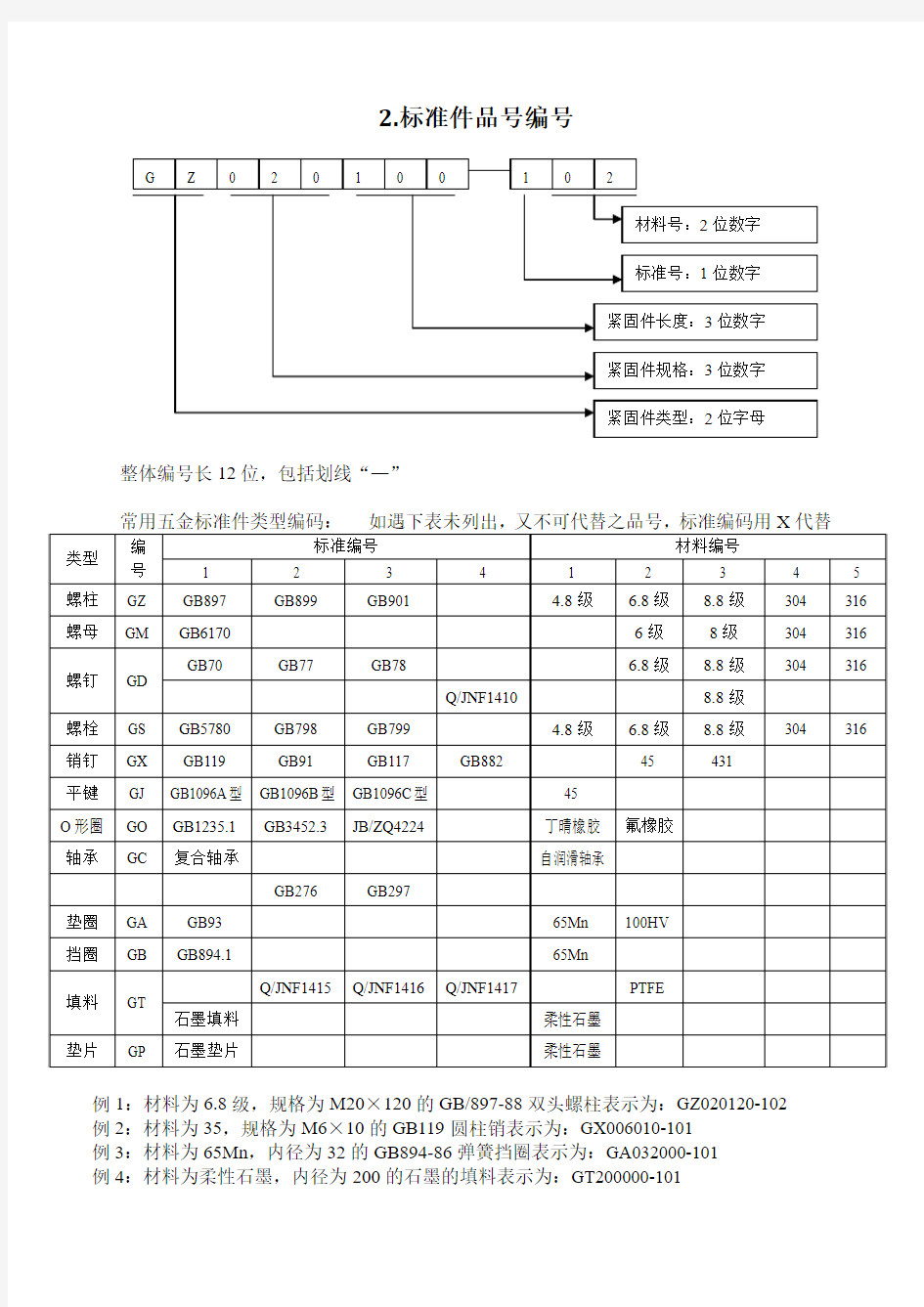
整体编号长12位,包括划线“—”
例1:材料为6.8级,规格为M20×120的GB/897-88双头螺柱表示为:GZ020120-102 例2:材料为35,规格为M6×10的GB119圆柱销表示为:GX006010-101
例3:材料为65Mn,内径为32的GB894-86弹簧挡圈表示为:GA032000-101
例4:材料为柔性石墨,内径为200的石墨的填料表示为:GT200000-101
整体编号长10位,包括划线“—”
例1:材料为Q235A的Q/JNF1420-2004-1000的对开压圈表示为:TC1000-101 例2:材料为Q235A的Q/JNF1401.1-2004-80的填料压盖表示为:TA0080-202 例3:材料为WCB 的Q/JNF1401-2004-40的填料压盖铸件表示为:TA0040-111
4传动装置品号编号
驱动装置类型编号:9D表示电动装置(原为9DQC)
3D表示手动装置(原为DQC)
0D表示未接电装
例1:蜗轮型号为8000型手轮驱动的传动装置的蜗杆表示为:3D080-011
例2:蜗轮型号为12000型,电装型号为2SA3032的传动装置中的蜗轮箱品号表示为:9D120SA-101
某机械制造厂ERP 物料编码规则v4.2
玉柴机器股份有限公司超级引擎ERP实施项目 物料主数据规则 作者: 陈贻云 日期: 2004-8-1 版本: Version 4.2
玉柴机器股份有限公司超级引擎ERP实施项目--------------------1物料主数据规则----------------------------------------------1文档目的-------------------------------------------------------------------------------- 3关键联系信息-------------------------------------------------------------------------3以下为正文----------------------------------------------------------------------------------3
文档目的 本文档资料的目的是制定物料主数据编码等的规则,以规范物料的编码、描述及物料分类。 关键联系信息 以下为正文 一,物料编码要求 每一个企业都要管好人财物,物料就是企业的一种有形财务。ERP系统的“物料”就是指为了产品销售出厂(库),需要列入计划、控制库存、控制成本的一切不可缺少的物的统称。即是指从原材料、零件、半成品到成品的所有项目。物料的内容包括基本资料,财务资料,计划资料,库存资料等。物料编码就是对这些需要管理的物料分配一个代码以便识别、记录、统计等。 编码原则: 1、E RP系统中的物料编码与物料现用图号(图样代号)分离,在给定分类规则下 由系统自动生成。 2、物料编码采用顺序编号的识别码。 3、物料描述反映物料现用图号(代号)和名称,以准确定义物料,使每个人对其 理解保持统一。 4、产品结构数据在PDM系统管理,仍采用图号(图样代号)和名称的方式描述 和传递产品及其结构。 二、物料类型定义 将具有同一基本属性的物料集合起来并归纳为同一物料类型。 产品物料 下图表明了产品物料在产品实现过程中的位置及相互关系。
ERP系统中物料编码的原则和方法
ERP系统中物料编码的原则和方法 在企业信息系统的建设中,物料编码的确定往往是比较头痛的事情,因为编码方案既要考虑现实,又要考虑长远,既要考虑使用习惯,又要讲究科学规范。如果考虑不周,包含不全,编码规则就得经常修改,不仅造成工作量增大,还影响系统运行。因此,怎样制定一套完整实用,扩充性强,又能满足系统要求的编码方案,是每个企业在信息化建设中都必须解决的问题。本文就编码的一些思路和做法进行必要的阐述。 1、物料的定义及编码的作用 首先我们要明白物料的含义是什么,根据ERP系统的通用定义,“物料”是为了产品出厂,需要列入计划的一切不可缺少的物资的统称,不只是原材料或零件,还包括毛坯、在制品、半成品、成品、外购件、包装材料、产品说明书,甚至还包括工装工具、劳保用品、能源等等的一切物料。 ERP系统要利用计算机来处理大规模的数据,物料编码作为关键数据是人和计算机使用所有其他数据元素的基础,它可以记录生产过程中物料的运动变化情况,跟踪物料的动向。物料数据有了规范化的编码,还能便于计算机识别和检索,便于对物料进行高效、有序的管理,便于系统对物料进行分类、检索与统计,以及便于物料信息的交换与共享,所以物料编码是ERP系统中作为的一个关键主数据是决不可少的。但是在ERP系统中物料代码最主要的是作为物料的标识符来使用的,而不是一种描述符,因此物料编码并不要求带什么含义,最根本的是要到做唯一性就行了,即:一物一码。同一种物料,不论出现在什么产品上,只能用同一个代码;而不同的物料,那怕有极微小的区别也不得用同一个代码。一般地,只要物料的物理或化学性质有变化、只要物料要在仓库中存储、就必须为其指定一个编码,举例,如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须取不同的物料编码。 2、编码的原则 从ERP系统的技术角度来看,并不需要编码自身表示出多少信息,也不要求有什么含义,系统只要求每项物料都有一个唯一的代号就行了,用流水号表示编码也是可以的,而且具有适应性强、弹性空间大的优势。但是通常人们认为编码还是应该有一定含义的,希望通过编码一看就知道是什么东西,编码能代表物料的一些属性。但物料的含义太多以后就会给编码带了很大的难度,因为物料对于不同的部门有着不同的属性需要,想要将所有的属性都反映到编码中去,必须考虑的众多的因素,必然使编码规则变得复杂和繁琐,编码的长度也会随着满足特性的要求而不断地延长,而有很多物料的属性还是在不断发展变化的,也是不可预测的,这样在编码中如何分类,如何给位,造成了不确定性,如果预计不足或考虑不周,将来码位不够用时,就要修改编码规则,必须将以前所有的物料编码
阀门型号命名原则
阀门型号编制方法、阀门编号说明、阀门命名 2007-5-15 07:09 阀门型号编制方法、阀门编号说明 阀门型号通常应表示阀门类型、驱动方式、连接形式、结构特点、公称压力、密封面材料、阀体材料等要素。阀门型号的标准化对阀门的设计、选用、经销,提供了方便。当今阀门的类型和材料种类越来越多,阀门型号的编制也愈来愈复杂。我国虽然有阀门型号编制的统一标准,但逐渐不能适应阀门工业发展的需要。目前,阀门制造厂一般采用统一的编号方法;不能采用统一编号方法的,各生产厂可按自己的情况制订出编号方法。 当阀门还具有其他功能作用或带有其他特异结构时,在阀门类型代号前再加注一个汉语拼音字母,按下表的规定。
二单元:传动方式 安全阀、减压阀、疏水阀、手轮直接连接阀杆操作结构形式的阀门,本代号省略,不表示; 对于气动或液动机构操作的阀门:常开式用6K、7K表示;常闭式用6B、7B表示;防爆电动装置的阀门用9B表示。 三单元:连接型式 四单元:结构型式 阀门结构形式用阿拉伯数字表示,按下表规定。 闸阀结构形式代号
截止阀、节流阀和柱塞阀结构形式代号 球阀结构形式代号 蝶阀结构形式代号 隔膜阀结构形式代号
旋塞阀结构形式代号 止回阀结构形式代号 安全阀结构形式代号 减压阀结构形式代号 蒸汽疏水阀结构形式代号
排污阀结构形式代号 五单元:密封副材料 六单元:公称压力数值用阿拉伯数字直接表示,它是MPa的10倍
举例:Z543H-16C 伞齿轮传动法兰连接平板闸阀,公称压力1.6MPa,阀体材料为碳钢 阀门的命名 阀门的名称按传动方式、连接形式、结构形式、衬里材料和类型命名。但下面内容在命名中均予省略: (1) 连接形式中:“法兰”。 (2) 结构形式中: a:闸阀的“明杆”、“弹性”、“刚性”和“单闸板”; b:截止阀和节流阀的“直通式”; c:球阀的“浮动”和“直通式”; d:蝶阀的“垂直板式”; e:隔膜阀的“屋脊式”; f:旋塞阀的“填料”和“直通式”; g:止回阀的“直通式”和“单瓣式”; h:安全阀的“不封闭”。 (3) 阀座密封面材料中的材料名称。
ERP编码原则
****实业有限公司ERP编码原则 目录 1 前言 (1) 2 编码基本原则 (1) 3 物资编码 (3) 3.1金属材料 (6) 3.2机电类 (8) 3.3辅料 (12) 3.4工具类 (13) 3.5化工、木材、油料 (26) 3.6标准件 (27) 3.7机床备件 (35) 4 半成品编码 (38) 5 产成品编码 (38) 6 仓库编码 (39) 6.1仓库编码 (39) 6.3入库类别编码 (40) 6.4出库类别编码 (41) 7 供应商编码 (41) 8 客户编码 (43) 9 员工编码 (44)
12 部门编码 (46)
1 前言 为了满足ERP系统的要求,须对全厂的某些信息资源进行编码,如:产品、原辅料、人员、部门、客户、供应商、仓库、货位、设备、科目、工艺文件、工序等信息进行编码,此文即是对ERP系统所涉及到的编码及编码规则进行说明。 2 编码基本原则 所谓编码,是指对于某一类信息赋予代码的过程。 编码的目的是用规定的字符来代表复杂的概念。这种复杂的概念若用文字叙述,则必将冗长和累赘。将某些信息赋予编码后,可以非常方便地对这些编码所代表的信息进行区分或聚合成类,便于查询、统计分析和汇总。 编码设计的目标是对ERP系统所涉及到的,围绕产品设计、工艺编制、物料的采购、加工制造、检验交货、生成财务帐表等全过程所经由的物流、信息流、资金流的各个环节进行信息编码。 为保证信息编码在系统运行中发挥较高的效率、并保证在未来的信息化建设中持续地发挥作用,在编码的编制中应遵循以下几项原则: (1)唯一性:在一个分类编码标准中,每一个编码对象仅应有 一个代码,而一个代码只唯一表示一个编码对象。 (2)合理性:代码结构与分类体系相适应,自行编码符合总体 编码原则,合理定义。 (3)可扩充性:每一类编码设计等长,应留有适当的后备容量,
ERP系统物料编码规则.pdf
ERP系统物料编码规则 一、物料编码的原则 编码的目的在于将物料化繁为简,便于物料的管理和识别,节省 阅读、填写、抄录的时间与手续,减少错误机会的,因此,物料编码 在应用文字、符号或数字上要力求简单、明了,并遵循简单性、完整 性、单一性、分类展开性、一贯性、可伸缩性、组织性、适应计算机 管理、充足性和易记性等原则。 二、物料编码的意义 (一)物料编码的定义:物料编码是以简短的文字、符号或数字、 号码来代表物料、品名、规格或类别及其他有关事项的一种管理工具。 (二)物料编码的意义: 1、增强所用物料资料的正确性。 物料的领发、验收、请购、跟催、盘点、储存、记录等一切活动 均以物料编码为依据进行查核,因此物料数据更加正确。杜绝了一物 多名,一名多物或物名错乱等现象的发生。 2、提高物料管理的工作效率。以编码代替文字的记述,使物料更 加简便省事,从而提高物料管理工作的效率。 3、利于计算机的管理。物料管理在彻底推行物料编码之后,才能进一步利用计算机作更有效的处理, 以达到计算机系统管理的效果。 4、降低物料库存和成本。物料编码既有利于库存量的控制,又 利于防止呆料的发生,提高管理工作的效率,从而减少资金的积压, 降低管理的成本。
5、防止物料舞弊事件的发生。物料一经编码后,其记录正确而迅 速,储存井然有序,可以减少物料舞弊事件的发生。 6、便于物料的领用。每一种物料均有正确的统一的编码,对用料 部门的物料领用和仓库发料都十分方便。 三、物料编码的规则 (一)物料大类分类及编码规则 根据财务核算和物流管理的需要,结合工作的实际情况,将现公 司的所有物料分为九个大类, 每一大类又分为几个小类,小类之后又 根据物料的属性、特征和使用状况进行分类。 每一物料总的编码为12位,共分三层。第一层为第一大类占第1位,用物料名称第一个汉字的汉语拼音的第一个大写字母代替;第二 层为第二类占第2、3位, 用两位数字01,02,03……99代替。第三层为细分类,占第4至12位,每一位可根据各种物料赋与不同的含义。 (二)第一层和第二层的分类和编码 1、产成品(C)——摩前减(01) 摩后减(02) 轻型车前(03) 轻型车后(04) 微轿前减(05) 微轿后减(06) 其他车型(07) 其他(08) 2、自制半成品(Z)——摩前减(01) 摩后减(02) 轻型车前(03) 轻型车后(04) 微轿前减(05) 微轿后减(06) 其他车型(07) 其他(08) 3、外购件(W)——摩前减(01) 摩后减(02) 轻型车前(03) 轻型车后(04) 微轿前减(05) 微轿后减(06) 其他车型(07) 其他(08) 4、包装物(B)——包装箱(01) 塑料袋(02) 打包带(03) 打包
ERP电子物料编码规则
物料编码规则 订制: 审核: 批准:
目录 一、目的 (2) 二、造用范围 (2) 三、物料编码的基本运作程序 (2) 四、物料编号规则 (3) 五、编号规则说明 (4) 5.1电阻器R es is to r (4) 5.2电容器Capa ci to r (5) 5.3电感器Inductor (7) 5.4半导体器件Semiconductor (8) 5.5晶振OSC (9) 5.6显示器件Di sp al y (9) 5.7开关Switch On-O ff (10) 5.8插座JACK (11) 5.9五金件Me ta l (13) 5.10线W ir e (14) 5.11包装材料P ac ka gi ng (15) 5.12辅助材料 (16)
一、目的 随着我公司规模的不断扩大,物料的品种越来越多,为了便于物料管理以及公司运作体系的不断完善。特制定出能代表每一种物料的编码规则。 1、使物料更有序的管理 2、方便物料的查找 3、方便交叉核对二、造用范围适用于现阶段我公司生 产产品所使用的生产性主要材料。三、物料编码的 基本运作程序 1、新机种需编BOM单的物料全在公司拥有的物料系统中查找料号。原则上新机种, 尽量不要使用新的物料,以免编码文件不必要的扩大。但实在需要用新物料及编BOM单时发现编码中需要而不存在的物料、料号,请向工程部申请料号。 2、申请料号时应向工程部提供完全而准确物料规格,以便准确的输入电脑系统。 3、编BOM单时发现编码系统中物料规格不全或有误时,请联系工程部及时改进, 以完善公司的物料系统。 以上程序的遵循及运作有利公司物料系统的完善及今后工作效率的提高。
ERP系统编码规则
ERP系统编码规则文件编码 F200011
ERP 系统编码规则 一、成品编码 E : X X XXX 例:E00000 产品IRCUT--滤光片厚0.21mm-小镜头型3V 二、物料编码 M: X X X X XXX 【电阻 电容 电感类】 表-2 一级编码对照表 电阻 电容 电感 二极管 三极管 集成IC R C L D Q U 传感器 晶振 耦合器 PCB 排插 其它 M Y T P J E 一级 0 1 2 3 4 5 6 7 8 9 类型 IRCUT CCD CMOS AHD IPC CVI 四合一 TVI SDI NVR 二级 0 1 2 3 4 5 6 7 板机版本 无 A B C D E F G IRCUT 0.21 0.30 三级 000 001 002 003 IRCUT 小镜头型3V 小镜头型5V 大镜头型3V 大镜头型5V 板机 三位数字 按软件及像素由小到大排列 (板机型号+软件型号) 二级:产品版本 用一位数字表示 一级:产品类型 用一位数字表示 五级:用三位数字表示 二级:用一位数字表示 三级:用一位数字表示 四级:用一位数字表示 一级:用一位数字表示 三级:产品型号 用三位数字表示
1)电阻 R: 表-3 二级至四级编码对照表 二级 1 2 3 4 8 封装0402 0603 0805 1206 排4D03 三级0 1 2 3 4 功率1/32 1/16 1/10 1/8 1/4 四级0 1 2 精度±1% ±5% ±10% 表-4 五级编码-电阻标称值 000(0R) 101 102 103 104 105 010(1R)121 122 123 124 125 100(10R) 151 152 153 154 155 120 181 182 183 184 185 150 221 222 223 224 225 180 271 272 273 274 275 220 331 332 333 334 335 270 361 362 363 364 365 330 391 392 393 394 395 390 471 472 473 474 475 470 561 562 563 564 565 560 681 682 683 684 685 680 821 822 823 823 825 820 106 特殊电阻对照表 五级900 901 902 903 904 型号49.9R 12.4K 1.15K 44.2R 2.7R 五级905 906 907 908 909 型号37.4R 49.9k 6.19K 6.49K 7.68K 五级910 911 912 913 914 型号31.6K 40.2K 41.2K 53.6K 66.5K 五级915 916 917 918 919 型号80.6K 82.5K 165K 499K 例:MR221100 物料电阻-封装0603-1/10W-精度±5%-阻值10R 2)电容 C: 表-5 二级至五级编码对照表 二级0 1 2 3 4 8 9 封装0402 0603 0805 1206 钽0805 钽1206 三级0 1 2 3 4 9 耐压 6.3V 10V 25V 50V 16V >50V 四级0 1 2 3 精度±5% ±10% ±20% +80%
阀门检验标准(新)
阀门检验标准(新)
一、阀门检验标准 、适用范围 该标准适用于生产的阀门的试验检查项目及有关的方法、判定标准记录等规定。 、试验检查项目 (1)材料检查 (2)外观检查 (3)尺寸检查 (4)构造检查 (5)压力检查 (a) 阀体的耐压检查 (b) 气密检查 (c) 阀体泄露检查 (6)非破坏试验 (7)其他试验 、材料检验 (1)材料检验按照ONS M0004材料管理规定对每一炉必须有相互的制造编号记录表进行管理。 (2)试验方法 (a) 化学成分ONS K 0007 根据材料分析要领书
查标准页码:11/2 、外观检查 外观检查通过目视检查。 (1)铸造品内外面上都不能有有害的缩孔、毛刺、粘壳、夹渣、氧化皮裂缝等欠缺。 (2)铸造品不能有有害的伤痕、花脸、深度拉伤 (3)机械加工面不能有有害的缺陷,不同的光洁度、表面光洁度按图纸指示执行。 (4)阀座面及球垫全部不能有缩孔,伤痕。 (5)两端流量孔要有适度的光洁度。 (6)阀体表面以ONS D 0010阀门表示方法或制作要领书规定的正确表示方法。 、尺寸检查 5.1 尺寸检查使用卡尺、螺纹检规进行检查 (1)法兰尺寸公差参照表1,法兰尺寸公差(JIS),表2法兰尺寸公差(ANSI (2)面间尺寸公差参照表3. (3)两端法兰的平行度及直角度参照表4。 (4)口径(铸造)的公差参照表5。 (5)制作图中没有注明的切削加工公差的参照表6。 (6)制作图中没有注明铸造产品的尺寸公差按照表7。 (7)阀体阀盖结合部的配合公差参照表7。 表3 面间尺寸的公差
密封座的形状 嵌入式 连管焊接式法兰 插管焊接式法兰 一体法兰 a C4C2 C3C1f a f a C4 f 3 C3 d1 D d1T t T t d D a t d D 表1 法兰尺寸公差 (JIS B 2203) 尺寸是关于内径是圆形的情况下时规定。 注 1)阀门原为一体法兰的铸造面的内径d 为s ,为保证壁厚,上记 公差许增加100%。 2)对法兰面间尺寸面一定限制的阀门,法兰厚度t 允许上记公差允 许增加100%。 3)一体法兰及插管焊接式法兰图的一点锁线表示大平面磨的场合。表2法兰允许公差 (ANSI B16.5) (单位㎝) D G t
ERP物料编码规则指南
说明:以物料的编码为主线讲解编码的原则,但所讲编码原则同样适用于系统的客户编码、供货商编码、职员编码、部门编码、单位编码、仓库编码、各种类别编码和其它需要编码的任何项目等。 第一节物料编码的意义 物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其它有关事项的一种管理工具。在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而借着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。物料编码之功能如下: 增强物料资料的正确性 物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。至于一物多名,一名多物或物名错乱之现象不致于发生。 提高物料管理的工作效率 物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。 利于电脑的管理 物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。 降低物料库存、降低成本 物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。 防止物料舞弊事件之发生 物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。 便于物料之领用
库存物料均有正确的统一的名称及规格予以编码。对用料部门的领用以及物料仓库的发料都十分方便。 便于压缩物料的品种、规格 对物料进行编码时,可以对某些性能相近或者相同的物料进行统一、合并和简化,压缩物料的品种、规格。 第二节物料编码的原则 物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则: ●简单性 ●分类展开性 ●完整性 ●单一性 ●一贯性 ●可伸缩性 ●组织性 ●适应电脑管理 ●充足性 ●易记性 一、简单性 编码的目的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,则违反了编码之目的。因切此物料编码在应用文字元号或数字上应力求简单明了,这样可节省阅读、填写、抄录的时间与手续,并可减少其中的错误机会。 物料相当单纯时,只要将物料简单分类为几项即可,物料分类项目多了,就显得很不方便。若物料相当复杂时,就要将大分类再加以细分,这种分类展开也称为多级分类。 二、分类展开性
ERP编码原则[范例]
ERP编码方案 一目的: 为了适应公司网络化的发展,使物料分类、编码标准统一,使ERP管理软件的实施运用有一个必备的基础,特制定此物料编码规则。 二适用范围及定义: 适用于公司所有产品, 所包含如下的内容:成品、半成品、原材料、客供料、外协料、辅料、其它 定义: 成品:在生产车间已包装的产品; 半成品:在公司生产车间或外协工厂至少经过一道加工工序后,需要入库登记帐的零件总称; 原材料:直接从外供应商购买且用于加工生产成品的主要生产材料; 外协件:1.在本公司没有加工工艺而需外协厂商配合第二次以上加工; 2.当外协件与原材料冲突时, 以外协件编码方式编码; 3.当原材料和外协料有冲突时,依原材料为准。 客供料:1)在满足客户订单产品的生产过程中,需用到客户提供的原材料; 2)为满足客户的供货运输需要,需要将客户所订其它公司的货品暂存公司仓库的成品或物料; 辅料:直接或间接用于产品的生产实施过程上,包括包装贮运过程,但用量不可定量的物料; 其它:在无法定义所属类别属性时的一个范围。 三权责: 3.1 推行小组:负责物料编码规则的制定、解释以及增补修订; 3.2 开发中心:a. 负责按编码规则对新物料编号并建立BOM及资料文档; b. 对编码有统一的行使操作权;
3.3 其它部门:严格按技术部的物料编码管理、使用物料,给出建议性意见; 四编码总则: 4.1 坚持一种物料对应一个编码; 4.2 编码有章可循,不会重复,便于实施; 4.3 编码应留有足够的可扩充空间,且有必要加以增加新规定时,被规定种类的物料已由原规则给定编码的,仍 然给用,新规定只适用于该种类新物料的编码; 4.4 编码应具有最大程度的直观性,便于查找、识别; 4.5 编码规则作修改时,应不影响以往的编码体系,避免同一物料重复编码; 4.6 编码由开发中心专人统一编码,同一物料只能有唯一的编码; 4.7 编码基础分类: 五成品编码说明:(A:表示字母;N:表示数字) 5.1针对止退片类: (1)编码第一位为产品大类码,对照表如下: (2)编码第二位为产品性质码,当编码第一位的编号是(1~2)成品的时候, 对照表如下:
ERP系统编码规则
ERP信息系统编码原则 1 外购配件、原材料及其它外购辅具、辅料等物料的信息编码 编码结构为4段共9位,采用的是组合编码公式,具体结构及编码原则如下: 四级:按物料规格区分,用四位数字流水号表示 三级:按物料小类区分,用二位数字表示(01至99) 二级:按物料用途区分,用二位数字表示(01至99) 一级:按物料大类区分,用一位数字表示(0至9) 各级编码说明 注:三级编码没有分类的,第三位一律从“00”开始取值。 物料分类及编码举例 2 产成品、半成品信息编码 产成品、半成品信息编码结构为3层共5位,采用组合编码公式,具体结构及编码原则如下: X . X .XXX 三级:零(部)的流水号,用三位数字表示 二级:产品类型分类,用一位数字表示 一级:按照物料大类分段,数字9表示产成品、数字8表示半成品 产品类型信息编码说明 二级编码编码分类注备 1 件零 金2 合 3 45 9
例子产品编码:TS800H 产成品成半品:TS800H :TS800H 品外协半成客户物资:用于来料加工类物资出入库管理 注:半成品后两段编码保持与产成品后两段编码一致 3 部门编码 格式: XX .XX .XX 组、科室、工段标识(01~99) 二级部门或车间(01~99) 一级职能部门(01~99) 格式说明 编码采用三段数字流水码,段与段之间用小数点隔开。?每段编码均采用2 位数字流水号。?第二、三段编码中若无,则用00填补。?部门编码举例:? 第一段流水号表示一级职能部门:如04表示铸造部。 第二段流水号表示二级部门或车间:如01表示蜡模间。 ××(00-99) 第一段××(00-99) 第××(00-99) ××.××.××
ERP编码原则ERP物料编码原则
定编码原则的要求及注意事项 一.编号应该反应分类 编号如能反应分类,则在打印报表时,同类之数据才会被汇总于一处,将方便被比较或汇总。分类之一般原则是大分类号在前,小分类号在后,依序排列。例如编号时,可以第一、二码表示大分类,第三、四、五码表示中分类,第六、七码表示小分类,之后则径行编以几码的流水号即可。如果担心日后有新增资料发生,则可以在分类号或流水号中预留一些空号以便日后可以插入。 二.编号应该反应顺序 排序是计算机强大功能之一。资料在打印或查询时通常会依资料编号的大小顺序由小到大(或由大到小)排列。因此如果我们需要资料在打印时按照某一种顺序来排列,就应该在编号时对于资料编号之大小顺序事前加以规划。 三.变动属性不应纳入编号 有些资料之某项属性如果在未来有可能发生变动,则绝不可将该属性纳入编号中。否则,一但发生变动时,是否要修改编号将会成为十分困扰的抉择。例如员工所属部门就不可纳入员工编号中,因为员工调动部门是经常可能发生的。其它如客户所属之责任区,商品之分类别(Group Code),业务员的所属区域...等等皆是如此。正确的方法,应将这些属性另设独立的字段表达。 四.编号愈简短愈好 编号之目的在求简化,因此编号位数愈少愈好。如此,可以节省阅读、抄写、输入的作业时间,增加数据处理之效率。再者,由于编号简短,在处理的过程中出错的机率也能够因而降低。 五.避免采用有意义编号 很多人在设计编号时都希望让编号反映某些意义,目的在使编号容易记忆或者可以「望字生义」。因此往往以英文单前缀几码或缩写字母冠于编号上。在编料号时则喜欢把一些规格、尺寸等属性直接反映于料号中。或许在资料笔数少时,这种方式的确可以获得一些方便。但在资料笔数庞大时,此一方法事实上已收不到「易记」的效果,反而使「分类性」、「顺序性」、「弹性」及「唯一性」…等更重要的编号原则难以兼顾,结果只是徒增编号工作的困扰而已。有许多公司,特别是电子电机装配业常常就是为了要理出有意义的料号体系,而使得编号工作变得异常艰巨、耗时,甚至编到一半就夭折而难以接续下去。再不
ERP系统编码规则
E R P系统编码规则 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
ERP信息系统编码原则 1 外购配件、原材料及其它外购辅具、辅料等物料的信息编码 编码结构为4段共9位,采用的是组合编码公式,具体结构及编码原则如下: 四级:按物料规格区分,用四位数字流水号表示 三级:按物料小类区分,用二位数字表示(01至99) 二级:按物料用途区分,用二位数字表示(01至99) 一级:按物料大类区分,用一位数字表示(0至9) 各级编码说明 注:三级编码没有分类的,第三位一律从“00”开始取值。 物料分类及编码举例 2 产成品、半成品信息编码 产成品、半成品信息编码结构为3层共5位,采用组合编码公式,具体结构及编码原则如下: X . X .XXX 三级:零(部)的流水号,用三位数字表示 二级:产品类型分类,用一位数字表示 一级:按照物料大类分段,数字9表示产成 品、数字8表示半成品 产品编码例子 产成品:TS800H 半成品:TS800H 半成品外协:TS800H 客户物资:用于来料加工类物资出入库管理 注:半成品后两段编码保持与产成品后两段编码一致 3 部门编码 格式: XX .XX .XX 组、科室、工段标识(01~99)
二级部门或车间(01~99) 一级职能部门(01~99) 格式说明 ?编码采用三段数字流水码,段与段之间用小数点隔开。 ?每段编码均采用2位数字流水号。 ?第二、三段编码中若无,则用00填补。 ?部门编码举例: 第一段流水号表示一级职能部门:如04表示铸造部。 第二段流水号表示二级部门或车间:如01表示蜡模间。 格式: XXXXX 自10000起的五位流水码 说明 当有员工离职时,该员工的编码将作废并不再启用。新进员工的编码继续按照流水顺序进行编制。
ERP物料编码规则(自行编写)
1.目的 确保各类原材料、半成品、成品能被迅速、正确的识别,防止误用、错用,同时留下记录以便品 质事件发生的追溯。 2.范围 适用于本公司各种原材料、半成品、成品有效的标识和有效的管理,并适应文件档案以利品质文 件处理时能彻底追溯鉴别产品。 3.0 定义 3.1成品:可以直接发市场销售(直接销售给乐彩客户)。 3.2组件:需要进行重新组装或加工的料件。 4.0.资历及培训要求 4.1 简单、实用; 4.2 唯一性; 4.3 统一性; 5.0 内容 5.1 料件编码表示法 5.1.1 用数字1-9表示; 5.1.2 用“0-999”表示中类; 5.1.3 用捌位(8位)数字表示 X XXX XXXX 第阶分类用3个字段,表示、部件的流水号。 第一阶分类用2个字段,表示物料的中类别。 第一阶分类用1个字段,表示物料的大类别。 5.2物料的大的编码分类说明: 5.2.1物料的大类别定义为:成品、半成品、原材料、辅料、包装材料、工装/夹具、客供件、设备,共计8大类。 代码中文描述代码中文描述 1 成品 6 工装/夹具 2 半成品7 客供件 3 原材料8 设备 4 辅料9 未定义 5 包装材料0 未定义
5.3 成品第一阶类别表示法: 1 * ** **** 5.3.1 成品第二阶大类的划分 成品编码 1 * ** **** 成品4位流水号 成品(产品行业类) 成品(行业) 成品(大类别) 5.3.1.1 成品的第二阶类别划分如下: 代码中文描述代码中文描述代码中文描述 1 家电行业 6 身体护理类 2 汽车配件行业7 未定义 3 化妆品行业8 未定义 4 灯具类9 未定义 5 电子电器类0 未定义 5.3.2 成品第三阶小类的划分 成品编码 1 1 01 **** 四位流水号 成品(行业类) 成品(大行业类别) 成品(大类别) 5.3.2.1成品的行业类划分如下(家电): 代码中文描述代码中文描述代码中文描述 01 电水壶07 咖啡机13 未定义 02 电饭煲08 环电厨柜14 未定义 03 电压力锅09 水处理15 未定义 04 料理机10 16 未定义 05 豆浆机11 99 06 多士炉12 5.3.2.2成品的行业类划分如下(汽车配件行业): 代码中文描述代码中文描述代码中文描述01 汽车内饰件07 13 未定义
ERP系统存货分类及存货编码维护规则精编
E R P系统存货分类及存 货编码维护规则精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
ERP系统存货分类及存货档案维护规则 为统一ERP中存货基础信息,对存货进行分类管理,以便于对业务数据的统计和分析,特制定本规则: 一、存货分类: 1.存货分类编码规则为:** ** ** ** 2.存货一级大类分为:原料(01)、辅助材料(02)、半成品(03)、低值易耗品(04)、产成品(05)、模具(06)大类。 原料(01)二级分类为:塑胶原料(0101)、钣金原料(0102)、模具原料(0103)、喷油丝印原料 (0104)等三类。 2.1.1 塑胶原料(0101)三级分类为:按材质分类。色 母、ABS、PP、PE、PS、PC等及再生料 2.1.2 钣金原料(0102)三级分类为:按材质分类。冷 轧、电锌、热锌、热轧、镀铝锌、不锈钢、其他 等; 2.1.2.1 钣金原料(010201)四级分类为:按厚度分 类。
2.1.3 模具原料(0103)按材质分类:45#、CR12、合金铜等 2.1.4 喷油丝印原料(0104)三级分类:不再分类 辅助材料(02)二级分类:轴类、海棉胶带类、包装类、塑料膜类、工模辅料、丝印辅料; 2.2.1 轴类三级分类:螺钉螺母、其他; 2.2.2 海棉胶带类三级分类:衬垫类、海棉胶带泡沫类; 2.2.3 包装类三级分类:纸箱类、印刷品类、容器类、2.2.4 塑料膜类三级分类:保护膜、拉伸膜、EPE膜; 2.2.5 工模辅料三级分类:弹簧、螺丝、导柱导套、顶针冲头、边钉、胶棒等; 2.2.6丝印辅料三级分类:不再分类。 半成品(03):二级分类:海尔塑胶(0301)、海尔钣金(0302)、外单钣金(0303)、外单塑胶 (0304)、塑工(0305)、五工(0306);2.3.1 海尔塑胶三级分类:塑胶半成品(030101)、喷 油半成品(030102)、丝印半成品(030103)2.3.2 海尔钣金以下不分类 2.3.3 外单钣金、外单塑胶三级分类:按客户分类2.3.4 塑工、五工以下不分类
ERP系统物料编码原则及规则
ERP系统物料编码原则及规则 物料编码原则及规则物料编码原则及规则 编码原则 第一节物料编码的意义 物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其他有关事项的一种管理工具。在物料极为单纯、物料种类极少的工厂或许 有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂, 物料编码就显得格外重要了。此时,物料的领发、验收,请购、跟催、盘点、储 存等工作极为频紧,而藉着物料编码,使各部门提高效率,各种物料资料传递迅 速、意见沟通更加容易。物料编码之功能如下: ? 增强物料资料的正确性 物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料 编码可以查核,因此物料数据更加正确。至于一物多名,一名多物或物名错乱之 现象不致于发生。 ? 提高物料管理的工作效率 物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。
? 利于电脑的管理 物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。 ? 降低物料库存、降低成本 物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。 ? 防止物料舞弊事件之发生 物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。 ? 便于物料之领用 库存物料均有正确的统一的名称及规格予以编码。对用料部门的领用以及物料仓 库的发料都十分方便。 第二节物料编码的原则 物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则: l 简单性 l 分类展开性 l 完整性 l 单一性 l 一贯性 l 可伸缩性 l 组织性 l 适应电脑管理
ERP系统中物料的编码原则及方法修订稿
E R P系统中物料的编码 原则及方法 集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-
E R P系统中物料的编码原则及方法制定一套完整实用,扩充性强,又能满足系统要求的编码方案,是每个企业在信息化建设中都必须解决的问题。本文就编码的一些思路和做法进行必要的阐述。 在企业信息系统的建设中,物料编码的确定往往是比较头痛的事情,因为编码方案既要考虑现实,又要考虑长远,既要考虑使用习惯,又要讲究科学规范。如果考虑不周,包含不全,编码规则就得经常修改,不仅造成工作量增大,还影响系统运行。因此,怎样制定一套完整实用,扩充性强,又能满足系统要求的编码方案,是每个企业在信息化建设中都必须解决的问题。本文就编码的一些思路和做法进行必要的阐述。 1、物料的定义及编码的作用 首先我们要明白物料的含义是什么,根据[url=javascript:;]ERP[/url]系统的通用定义,“物料”是为了产品出厂,需要列入计划的一切不可缺少的物资的统称,不只是原材料或零件,还包括毛坯、在制品、半成品、成品、外购件、包装材料、产品说明书,甚至还包括工装工具、劳保用品、能源等等的一切物料。 ERP系统要利用计算机来处理大规模的数据,物料编码作为关键数据是人和计算机使用所有其他数据元素的基础,它可以记录生产过程中物料的运动变化情况,跟踪物料的动向。物料数据有了规范化的编码,还能便于计算机识别和检索,便于对物料进行高效、有序的管理,便于系统对物料进行分类、检索与统计,以及便于物料信息的交换与共享,所以物料编码是ERP系统中作为的一个关键主数据是决不可少的。但是在ERP系统中物料代码最主要的是作为物料的标识符来使用的,而不是一种描述符,因此物料编码并不要求带什么含义,最根本的是要到做唯一性就行了,即:一物一码。同一种物料,不论出现在什么产品上,只能用同一个代码;而不同的物料,那怕有极微小的区别也不得用同一个代码。一般地,只要物料的物理或化学性质有变化、只要物料要在仓库中存储、就必须为其
完整的ERP系统编码规则标准
ERP 系统编码规则标准(讨论稿) 起草: 审核: 批准: 摘要:随着公司业务的快速发展和管理水平的不断提高,ERP系统及信息技术在公司各生产经营领域得了广泛的应用。为了适应公司信息化建设的需要,保障公司ERP 系统的顺利实施,提高公司内部物流与信息流的一致性和准确性及达
到资源有效共享,特制定本标准。 第一部分编码概要 1、范围本标准规定了公司ERP系统中所有编码的规则。本标准适用于有限公司内 部使用。 2、目的对公司的基础经营数据进行全面规范化和标准化管理,及更好地实施公司 管理信息系统及提升公司综合管理水平。 3、职责信息中心是本标准归口管理部门。各相关部门配合本标准的执行和维护。 第二部分物料编码 企业信息编码最重要的是物料编码,物料编码是编码体系中最为重要也最为复杂的,它是信息数据库建立的基础。 一、物料编码定义 1、车桥公司ERP系统物料:物料指为了产品销售出厂(库),需要列入计划、控 制库存和成本等一切不可缺少的物的统称,即是指在公司生产经营(计划、制造、成本、物流、采购、销售)过程中出现的原材料、零部件、半成品到产成品等所有项目。 2、车桥ERP系统物料编码:物料编码就是对需要管理的物料分配一个代码以便识 别、记录、统计等。也指为了保证对物流、信息流和资金流进行管理和控制,所采用的用来表示物料本身及其属性的代码。 二、物料编码方案 1、编码原则 ·唯一性编码要唯一识别,不能有二意性,不能重复 ·标准化尽量采用已经存在标准,如:三菱公司、股份公司的标准。 ·简单化编码要简单明了,易读、易懂、易使用, ·快捷性有快速识别、快速输入和计算机快速处理的性能 ·连续性有的编码编制要求有连续性 ·系统性要全面、系统地考虑编码设计的体系结构,要把编码对象分类, 然后分别进行编码设计,如建立:原材料、自制件、产成品、辅助材料等 ·可扩展性所有编码要留有余地,以便扩展·所有字段不允许使用特殊字符:(逗号,);(分号;);(单引号‘);(双引号“);(到斜杠)。 ·尽量不要使用O,Z等容易与数字0,2 等混淆的字母。·所有字母区分大小写,编码
ERP系统存货分类及存货编码维护规则
ERP系统存货分类及存货档案维护规则 为统一ERP中存货基础信息,对存货进行分类管理,以便于对业务数据的统计和分析,特制定本规则: 一、存货分类: 1.存货分类编码规则为:******** 2.存货一级大类分为:原料(01)、辅助材料(02)、半成品(03)、低值易耗品(04)、产成品(05)、模具(06)大类。 2.1 原料(01)二级分类为:塑胶原料(0101)、钣金原料(0102)、模具原料(0103)、 喷油丝印原料(0104)等三类。 2.1.1 塑胶原料(0101)三级分类为:按材质分类。色母、ABS、PP、PE、PS、PC等 及再生料 2.1.2 钣金原料(0102)三级分类为:按材质分类。冷轧、电锌、热锌、热轧、镀铝锌、 不锈钢、其他等; 2.1.2.1 钣金原料(010201)四级分类为:按厚度分类。 2.1.3 模具原料(0103)按材质分类:45#、CR12、合金铜等 2.1.4 喷油丝印原料(0104)三级分类:不再分类 2.2 辅助材料(02)二级分类:轴类、海棉胶带类、包装类、塑料膜类、工模辅料、丝 印辅料; 2.2.1 轴类三级分类:螺钉螺母、其他; 2.2.2 海棉胶带类三级分类:衬垫类、海棉胶带泡沫类; 2.2.3 包装类三级分类:纸箱类、印刷品类、容器类、 2.2.4 塑料膜类三级分类:保护膜、拉伸膜、EPE膜; 2.2.5 工模辅料三级分类:弹簧、螺丝、导柱导套、顶针冲头、边钉、胶棒等; 2.2.6丝印辅料三级分类:不再分类。
2.3 半成品(03):二级分类:海尔塑胶(0301)、海尔钣金(0302)、外单钣金(0303)、 外单塑胶(0304)、塑工(0305)、五工(0306); 2.3.1 海尔塑胶三级分类:塑胶半成品(030101)、喷油半成品(030102)、丝印半成品 (030103) 2.3.2 海尔钣金以下不分类 2.3.3外单钣金、外单塑胶三级分类:按客户分类 2.3.4 塑工、五工以下不分类 2.4 低值易耗器二级分类:工具量具、刀具、钻头、丝攻丝锥、生产性用油、非生产性 用油、电工配件、设备配件、叉车配件、行车配件、打磨用品、IT耗材、办公 用品、劳保用品; 2.5 产成品二级分类:海尔部分、营销部分 2.5.1 海尔部分三级分类:海尔钣金、海尔塑胶、海尔模具 2.5.1.1 海尔钣金四级分类:按事业部分类 2.5.1.2 海尔塑胶四级分类:按事业部分类 2.5.1.3 海尔模具四级分类:海尔工模、海尔塑模; 2.5.2 营销部分三级分类:钣金产品、塑胶产品、模具产品 2.5.2.1 钣金产品四级分类:按客户分类 2.5.2.2 塑胶产品四级分类:按客户分类 2.5.2.3 模具产品四级分类:五工、塑工; 2.6.1模具(本分类为登记模具账专用)二级分类:按所有权划分:自有(0601)、海尔 (0602)、营销(0603); 2.6.2 自有、海尔三级不分类; 2.6.3 营销三级分类:按客户分类; 二、存货编码: 1、原料: 钣金原料存货编码规则: 存货分类材质厚度流水号 1********* 注:流水号第一位以8开头为边料,以9开头为卷料。