巴氏合金性能与分析
巴氏合金用来制造什么轴瓦
我们都知道金属的特性决定着它的用途,由于巴氏合金相比单一的金属具有更好的特性,因此被广泛用在一些大型机械轴瓦材料中。有很多的机械设备可以使用这种材料制造,而且效果也比较理想。 巴氏合金主要使用于大型机械主轴的轴瓦。例如一些发电设备以及矿山机械,另外还有水泥机械、钢铁机械、化工机械、造纸机械、石油机械、船舶机械、压缩机械等。 巴氏合金用于轴瓦的生产和制造具备的优势如下: 1)轴瓦巴氏合金应为强度较高、耐磨性较好的锡基巴氏合金,化学成分和理学性能应符合要求。 2)巴氏合金和基体应结合紧密,不得有脱胎现象。 3)巴氏合金表面无裂纹、气孔、夹渣和毛刺等缺陷。 巴氏合金在建材机械行业有着非常普遍的应用,主要用于磨粉机、球磨机的滑动轴承部件,是必不可少的抗震、减压、自润滑的功能性轴承合金材料。因此这种金属材料制成的轴瓦在磨粉机中的作用给你分析一下。 改善巴氏合金材料的韧性,可以提高轴瓦的抗剥落能力,提高抗疲劳磨损的
影响,从而可以提高了巴氏合金轴瓦的耐磨性。巴氏合金材料常采用含锡量大于54的锡基合金,包括普通11-6锡基巴氏合金、8-8型号锡基轴承合金和高锡型号的4-4锡基巴氏合金等。 在超细磨粉机中巴氏合金轴瓦与磨环是用来研磨物料的主要运动部件,用来挤压研磨形式来粉磨物料。机器工作时候可以适当的调整以增强所粉磨物料对物料的粉磨作用,可以帮助高压磨粉机提高粉磨效率,增加产量,降低磨粉设备巴氏合金磨合层的消耗。磨辊巴氏合金轴瓦还可以用来保护磨粉机筒体的,使筒体免受所粉磨物料和物料的直接冲击和摩擦,避免导致损耗。 由于巴氏合金具备很多的优良特性,使得其在大型机械制造中发挥着很关键的作用。
金属材料检测标准大汇总
金属材料检测标准大汇 总 Last revised by LE LE in 2021
金属材料化学成分分析 GB/T 222—2006钢的成品化学成分允许偏差 GB/T 系列钢铁及合金X含量的测定 GB/T 4336—2002碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 系列海绵钛、钛及钛合金化学分析方法X量的测定 GB/T 系列铜及铜合金化学分析方法第X部分:X含量的测定 GB/T 5678—1985铸造合金光谱分析取样方法 GBT 系列铝及铝合金化学分析方法 GB/T 7999—2007铝及铝合金光电直读发射光谱分析方法 GB/T 11170—2008不锈钢多元素含量的测定火花放电原子发射光谱法(常规法) GB/T 11261—2006钢铁氧含量的测定脉冲加热惰气熔融-红外线测定方法 GB/T 系列镁及镁合金化学分析方法第X部分X含量测定 金属材料物理冶金试验方法 GB/T 224—2008钢的脱碳层深度测定法 GB/T 225—2006钢淬透性的末端淬火试验方法(Jominy 试验) GB/T 226—2015钢的低倍组织及缺陷酸蚀检验法 GB/T 227—1991工具钢淬透性试验方法 GB/T 1954—2008铬镍奥氏体不锈钢焊缝铁素体含量测量方法 GB/T 1979—2001结构钢低倍组织缺陷评级图 GB/T 1814—1979钢材断口检验法 GB/T 2971—1982碳素钢和低合金钢断口检验方法 GB/T —2012变形铝及铝合金制品组织检验方法第1部分显微组织检验方法GB/T —2012变形铝及铝合金制品组织检验方法第2部分低倍组织检验方法GB/T 3488—1983硬质合金显微组织的金相测定 GB/T 3489—1983硬质合金孔隙度和非化合碳的金相测定 GB/T 4236—1984钢的硫印检验方法 GB/T 4296—2004变形镁合金显微组织检验方法 GB/T 4297—2004变形镁合金低倍组织检验方法 GB/T 4334—2008金属和合金的腐蚀不锈钢晶间腐蚀试验方法 GBT 4335—2013低碳钢冷轧薄板铁素体晶粒度测定法 GB/T —2015不锈钢5%硫酸腐蚀试验方法 GB/T 4462—1984高速工具钢大块碳化物评级图 GB/T 5058—1985钢的等温转变曲线图的测定方法(磁性法) GB/T 5168—2008α-β钛合金高低倍组织检验方法 GB/T 5617—2005钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 8359—1987高速钢中碳化物相的定量分析X射线衍射仪法 GB/T 8362—1987钢中残余奥氏体定量测定X射线衍射仪法 GB/T 9450—2005钢件渗碳淬火硬化层深度的测定和校核 GB/T 9451—2005钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 10561—2005钢中非金属夹杂物含量的测定标准评级图显微检验法 GB/T 10851—1989铸造铝合金针孔 GB/T 10852—1989铸造铝铜合金晶粒度
南昌大学铸造复习参考题
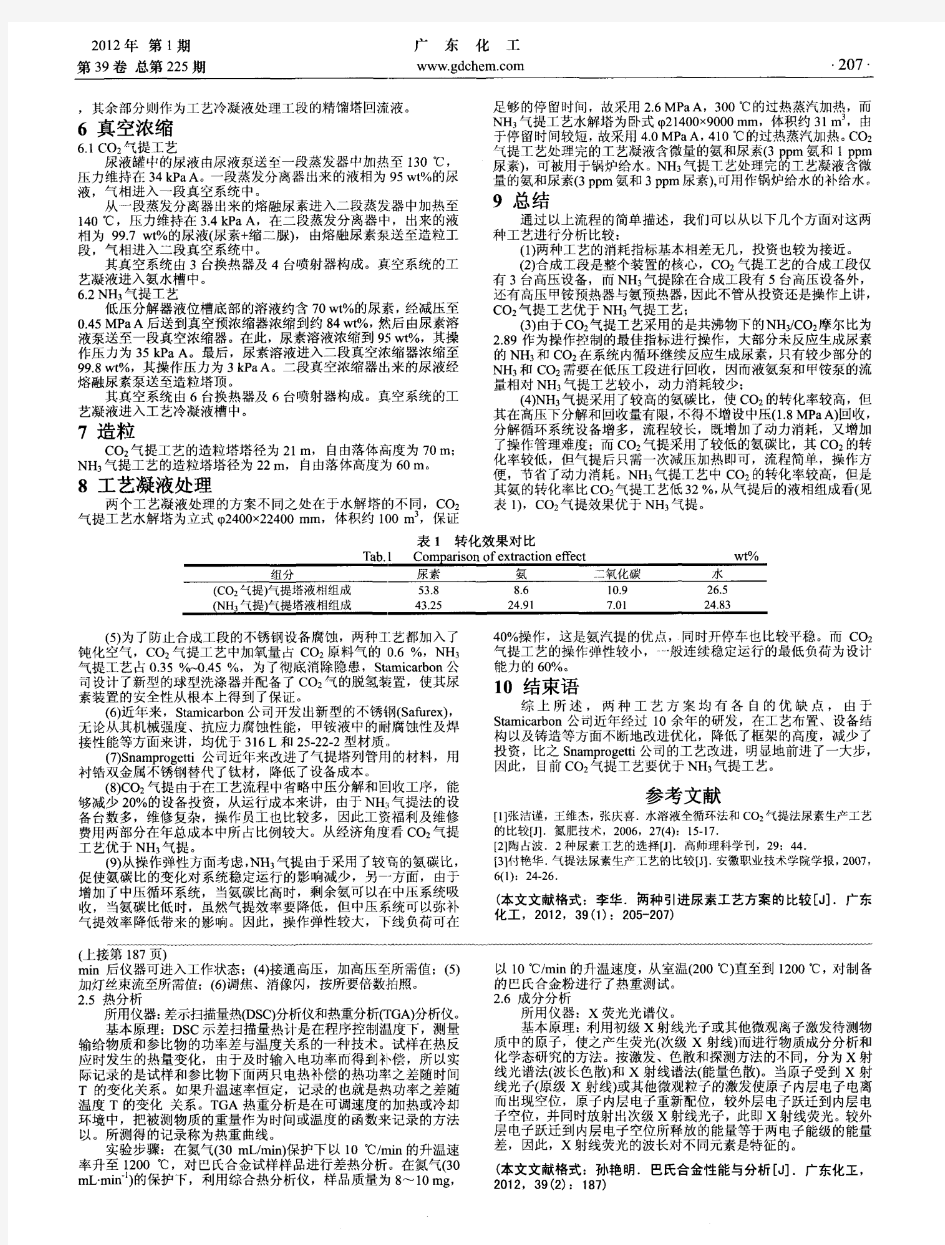
一、铸造合金 1.铸铁特性 例如:为什么一般机器的支架、机床的床身常用灰口铸铁制造 灰铸铁具有优良的铸造性能、减振性、切削加工性,有一定的力学性能和耐磨性,对缺口的敏感性小以及成本低廉等许多优点。 2.铸铁分类、牌号 按铸铁中石墨的形态不同,生产上将铸铁分类: 3.指出下列铸铁牌号所表示的名称、各位数字所代表的意义。 HT350 、HT250、KT300-06 、QT600-3、RuT420、HT250 、KT330-08 、QT800-2、RuT380 4.铸铁的石墨化主要因素,及如何影响? 化学成分和冷却速度 二、合金铸造工艺性 液态合金的工艺特性(常称为铸造性能)包括流动性、收缩性、吸气性和偏析性 等。 影响流动性的因素; 收缩过程; 固态收缩还引起铸件外部尺寸的变化故称尺寸收缩或线收缩。线收缩对铸件形状和尺寸精度影响很大,是铸造应力、变形和裂纹等缺陷产生的基本原因 影响收缩的因素 例如(判断) 1 .浇注温度越高,合金流动性越好,故浇注温度越高越好 2.砂型铸造时,当铸件的设计壁厚小于规定的最小壁厚时,铸件产生浇不足,冷隔缺陷 3.铸造合金的凝固收缩是使铸件产生应力和应变的根本原因 4.铸件的应力,在铸件铸造成形后就无法消除了 5.采用冒口和冷铁是为了防止铸件产生缩孔等缺陷 三、砂型铸造 1.型\芯砂的组成及作用; 2.浇注位置及分型面、确定依据?(并能确定合理的铸件的浇注位置及分型面); 3.缩孔和缩松,产生原因? 4.铸造应力、及其产生原因 5.特种铸造方法有哪些?特点?应用领域? 例如:1.如金属型铸造内部晶粒细小,力学性能好 2.车床床身、内燃机活塞、铝合金汽车缸体、齿轮铣刀大批量生产时采用何种加工方法为宜; 四、应用1.铸件结构工艺性(结合上课实力会分析) 2.分型面及浇注位置确定 复习: 1. 何谓合金的铸造性能?铸造性能的好坏用什么来衡量?铸造性能不好会引起哪些铸造缺陷? 2. 合金的流动性不足,易产生哪些缺陷?影响合金流动性的主要因素有哪几个方面? 3. 进行铸件设计时如何考虑合金的流动性?在实际生产中常用什么措施防止浇不足和冷隔缺陷? 4. 缩孔和缩松是怎样形成的?如何防止? 5. 何谓顺序凝固和同时凝固原则?各需采取什么措施才能实现?哪些合金常需采用顺序凝固原则? 6. 冒口为何能防止缩孔?它与出气口在作用、尺寸、位置等方面有何不同?与冷铁作用又有何不同? 7. 铸造应力按其形成原因分为哪几种?如何防止和减小铸造应力? 8. 合金收缩由哪三个阶段组成?各会产生哪些缺陷? 9. 某种铸件经常产生裂纹,如何区分其裂纹性质?如果属于冷裂,产生原因有哪些?如果是热裂,其原因又有哪些?
巴士合金的性能特点
巴士合金的性能特点: 巴氏合金,具有减摩特性的锡基和铅基轴承合金。因其呈白色,又称白合金,乌金。 巴氏合金——一种软基体上分布着硬颗粒相的低熔点轴承合金。有锡基、铅基、镉基三个系列。锡基巴氏合金的代表成分(质量分数)为:锑3%~15%,铜2%~6%,镉<1%,锡余量。 巴氏合金的熔点 铸造锡基巴氏合金ZSnSb11Cu6固相点温度为240℃,液相点温度为370℃,其最高使用温度不得超过100℃,摩擦系数在有油时为0.005,无油时为0.28。巴氏合金的特点 巴氏合金(包括锡基轴承合金和铅基轴承合金)是最广为人知的轴承材料,其具有减摩特性的锡基巴氏合金和铅基巴氏合金是唯一适合相对于低硬度轴转动的材料,与其它轴承材料相比,具有更好的适应性和压入性,广泛用于大型船用柴油机、涡轮机、交流发电机,以及其它矿山机械和大型旋转机械等。 主要合金成分是锡、铅、锑、铜。锑、铜,用以提高合金强度和硬度。巴氏合金的组织特点是,在软相基体上均匀分布着硬相质点,软相基体使合金具有非常好的嵌藏性、顺应性和抗咬合性,并在磨合后,软基体内凹,硬质点外凸,使滑动面之间形成微小间隙,成为贮油空间和润滑油通道,利于减摩;上凸的硬质点起支承作用,有利于承载。巴氏合金除制造滑动轴承外,因其质地软、强度低,常将其丝或粉喷涂在钢等基体上制成轴瓦使用。巴氏合金分锡基(见锡合金)和铅基合金两种。后者含锑10%~20%,锡5 %~15%,为防止成分偏析和细化晶粒,还常加入少量的砷。铅基合金的强度和硬度比锡基合金低,耐蚀性也差。 组织特点是,在软相基体上均匀分布着硬相质点,软相基体使巴氏合金具有非常好的嵌藏性、顺应性和抗咬合性,并在磨合后,软基体内凹,硬质点外凸,使滑动面之间形成微小间隙,成为贮油空间和润滑油通道,利于减摩;上凸的硬质点起支承作用,有利于承载。 巴氏合金的用途 巴氏合金主要使用于大型机械主轴的轴瓦、轴承、轴衬、轴套。 巴氏合金除制造滑动轴承外,因其质地软、强度低,常将其丝或粉喷涂在钢等基体上制成轴瓦使用。为防止成分偏析和细化晶粒,还常加入少量的砷。 按国家标准,巴氏合金可以分为锡基合金和铅基合金两种。铅基合金的强度和硬度比锡基合金低,耐蚀性也差。所以客户在使用巴氏合金的时候,通常选用锡基合金,其常用的牌号有ZChSnSb11-6、ZChSnSb8-4、ZChSnSb8-8等。尽管铅基合金的性能没有锡基合金好,但是有许多客户仍然选择使用,因为它使用起来比较经济,其常用的牌号有ZChPbSb16-16-2、ZChPbSb1-16-1等。
铸造相关标准
1 铸造通用基础及工艺标准规范汇编 1.1 GBT 5611-1998 铸造术语 1.1.1 基本术语1.1.2 砂型铸造1.1.3 特种铸造1.1.4 造型材料1.1.5 铸件后处理1.1.6 铸件质量1.1.7 铸造工艺设计及工艺装备1.1.8 铸造合金及熔炼、浇注 1.2 GBT 5678-1985铸造合金光谱分析取样方法 1.3 GBT 60601-1997 表面粗糙度比较样块铸造表面 1.4 GBT 6414-1999 铸件尺寸公差与机械加工余量 1.5 GBT1 1351-1989 铸件重量公差 1.6 GBT 15056-1994 铸造表面粗糙度评定方法 1.7 JBT 2435-1978 铸造工艺符号及表示方法 1.8 JBT 40221-1999 合金铸造性能测定方法 1.9 JBT 40222-1999 合金铸造性能测定方法 1.10 JBT 5105-1991 铸件模样起模斜度 1.11 JBT5106-1991 铸件模样型芯头基本尺寸 1.12 JBT 6983-1993 铸件材料消耗工艺定额计算方法 1.13 JBT7528-1994 铸件质量评定方法 1.14 JBT 7699-1995 铸造用木制模样和芯盒技术条件 2 铸铁标准规范汇编 2.1 GBT 1348-1998 球墨铸铁件 2.2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件 2.3 GBT 5612-1985 铸铁牌号表示方法 2.4 GBT 5614-1985 铸铁件热处理状态的名称、定义和代号 2.5 GBT 6296-1986 灰铸铁冲击试验方法 2.6 GBT 7216-1987 灰铸铁金相 2.7 GBT 8263-1999 抗磨白口铸铁件 2.8 GBT 8491-1987 高硅耐蚀铸铁件 2.9 GBT 9437-1988 耐热铸铁件 2.10 GBT 9439-1988 灰铸铁件 2.11 GBT 9440-1988 可锻铸铁件 2.12 GBT 9441-1988 球墨铸铁金相检验 2.13 GBT 17445-1998 铸造磨球 2.14 JBT 2122-1977 铁素体可锻铸铁金相标准 2.15 JBT 3829-1999 蠕墨铸铁金相 2.16 JBT 4403-1999 蠕墨铸铁件 2.17 JBT 5000.4-1998 重型机械通用技术条件铸铁件 2.18 JBT 7945-1999 灰铸铁力学性能试验方法 2.19 JBT 9219-1999 球墨铸铁超声声速测定方法 2.20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定 2.21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量 2.22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量 2.23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量 2.24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝量 2.25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法 DDTC分离EGTA容量法测定氧化钙量 2.26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙
铸造铝合金缺陷及分析
铸造铝合金缺陷及分析 一氧化夹渣 缺陷特征:氧化夹渣多分布在铸件的上表面,在铸型不通气的转角部位。断口多呈灰白色或黄色,经x光透视或在机械加工时发现,也可在碱洗、酸洗或阳极化时发现 产生原因: 1.炉料不清洁,回炉料使用量过多 2.浇注系统设计不良 3.合金液中的熔渣未清除干净 4.浇注操作不当,带入夹渣 5.精炼变质处理后静置时间不够 防止方法: 1.炉料应经过吹砂,回炉料的使用量适当降低 2.改进浇注系统设计,提高其挡渣能力 3.采用适当的熔剂去渣 4.浇注时应当平稳并应注意挡渣 5.精炼后浇注前合金液应静置一定时间 二气孔气泡 缺陷特征:三铸件壁内气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的氧化皮,有时呈油黄色。表面气孔、气泡可通过喷砂发现,内部气孔气泡可通过X光透视或机械加工发现气孔气泡在X光底片上呈黑色 产生原因: 1.浇注合金不平稳,卷入气体 2.型(芯)砂中混入有机杂质(如煤屑、草根马粪等) 3.铸型和砂芯通气不良 4.冷铁表面有缩孔 5.浇注系统设计不良 防止方法: 1.正确掌握浇注速度,避免卷入气体。 2.型(芯)砂中不得混入有机杂质以减少造型材料的发气量 3.改善(芯)砂的排气能力 4.正确选用及处理冷铁 5.改进浇注系统设计 三缩松 缺陷特征:铝铸件缩松一般产生在内浇道附近飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在x光底片上呈云雾状严重的呈丝状缩松可通过X光、荧光低倍断口等检查方法发现
产生原因: 1.冒口补缩作用差 2.炉料含气量太多 3.内浇道附近过热 4.砂型水分过多,砂芯未烘干 5.合金晶粒粗大
巴氏合金浇铸工艺
巴氏合金的浇铸工艺 准备工具 1、熔炉(用铸钢坩埚熔化轴承合金) 2、搪锡炉 3、预热炉 轴承合金的浇铸主要包括下列工艺过程:钢壳的清洗与挂锡、合 金的熔化、合金的浇铸。 第一阶段钢壳的清洗与挂锡 (1)清理钢壳,脱油脂 (注:碱性剂去油污,酸性剂去氧化物) 钢壳上的氧化皮,污垢可以用砂纸,钢丝刷或用喷砂的方法去除。(2)检查和修正钢壳 检查钢壳内表面有无氧化物,无氧化物的表面应呈银灰色。如有 金黄或褐色的氧化斑时,应用30%的盐酸水溶液酸洗,或用钢丝刷擦光。 (3)再一次去油污 方法与(1)相同 (4)挂锡 为了使轴承合金与钢壳粘合牢固,在合金与钢壳交界处镀上一层锡,使之形成一层互相渗透的过渡区,促使合金与钢壳粘牢。轴瓦挂锡后内表面要均匀,厚薄为0.1~0.2 mm,表面光洁呈银色,不许
漏挂。理想的锡表面应呈银白色镜面,锡液能在整个表面流 动证在浇注前已挂锡的钢壳温度为250~270℃。 第二阶段合金的熔化 合金的熔化可以在坩埚里进行,将整块合金敲碎放入坩埚 里,不可用回收的旧合金 第三阶段合金的浇铸 (1)浇注前充分搅拌合金液,静置 2~4min,将浮渣清理干净。 其锡锑合金浇注温度为 400~440℃。 (2)浇铸前将全部浇注工具预热到 150~200℃。将预热到 270~300℃的模具取出,和已挂锡的钢壳装配好。 浇注时,温度决定着液态合金的冷凝方向,要保证模具内表面温 度始终高于钢壳轴瓦面的温度,这样将会增大液态合金挤向轴瓦面的凝缩力,从而获得粘接可靠、致密性较好的合金层。 合金的浇注采用静止浇铸。静止浇铸可以采用静止直立连续浇铸 的方法----将达到一定温度的轴承合金液体迅速连续注满型腔;也可以采用静止直立间歇浇铸方法----将达到一定温度的轴承合金液体分数次浇入型腔,待前一次浇铸的合金冷却到一定程度时(合金上表面冷却接近固相线(呈糊状)),再进行下一次浇铸。 (3)具体浇铸过程: 1)浇铸前先把模具座放在平台上,再经过预热至 250~300℃。
金属材料检测标准大汇总.doc
金属材料化学成分分析 GB/T 222 —2006 钢的成品化学成分允许偏差 GB/T 223.X 系列钢铁及合金X 含量的测定 GB/T 4336 —2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 4698.X 系列海绵钛、钛及钛合金化学分析方法X 量的测定 GB/T 5121.X 系列铜及铜合金化学分析方法第X 部分:X 含量的测定 GB/T 5678 —1985 铸造合金光谱分析取样方法 GBT 6987.X 系列铝及铝合金化学分析方法 GB/T 7999 —2007 铝及铝合金光电直读发射光谱分析方法 GB/T 11170 —2008 不锈钢多元素含量的测定火花放电原子发射光谱法(常规法) GB/T 11261 —2006 钢铁氧含量的测定脉冲加热惰气熔融- 红外线测定方法 GB/T 13748.X 系列镁及镁合金化学分析方法第X 部分X 含量测定 金属材料物理冶金试验方法 GB/T 224 —2008 钢的脱碳层深度测定法 GB/T 225 —2006 钢淬透性的末端淬火试验方法(Jominy 试验) GB/T 226 —2015 钢的低倍组织及缺陷酸蚀检验法 GB/T 227 —1991 工具钢淬透性试验方法 GB/T 1954 —2008 铬镍奥氏体不锈钢焊缝铁素体含量测量方法 GB/T 1979 —2001 结构钢低倍组织缺陷评级图 GB/T 1814 —1979 钢材断口检验法
GB/T 2971 —1982 碳素钢和低合金钢断口检验方法 GB/T 3246.1 —2012 变形铝及铝合金制品组织检验方法第 1 部分显微组织检验方法GB/T 3246.2 —2012 变形铝及铝合金制品组织检验方法第 2 部分低倍组织检验方法GB/T 3488 —1983 硬质合金显微组织的金相测定 GB/T 3489 —1983 硬质合金孔隙度和非化合碳的金相测定 GB/T 4236 —1984 钢的硫印检验方法 GB/T 4296 —2004 变形镁合金显微组织检验方法 GB/T 4297 —2004 变形镁合金低倍组织检验方法 GB/T 4334 —2008 金属和合金的腐蚀不锈钢晶间腐蚀试验方法 GBT 4335 —2013 低碳钢冷轧薄板铁素体晶粒度测定法 GB/T 4334.6 —2015 不锈钢5% 硫酸腐蚀试验方法 GB/T 4462 —1984 高速工具钢大块碳化物评级图 GB/T 5058 —1985 钢的等温转变曲线图的测定方法(磁性法) GB/T 5168 —2008 α- β钛合金高低倍组织检验方法 GB/T 5617 —2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 8359 —1987 高速钢中碳化物相的定量分析X 射线衍射仪法 GB/T 8362 —1987 钢中残余奥氏体定量测定X 射线衍射仪法 GB/T 9450 —2005 钢件渗碳淬火硬化层深度的测定和校核 GB/T 9451 —2005 钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 10561 —2005 钢中非金属夹杂物含量的测定标准评级图显微检验法
铝合金铸造技术篇
国兴金属制品有限公司教育训练教材 铝合金铸造技术篇 一、前言: 铝合金为目前使用极为广泛的一种金属。在铸造上而言,不论重力铸造,砂模铸造、压铸精密铸造┄等各种铸造方法均可见到大量的铝合金铸件,由于这些方法铸造,其原因乃在于铝合金具有质量轻、机械质优良、耐腐蚀、美观以及机械加工容易等优点。因而不仅大量使用于一般生活用品,例如:运输工具、通信器材、运动器材料、家庭五金┄等商业用途上,亦大量使用于航空太空载具及武器系统等军事装备。 铝合金铸造技术的发展时间,已有数十年历史,由于机械设计及加工观念的改变与要求以及机械设计的日趋复杂,加上新的合金不断的被发展出来,部份的铸造用铝合金机械强度甚至超过一些锻造用铝合金,如A201、A206等,因而铸造的重要性再度被肯定,在铸造一般生活用品时,铝合金的铸造并非一困难工作,但要铸造高品质的铸件时,则铝合金的铸造就非想象中的容易。 影响铸件品质的要素有八点,例如:铸造方案的设计,材料的选择以及铝水的品 质等,其中铝水的品质,则系熔炼的工作。 二、熔炼设备 熔炉: 铝合金熔炼用的炉子,以热源区分,可分为两个主要的种类:燃料及电力。 在使用燃料的熔炉中,则又分为油炉及瓦斯两种。 而电力炉则可区分为反应炉及电阻炉。 在选择炉子时,值得考虑的因素甚多,例如:熔解量的多寡;能源的价格;原始设备的成本,安装的价格,设备维护的难易,厂房设施配合;以及产品的种类。就一般铝合金铸造的:由于铝件的重量有限,为求操作上的方便,以及成本的考虑,绝大部份均系采用坩锅炉(目前已大量改用连续炉)。 以不同加热方式的炉子而言,使用油炉或气炉,或可降低成本。但是,不论油炉或电炉,均有机会增加铝水中的氢气量。一般而言,在使用油炉时,所使用的燃油中带含有10-20%的水气,对气炉而言,例如瓦斯不包含空气之中,因温度而含的水分,而仅计算燃烧所产生水蒸气,至少在消耗气体量的两倍以上。而不论使用燃油或瓦斯气体为热源时,燃烧后产生的水气,必然是包围着熔解炉。因此,可想而知的是氢气 的来源必然可观。 三、铝汤处理之目的: 在铝汤有由原材料在熔解过程中发生的氢气或氧化物等非金属介在物之外,尚含钠碱
巴氏合金轴瓦温度升高事故的检查和处理
【施工技术】 巴氏合金轴瓦温度升高事故的检查和处理 李国域,许杰,许广 (内蒙古自治区黄河工程管理局,内蒙古磴口015200) 〔摘要〕通过三盛公二期水电站二号机组检修排油阀未关闭引起组合轴承(巴氏合金)正推力瓦、径向(巴氏合金)轴瓦温度升高的事故,阐述了对此类事故的具体分析、检查和处理方法。 〔关键词〕灯泡贯流式水轮机;巴氏合金瓦 中图分类号:TK730.4文章标识码:B文章编号:1009-0088(2013)01-0123-01 1概述 内蒙古黄河三盛公水电有限责任公司下设一座水电站(内蒙古黄河三盛公二期水电站),坐落于内蒙古三盛公水利枢纽进水闸下3.7KM总干渠左岸。该水电站属于平原引水式电站,始建于2007年7月,装机3?5370KW灯泡贯流式水轮发电机组,水轮机型号GZ125Oa-WP-400,额定流量119.26 m3/s,额定水头5.25m,额定功率5.565MW,额定转速115.4 r/min,正向水推力78t,反向水推力103t。轴瓦、推力瓦均采用了巴氏合金瓦。2009年11月7日3#机组试运行,11月12日1#机组试运行,2010年4月30日2#机组试运行。经过试运行正常后,各台机组相继投入生产运营中。 2事故经过 2010年5月10日,内蒙古黄河三盛公二期水电站二号机组开机并网,11:04分负荷升到1200KW左右,3min后正向推力瓦测点3号55?上限告警,操作人员以为错误报警,随后告警确认。随后增加负荷到3600KW,11:15分后,上位机报警4块正向推力瓦温度升至119?仍然没有引起操作人员的重视,恢复告警。11:17分现地控制屏显示最高温度达到178?,引起工作人员注意关闭组合轴承检修排油阀,从纯机械过速保护安装处冒出白烟。11:18分上位机停机,调速器紧急停机。 3事故现场分析及检查经过 3.1事故现场分析 试运行结束后,由于需对机组内的透平油进行过滤并对各个油箱进行彻底清洗,在回收油时打开机组各排油阀门(包括组合轴承排油阀门)后,重新加油时未关闭组合轴承排油阀门,开机后致使组合轴承的润滑油大部分从排油阀门排至稀油站,油泵打到高位油箱自流到组合轴承、水导轴承。由于组合轴承油循环方式为低进高出,油箱内油位太低,推力瓦没有得到足够的润滑导致推力轴承温度升高。 当最高温度达到178?,纯机械过速保护安装处冒出白烟,现场工作人员都认为组合轴承推力瓦已烧毁。根据机组的情况,对比当时的温度178?低于巴氏合金瓦熔点185-241?,现场发电机摆度X—0.07mm、Y—0.08mm,均小于规范要求的0.1mm,振动稍大但未发生剧烈振动。停机是工作人员操作停机的,没有发生瓦与轴抱死导致停机的现象。综合分析后,故推断导轴瓦与推力瓦没有烧毁。 3.2检查经过 在经过讨论和研究后,决定对组合轴承径向瓦和组合轴承推力瓦进行检查。具体方法如下:①打开组合轴承径向瓦上油箱,用0.15mm塞尺沿轴瓦面刮削,凭借手感有无发卡现象、检查有无烧毁脱落的巴氏合金溶液凝结物。②松开正向推力瓦的抗动螺丝,使推力瓦与镜板有一定的间隙,从检查孔用0.15 mm的塞尺沿瓦面刮削,凭借手感有无发卡现象、检查有无烧毁脱落的巴氏合金溶液凝结物。 通过检查,未曾发现有通常烧瓦后的巴氏合金熔液凝结物粘在轴和镜板上的现象。随后,将上油箱和抗动螺丝恢复安装,并仔细检查使机组处于备用状态。 4再次试机及并网发电 4.1再次空转试运该机组 待全部安装完毕后,于2010年5月12日重新对该机组进行试运行。 17:50分准备就绪,18:01分开始空转。运行方式改为手动运行,导叶开度逐步开大,检查机组各时段的温度、摆度。具体数值见表1。 表15月12日2#机组各时段空转时温度、摆度时 间 导叶开度 (%) 转速 (r/min) 正向推力瓦温度(?)径向瓦(?)发电机摆度(mm) 123412x y 17:50018.418.318.818.917.918.3 18:016.813.518.518.51918.918.118.90.040.04 18:059.14618.618.819.219.218.418.80.040.05 18:1111.57219.819.719.620.319.319.50.050.04 18:1819.987.521.722.520.922.121.622.10.040.04 18:2723.710025.225.923.125.324.623.60.040.04 18:3323.710026.727.62426.826.824.80.040.04 18:4023.710027.828.425.227.62725.70.040.04 18:5223.710028.629.326.128.428.127.30.040.04 19:1823.71003029.227.529.53029.30.040.04 19:3623.710029.830.427.529.730.729.90.040.04 20:0623.710030.43127.930.131.430.90.040.04 经过空转2h后,从以上数据分析,确定该机组的组合轴承推力瓦及径向瓦应该没有被烧毁,可以带负荷运行,但要逐步增加负荷,认真观察机组各部的变化值。 4.2并网发电 321 巴氏合金轴瓦温度升高事故的检查和处理李国域等
最新铸造标准
最新铸造标准规范汇编 │目录.txt 7.39 KB ├─1铸造通用基础及工艺标准规范汇编 │1_1 GBT 5611-1998 铸造术语.pdf 2.05 MB │1_10 JBT 5105-1991 铸件模样起模斜度.pdf 459.19 KB │1_11 JBT5106-1991 铸件模样型芯头基本尺寸.pdf 1.03 MB │1_12 JBT 6983-1993 铸件材料消耗工艺定额计算方法.pdf 887.80 KB │1_13 JBT7528-1994 铸件质量评定方法.pdf 1.37 MB │1_14 JBT 7699-1995 铸造用木制模样和芯盒技术条件.pdf 813.12 KB │1_2 GBT 5678-1985铸造合金光谱分析取样方法.pdf 547.41 KB │1_3 GBT 60601-1997 表面粗糙度比较样块铸造表面.pdf 477.20 KB │1_4 GBT 6414-1999 铸件尺寸公差与机械加工余量.pdf 751.29 KB │1_5 GBT1 1351-1989 铸件重量公差.pdf 116.19 KB │1_6 GBT 15056-1994 铸造表面粗糙度评定方法.pdf 395.49 KB │1_7 JBT 2435-1978 铸造工艺符号及表示方法.pdf 1.26 MB │1_8 JBT 40221-1999 合金铸造性能测定方法.pdf 474.26 KB │1_9 JBT 40222-1999 合金铸造性能测定方法.pdf 630.48 KB ├─2铸铁标准规范汇编 (0 folders, 31 files, 20.70 MB, 20.70 MB in total.) │2_1 GBT 1348-1998 球墨铸铁件.pdf 764.01 KB │2_10 GBT 9439-1988 灰铸铁件.pdf 0.96 MB │2_11 GBT 9440-1988 可锻铸铁件.pdf 568.96 KB │2_12 GBT 9441-1988 球墨铸铁金相检验.pdf 1.49 MB │2_13 GBT 17445-1998 铸造磨球.pdf 698.91 KB │2_14 JBT 2122-1977 铁素体可锻铸铁金相标准.pdf 0.97 MB │2_15 JBT 3829-1999 蠕墨铸铁金相.pdf 1.21 MB │2_16 JBT 4403-1999 蠕墨铸铁件.pdf 820.70 KB │2_17 JBT 5000.4-1998 重型机械通用技术条件铸铁件.pdf 640.51 KB │2_18 JBT 7945-1999 灰铸铁力学性能试验方法.pdf 668.51 KB │2_19 JBT 9219-1999 球墨铸铁超声声速测定方法.pdf 544.11 KB │2_2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件.pdf 490.58 KB │2_20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定.pdf 361.44 KB │2_21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量.pdf KB │2_22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量.pdf │2_23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量.pdf 516.27 KB │2_24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝 量.pdf 437.86 KB │2_25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法 DDTC分离EGTA容量法测定氧化钙量.pdf KB │2_26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙.pdf 61│2_27 JBT 9220.8-1999 铸造化铁炉酸性炉渣化学分析方法DDTC分离EDTA容量法测定氧化镁.pdf │2_28 JBT 9220.9-1999 铸造化铁炉酸性炉渣化学分析方法磷矾钼黄—甲基异丁基甲酮萃取光度法测定量.pdf 419.32 KB
EN_573-3铝和铝合金化学成分
欧洲标准 EN573-3:1994 德国标准 铝和铝合金化学成分和半成品形状 本欧洲标准于1994-08-17被CEN接受。 CEN成员要求遵守CEN/CENELEC商业规定,在该规定中的条款规定,不得对该欧洲标准作任何修改。本标准有三种语言文本(英,法,德)。由CEN成员自行翻译成其本国文字并通知中央秘书处的文本与正式文本有同等地位。国家标准机构的CEN成员为比利时,丹麦,德国,法国,希腊,爱尔兰,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙和英国。
目录 前言 1.使用范围 2.标准参考 3.化学成分的限定 4.书写方式的规定 5.合金的标记 6.元素的顺序 7.整数规则 表格1:铝——系列1000 表格2:铝合金——系列2000—AlCu 表格3:铝合金——系列3000—AlMn 表格4:铝合金——系列4000—AlSi 表格5:铝合金——系列5000—AlMg 表格6:铝合金——系列6000—AlMgSi 表格7:铝合金——系列7000—AlZn 表格8:铝合金——系列8000—其它 前言 本欧洲标准由CEN/TC132“铝和铝合金”部门编写。在其工作项目的框架内,CEN/TC132被指定负责以下标准的制订。 EN573-3 铝和铝合金—化学成分和半成品的形式—第3部分:化学成分
该标准为4个标准的一部分。其它标准如下: EN573-1 铝和铝合金—化学成分和半成品的形式—第1部分:数字标记系统EN573-2 铝和铝合金—化学成分和半成品的形式—第2部分:带化学符号的标记系统 EN573-4 铝和铝合金—化学成分和半成品的形式—第4部分:产品形式CEN/TC132于1992年10月20-21日在巴黎开会并决定将CEN成员的现有文本正式表决。 本欧洲标准必须保持国家标准的状态,或通过出版标志文本或通过承认至1995年2月,与此标准可能相冲突的国家标准必须至1995年6月收回。 根据CEN/CENELEC商业规定,以下国家须接受本欧洲标准: 比利时,丹麦,德国,法国,希腊,爱尔兰,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙和英国。 1.使用范围 EN573标准的该部分规定了铝和铝-锻造合金的化学成分的极限。铝和铝-锻造合金的化学成分的极限完全与有关的在美国铝协会注册登记的合金相符合。 注:一些登记的铝合金可能会是某一专利或专利申请的内容。 本标准适用于半成品和相关的初加工材料(如可轧制,可挤压的或锻造初加工材料)。 2.标准参考 EN573-1 铝和铝合金—化学成份和半成品的形状——第1部分:数字符号系统。 EN573-2 铝和铝合金—化学成份和半成品的形状——第2部分:带化学符号的标记系统。
汽车材料2015~2016第二学期期末考试复习题(1)
《汽车材料》期末考试复习题 一、填空题 1.载荷是指机械零件所承受的外力。载荷按其作用性质不同一般可分为:静载荷,冲击载荷、、交变载荷。 2.碳素钢是指含碳量小于 2.11 %,并含有少量Si、Mn、S、P杂质元素的铁碳合金。 3.钢的热处理是通过钢在固态下加热、保温、冷却的操作来改变其 组织结构从而获得所需组织结构性能的一种工艺方法。 4.根据热处理的目的和要求不同可分为普通热处理和表面热处理两大类。其中常用的普通热处理方法有退火、正火、淬火、回火等。表面热处理的方法有表面痒火及化学热处理。 5.汽油的牌号是按氢烷值划分的,柴油牌号是按凝点划分的。 6.汽车工作液包括发动机冷却液、汽车制动液、减震汽油、汽车空调制冷液。 7.防冻液的作用降低发动机冷却液的冰点,提高冷却液的沸点。 8.回火种类有高温回火、中温回火和低温回火。 9.非合金钢是指以铁、碳为主要成分,要含有少量 si 、 Mn 、 s、 p 、等长存杂质元素的钢。其中 si 、 Mn是有益元素, S 、 P 是有害元素。 10.碳的质量分数小于 0.25%的钢为低碳钢,碳的质量分数为 0.25%~0.6% 的钢为中碳钢,碳的质量分数大于 0.6%的钢为高碳钢。 11.45钢按用途分类属于结构钢,按碳的质量分数分类属于中碳钢。 12.T12A按用途分类属于结构钢,按碳的质量分数分类属于高碳钢,按质量分类属于优质钢。 13.当钢中加入少量合金元素时,合金元素可能一部分溶于铁素体内形成固溶体,而另一部分溶于渗碳体内形成化合物。 14.白口铸铁中碳主要以渗碳体(fe3c)形式存在,灰铸铁中碳主要以化合物形式存在。 15.HT250是灰口铸铁,250表示抗拉强度不小于250mpa。 16.材料常用的塑性指标有延伸率和断面收缩两种。 17.材料的工艺性能是指铸造性、锻炼性、压力加工性、热处理性、 切制性、焊接性。 18.常见金属的晶格类型有体心立方、面心立方和密排六方三种。性能 19.当金属的组织和结构发生变化时,金属的性能也会随之发生变化。 20.结晶过程是由形核和核长大这两个基本过程组成。 21.热处理一般都是由加热、保温和冷却三个阶段组成。 22.铸铁根据石墨化程度及试样断口色泽的不同可分为白口铸铁、麻口铸铁、 灰口铸铁三种。 23.变形是指金属材料受载荷作用后,其形状和尺寸发生了变化。变形按卸除载荷后能否完全消失可分为弹性形变和塑性变形两种。 24.评定汽油蒸发性能的指标有馏程和饱和蒸汽压两个。 25.发动机润滑油的主要作用就是给发动机进行润滑、清洗、密封、 防锈冷却和减振等。
铸造铝合金缺陷及分析
铸造铝合金缺陷及分析 欧阳学文 一氧化夹渣 缺陷特征:氧化夹渣多分布在铸件的上表面,在铸型不通气的转角部位。断口多呈灰白色或黄色,经x光透视或在机械加工时发现,也可在碱洗、酸洗或阳极化时发现 产生原因: 1.炉料不清洁,回炉料使用量过多 2.浇注系统设计不良 3.合金液中的熔渣未清除干净 4.浇注操作不当,带入夹渣 5.精炼变质处理后静置时间不够 防止方法: 1.炉料应经过吹砂,回炉料的使用量适当降低 2.改进浇注系统设计,提高其挡渣能力 3.采用适当的熔剂去渣 4.浇注时应当平稳并应注意挡渣 5.精炼后浇注前合金液应静置一定时间
二气孔气泡 缺陷特征:三铸件壁内气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的氧化皮,有时呈油黄色。表面气孔、气泡可通过喷砂发现,内部气孔气泡可通过X光透视或机械加工发现气孔气泡在X光底片上呈黑色 产生原因: 1.浇注合金不平稳,卷入气体 2.型(芯)砂中混入有机杂质(如煤屑、草根马粪等) 3.铸型和砂芯通气不良 4.冷铁表面有缩孔 5.浇注系统设计不良 防止方法: 1.正确掌握浇注速度,避免卷入气体。 2.型(芯)砂中不得混入有机杂质以减少造型材料的发气量3.改善(芯)砂的排气能力 4.正确选用及处理冷铁 5.改进浇注系统设计 三缩松
缺陷特征:铝铸件缩松一般产生在内浇道附近飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在x光底片上呈云雾状严重的呈丝状缩松可通过X光、荧光低倍断口等检查方法发现
产生原因: 1.冒口补缩作用差 2.炉料含气量太多 3.内浇道附近过热 4.砂型水分过多,砂芯未烘干 5.合金晶粒粗大 6.铸件在铸型中的位置不当 7.浇注温度过高,浇注速度太快 防止方法: 1.从冒口补浇金属液,改进冒口设计 2.炉料应清洁无腐蚀 3.铸件缩松处设置冒口,安放冷铁或冷铁与冒口联用4.控制型砂水分,和砂芯干燥
7系列 变形铝合金 牌号和化学成分 中外近似对照
机械加工 https://www.360docs.net/doc/702874321.html, CNC数控机械加工,瑞典三坐标测量机自动测量,零件出口德国瑞士,提供可靠的信赖协作 7系列 Al Al--Zn系 变形铝合金 牌号和化学成分 中外近似对照 国别牌号①主要化学成分②(质量分数)(%) 基体和其他Si Fe Cu Mn Mg Cr Zn Ti 7003合金的中外近似对照 中7003(LC12)0.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量日A70030.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量 EN EN AW-7003/AlZn6Mg0.8Zr0.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量美7003/A970030.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量7005合金的中外近似对照 中70050.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量 ISO AlZn4.5Mg1.5Mn0.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量日A7N010.30*0.350.20*0.20~0.7 1.0~2.00.30* 4.0~5.00.20*Zr0.25,V0.10,Al余 量印745300.40.70.20.2~0.7 1.0~1.50.2 4.0~5.00.2Al余量 EN EN AW-7005/AlZn4.5Mg1.5Mn0.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量美7005/A970050.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量7020合金的中外近似对照 中70200.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al ISO AlZn4.5Mg10.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 俄~1925C0.60.70.80.5 1.4~1.9— 3.7~4.30.1Zr0.12~0.20,Al余量 EN EN AW-7020/AlZn4.5Mg10.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 余量 德AlZn4.5Mg1/3.43350.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Ti+Zr0.08~0.25,Al 余量法7020(A-Z5G)0.350.40.20.05~0.50 1.0~1.40.1~0.35 4.0~5.0—Zr0.08~0.20,Al余量 美7020/A90200.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 7022合金的中外近似对照 中70220.50*0.50*0.50~1.00.10~0.40 2.6~3.70.10~0.30 4.3~5.2—Ti+Zr0.15,Al余量