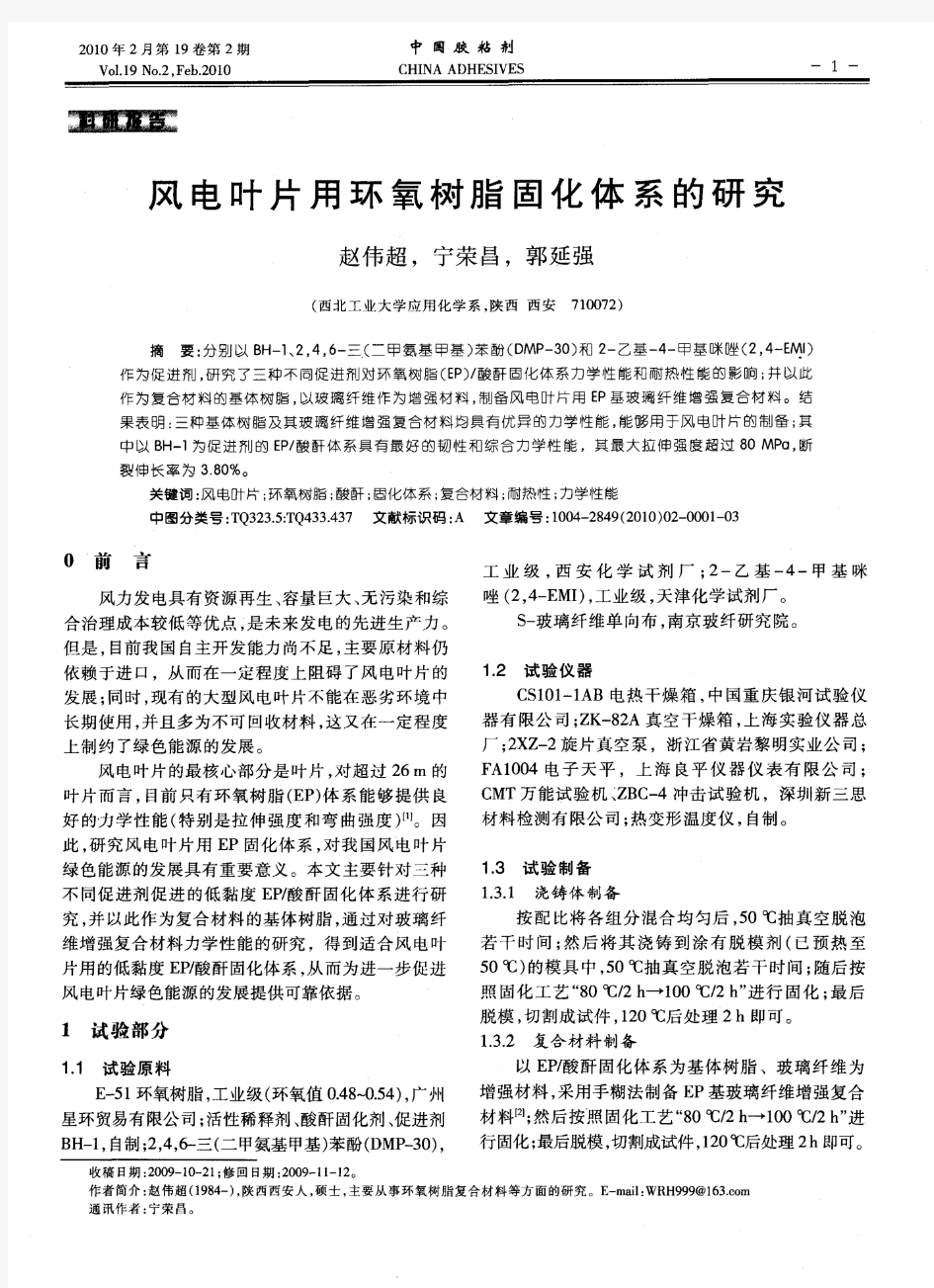
风电叶片用环氧树脂固化体系的研究
复合材料风电叶片先进制造技术研究现状
复合材料风电叶片先进制造技术研究现状 摘要:在风电行业中,材料的选择对叶片的性能有重要的影响。随着科技水平 的进步,复合材料自出现就得到了认可,并在发展中快速推广,作为风电叶片复 合材料有自身优势。复合材料风电叶片也比常规材料风电叶片有更好的性能,因 此获得了广泛的应用。本文将围绕复合材料风电叶片的制造和发展进行分析,以 供参考。 关键词:复合材料;风电叶片;制造;发展 1.前言 当前,自动化技术在逐渐向制造业慢慢渗透,推进了制造业进入了自动化的 行业。为了抓住这个千载难逢的机会,我国的各个行业都在积极探索先进的自动 化技术,促进制造行业的快速转型,促进发展。 2.自动化智能化制造技术 2.1智能温控模具技术 模具是形成叶片的关键。现有的叶片模具加热方法通常是电加热或水加热。 电加热重量轻,温度迅速升高,并且可以轻松实现灵活的控制。它具有低成本的 水加热和稳定的温度控制能力。然而,这两种常规加热方法的缺点是不能实时反 映模具工作表面的温度。在叶片成型过程中,特别是在固化阶段,模具表面温度 的准确性直接影响叶片材料的最终性能。如果叶片的固化温度过低且固化程度不足,则产品性能将无法满足设计要求。如果温度太高,树脂的反应可能会恶化, 热量可能会集中,并且模具和产品可能会报废。因此,能够智能地控制和调节温 度的模具对于确保风力涡轮机叶片制造的可靠性至关重要。 2.2自动铺放技术 如今,复合风叶片的组件生产以劳动力手工作业为主,包括蒙皮,玻纤布、 腹板和大梁,沉重、复杂并且难以准确放置。有效地保证铺层的平坦度并不容易,并且最终叶片的质量和性能不稳定。由于叶片的尺寸较大且布局复杂,因此很难 将自动布局应用于叶片生产,因此,近年来,这项技术是划时代的并且已得到广 泛应用。 (1)主梁自动铺放及成型技术 主梁是叶片的主要承重组件,通常在铺设过程中不能有褶皱,并且需要很高 的放置精度,因此需要很长时间。通常,大叶片主梁层需要大约2个小时的铺设 时间。 (2)壳体自动铺放技术 当前,铺设玻纤布的主要方法是使用手工来铺设,但是耗时长,并且在铺设 过程中需要手动调节和铺设。由于用手拉动玻璃纤维布,因此会发生玻璃纤维布 的变形及其对产品质量的影响等问题。用于风力发电叶片的自动铺设装置主要包 括机械臂,放置头,光纤交叉输出,光纤交叉切割,压缩,光学位置检测,3D激光扫描仪。在此过程中,压辊在每个输出设备顶部和底部的反向移动以及织物上 的相对压力允许织物的运输。在机械臂的驱动下,铺层沿着导轨移动,从而完成 了在模具中铺布。 2.3自动打磨技术 目前,复合风轮机叶片的打磨主要是人工打磨,劳动强度大,污染环境,粉 尘对人体有害。当前,正在开发各种自动研磨技术和设备,其基本上使用机器人臂,自动引导车辆或导轨,智能控制系统,传感器等来根据预设程序来定位和定
风力发电基础知识
风力发电基础知识 风力发电是将风能转换成电能,风能推动叶轮旋转,叶轮带动转动轴和增速机,增速机带动发电机,发电机通过输电电缆将电能输送地面控制系统和负荷。风力发电技术是一项多学科的,可持续发展的,绿色环保的综合技术。 风力发电的原理,是利用风力带动风车叶片旋转,再透过 增速机将旋转的速度提升,来促使发电机发电。依据目前的风 车技术,大约是每秒三公尺的微风速度(微风的程度),便可 以开始发电。风力发电正在世界上形成一股热潮,为风力发电 没有燃料问题,也不会产生辐射或空气污染。 转子空气动力学 为了解风在风电机的转子叶片上的移动方式,我们将红色带子 绑缚在模型电机的转子叶片末端。黄色带子距离轴的长度是叶 片长度的四分之一。我们任由带子在空气中自由浮动。本页的 两个图片,其中一个是风电机的侧视图,另一个使风电机的正视图。 大部分风电机具有恒定转速,转子叶片末的转速为64米/秒,在轴心部分转速为零。距轴心四分之一叶片长度处的转速为16米/秒。图中的黄色带子比红色带子,被吹得更加指向风电机的背部。这是显而易见的,因为叶片末端的转速是撞击风电机前部的风速的八倍。 为什么转子叶片呈螺旋状? 大型风电机的转子叶片通常呈螺旋状。从转子叶片看过去,并向叶片的根部移动,直至到转子中心,你会发现风从很陡的角度进入(比地面的通常风向陡得多)。如果叶片从特别陡的角度受到撞击,转子叶片将停止运转。因此,转子叶片需要被设计成螺旋状,以保证叶片后面的刀口,沿地面上的风向被推离。 风电机结构
机舱:机舱包容着风电机的关键设备,包括齿轮箱、发电机。维护人员可以通过风电机塔进入机舱。机舱左端是风电机转子,即转子叶片及轴。 转子叶片:捉获风,并将风力传送到转子轴心。现代600千瓦风电机上,每个转子叶片的测量长度大约为20米,而且被设计得很象飞机的机翼。 轴心:转子轴心附着在风电机的低速轴上。 低速轴:风电机的低速轴将转子轴心与齿轮箱连接在一起。在现代600千瓦风电机上,转子转速相当慢,大约为19至30转每分钟。轴中有用于液压系统的导管,来激发空气动力闸的运行。 齿轮箱:齿轮箱左边是低速轴,它可以将高速轴的转速提高至低速轴的50倍。 高速轴及其机械闸:高速轴以1500转每分钟运转,并驱动发电机。它装备有紧急机械闸,用于空气动力闸失效时,或风电机被维修时。 发电机:通常被称为感应电机或异步发电机。在现代风电机上,最大电力输出通常为500至1500千瓦。 偏航装置:借助电动机转动机舱,以使转子正对着风。偏航装 置由电子控制器操作,电子控制器可以通过风向标来感觉风向。 图中显示了风电机偏航。通常,在风改变其方向时,风电机一 次只会偏转几度。 电子控制器:包含一台不断监控风电机状态的计算机,并控制 偏航装置。为防止任何故障(即齿轮箱或发电机的过热),该 控制器可以自动停止风电机的转动,并通过电话调制解调器来 呼叫风电机操作员。 液压系统:用于重置风电机的空气动力闸。 冷却元件:包含一个风扇,用于冷却发电机。此外,它包含一个油冷却元件,用于冷却齿轮箱内的油。一些风电机具有水冷发电机。 塔:风电机塔载有机舱及转子。通常高的塔具有优势,因为离地面越高,风速越大。现代600千瓦风汽轮机的塔高为40至60米。它可以为管状的塔,也可以是格子状的塔。管状的塔对于维修人员更为安全,因为他们可以通过内部的梯子到达塔顶。格状的塔的优点在于它比较便宜。 风速计及风向标:用于测量风速及风向。 风电机发电机 风电机发电机将机械能转化为电能。风电机上的发电机与你通常看到的,电网上
环氧树脂固化剂的概况
环氧树脂固化剂的概况 双酚A环氧树脂的结构稳定,能够加热到200℃不发生变化,其他环氧树脂具有无限使用期,通过固化剂使环氧树脂实现交联反应,由于固化过程中不放出H2O或其他低分子化合物,环氧树脂固化物避免了某些缩聚型高分子在热固化过程中所产生的气泡和界面上的多孔性缺陷。环氧树脂固化物性能在很大程度上取决于固化剂,其种类繁多。 一、环氧树脂固化剂分类 1. 按化学结构分为碱性和酸性两类 1.1碱性固化剂:脂肪二胺、多胺、芳香族多胺、双氰双胺、咪唑类、改性胺类。 1.2酸性固化剂:有机酸酐、三氟化硼及络合物。 2. 按固化机理分为加成型和催化型 2.1加成型固化剂:脂肪胺类、芳香族、脂肪环类、改性胺类、酸酐类、低分子聚酰胺和潜伏性胺。 2.2催化型固化剂:三级胺类和咪唑类。 二、环氧树脂固化剂的发展 我国1998年环氧树脂产量为万吨, 固化剂需求量约为2万吨, 实际的固化剂产量仅为万吨, 生产厂家分布在沿海城市, 如天津、上海、江苏和浙江等地。例如:脂肪多胺:常州石化厂650吨/年 间苯二胺:上海柒化八厂80吨/年 T—31改性胺:江苏昆山助剂厂60吨/年 低分子聚酰胺:天津延安化工厂200吨/年 590#改性胺和593#改性胺:上海树脂厂17吨/年 793#改性胺:天津合材所6吨/年 SK—302改性胺:江阴颐山电子化工材料厂5吨/年 另外:B—系列固化剂,N—苄基二甲胺,DMP—30,801#改性胺,HD—236改性胺,GY—051缩胺,CHT—251改性胺,105#缩胺,810#水下固化剂,NF—841固化剂,703#改性胺等。
三、胺类固化剂 1.胺类固化机理 1.1一级胺固化机理 若按氮原子上取代基(R)数目可分为一级胺、二级胺和三级胺;若按N数目可分为单胺、双胺和多胺;按结构可分为脂肪胺、脂环胺和芳香胺。 一级胺对环氧树脂固化作用按亲核加成机理进行,每一个活泼氢可以打开一个环氧基团,使之交联固化。芳香胺与脂环胺的固化机理与一级胺相似(伯胺、仲胺和叔胺) ①与环氧基反应生成二级胺 ②与另一环氧基反应生成三级胺 ③生成的羟基与环氧树脂反应 1.2固化促进机理: 在固化体系中加入含给质子基团的化合物如苯酚,就会促进胺类固化,这可能是一个双分子反应机理,即给质子体羟基上的固发氢首先与环氧基上的氧形成氢键,是环氧基进一步极化,有利于胺类的N对环氧基Cδ+的亲核进攻,同时完成氢原子的加成。 促进剂对环氧树脂和二乙烯二胺固化体系的凝胶化影响,例如乙二醇、甘油和苯酚使凝胶化时间缩短7min,12min和13min。 2. 脂肪胺(脂环胺)固化剂 在室温很快固化环氧树脂,固化反应为放热反应。热量能进一步促使环氧树脂与固化剂反应,其使用期较短。胺类固化剂与空气中的CO2反应生成不能与环氧基起反应的碳酸铵盐而引起气泡的发生。 脂肪胺对皮肤有一定刺激作用,其蒸汽毒性很强。 脂肪胺和脂环胺固化剂
复合材料风电叶片的检查保护及维修
复合材料风电叶片的检查保护及维修 发表时间:2019-09-19T17:26:28.827Z 来源:《当代电力文化》2019年第8期作者:雷山山杨成玲[导读] 风电场的负责人需要意识到,复合材料的风电叶片需要由专业的人员定期的进行检查与维护。新疆伊犁库克苏河水电开发有限公司新疆伊宁835000摘要:复合材料风电叶片在使用的过程中直接面对风载荷的威胁,还需要长期的面对恶劣环境的干扰,风叶片的工作的发电功率与使用寿 命的长短有着很大的影响,风电场的负责人需要意识到,复合材料的风电叶片需要由专业的人员定期的进行检查与维护。这是保障复合材料风电叶片能够顺利工作的重要前提关键词:复合材料;风电;保护;叶片;维修风力发电目前是我国目前大力发展的一种发电方式,其独特的优点无污染、可持续科学的发电.各大国家不断地研究使用,风电叶片能够利用其叶片的转动将风能通过机械转化为电能,其中风电叶片是风力发电机在将风能转化为电能过程中,直接暴露在外部环境的重要机械,叶片的状态直接会影响到机械发电的转换效率。我国目前采用的复合材料所构成的风电叶片是由特殊的树脂型材料制作,复合材料本身具有中空性、纤维材料其独特的严密性也使得它制成叶片十分优质,但是也因为其特殊性,一般的技术人员难以对其进行维修与检查。 一、复合材料风电叶片存在检查维修的隐患 1.1、复合材料风电叶片的运输隐患 风电叶片从生产的场地出发将其制作成风力发电机的其中一部分机械,一般需要将其需要运输到相应的场地,一般有两种运输的方式,将叶片组装到发电机上再将其运输与将叶片装到运输车上再将其运输两种,在安装复合材料叶片至发电机组上时,操作稍有不当,就会导致材料造成损坏,另外在运输的过程中还会发生意外的损害,例如交通事故的发生。也会对叶片造成损害1.2、复合材料风电叶片所处环境隐患 通常来讲。复合材料风电叶片与发电机械所处的位置一般不同,发电机组通常在安装完成之后会将其安装在离叶片一定距离的位置,且具有金属材料外壳进行保护,叶片因为其工作的特殊性,需要常年的裸露在外部的恶劣环境,而且通常风电机组的安装位置大多在地理位置较为偏远的地方,长年的处于风力较大,甚至伴随雷雨的状态下,复合材料的风电叶片虽然具有较强的防腐蚀性,但是由于长年的裸露在恶劣环境下,会造成风电叶片出现破损,转动缓慢等问题的出现,炎热环境与冬天的寒冷环境都会影响叶片正常运行,导致发电效率的下降。 1.3、风电机组缺乏相应的维修保护制度 在风电机组的运行下,需要相应的技术人员定期的检查复合材料风电叶片的运行状况,然而我国目前的风电机组方面,在组建之后,一般专业的技术人员通常需要到下一个风电机组去进行组建,检查,通常会出现漏查,重复检查的状况的发生,在叶片发生故障之后,缺乏相应的应对措施,例如叶片在雷雨环境下因为雷电而导致叶片的损害,破损,则需要安排相应的工作人员在保证其他风电机组在正常运行的前提下将损坏的叶片其所在的机组关闭,如果存在雷电存留的状况,还需要对其进行引电,避免工作人员在维修时发生危险1.4、缺乏先进的维修技术 我国目前的维修叶片技术还存在着很大的缺陷,例如我们常用的引电技术保护复合材料风电叶片,即通过将雷电的路线改变,引导雷电将其引入大地。常用的做法是,在复合材料叶片的尖部区域设置若干个相关的接闪器,接闪器的作用是能够将雷电通过接闪器所连接的导线将雷电引致叶片的底部接地区域,将雷电传导到大地。但是这种方法会导致复合材料风电叶片的表面出现类型雷电击中的现象出现,使得叶片的表面出现凹痕,不规则的黑点、外表皮的脱落,还会出现不同程度的叶片开裂,在雨水的浸泡下,导致其运转的故障。 二、复合材料风电叶片的检查维修方法 2.1、运输环节的保护 我国目前的复合材料风电叶片的维修检查的方法主要采用观察、使用工具敲试、将涂层打开进行深入内部的观察和维修等,无论其中哪一种检查维修方法,都需要极为专业的检查维护团体与专业的技术人员。在运输与安装环节,为了避免出现损伤的叶片的行为,则使用专业的技术人员在运输途中通过对叶片的外表进行严谨观察,一旦出现明显的叶片外观损伤与叶片涂层的表面材料出现了刮蹭、损伤,都需要通知相关的叶片制造商与专业的的复合材料风电叶片的维修人员对其进行专业的检查与维修、并对相关的叶片进行拍照,保存资料,对怎样发生事故的原因进行研究,保存,便于以后类似的事故发生之后,进行处理。 2.2、采用先进的检查维修技术 我国传统的检查维修技术,一般在复合材料风电风叶进行检查之时,对其进行拆卸,检查内部,之后对其进行组装,工程量繁琐,极为麻烦,而因为复合材料的外表涂层层数较多、每次的拆卸检查都会对叶片造成损害,在考虑到成本和时间的基础上,采用先进的无损检测设备技术,超声波探测检查技术。超声波技术它适用于对复合材料其表面下几厘米厚度的区域进行探查,对其能够准确的找到所出现的问题,代替了我国传统的敲击检测方法,能够减少叶片表面的在因为检查维修之时出现的损伤。还有一种方法称之为错位散斑干涉技术,这种技术主要应用在航空检查与海洋机械之中,它能够在恶劣的环境下对复合材料风电叶片的错位,破损,漏电等情况进行准确定位,代替了传统的人工检查,保障了专业技术人员的人身安全2.3、制定严谨的检查维修制度 在复合材料风电叶片的日常检查维修之中,设立专门的检查制度,对叶片的外边涂层,接口,螺旋仪器,地面引电装置,叶片接电器等等位置进行相关的检查制度设定,;例如对接点器的检查,需要分为三部分:第一部是对其接口处的涂层进行检查,检查复合材料风电叶片与接电器的接口处其表面涂层是否出现脱落。第二部分则是对其接口处的导电性能进行检查,使用仪器对其导电性能进行检测,一旦发生导电的故障,尽快进行处理。第三部分则是对整体外部金属的检查,观察是否出现破损,出现后立即更换,保障叶片的正常运行三、结束语 伴随着我国对电力需求的增加,风力发电在因为其高效环保的特点在发电方面所占比重越来越大,本文就目前复合材料风电叶片的维修出现的隐患进行分析,提出了具体的建议参考文献:
风电叶片设计流程
叶片设计流程 一.空气动力设计 1.确定风轮的几何和空气动力设计参数 2.选择翼型 3.确定叶片的最佳形状 4.计算风轮叶片的功率特性 5.如果需要可以对设计进行修改并重复步骤4,以找到制造 工艺约束下的最佳风轮设计。 6.计算在所有可遇尖速比下的风轮特性 对于每个尖速比可采用上面步骤4所述的方法,确定每个叶素的空气动力状态,由此确定整个风轮的性能。 7.风力机叶片三维效应分析 8.非定常空气动力现象 9.风力机叶片的动态失速 10.叶片动态入流 二.风机载荷计算 作为风力机设计和认证的重要依据,用于风力机的静强度和疲劳强度分析。国际电工协会制定的IEC61400-1标准、德国船级社制定的GL 规范和丹麦制定的DS 472标准等对风力机的载荷进行了详细的规定。
2.1IEC61400-1 标准规定的载荷情况 2.2风机载荷计算 1计算模型 1)风模型 (1)正常风模型 (2)极端风模型 (3)三维湍流模型 2)风机模型 风机模型包括几何模型、空气动力学模型、传动系统动力学模型、控制系统闭环模型和运行状态监控模型等。 2风力机载荷特性 1)叶片上的载荷 (1)空气动力载荷 包括摆振方向的剪力Q yb和弯矩M xb、挥舞方向的剪力Q xb和弯矩M yb以及与变浆距力矩平衡的叶片俯仰力矩M zb。可根据叶片空气动力设计步骤4中求得的叶素上法向力系数Cn和切向力系数Ct, 通过积分求出作用在叶片上的空气动力载荷。 (2)重力载荷 作用在叶片上的重力载荷对叶片产生的摆振方向弯矩,随叶片方位角的变化呈周期变化,是叶片的主要疲劳载荷。 (3)惯性载荷
(4)操纵载荷 2)轮毂上的载荷 3)主轴上的载荷 4)机舱上的载荷 5)偏航系统上的载荷 6)塔架上的载荷 三.风力机气动弹性 当风力机在自然风条件下运行时,作用在风力机上的空气动力、惯性力和弹性力等交变载荷会使结构产生变形和振动,影响风力机的正常运行甚至导致风力机损坏。因此,在风力机的设计中必须考虑系统的稳定性和在外载作用下的动力响应,主要有①风力机气动弹性稳定性和动力响应②风力机机械传动系统的振动③风力机控制系统(包括偏航系统和变浆距系统等)的稳定性和动力响应④风力机系统的振动。 3.1风力机气动弹性现象 1.风力机叶片气动弹性稳定性问题 2.风力机系统振动和稳定性问题 3.2风力机气动弹性分析 目的是保证风力机在运行过程中不出现气动弹性不稳定。主要的方法是特征值法和能量法。特征值法是在求解弹性力学的基本方 程中,考虑作用在风力机叶片上的非定常空气动力,建立离散的描述风力机叶片气动弹性运动的微分方程。采用Floquet理论求解,最后 稳定性判别归结为状态转移矩阵的特征值计算。
环氧树脂性能及工艺特性
环氧树脂性能及工艺特性 一、环氧树脂的粘接特点及基本原理 1、环氧树脂粘接的基本原理: 环氧树脂粘接是由两种力量产生的,一是机械粘附力。即当粘接剂处于液态时,渗入到洁净的被粘接表面的孔隙中,待粘接剂固化后便形成了一种机械结合的锚固力;二是化学粘合力,因为环氧树脂分子结构中含有脂肪族羟基醚基及其中极为活泼的环氧基。 由于羟基和醚基的极性,使得环氧树脂分子和相邻表面之间产生电磁吸力,而且环氧基与含有活泼氢的金属表面起反应而生成化学勾健,既在胶层间产生了分子之间结合。这种结合被称为化学粘合力,一般认为环氧树脂粘合力主要是由于化学粘合力起作用。 2、环氧树脂粘接的特点: 2.1 可粘接各种材料,对金属与金属、金属与非金属、非金属与非金属之间均有较强的粘合能力。 2.2 有较高的粘接强度及其他的物理性能(表1) 2.3 粘结工艺简单,容易掌握,经济效果好。如有一台100m长裂纹的拖拉机发动机机体,仅用几元钱即可修复,且两天之内既可装车使用。修复一根输油管只需几角钱。 2.4胶合缝处具有不漏气、不漏油、不漏水和耐化学药品腐蚀等优良特性。 2.5粘结表面可进行机械加工。 2.6粘结过程中,不需要对工件进行高温度处理,因此,对零件金相组织无影响。 2.7收缩性较小,其收缩率为1—2%;如填加适当填料其收缩率可达到 0.1-0.2%,环氧树脂的耐温性较好,可在150-200℃温度范围内长期工作,其耐寒性可达-50℃—55℃。 2.8粘结表面较脆、耐冲性性能较差,粘结固化后无毒。 表1 环氧树脂固化后的物理性能 项目数据 抗拉强度(kg/cm2)650-850(有的配方可达1200) 抗弯强度 (kg/cm2) 900-1200 抗压强度 (kg/cm2) 1100-1300 抗冲强度(kg?cm/ cm2) 10-20 耐热性(℃马丁法) 105-130 击穿电压(千伏/毫米、室温)35
环氧树脂的固化原理教学提纲
环氧树脂的固化原理
精品文档 环氧树脂的固化原理 环氧树脂硬化反应的原理,目前尚不完善,根据所用硬化剂的不同,一般认为它通过四种途径的反应而成为热固性产物. (1)环氧基之间开环连接; (2)环氧基与带有活性氢官能团的硬化剂反应而交联; (3)环氧基与硬化剂中芳香的或脂肪的羟基的反应而交联; (4)环氧基或羟基与硬化剂所带基团发生反应而交联. 不同种类的硬化剂,在硬化过程中其作用也不同.有的硬化剂在硬化过程中,不参加到本分子中去,仅起催化作用,如无机物.具有单反应基团的胺、醇、酚等,这种硬化剂,叫催化剂.多数硬化剂,在硬化过程中参与大分子之间的反应,构成硬化树脂的一部分,如含多反应基团的多元胺、多元醇、多元酸酐等化合物. 1、胺类硬化剂 胺类硬化剂—般使用比较普遍,其硬化速度快,而且黏度也低,使用方便,但产品耐热性不高,介电性能差,并且硬化剂本身的毒性较大,易升华.胺类硬化剂包括;脂肪族胺类、芳香族胺类和胺的衍生物等.胺本身可以看作是氮的烷基取代物,氨分子(NH3)中三个氢可逐步地被烷基取代,生成三种不同的胺.即:伯胺(RNH2)、仲胺(R2NH))和叔胺(R3N). 由于胺的种类不同,其硬化作用也不同: (1)伯胺和仲胺的作用 含有活泼氢原子的伯胺及仲胺与环氧树脂中的环氧基作用.使环氧基开环生成羟基,生成的羟基再与环氧基起醚化反应,最后生成网状或体型聚合物. (2)叔胺的作用与伯胺、仲胺不同,它只进行催化开环,环氧树脂的环氧基被叔胺开环变成阴离子,这个阴离子又能打开一个新的环氧基环,继续反应下去,最后生成网状或体型结构的大分子. 2、酸酐类硬化剂 酸酐是由羧酸(分子结构中含有羧基—COOH)与脱水剂一起加热时,两个羧基除去一个水分子而生成的化合物. 酸酐类硬化剂硬化反应速度较缓慢,硬化过程中放热少,使用寿命长,毒性较小,硬化后树脂的性能(如力学强度、耐磨性、耐热性及电性能等)均较好.但由于硬化后含有酯键,容易受碱的侵蚀并且有吸水性,另外除少数在室温下是液体外.绝大多数是易升华的固体,而且一般要加热固化. 酸酐和环氧树脂的硬化机理,至今尚未完全阐明,比较公认的说法如下: 酸酐先与环氧树脂中的羟基起反应而生成单酯,第二步由单酯中的羟基和环氧树脂的环氧基起开环反应而生成双酯,第三步再由其中的羟基对环氧基起开环作用,生成醚基,所以可得到既含醚键,又含有酯基的不溶不熔的体型结构. 除了上述反应之外,第一步生成的单酸中的羧基也可能与环氧树脂分子上的羟基起酯化反应,生成双酯.但这不是主要的反应. 3、树脂类硬化剂 含有硬化基团的一NH一,一CH2OH,一SH,一COOH,一OH等的线型合成树脂低聚物,也可作为环氧树脂的硬化剂.如低分子聚酰胺.酚醛树脂,苯胺甲醛树脂,三聚氰胺甲醛树脂,糠醛树脂,硫树脂,聚酯等.它们分别能对环氧树脂硬化物的耐热性,耐化学性,抗冲击性,介电性,耐水性起到改善作用.常用的是低分子聚酰胺和酚醛树脂. (1)低分子聚酰胺不同于尼龙型的聚酰胺.它是亚油酸二聚体或是桐油酸二聚体与脂肪族多元胺,如乙二胺、二乙烯三胺反应生成的一种琥珀色粘稠状树脂.由于原材料的性质,反应组分的配比和反应条件不同,低分子聚酰胺的性质差别很大.它们的分子量在500~9000之间, 收集于网络,如有侵权请联系管理员删除
环氧树脂的固化
实验五 环氧树脂的固化 化工系 毕啸天 2010011811 一、实验目的 1.了解高分子化学反应的基本原理及特点 2.了解环氧树脂的制备及固化反应的原理、特点 二、实验原理 热固性树脂是一类重要的树脂材料,环氧树脂(epoxy resins )就是其中的一大品种。含有环氧基团的低聚物,与固化剂反应形成三维网状的固化物,是这类树脂的总称,其中以双酚A 型环氧树脂产量最大,用途最广。它是由环氧氯丙烷与双酚A 在氢氧化钠作用下聚合而成。根据不同的原料配比,不同反应条件,可以制备不同软化点、不同分子量的环氧树脂。其通式如下: CH 2 CH CH 2 O C CH 3 CH 3 OCH 2CHCH 2 OH n C CH 3CH 3 OCH 2 CH CH 2 O 环氧树脂通常用下面几个参数表征: 1.树脂粘度 2.环氧当量或环氧值 3.平均分子量和分子量分布 4.熔点或软化点 环氧值是表征环氧树脂质量的重要指标。它表示每100g 环氧树脂中含环氧基的摩尔数。我国环氧树脂部颁牌号中的两位数字是该牌号树脂的平均环氧值×100,所以部颁牌号可以很简明的表示出该环氧树脂的主要特征。 环氧树脂的结构中末端的活泼的环氧基和侧羟基赋予树脂反应活性,双酚A 骨架提供强韧性和耐热性;亚甲基链赋予树脂柔韧性;羟基和醚键的高度极性,使环氧树脂分子与相邻界面产生了较强的分子间作用力。双酚A 型环氧树脂综合性能好,因而用途广泛,商业上称作“万能胶”。 环氧树脂在未固化前呈热塑性的线性结构,通过与固化剂发生化学反应,形成网状结构的大分子,才具有使用价值。环氧树脂固化物的性能除了取决于自身的结构特性以外,还取决于固化剂的种类。此外固化物性能还受固化反应程度的影响。采用的固化条件不同,交联密度也会不同,所得固化物的性能也各异。环氧树脂的固化剂种类很多,不同的固化剂,其交联反应也不同。 未固化的环氧树脂是粘性液体或脆性固体,没有实用价值,只有与固化剂进行固化生成交联网络结构才能实现最终用途。环氧树脂与固化剂的反应,除了一般的脂肪胺和部分脂环胺类固化剂可以在常温固化外,其它大部分脂环族胺和芳香胺类以及全部的酸酐类固化剂都需要在较高的温度下经过较长的时间才能发生固化交联反应。为了降低固化温度,使用促进剂是必要的,适用于胺类和酸酐类固化环氧树脂的促进剂可分为亲核型、亲电型和金属羧酸(或乙酰丙酮)盐三类。环氧树脂的固化反应是通过环氧基的开环反应完成的,末端基为环氧基的树脂可以和多种含活泼氢的化合物反应。活泼氢对环氧化合物的作用先是在环氧基的 氧原子上引起质子的亲电附加,生成H 3O +离子,此反应非常迅速,在此H 3O + 离子的作用下进行亲核进攻,使环氧基开环。含有活泼氢的化合物有醇、酚、羧酸、硫醇、酰胺、脲类和异氰酸酯等,上述反应并不需要消除小分子就能使链增长或交联,因此环氧树脂比其它类型
风电标准大全、整机厂及中国风力发电叶片厂商名录、风力发电机组特点
风力发电整机制造机构名称 维斯塔斯风力技术公司 新疆金风科技发展公司 四川风瑞能源 GAMESA GE能源集团 华锐风电科技股份有限公司 浙江华仪风能开发有限公司 苏司兰能源有限公司 江西麦德风能设备股份有限公司 常州轨道车辆牵引传动工程技术研究中心上海电气风电设备有限公司 中国南车株洲电力机车研究所风电事业部湖南湘电风能有限公司 中船重工(重庆)海装风电设备有限公司Repower 浙江运达风力发电工程有限公司 上海万德风力发电有限公司 佛山市东兴风盈风电设备制造有限公司潍坊中云机器有限公司 东方汽轮机有限责任公司 保定惠德风电工程有限公司 哈尔滨哈电风电设备公司 北京北重汽轮电机有限责任公司 沈阳华创风能有限公司 西安维德风电设备有限公司 广东明阳风电有限责任公司 三一电气有限责任公司 中小型风力发电机组(含并网/离网型)机构名称 广州红鹰能源科技公司 扬州神州风力发电有限公司 嘉兴市安华风电设备有限公司 上海思源致远绿色能源有限公司 宁波风神风电科技有限公司 深圳风发科技发展有限公司 广州中科恒源能源科技有限公司 宁夏风霸机电有限公司 上海林慧新能源科技有限公司 西安大益风电科技有限公司 瑞安海立特风力发电有限公司
风能蓄电池机构名称 北京辉泽世纪科技有限公司 叶片及其材料机构名称 重庆国际复合材料有限公司 艾尔姆玻璃纤维制品(天津)有限公司 上海玻璃钢研究院 江苏九鼎新材料股份有限公司 南京先进复合材料制品有限公司 上海越科复合材料有限公司 中国兵器工业集团第五三科技研究院 威海市碳素渔竿厂 金陵帝斯曼树脂有限公司 中航(保定)惠腾风电设备有限公司 浙江联洋复合材料有限公司 常熟市卡柏(Core Board)复合材料有限公司北京恒吉星工贸有限责任公司 风力发电机机构名称 湘潭电机股份有限公司 南车电机股份有限公司 西安捷力电力电子有限公司 兰州电机有限责任公司 东方电机股份有限公司 上海电气集团 盾安电气 齿轮箱/回转支承机构名称 南京高速齿轮制造有限公司 德国GA T传动技术有限公司 洛阳精联机械基础件有限公司 徐州罗特艾德回转支承股份有限公司 舍弗勒中国有限公司 马鞍山方圆回转支承股份有限公司 浙江通力减速机有限公司 变桨系统机构名称 桂林星辰电力电子有限公司 德国GA T传动技术有限公司 路斯特绿能电气系统(上海)有限公司
环氧树脂的固化原理
环氧树脂的固化原理 环氧树脂硬化反应的原理,目前尚不完善,根据所用硬化剂的不同,一般认为它通过四种途径的反应而成为热固性产物. (1)环氧基之间开环连接; (2)环氧基与带有活性氢官能团的硬化剂反应而交联; (3)环氧基与硬化剂中芳香的或脂肪的羟基的反应而交联; (4)环氧基或羟基与硬化剂所带基团发生反应而交联. 不同种类的硬化剂,在硬化过程中其作用也不同.有的硬化剂在硬化过程中,不参加到本分子中去,仅起催化作用,如无机物.具有单反应基团的胺、醇、酚等,这种硬化剂,叫催化剂.多数硬化剂,在硬化过程中参与大分子之间的反应,构成硬化树脂的一部分,如含多反应基团的多元胺、多元醇、多元酸酐等化合物. 1、胺类硬化剂 胺类硬化剂—般使用比较普遍,其硬化速度快,而且黏度也低,使用方便,但产品耐热性不高,介电性能差,并且硬化剂本身的毒性较大,易升华.胺类硬化剂包括;脂肪族胺类、芳香族胺类和胺的衍生物等.胺本身可以看作是氮的烷基取代物,氨分子(NH3)中三个氢可逐步地被烷基取代,生成三种不同的胺.即:伯胺(RNH2)、仲胺(R2NH))和叔胺(R3N). 由于胺的种类不同,其硬化作用也不同: (1)伯胺和仲胺的作用 含有活泼氢原子的伯胺及仲胺与环氧树脂中的环氧基作用.使环氧基开环生成羟基,生成的羟基再与环氧基起醚化反应,最后生成网状或体型聚合物. (2)叔胺的作用与伯胺、仲胺不同,它只进行催化开环,环氧树脂的环氧基被叔胺开环变成阴离子,这个阴离子又能打开一个新的环氧基环,继续反应下去,最后生成网状或体型结构的大分子. 2、酸酐类硬化剂 酸酐是由羧酸(分子结构中含有羧基—COOH)与脱水剂一起加热时,两个羧基除去一个水分子而生成的化合物. 酸酐类硬化剂硬化反应速度较缓慢,硬化过程中放热少,使用寿命长,毒性较小,硬化后树脂的性能(如力学强度、耐磨性、耐热性及电性能等)均较好.但由于硬化后含有酯键,容易受碱的侵蚀并且有吸水性,另外除少数在室温下是液体外.绝大多数是易升华的固体,而且一般要加热固化. 酸酐和环氧树脂的硬化机理,至今尚未完全阐明,比较公认的说法如下: 酸酐先与环氧树脂中的羟基起反应而生成单酯,第二步由单酯中的羟基和环氧树脂的环氧基起开环反应而生成双酯,第三步再由其中的羟基对环氧基起开环作用,生成醚基,所以可得到既含醚键,又含有酯基的不溶不熔的体型结构. 除了上述反应之外,第一步生成的单酸中的羧基也可能与环氧树脂分子上的羟基起酯化反应,生成双酯.但这不是主要的反应. 3、树脂类硬化剂 含有硬化基团的一NH一,一CH2OH,一SH,一COOH,一OH等的线型合成树脂低聚物,也可作为环氧树脂的硬化剂.如低分子聚酰胺.酚醛树脂,苯胺甲醛树脂,三聚氰胺甲醛树脂,糠醛树脂,硫树脂,聚酯等.它们分别能对环氧树脂硬化物的耐热性,耐化学性,抗冲击性,介电性,耐水性起到改善作用.常用的是低分子聚酰胺和酚醛树脂. (1)低分子聚酰胺不同于尼龙型的聚酰胺.它是亚油酸二聚体或是桐油酸二聚体与脂肪族多元胺,如乙二胺、二乙烯三胺反应生成的一种琥珀色粘稠状树脂.由于原材料的性质,反应组分的配比和反应条件不同,低分子聚酰胺的性质差别很大.它们的分子量在500~9000之间,有熔
大型风电叶片结构设计方法研究
大型风电叶片结构设计方法研究 摘要:随着绿色能源的推广与利用,对风电叶片结构设计也提出了更高的要求。作为风电机组的主要部件,叶片的设计方法一直是风电机组研发的关键。本文主要对大型风电叶片结构设计方法进行探析。 关键词:风电叶片;结构设计;方法 前言 近年来,我国的风电设备在技术水平与创新方面已有了突破性的成就,但与国外发达国家相比,仍存在很大差距,尤其在大型风电叶片结构设计方面。因此,如何完善设计方法将是未来提高风电机组核心技术的必然途径。 1.风电叶片设计的基本概述 1.1 风电叶片设计 风电叶片设计的过程实际是对叶片参数的选取与确定的过程,其中的参数对叶片的性能起决定性的作用。一般对风电叶片进行设计主要目标在于:第一,通过较好的空气动力外形获得风能。第二,结构的强度与刚度能够承受各种荷载。第三,其结构动力学特性较好,防止出现共振与颤振。第四,叶片重量的降低使制造成本减少。设计的过程主要分为对气动与结构的设计。其中气动设计过程中,主要对叶片几何外形做出最佳的选择,实现年发电量最大的目标,而结构设计主要对叶片材料的选择、叶片结构形式以及设计参数进行分析,使叶片的强度、刚度及稳定性等目标得以实现。 1.2 叶片外形设计的主要方法 风电叶片设计的主要任务是确定气动外形。叶片外形作为结构设计的基础,对结构设计也有一定的限制。一般对气动外形的设计的方法主要包括基于动量叶素理论的简化设计方法、Glauert方法、以及维尔森方法。基于动量叶素理论的简化设计方法通常用于对风轮轴线截面与叶片产生的气动力,并以此确定叶片参数与翼弦的关系。而Glauert方法主要对风轮后涡流流动进行考虑,初步的设计、分析与修正气动性能,存在一定的局限性,但在设计过程中属于较好的指导方法。维尔森方法则是对Glauert方法的改进,是当前叶片启动外形设计常用方法之一[1]。 1.3 结构设计 结构设计的基本要求在于动力学特性、设计寿命、极限强度设计条件以及刚度设计条件与叶尖变形。在叶片材料方面,通常选择铝合金、玻璃钢、碳纤维增强复合材料等。叶片的内部夹芯结构一般以轻木与PVC为主,而且主体结构中
风力发电叶片制作工艺介绍
风力发电叶片制作工艺 介绍 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
风力发电叶片制作工艺介绍风力发电机叶片是接受风能的最主要部件,其良好的设计、可靠的质量和优越的性能是保证发电机组正常稳定运行的决定因素,其成本约为整个机组成本的15%-20%。根据“风机功价比法则”,风力发电机的功率与叶片长度的平方成正比,增加长度可以提高单机容量,但同时会造成发电机的体积和质量的增加,使其造价大幅度增加。 1碳纤维在风力发电机叶片中的应用 叶片材料的发展经历了木制、铝合金的应用,进入了纤维复合材料时代。纤维材料比重轻,疲劳强度和机械性能好,能够承载恶劣环境条件和随机负荷,目前最普遍采用的是玻璃纤维增强聚酯(环氧)树脂。但随着大功率发电机组的发展,叶片长度不断增加,为了防止叶尖在极端风载下碰到塔架,就要求叶片具有更高的刚度。国外专家认为,玻璃纤维复合材料的性能已经趋于极限,不能满足大型叶片的要求,因此有效的办法是采用性能更佳的碳纤维复合材料。 1)提高叶片刚度,减轻叶片质量 碳纤维的密度比玻璃纤维小约30%,强度大40%,尤其是模量高3~8倍。大型叶片采用碳纤维增强可充分发挥其高弹轻质的优点。荷兰戴尔弗理工大学研究表明,一个旋转直径为120m的风机的叶片,由于梁的质量超过叶片总质量的一半,梁结构采用碳纤维,和采用全玻璃纤维的相比,质量可减轻40%左右;碳纤维复合材料叶片刚度是玻璃纤维复合材料叶片的2倍。据分析,采用碳纤维/玻璃纤维混杂增强方案,叶片可减轻20%~30%。VestaWindSystem公司的V90型发电机的叶片长44m,采用碳纤维代
环氧树脂胶配制方法
环氧树脂胶配方参考 金属与塑料制品粘接用胶黏剂 HYJ-6环氧胶黏剂 配方 组分用量/g 组分用量/g E-51环氧树脂100 气相法白炭黑2~5 邻苯二甲酸二丁酯15 四乙烯五胺13 氧化铝粉25 制备及固化将配方中前4种组分调制均匀,粘接前加入四乙烯五胺,混合均匀后,即得用于 粘接。粘接后,稍加压力,室温固化2~3d,或70℃固化24h。 用途本胶用于金属与玻璃钢的粘接。 J-37胶 配方 E-44环氧树脂100 间苯二胺15 邻苯二胺15 制备及固化按比例配制,低温保存。固化为80℃时6h。 用途本胶用于粘接金属、玻璃钢等材料。 HYJ-29胶 配方
组分用量/g 组分用量/g E-51环氧树脂100 气相法白炭黑2~5 液体羧基丁腈橡胶16 2-乙基-4-甲基咪唑8 三氧化三铝粉25 制备及固化依次称量,混合均匀。固化:70℃下3h。 用途用于粘接金属和玻璃钢。 KH-511胶 配方 组分用量/g 组分用量/g E-51环氧树脂100 间苯二胺11 液体丁腈橡胶-40 18~20 2-乙基-4-甲基咪唑4 制备及固化依次称量,混合均匀。在0.01MPa压力、120℃下固化3h。用途用于各种金属、玻璃钢、陶瓷、热固性塑料等的粘接,强度较高,中等温度固化,使用 工艺简便,可在-60~+150℃下长期使用。 KH-512胶 配方 组分用量/g 组分用量/g E-51环氧树脂100 647酸酐80 液体丁腈20 2-乙基-4-甲基咪唑2 制备及固化依次称量,混合均匀。固化:120℃下3~4h。 用途用于铝与玻璃钢、金属与硬质塑料等粘接。该胶粘接性能好,
在-60~150℃下使用。 SW-2胶 配方 组分用量/g 组分用量/g A、E-51环氧树脂2.0 苯酚-甲醛-四乙烯五胺0.9 聚醚N330 0.4 C、偶联剂KH-550 石英粉0.6 A:B:C=3:1:0.1 DMP-30 0.1 制备及固化按用量分别配制A、B、C三组分,混合均匀即可。适用期:20℃,10g量,10min 。固化:接触压力,常温下2~4h。 用途本胶为常温快速固化胶,在-60~+60℃下使用,用于铝、钢、铜等金属材料及玻璃钢等 的粘接。 粉末环氧黏合剂 配方 组分用量/g 组分用量/g E-42环氧树脂100 铁粉100 双氰胺7 制备及固化先将双氰胺和铁粉混合均匀,再加到低熔点E-42环氧树脂中,制成粉状(或棒 状)环氧黏合剂。
低粘度环氧树脂固化体系研究.
低粘度环氧树脂固化体系研究 段华军王钧杨小利 (武汉理工大学430070 摘要:将低粘度交联剂加入到酸酐固化的环氧树脂体系中,能有效降低树脂体系的粘度,得到室温下仅为0.08Pa?s的酸酐-环氧树脂体系。利用正交实验优选了树脂配方,获得了优异的力学及物理性能;通过DSC确定了树脂的固化工艺制度,并利用TG对该树脂的热稳定性进行了评价。该树脂体系适合于RTM工艺及湿法制造高性能复合材料。 关键词:环氧树脂酸酐低粘度RTM 环氧树脂是制备高性能复合材料重要的基体材料之一,能够赋予复合材料良好的力学性能和物理性能。随着复合材料行业的飞速发展,新的成型加工方法不断涌现,对所使用的树脂基体提出了较高的要求。如R TM(Resin Transfer Molding 工艺,由于R TM工艺是低压成型工艺,不仅要求树脂具有较高的力学性能和物理性能,而且树脂对纤维只有一步浸润过程,还要求树脂具有很低的粘度,以满足树脂对纤维的充分浸润及流动充模[1~3]。目前使用的环氧树脂由于粘度较高,限制了其在R TM成型工艺中的应用。针对这一问题,研究满足R TM工艺要求的低粘度、高性能环氧树脂体系不仅能拓宽R TM工艺的应用领域,同时能极大的提高复合材料的性能。本文通过自制的一类交联剂、改性酸酐与E244环氧树脂组成一个共混树脂体系,该树脂体系在保持环氧树脂优异性能的前提下,同时具有很低的粘度。利用差示扫描量热法(DSC对该共混体系的固化特性进行了研究,利用正交实验确定了较为合理的固化制度;同时测试了该共混树脂体系的粘度、温度对粘度的影响以及浇铸体的力学性能和物理性能;并利用TG对该树脂的热稳定性进行了评价。 1实验部分 1.1原材料及仪器设备
风电叶片维护研究进展
风电叶片维护研究进展 一.风电叶片维护的必要性 我国风电快速发展始于2006年,当时国内风机以600kw,700kw机型为主,2007年3月,我国首台1.5MW直驱永磁发电机组在新疆投运,拉开了兆瓦级风力发电发展的序幕。随着风电市场的逐渐成熟,大型风力发电机组相继出现,叶片长度也由原来的30-40m增加至60-70m。叶片长度的不断增长,同时带来叶片重量的增加,但是叶片设计使用寿命为20年,如何在叶片20年的生命周期内保持其高效运行至关重要。 风力发电叶片一般安装于偏远的地区,运行环境恶劣,如较大的风沙侵袭,-30℃至50℃的循环温差,以及强紫外光的老化等。目前2.5MW-50.3m的叶片,叶尖运行速度高达300公里/小时,在这样高转速下,风沙和雨滴对风电叶片的侵蚀相当于等离子切割,叶片表面容易形成空洞。研究表明,叶片表面粗糙度的增加以及缺陷的累积将导致发电效率降低5%-30%,还可能导致叶片运行失稳造成齿轮箱的故障。叶片小的缺陷如果没有及时发现并进行专业修复,将导致裂纹延伸至叶尖,造成叶片大面积的开裂,不得不进行大型修补或者返厂处理,给风场业主带来重大经济损失。 二.风电叶片常见的损伤 风电叶片虽然在设计时,赋予它足够的强度和刚度,但是在其20年的使用寿命中,也会像其他复合材料部件一样,出现各种各样的问题。风电叶片从生产厂家生产,通过长距离的运输到达风场,使用大吨位吊车进行安装。风电叶片在上述每一个步骤都可能发生损伤破坏。一旦风电叶片开始运行,将受到雨水,风沙以及大气的腐蚀,同时还要经受强紫外的老化。在风压和旋转持续疲劳载荷的作用下,隐藏在叶片内部的缺陷,如分层,气泡,叶片组件之间的粘合缺陷将会逐渐显现出来。 风机正常运行情况下,叶片会在不同年限出现相应的受损状况: 2年:表面胶衣出现磨损,脱落现象,甚至出现小的砂眼。 3年:叶片出现大量砂眼,叶片前缘尤为严重,风机运行产生阻力,事故隐患开始显示。
环氧树脂灌封料及其工艺和常见问题
环氧树脂灌封料及其工艺和常见问题 黄道生 (汉高华威电子股份有限公司,江苏连云港222006)
1 引言 在电子封装技术领域曾经出现过两次重大的变革。第一次变革出现在20世纪70年代前半期,其特征是由针脚插入式安装技术(如DIP)过渡到四边扁平封装的表面贴装技术(如QFP);第二次转变发生在20世纪90年代中期,其标志是焊球阵列.BGA 型封装的出现,与此对应的表面贴装技术与半导体集成电路技术一起跨人21世纪。随着技术的发展,出现了许多新的封装技术和封装形式,如芯片直接粘接、灌封式塑料焊球阵列(CD-PBGA)、倒装片塑料焊球阵列(Fc-PBGA)、芯片尺寸封装(CSP)以及多芯片组件(MCM)等,在这些封装中,有相当一部分使用了液体环氧材料封装技术。灌封,就是将液态环氧树脂复合物用机械或手工方式灌入装有电子元件、线路的器件内,在常温或加热条件下同化成为性能优异的热同性高分子绝缘材料。 2 产品性能要求 灌封料应满足如下基本要求:性能好,适用期长,适合大批量自动生产线作业;黏度小,浸渗性强,可充满元件和线间;在灌封和固化过程中,填充剂等粉体组分沉降小,不分层;固化放热峰低,固化收缩小;同化物电气性能和力学性能优异,耐热性好,对多种材料有良好的粘接性,吸水性和线膨胀系数小;在某些场合还要求灌封料具有难燃、耐候、导热、耐高低温交变等性能。 在具体的半导体封装中,由于材料要与芯片、基板直接接触,除满足上述要求外,还要求产品必须具有与芯片装片材料相同的纯度。在倒装芯片的灌封中,由于芯片与基板间的间隙很小,要求灌封料的黏度极低。为了减少芯片与封装材料间产生的应力,封装材料的模量不能太高。而且为了防止界面处水分渗透,封装材料与芯片、