大众汽车标准_VW 01106-1 英文
Vertragspartner erhalten die Norm nur über die zust?ndige Beschaffungsabteilung.
Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group.
Parties to a contract can only obtain this standard via the responsible procurement department.
VOLKSWAGEN AG
N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e .
T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .
Q U E L L E : N O L I S
Page 2
VW 011 06-1: 2003-05
1 Scope
This standard applies to the design, layout and quality assurance of arc-welded sheet-steel joints which are predominantly subject to dynamic loads.
It encompasses the following procedures according to DIN EN ISO 4063:
Procedure Code
Characteristic
value
131 Metal inert-gas welding MIG
135 Metal active-gas welding MAG
141 Tungsten inert-gas welding TIG
for: butt and fillet welds, lap welds, plug welds and special weld forms
of: uncoated and surface-finished sheet steels and of high-alloyed steels and stainless steels;
for examples see section 3.1;
workpiece thickness 0.5 mm to 6 mm
with: test characteristics of acceptance level B (high requirement) according to DIN EN 25 817, see also DVS Specification 0705.
All fusion-welded joints that do not fall within this scope require the clarification of the responsible engineering departments. Special measures made necessary by the component, e.g. change to the acceptance level for specific irregularities, are thus permissible and must be entered in the drawing.
2 Abbreviations and definitions
2.1 Abbreviations
a Calculated throat thickness
e Penetration
f i Side wall penetration on component t i
f L Penetration length
f St Penetration at the face surface
F i Joining plane i
size
h Gap
l Weld seam length
L Length
thickness
s Throat
s i Throat thicknesses with respect to sheet i
s N Smallest common throat thickness
t i Sheet thickness of sheet i
Σt Sum total of sheet thicknesses
? Diameter
Page 3
VW 011 06-1: 2003-05
2.2 Definitions
The following definitions are valid for the application of this standard.
2.2.1 Welded
joint
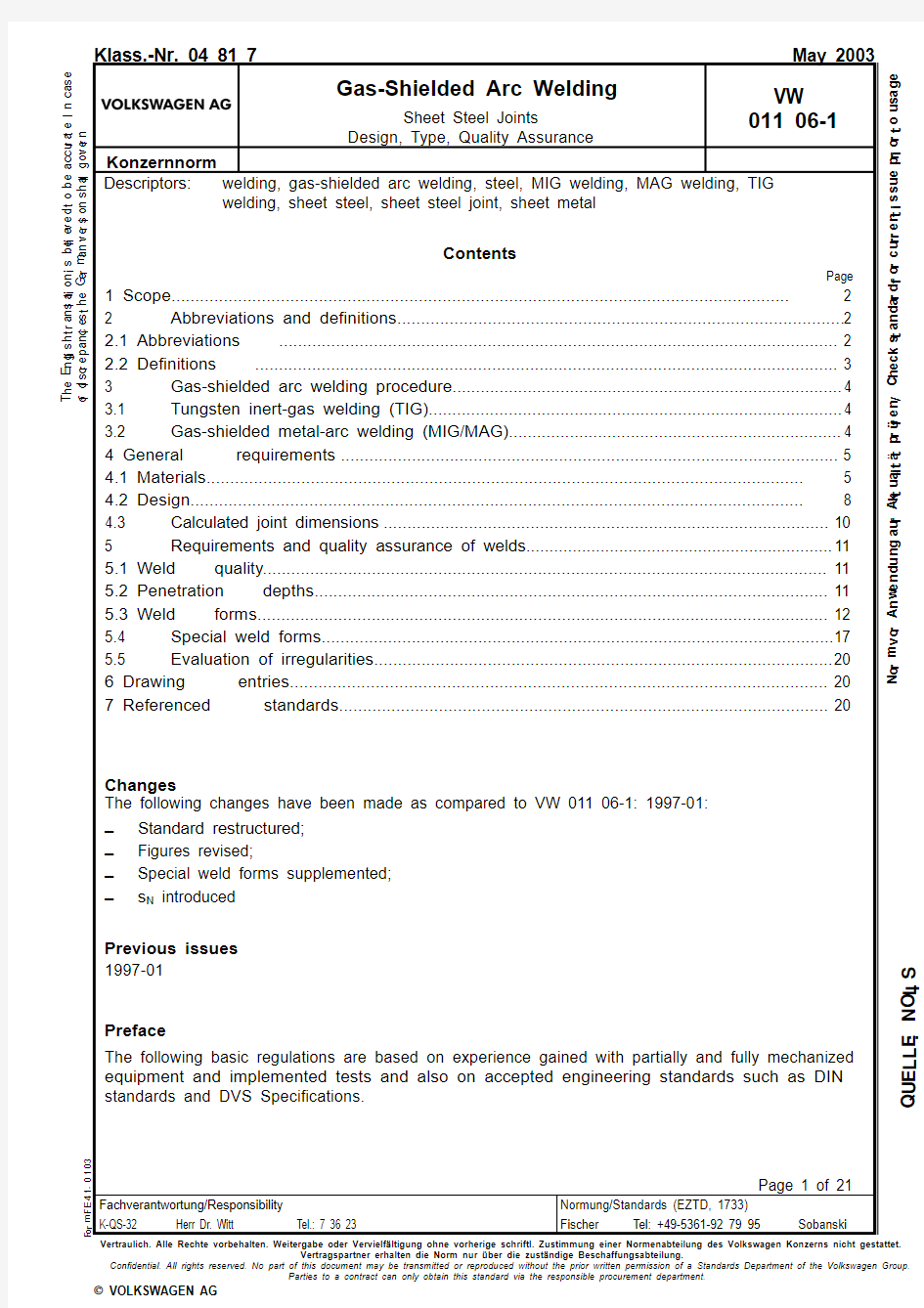
Joint created by fusion welding. It comprises the weld, fusion line, zone influenced by heat and unaffected base material (Figure 1).
1
2
3 4
1 = Weld
2 = Zone influenced by heat
3 = Fusion line, fusion zone
4 = Unaffected base material Figure 1 - Fusion-welded joint
NOTE The weld and fusion line may be identical.
2.2.1.1 Welded
seam
The area of the welded joint where the workpiece(s) are joined at the weld joint. The welded seam comprises the base material and/or the filler metal.
2.2.1.2 Fusion
line
Borderline between the material melted during welding and the material that remained solid.
2.2.1.3 Weld metal
Material that solidified after welding, comprising either the base material or filler metal and base material. Elements in the weld metal can come from casings and/or accessory materials (DIN ISO 857-1).
2.2.1.4 Zone influenced by heat
Area of the base material that remained solid, but experienced thermal microstructural changes due to the energy applied during welding.
Page 4
VW 011 06-1: 2003-05
2.2.1.5 Unaffected base material
Area of the base material that experienced no evident microstructural changes as a result of the energy applied during welding.
2.2.2 Same types of material
Materials which do not differ significantly in terms of their chemical composition and their suitability for welding (DIN 8528-1).
2.2.3 Different types of material
Materials which differ significantly in terms of their chemical composition and their suitability for welding.
3 Gas-shielded arc welding procedure
Gas-shielded arc welding is a form of fusion welding. An electrical arc is used as the heat source. It burns between the electrode and the workpiece. In this process, the arc and the weld pool are protected from the atmosphere by a shield of protective gas. The type of electrode determines the classification according to the following procedures:
3.1 Tungsten inert-gas welding (TIG)
In this procedure, an arc is ignited between a non-consumable tungsten electrode and the workpiece. Argon or helium is used as the protective atmosphere. The additional material is (as in the case of gas welding) supplied from the side.
3.2 Gas-shielded metal-arc welding (MIG/MAG)
In this procedure, an arc is ignited between the consumable end of the wire electrode (additional material) and the workpiece. The welding current flows via sliding contacts in the gun holder to the wire electrode.
When inert gases (non-reactive gas, e.g. noble gases such as argon, helium or mixtures of both) are used as protective atmospheres, this is called metal inert-gas welding (MIG).
When active gases (e.g. CO2 or mixed gases that contain CO2 and some oxygen) are used, this is called metal active-gas welding (MAG). This procedure is used to weld unalloyed and low-alloy steels.
Page 5
VW 011 06-1: 2003-05
4 General requirements
Welds that are subject to mandatory documentation shall be evaluated according to the relevant type and/or component-specific test standards.
Deviations with respect to the weld geometries and weld executions shall be detailed in the drawing, assured in tests and described in test standards.
Further requirements with respect to gas-shielded arc welding are contained in the following. VW 011 06-2 Rework on Sheet Steel Joints VW 011 06-3 Al Welded Joints
VW 011 42
Rework on Al Welded Joints
When creating arc-welded sheet steel joints, the greatest possible design strength in terms of the design goal must be realized while also ensuring sufficient reliability and a favorable cost/quality ratio. To this end, every welded joint must be “suitable for welding”, i.e. the dimensions of the welding equipment and the accessibility of the weld according to DVS 0929 must be taken into consideration in the development design.
"Weldability for service" of a sheet steel joint is deemed to exist if the component, on the basis of its design (section 4.2) and with the material used (section 4.1), remains functional (Figure 2) under the intended operating stresses (section 4.3).
Figure 2 - Representation of weldability according to DIN 8528-1
4.1 Materials
The following list is not complete . Its purpose is to provide an overview of the weldable materials currently used in the automotive industry. The following have good welding properties:
a) Cold-rolled flat products made from soft steels for cold working:
DIN EN 10130
Material No. DIN 1623-1 (02.83)1) DC01 1.0330 St 12 DC03 1.0347 RSt 13 DC04 1.0338 St 14 1)
DIN 1623-1 was replaced in October 1991 by DIN EN 10130.
Material Welding suitability
Welding capability Manufacturing
Weldability for service
Design
Component weldability
Page 6
VW 011 06-1: 2003-05
b) Cold-rolled strips St 2 to St 4 with the surface finish BK, RP, RPG according to DIN EN 10139.
c) Hot-rolled strips with ≤ 0.20% C content, e.g. according to TL 1111.
The following are also weldable:
d) Hot-rolled products of unalloyed structural steels
DIN EN 10025Material No. DIN 17100 (01.80) 2)
-- 1.0037 St 37-2
S 235 JR 1.0114 St 37-2 R St37-2
S 235 JO 1.0116 St 37-3
S 355 J2G3 1.0570 St 52-3
weldable to a limited
extent:
E295 1.0050 St 50-2
2) DIN 17100 was replaced in March 1994 by DIN EN 10025.
e) Cold-rolled strip and sheet with higher yield point for cold working made from micro-alloyed
steels (SEW 093 of March 1987)
f) Isotropic micro-alloyed cold-rolled strip (according to VW 500 17) is a further development of
the traditional micro-alloyed cold-rolled strip ZStE260 to ZStE420 (formerly SEW 093).
NOTE VW 500 17 defines the material requirements of isotropic micro-alloyed steels, placing particular emphasis on the mechanical properties.
g) Cold-rolled flat products with high yield point for cold working made from micro-alloyed steels:
DIN EN 10268Material No.
H240LA 1.0480
H280LA 1.0489
H320LA 1.0548
H360LA 1.0550
H400LA 1.0556
DIN EN 10292Material No.
H260LAD+Z, +ZF 1.0929
H300LAD+Z, +ZF 1.0932
H340LAD+Z, +ZF 1.0933
H380LAD+Z, +ZF 1.0934
H420LAD+Z, +ZF 1.0935
h) Hot-rolled flat products made from steels with a high yield point for cold working:
DIN EN 10149-2 Material No.
S315MC 1.0972
S355MC 1.0976
S420MC 1.0980
S460MC 1.0982
S500MC 1.0984
S550MC 1.0986
S600MC 1.8969
S650MC 1.8976
S700MC 1.8974
Page 7
VW 011 06-1: 2003-05 i) Cold-rolled strip and sheet with higher yield point for cold working made from phosphorus-alloy
steels
SEW 094 Material No.
ZstE220P 1.0397
ZstE260P 1.0417
ZstE300P 1.0448
DIN EN 10 292 Material No.
H220PD+Z, +ZF 1.0358
H260PD+Z, +ZF 1.0431
H300PD+Z, +ZF 1.0443
j) Strip and sheet from stainless steels (DIN EN 10088-2):
e.g. austenitic steels X5CrNi18-10 1.4301 ,
or ferritic steels X2CrTi12 1.4512
Page 8
VW 011 06-1: 2003-05
4.2 Design
The following specifications and the notes on design from the DVS 0929 Specification are used as the basis for the production-friendly design of arc-welded sheet-steel joints.
types
4.2.1 Joint
The weld joint is the area in which the parts are joined by welding. The respective type of joint is determined by the arrangement of the parts with respect to each other (extension, reinforcement, branching) (table 1).
Table 1 – Joint types (DIN EN 12345)
Page 9
VW 011 06-1: 2003-05 types
4.2.2 Seam
The seam type is determined by the
─type of weld joint
─type and scope of preparation, e.g. gap optimization (see DIN EN 25817)
─material
─welding method.
4.2.2.1 Fillet
weld
The parts lie in two planes with respect to one another, form a fillet joint and are joined by welding. It is possible to differentiate between a
─fillet weld (Figure 3 and Figure 5) – a double fillet weld (Figure 4)
─
Figure 8 - Fillet weld on lap joint
Page 10
VW 011 06-1: 2003-05
4.2.2.4 Front seam See Figure 9.
Figure 9 - Front seam
4.2.2.5 Plug weld See Figure 10.
Figure 10 - Plug weld
4.3 Calculated joint dimensions 4.3.1
Throat thickness a and s
The calculated throat thickness a is required to be able to calculate the forces acting on a welded joint.
For example, the following applies to the design of a fillet weld:
a ≤ 0.7 t min.
The throat thickness s is the height of the largest possible isosceles triangle that can fit in the weld cross-section.
In production, the actually measured throat thickness s must always be greater than or the same as the calculated throat thickness a.
s ≥ a
If the throat thickness s (Figure 11) cannot be determined in a straightforward manner, the smallest common throat thickness s N (Figure 12) can be used as the alternative criterion.
Figure 11 - Fillet weld
Figure 12 - Fillet weld with deep penetration
s N
Page 11
VW 011 06-1: 2003-05
4.3.2
Weld seam length
The calculated weld seam length l is the seam length defined by the designer for the weldment. Both the starting and end areas (end crater) are used to determine the seam length.
In order to determine the dynamic load capacity, the seam length can exceed the component length (Figure 13).
Figure 13 - Extension of the seam length
Proof of sufficient strength is provided by the component-specific strength tests. 5
Requirements and quality assurance of welds
In general, the welding quality requirements according to DIN EN 729-1 shall be taken into consideration together with the comprehensive quality requirements set out in DIN EN 729-2.
The execution of a weld shall be described clearly by indicating the weld seam length, thickness and quality.
These requirements are part of the drawing specifications (see section 6).
Unless other specifications are noted in the drawing, the requirements of sections 5.1 to 5.5 shall apply.
5.1 Weld quality
If there is no component-specific test standard, DIN EN 25817, acceptance level B, high, shall also apply to sheets < 3.0 mm. For sheets < 3.0 mm, the limit values for irregularities must be adjusted appropriately.
5.2 Penetration depths
The welded joint is sufficient once a continuous matter-closed joint with a measurable penetration depth of f ≥ 0.2 mm is created between the sheets involved.
For certain weld forms – e.g. fillet weld on lap joint or flanged joint – the penetrations f cannot always be determined if 100% of the face surfaces is included in the weld.
Permissible penetration depths f < 0.2 mm must be indicated in the drawing or specified in a component-specific test standard. The seam quality and/or strength must be verified by means of a dynamic strength test and a microscopic examination.
NOTE Due to the smaller “welding window” the test intervals (e.g. using microsections) shall be conducted at shorter time intervals or on smaller batch sizes. The processes shall be coordinated with all the departments involved (Design, Quality Assurance, operators).
l 1 = Calculated weld length e.g. component length
l 2 = Weld seam length
Page 12
VW 011 06-1: 2003-05
5.3 Weld forms 5.3.1
Square butt seam on butt joint
see Figure 14
Figure 14 - Square butt seam on butt joint
s = Throat thickness
s ≥ t min.
f St = Penetration at the face surface f St ≥ 100% (unless otherwise specified)
Execution as flanged seam:
Figure 15 - Flanged seam
s N = Smallest common throat thickness s N ≥ t min. (see Figure 15).
NOTE The face surfaces f St shall be 100% melted.
S N
Page 13
VW 011 06-1: 2003-05
5.3.2 Front seam See figure 1
6.
a)
b)
c )
Figure 16 – Front seam
s N = Smallest common throat thickness s N ≥ t min. f L2 = Penetration length f L2. ≥ t 1 f 1,2 = Penetration f 1,2 ≥ 0.2 mm
5.3.3
Fillet seam on lap joint
Figure 17 - Fillet seam on lap joint
s N = Smallest, common throat thickness s N ≥ s 1,2 and s N ≥ 0.7 t min.
a = Calculated throat thickness
a ≤ 0.7 t min. (design recommendation) f 2
= Side wall penetration on the component t 2:
f 2 ≥ 0.2mm
s 1,2
= Throat thickness s 1,2 ≥ 0.7 t min NOTE If the throat thicknesses s 1,2 cannot be determined in a straightforward manner, the smallest common throat thickness s N may be chosen as an alternative criterion.
s N
h
s 2
Page 14
VW 011 06-1: 2003-05
5.3.4 Fillet weld with deep penetration
see Figure 18
s N
s1,2= Throat thickness (with deep penetration) s1,2 ≥ 0.7 t min.
s N= Smallest common throat thickness s N≥ s1,2 and s N≥ 0.7 t min.
a = Calculated throat thickness a ≤ 0.7 t min.
f1,2= Side wall penetration on the component t1,2 . f1,2≥ 0.2 mm
Figure 18 - Fillet weld with deep penetration
NOTE If the throat thicknesses s1,2 cannot be determined on the microsection in a straightforward manner, the smallest common throat thickness s N may be chosen as an alternative criterion.
5.3.5 Fillet weld on bevel joint
see Figure 19
s N
Figure 19 - Fillet weld on bevel joint
s N = Throat thickness s N≥ t min.
f2 =Penetration f2≥ 0.2 mm
NOTE The face surface of the upper sheet should be 100% melted.
Page 15
VW 011 06-1: 2003-05
see Figure 20
Figure 20 - Triple joint
f1,2,3 = Penetration f1,2,3 > 0.2 mm
f St1,2 = Face surface penetration of t1,2 f St1,2 ≥ Insertion depth l
f St3 = Face surface penetration of t3f St3 = 100%
5.3.7 Plug
weld
For plug weld see Figure 21. The values in table 2 serve as reference values for the ratio of the sheet thickness to the hole diameter.
Table 2 – Hole diameter and sheet thickness
Sheet thickness used
t
(mm) Hole diameter
? or L
(mm)
Optionally, long holes for
narrow flanges
W x L (mm)
to 1.0 ≥ 6 - > 1.00 to 1.25 ≥ 7 -
> 1.25 to 1.50 ≥ 8 6 x 10
> 1.50 to 2.00 ≥ 9 6 x 12
> 2.0 to 3.00 ≥ 10 8 x 12
> 3.00 to 3.50 ≥ 14 -
NOTE Where there are gaps between the sheets, the length of the penetration f L must correspond to the length L or diameter of the hole.
Page 16
VW 011 06-1: 2003-05
f2
f St1 = Face surface penetration of t1,2 f St1 = 100%
f L = Penetration length, width and/or diameter f L≥? or L or W
f2 = Penetration depth f2 ≥ 0.2 mm
Figure 21 - Plug weld
Page 17
VW 011 06-1: 2003-05
5.4 Special weld forms
Adequate evaluation criteria shall be used to evaluate any special weld forms that are not listed here.
5.4.1 Fillet weld on multiple lap joint
s N 1
s N 2
f
Figure 22 - 3-sheet lap joint
In the case of multiple-sheet joints, the smallest common throat thickness s N of the relevant joining plane shall be used to determine the throat thickness.
Here the following applies:
In the relevant joining plane the throat thickness must be
s N ≥ 0.7 Σ t above or s N ≥ 0.7 Σ t below the joining plane.
f3 = Penetration depth f3≥ 0.2 mm
f St1,2 = Face surface penetration of t1,2 f St1,2 = 100%
The following applies to Figure 22:
Throat thickness: s N1 ≥ 0.7 t(1) with: t1 < (t2 + t3 )
s N2 ≥ 0.7 t (3) with: t3< (t1+ t2)
Page 18
VW 011 06-1: 2003-05
5.4.2 Multiple front seam
Fi = Joining plane i
*1) If it is clear that one sheet arrangement in a multiple-sheet arrangement is to be considered as a single sheet, then this sheet shall not be included in the overall evaluation when determining the throat thickness s N .
Figure 23 - Four-fold front seam
In the case of multiple-sheet joints, the smallest common throat thickness s N of the relevant joining planes is used to determine the throat thickness s, as is the case for a multiple lap joint. Here the following applies:
In the relevant joining plane (in Figure 23 - Four-fold front seam – four-fold front seam with the joining planes F1, F2 and F3) the throat thickness must be
s N ≥ Σ of the sheet thicknesses on the right or Σ of the sheet thicknesses on the left of the joining plane.
The following applies to Figure 23, for example: s N1 ≥ t (1) t 1
< (t 2 + t 3 + t 4 ) s N2 ≥ Σ t (3+4) t 3 + t 4 < (t 1 + t 2 ) s N3 ≥ Σ t (4)
t 4
< (t 1 + t 2 + t 3 )
f St = Face surfaces
f St 1,2,3,4 = 100%
N1
t 1 t 2 t 3 t 4
s N2
*1)
s N3
Page 19
VW 011 06-1: 2003-05
Figure 24 - Fillet weld
Figure 25 - Fillet weld with deep penetration
For Figure 24 determine the throat thickness s approximately: On workpieces with different
geometrical shapes, the shortest distance of the median line between the two workpieces shall be selected as the dimension s.
s = Throat thickness s ≥ 0.7 t min For fillet welds on components with a round
cross section it is recommended that the smallest common throat thickness s N be determined as shown in Figure 25.
s N = Smallest common throat thickness s N ≥ a.
NOTE In the event of irregularities, e.g. undercuts, DIN EN 25 718 shall apply. 5.4.4
Square butt seam on flanged joint
Figure 26 - Square butt seam on flanged joint
s N = Smallest common throat thickness s N ≥ t min..
f 1,2 =
Penetration depth f 1,2 ≥ 0.2 mm s N
t f 2
Page 20
VW 011 06-1: 2003-05
5.5
Evaluation of irregularities
5.5.1 Weld spatter
Weld spatter must be avoided in as far as possible.
Any globules or welding residues that remain stuck to the parts and which could lead to an impairment of function are not permitted.
Spatter-free areas shall be defined in the drawing or in a test standard. 5.5.2 General irregularities
Irregularities such as cracks, pores, lack of fusion and gap sizes shall be evaluated, unless otherwise indicated in the drawing, according to DIN EN 25817, evaluation group B “high”. 6 Drawing entries
The graphical representation (for example see Figure 27), dimensioning and symbols for the welding procedures named in section 1 shall be executed according to DIN EN 22553.
Legend:
s8 = Actual throat thickness
(with deep penetration) 8 mm
a6 = Design throat thickness (without deep penetration) 6 mm n = Number of welds
l = Minimum weld length; tolerance +5 mm, unless otherwise indicated e = Distance between the welds v = Initial dimension
Explanation:
Weld produced by means of metal inert-gas welding (code number 131 according to DIN EN ISO 4063); evaluation according to VW 011 06-1; horizontal position h according to DIN EN ISO 6947.
Figure 27 - Example of application for interrupted fillet weld with initial dimension;
symbolic representation
7 Referenced standards
The last publication date of withdrawn standards is provided in parentheses.
DIN 1623-1 (02.83) Flat Steel Products; Cold-Rolled Strip and Sheet; Technical Supply
Specifications; Soft, Unalloyed Steels for Cold Working DIN 8528-1
Weldability; Metallic Materials, Definitions
s8a6
n x l (e)
131/ VW01106-1/h v
各国汽车线束用线标准
各国汽车线束用线标准 各国汽车线束用线 1. 德标汽车电线产品标准 1.1 DIN 72551 德国国家标准 FLY、FLRY、FLYW 1.2 VW 60306 大众公司标准 FLRY FLR6Y FLR7Y FLR13Y FLR31Y等 2. 日本汽车电线产品标准 JIS C3406 汽车用薄壁绝缘低压电缆 AV型日本汽车工程学会标准 JASO D611 汽车用薄壁绝缘低压电缆 AVS AVSS CAVS JASO D608 汽车用耐热低压电缆 AVX、AEX 3. 韩国汽车电线产品标准 KSC 3311 汽车用低压电线 AV型韩国现代企业标准 ES 91110-00 汽车用超薄壁聚氯乙烯绝缘低压电线 AVSS型 4. 意大利汽车电线产品标准 FIAT 91107/13 T2-105 型电线 FIAT 91107/15 T3-125 型电线 T2-105 PVC 绝缘低压电线 T3-125 PP 绝缘低压电线 5. 美国标准汽车电线 美国汽车工程师学会标准 SAE 1127 电池电缆 SAE 1128 低压初级电缆 GXL TWP TXL GPT HDT STS HTS SXL TWE GTE HTE SAE 1678 低压薄壁初级电缆 MS-8288 电缆-初级-薄壁交联聚乙烯绝缘
MS-7889 薄热塑(PVC)绝缘初级线缆 MS-5919 薄壁交联聚乙烯绝缘初级电缆 6. ISO 6722 国际标准化组织标准7.国家标准 1.1 JB 8734 国家机械部标准 RVVP RVV 1.2 GB/T 2951 电缆绝缘和护套材料通用试验方法 1.3 JB/T8139 QVR、QVR-105、QVVR 1.4 OC/T730-2005 道路车辆用薄壁绝缘低压电线
大众常用标准汇总
一、焊接标准 VW 01101 类似国标中描述焊接类型并用图例表示的标准。对各种焊接进行了概括的介绍,并规定了各种标准的图示符号,是焊接里很概括的一章。 eg: VW 01103 凸点焊标准(weld projection),图示表示了不同的凸点焊情况,规定了不同厚度的板件 进行凸点焊时凸点的直径、高度等。 eg: VW 01105 点焊标准(spot weld),详细介绍了点焊的设计思想、焊点排布、强度计算和校合,以 及焊接头的布置和形状参考,有图示、查表表格和例题,教科书般的详尽标准。 规定了焊接点的熔深要求、焊接头大小标准、缩印要求。 焊接后表面等级OG1\OG2\OG3的定义。 规定了图纸表注标准。
使用此标准焊接的熔深、劈凿(或者母材撕裂)都以VW01105为认可标准(Acceptance criteria)。实验方法也定义为VW01105,实际上此标准内第3 章有具体的实验标准比 如PV6702等。考虑到VW01105比较全面而且大众认可,所以不把具体的小标准作为 实验方法。 VW 01105-2 针对铝制金属的特殊焊接要求,包括特殊的熔深、劈凿要求。 eg: VW 01105-3 镀锌合金的特殊焊接要求,对焊板、焊接头有比较详细的描述,对校合计算过程有详细介绍,熔深和劈凿依然参考VW01105-1。 VW 01105-4 针对大厚度钢和高强度钢的焊接标准,介绍了特殊的技术要求和过程控 制。介绍了“焊接强度——焊接时间”图,介绍了标准的图纸表注方法。 eg:
VW 01106 弧焊、二氧化碳保护焊、熔焊标准。规定了图纸标注的标准。详尽规定了不同钢板焊接时的要求和标准,图例表示了各种焊接情况下焊缝的形式。介绍了应力计算标准、 涂层材料。规定了不同钢材焊接时焊缝的评估标准。认可标准和实验方法均为VW 01106。 eg:
汽车低压线束设计规范
汽车低压线束设计规范 1 范围 本标准规定了汽车低压线束设计的一般步骤、方法和所参考的国家和行业标准;规定了图样所包含的内容及标准化要求;规范所选用的材料规格和型号的一般要求;规范线束分支、长度的表示方法;规定图样所需标定的尺寸、技术要求;规定图样幅面、视图;规定比例、线型和块的处理;选型的计算方法、低压插接件选型原则及要求等。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T14690 技术制图比例 GB/T 14691 技术制图字体 JB/T 8139 公路车辆用低压电缆 QC/T 413 汽车电气设备基本技术条件 QC/T 414 汽车用低压电线的颜色 QC/T 417.1车用电线束插接器第一部分定义、试验方法和一般性能要求(汽车部分) QCn 29010 汽车用低压电线接头型式、尺寸和技术要
求 QCn 29013 汽车用蓄电池电线接头型式、尺寸和技术要求 QC/T 29106-2004 汽车低压电线束技术条件 3 术语 本标准采用下列及QC/T 417.1中的定义。 3.1 干线:电线束中两根或两根以上电线包扎在一起的部分(如图1所示)。 3.2 支线:电线束中电线的末端没有包扎的部分或单根电线(如图1所示)。 3.3 分支点:电线束中干线与干线或干线与支线中心线的交点(如图l所示)。 3.4 接点:电线与电线的连接点(如图1所示)。 3.5 端子:插接件的统称。 3.6 干区:安装在车箱内部或密闭舱体等无涉水部位的电线束不需做特殊防水防护处理的区域。 3.7 湿区:除干区以外,电线束易受水浸需做特殊防水防护处理的区域。 3.8 插头(插片):插入插座(插簧)可以完成电气连接的插接件(如图2所示)。 3.9 插座(插簧):接受插头(插片)形成电气连接的插接件(如图2所示)。
最新版线束标准
1) Q/SQR
前言 本标准参考QC/T29106标准,在满足奇瑞汽车的产品性能的实际情况下制定的。 本标准作为产品质量抽查检验的依据。同时在格式和内容的编排上均符合GB/T1.1-2000和GB/T1.2-2002的规定。 本标准与上一版本的标准主要区别如下: 1.规范性引用文件的更改如下: 增加(新的引用标准): Q/SQR.04.228 汽车用熔断器 Q/SQR.04.295 线束波纹管 Q/SQR.04.421 电线束绝缘胶带标准 Q/SQR.04.572 线束紧固件标准(试用) Q/SQR.04.923 轿车、轻型汽车温度场底盘测功机法 替换: 将QC/T 417.1~QC/T417.5改为引用Q/SQR.04.935标准。 2.术语和定义的更改 更改端子、护套的定义,删除插接件的定义。 新增插接器、插头、插座的定义。 3.要求中做的更改如下: 在4.2.4中增加绝缘套管与孔中心的距离。 在4.2.5中对紧固件、主干、分支的公差进行分类规定。 在4.4.5、4.4.7、4.6.2中更改为采用Q/SQR.04.935标准的检测方法。 在4.12中对电线束的工作温度及贮存温度等级进行更改。 新增4.2.6 护套末端与保护材料之间的尺寸要求。 新增4.2.7 线束双绞线要求。 新增4.3.9、4.3.10、4.3.11、4.3.12对电线束的附件材料要求。 4.试验方法中更改如下: 在5.5中将测试速度由25mm/min~l00mm/min改为50±10mm/min。 在5.7中更改为采用Q/SQR.04.935标准的测试方法。 在5.16中更改为采用Q/SQR.04.923标准的测试方法。 5.检验规则中更改如下: 在6.3中增加对4.2.6、4.2.7的检验。 6.标志、包装、储存和保管更改如下 在7.12中a)产品名称要求为中英文,b)改为产品图号,增加f)项图纸版本号。 本标准由奇瑞汽车有限公司乘用车工程研究一院提出。 本标准由奇瑞汽车有限公司汽车工程研究院标准管理科归口。 本标准起草单位:奇瑞汽车有限公司乘用车工程研究一院。 本标准主要起草人:周定华、赵松岭、徐海良、杨宁、陈明业 本标准所代替的标准历次发布情况为:Q/SQR.04.030-2003、Q/SQR.04.030-2005、Q/SQR.04.030-2006
大众汽车用线标准
大众汽车用低压电线 1.用途 本产品是为上海大众汽车有限公司和一汽大众公司配套,适用于轿车等低压系统,并具备单色、双色四分、色环等近几百种颜色。 2.标准 FLRY:德国标准VW60306、VW60185和大众图纸。 FLRYWYW、FLYK、HFW:德国标准VW60306和大众图纸。 QBV:德国标准VW60306和大众图纸。 3.型号及名称 型号名称 FLRY大众汽车用薄绝缘低压电线 FLRYWYW大众汽车用双层薄绝缘低压电线 FLYK大众汽车用低压电线 HFW大众汽车用低压电线 QBV一汽大众汽车用低压电线 4.结构简图 5.规格和结构 见表2~表7。 标称截面 mm2 导体结构 根/Φmm 绝缘厚度最薄成品外径 mm 参考重量 kg/km 20℃时导体 最大直流电阻Ω/km mm 下限上限不镀锡镀锡 0.357/0.2540.2 1.2 1.3552--- 0.357/0.254锡0.2 1.2 1.35---54.5 0.3512/0.200.2 1.3 1.5552--- 0.516/0.200.24 1.4 1.6737.1---
表6 HFW
上海大众汽车用耐热、耐低温电线 1.用途 本产品是为上海大众汽车有限公司配套,适用于轿车等低压系统,具有良好的耐寒性、柔软性、有一定的耐油性、不延燃性,并具备单色、双色四分、色环等近几百种颜色。 2.标准 QVR-W:德国标准VW75139、VW75136和VW60306。 QVR-K:德国标准VW75134、DIN-ISO6722和DIN51604。 3.型号及名称 4.结构简图
5.规格和结构 见表2、表3、表4和表5。 标称截面mm2导体结构 根/Φmm 绝缘厚度最薄成品外径 mm 参考重量 kg/km 20℃时导体 最大直流电阻Ω/km mm 下限上限不镀锡镀锡 0.516/0.20.44 2.0 2.3937.0---132/0.20.44 2.4 2.71518.3--- 1.521/0.30.44 2.7 3.02012.5--- 2.535/0.30.53 3.3 3.7317.5---456/0.30.62 4.0 4.549 4.6---619/0.640.62 4.6 5.171 3.0---684/0.30.62 4.6 5.169 3.0--- 标称截面mm2导体结构 根/Φmm 绝缘厚度最薄护套厚度最薄护套外径 mm 参考重量 kg/km 20℃时导体 最大直流电阻Ω/km mm mm 下限上限不镀锡镀锡 0.516/0.20.440.33 3.1 3.41637.0--- 标称截面mm2导体结构根 /Φmm 绝缘厚度最薄成品外径 mm 参考重量 kg/km 20℃时导体 最大直流电阻Ω/km mm 下限上限不镀锡镀锡
QCT417.3-2001-车用电线束插接器第3部分单线片式插接件的尺寸和特殊要求内容
QC/T417.1~417.5-2001(2001-08-21发布,2001-12-01实施) 前言 本标准参照ISO 8092.1~.4系列标准制定。本标准在车用电线束插接器的总标题下分为五部分: ——第1部分:定义,试验方法和一般性能要求(汽车部分) ——第2部分:试验方法和一般性能要求(摩托车部分) ——第3部分:单线片式插接件尺寸和特殊要求 ——第4部分:多线片式插接件尺寸和特殊要求 ——第5部分:用于单线和多线插接的圆柱式插接件尺寸和特殊要求 随着我国汽车产品技术水平的不断提高,对电器插接器的要求越来越高,因此,在参照ISO 8092.2:1996制定车用电线束插接器试验方法和性能要求标准过程中,汽车整车厂普遍认为ISO 8092中对插接器性能要求较低,希望提高性能要求,而这些提高的性能要求,对于摩托车用插接器显得过高,因此,经协商将插接器试验方法和一般性能要求分汽车和摩托车两部分制定,即第1部分:定义,试验方法和一般性能要求(汽车部分),在采用ISO 8092.2:1996容基础上,将部分性能要求提高并相应增加了一些性能要求及相应的试验方法,试验方法除有些直接采用国际标准的容,其余均采用国家标准及相关行业标准。第2部分:试验方法和一般性能要求(摩托车部分),技术容等同采用ISO 8092.1996。 QC/T 417.3~QC/T 417.5分别等同采用ISO 8092.1、.3、.4:1996的容。 本系列标准自实施之日起同时代替QC/T 417-1999,QC/T 418-1999,QCn 29012-1991。 本系列标准由国家机械工业局提出。 本系列标准由全国汽车标准化技术委员会归口。 本系列标准第1部分起草单位:天海汽车电气;主要起草人:王来生、王荣喜。 本系列标准第2部分起草单位:高邮电器厂;主要起草人:何玉光、吴长红、俊。 本系列标准第3、4、5部分起草单位:天海汽车电气、高邮电器厂。 中华人民国汽车行业标准 车用电线束插接 器 QC/T 1417.3-2001 代替QC/T 417-1999 第3部分单线片式插接件的尺寸和特殊要 求 QC/T 418-1999 QCn 29012-1991
汽车电线束的检测与标准解析(QCT29106)
汽车电线束的检测与标准解析(QCT29106)
汽车电线束的检测与标准解析(QC/T29106)汽车线束是连接汽车电子电器部件并使之发挥功能的组件,是汽车电路的网络主体,主要由铜制插接件(插头、插座)和塑料护套、电线等组成,插接件与电线压接后安装在塑料护套内,电线以线束捆扎、胶带包裹构成。电线束在整车中的作用是将电气系统的电源信号和数据信号进行传递和交换,实现电气系统的功能和要求。 汽车线束遍布汽车的各个角落,有在高温环境下工作的发动机线束、机舱线束,有在尘土飞扬、水、泥浸渍环境下工作的底盘线束,有跨接在门与车身之间长期反复伸缩的车门线束,有承载着大功率器件长期满负荷或过载工作的电力线束等,这些线束随着车辆在高温高湿的南方沿海、严寒的东北地区等恶劣的环境下工作,同时经受着电气热负荷、机油汽油的浸蚀、颠簸振动等条件的洗礼。所以要保证汽车线束的品质,必须从设计、选材、制造工艺、试验及装配等各个环节加以重视。 1 试验标准解析现行的汽车线束标准主要是QC/T29106《汽车低压电线束技术条件》及各企业的企标,试验项目大概有:检验端子与导
线或导线接点的压接品质、接点的防水性能、线束的耐高低温及湿热性能、耐盐雾性能及耐振动性能。如果按照这些条款进行试验,我们会发现试验结果不尽如人意,如QC/T29106中第4.11、4.12条高低温及湿热试验,标准要求在不工作状态下贮存8h,再在常温下放置24h后,检验电线束的包扎是否松散、绝缘护套是否脱开、电线导通率是否为100%;再如第4.14条耐盐雾试验:电线束经48h中性盐雾试验后导通率应为100%,无短路、错路现象;还有振动试验,按QC/T413规定的耐振动性能来试验,但线束如何安放?标准中并未明确,而且振动后检验的内容主要也只是外观,无电性能方面的检验。如上种种,经过多年的试验发现,这些试验项目不能完全验证线束及其辅材的材质、设计及工艺,不能完全达到试验验证的目的。 2 试验分类汽车线束试验按结构及材料分为接触件试验和线束试验;按试验类别分为机械性能试验、电性能试验、耐环境试验。机械性能试验包含振动试验;电性能试验除线束本身的通断检验、触点压降测试外又可分为短路试验、堵转试验和耐久试验;耐环境试验分为耐高低温及
大众汽车标准_VW_10500
n t i s s u e p r i o r t o u s a g e . N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n / C h e c k s t a n d a r d f o r c u r r e T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n . Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group. Parties to a contract can only obtain this standard via the responsible procurement department. VOLKSWAGEN AG Q U E L L E : N O L I S
Page 2 VW 105 00: 2003-11 1 Scope This standard includes notes on the use of the company designation and the corporate wordmark "Volkswagen AG" and provides an overview of the identifications used for vehicle parts. 2 Company designation, wordmark designation 2.1 Company Company designations, such as "Volkswagen Aktiengesellschaft", are registered and legally protected company codes. In general, they identify factories, services, objects, information, memos etc. as belonging to a certain company. 2.2 Wordmark of the Volkswagen Group - "Volkswagen AG" The wordmark "Volkswagen AG" is the exclusive Group brand. This brand is a registered trademark of Volkswagen AG and legally protected as such. It serves for identifying the origin of products and services produced by Volkswagen AG. It aims to symbolize both the unobtrusive self-image and the international importance of Volkswagen AG. 3 Overview of vehicle parts identifications1 3.1 Logos - VW 105 14 Logos acc. to this standard shall serve to identify original parts and to exclude unjustified claims in the case of product liability. 3.2 Country of origin - VW 105 50 Identification with the country of origin shall be based on existing laws and customs regulations. 3.3 Manufacturer’s code - VW 105 40-1, VW 105 40-7 Identification with the manufacturer’s code shall serve to identify the vehicle part manufacturer in the event of damage or product liability as well as the retraceability of parts. 3.4 Part number (drawing number) - VW 010 98 The identification of vehicle parts with the part number establishes the connection to the drawings and makes them easy to find in the spare parts areas and repair workshops. 3.5 Date marking - VW 105 60 Date marking is required to fulfill official requirements, to sort goods acc. to their indates and, in the event of damage, to ensure that the parts can be retraced. 1 Notes for application, examples of entries, dimensions, etc. are provided in the standards named in Section 3.
世界各国汽车线束标准差别(精品)
世界各国汽车线束标准差别(精品) 1. 德标汽车线束产品标准 1.1 DIN 72551德国国家标准FLY、FLRY、FLYW 1.2 VW 60306大众公司标准 FLRY FLR6Y FLR7Y FLR13Y FLR31Y等 2.日本汽车线束产品标准 JIS C3406汽车用薄壁绝缘低压电缆 AV型日本汽车工程学会标准 JASO D611汽车用薄壁绝缘低压电缆 AVS AVSS CAVS JASO D608汽车用耐热低压电缆 AVX、AEX 3.韩国汽车线束产品标准 KSC 3311汽车用低压电线 AV型韩国现代企业标准 ES 91110-00汽车用超薄壁聚氯乙烯绝缘低压电线 AVSS型 4.意大利汽车线束产品标准 FIAT 91107/13 T2-105型电线 FIAT 91107/15 T3-125型电线 T2-105 PVC绝缘低压电线 T3-125 PP绝缘低压电线 5.美国标准线束电线 美国汽车工程师学会标准 SAE 1127电池电缆 SAE 1128低压初级电缆 GXL TWP TXL GPT HDT STS HTS SXL TWE GTE HTE SAE 1678低压薄壁初级电缆 MS-8288电缆-初级-薄壁交联聚乙烯绝缘 MS-7889薄热塑(PVC)绝缘初级线缆 MS-5919薄壁交联聚乙烯绝缘初级电缆 6.ISO 6722国际标准化组织标准 7.国家线束标准 1.1 JB 8734国家机械部标准RVVPRVV 1.2 GB/T 2951电缆绝缘和护套材料通用试验方法 1.3 JB/T8139QVR、QVR-105、QVVR 1.4 OC/T730-2005道路车辆用薄壁绝缘低压电线
QCT29106-2004汽车用低压电线束技术条件
QC/T 29106-2004 (2004-02-10发布,2004-08-01实施)代替QC/T 29106-1992 前 言 本标准是QC/T 29106-1992《汽车用低压电线束技术条件》的修订版本。 本标准修订过程中以德国、法国、韩国等国家同行业的企业标准为主要参考对象。 本标准自实施之日起,同时代替QC/T29106-1992。 本标准与QC/T 29106-1992相比,主要变化如下: ——增加了引用标准GB/T 13527.2、HG 2196、QB/T 2423和QC/T 238。 ——术语和定义中增加了"干区"、"湿区"、"刺破连接",并在技术要求中增加了相应的规定。 ——增加了压接接点横断面的技术要求。 ——增加了导体标称截面积规格和与其对应的拉力值。 ——增加了密封塞压接的技术要求。 ——对电线束的使用环境温度、耐高低温性能、耐湿热性能、耐振动性能、耐盐雾性能及对应的试验方法作了修改。 ——增加了耐温度变化性能要求。 ——将耐油性能要求改为耐工业溶剂性能要求。 ——出厂检验增加了"接点防水"、"无焊料焊接接点撕裂力"、"密封塞压接"项目的检验。 ——对型式检验产品的抽样方法、编组、检验项目和检验顺序作了修改。 本标准由中国汽车工业协会提出。 本标准由全国汽车标准化技术委员会归口。 本标准由长春市灯泡电线有限公司负责起草。 本标准主要起草人:孙玉德、汤曼如、方兴亚、姜树森、张杰、钱程。
QC/T 29106-2004 汽车低压电线束技术条件 1 范围 本标准规定了汽车用低压电线束(以下简称电线束)的要求、试验方法、检验规则、标志、包装、储存和保管。 本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容),或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 GB 11121 汽油机油 GB 17930 车用无铅汽油 GB/T 13527.2 软聚氯乙烯管(电线绝缘用) HG/T 2196 机动车辆用橡胶材料 JB/T 6313.1 电工铜编织线 一般规定 JB/T 6313.2 电工铜编织线 斜纹编织线 JB/T 6313.3 电工铜编织线 直纹编织线 JB/T 8139 公路车辆用低压电缆(电线) JJG 4 钢卷尺 QB/T 2423 聚氯乙烯(PVC)电气绝缘压敏胶粘带 QC/T 238 汽车零部件的储存和保管 QC/T 413-2002 汽车电气设备基本技术条件 QC/T 414 汽车用低压电线的颜色 QC/T 417.1 车用电线束插接器 第1部分:定义、试验方法和一般性能要求(汽车部分) QC/T 417.3 车用电线束插接器 第3部分:单线片式插接件的尺寸和特殊要求 QC/T 417.4 车用电线束插接器 第4部分:多线片式插接件的尺寸和特殊要求 QC/T 417.5 车用电线束插接器 第5部分:用于单线和多线插接器的圆柱式插接件的尺寸和特殊要求 QCn 29010 汽车用低压电线接头 型式、尺寸和技术要求 QCn 29013 汽车用蓄电池电线接头 型式、尺寸和技术要求
汽车高低压电线束设计规范
Q/XX XXXXXXXXX公司 Q/XX-J028-2015 汽车高低压电线束设计规范 编制:日期: 校对:日期: 审核:日期: 批准:日期: 2015-06-15发布 2015-06-15实施 XXXXXXXXX公司发布
1.设计技术 1.1 概述 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。动力系统线束设计分为动力系统低压线束和动力系统高压线束。设计线束时需要考虑其安全性、可靠性和稳定性要求。线束变得越来越复杂,但车身给予线束的空间却越来越小。因此,如何提高电动汽车的动力系统线束的综合性能设计便成为关注的焦点。为使本公司汽车线束部件设计规范化,参考国内外汽车线束设计的技术要求,结合本公司已经开发车型的经验,编制本文。使本公司设计人员对汽车线束设计起到指导操作、提高电器线束设计的效率和合理性的作用。本文对中央控制盒、继电器盒、保险丝盒及线束包扎等作了规范化要求,本文将在本公司所有车型线束开发设计中贯彻,并在实践中进一步提高完善。
电 线 束 设 计 流 程 1.2低压线束设计 1.2.1 整车低压线束设计 电动汽车的供电系统设计是否合理,直接关系到汽车电器件的正常工作与否和全车的安全性,因此线束设计出发点基本都是以安全为主。整车电气系统基本上由3个部分组成。 蓄电池直接供电系统(一般称常电)。这部分的电源所接负载一般都是汽车的安全件或重要件,主要目的是在为这些电器件提供电能时尽量少的
加以控制,确保在无法启动电动模式情况下,汽车也能短暂正常工作,以方便故障车辆能够及时维修等。如:整车控制器电源、真空制动助力泵电源和转向泵电源等。 点火开关控制的供电系统(一般称为IG档)。这部分电器件基本上是在车辆未行驶运转的情况下才使用,取自预充电模块的分支电源,避免了为蓄电池充电时争电源的可能性。如:雨刮器、车灯控制电源、门窗控制电源等。 电动模式的供电系统(一般称为start档)。这部分电源是在车辆启动电动模式下,电器件能够正常启动。电源的负载比较大,电源取之于预充电模块,负载的电流消耗量不同,预充电输出地电流量也就随之成正比变化,有效地保证整车的用电量。 1.2.2 线路保护设计 A.熔断器 线路保护就是要对导线加以保护,兼顾对回路电器件的保护。目前电动汽车所用保护装置主要有熔断器。它是一种安装在中央控制盒中,保证电路安全运行的电器元件。当电路发生故障或异常时,伴随着电流不断升高,并且升高的电流有可能损坏线路。若线路中正确地安置了保险丝,那么,保险丝就会在电流异常升高到一定的高度和一定的时候,自身熔断切断电流,从而起到保护线路安全运行的作用。 熔断器按照结构上分为片式熔断器、插入式熔断器和旋紧式熔断器3种类型,这3种熔断器有不同承载电流量的规格。在线路保护采用的熔断器时,需要严格选取相应的规格。
汽车线束行业标准汽海马VOC标准
汽车线束行业标准汽海马V O C标准 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
1 范围 本标准规定了采用袋子法对车内零部件总成的挥发性有机化合物(VOCs)进行采样和测试的方法。 本标准适用于轿车车厢(含行李箱)内部的非金属零部件及与车厢内有空气交换的零部件。 本标准所检测的目标化合物包括:TVOC、苯、甲苯、二甲苯、乙苯、苯乙烯、甲醛、乙醛、丙烯醛 2 参考标准 GB/T 27630-2011 乘用车内空气质量评价指南 HJ/T 400-2007 车内挥发性有机物和醛酮类物质采样测定方法 3 术语和定义 挥发性有机物(VOC) 在常压条件下沸点或初馏点低于或等于250℃,且在常温常压下能自发挥发的有机液体或固体。 总挥发性有机化合物(TVOC) 利用Tenax等吸附剂采集,并用极性指数小于10的气相色谱柱分离,保留时间在正己烷到正十六烷之间的具有挥发性的化合物的总称。
4 测试原理 将待测零部件放入密封的采样袋,充入适量氮气后,将采样袋在65℃条件下加热2小时,使零部件或材料中的挥发性有机物散发到采样袋内气体中。加热结束后,用Tenax管采集苯类物质,用热脱附仪-气相色谱质谱联用仪(TD-GCMS)进行定性和定量分析;用DNPH管采集醛类物质,用高效液相色谱仪(HPLC)进行定性和定量分析。 5 实验设备 表一
6 样件要求 样件的包装 样件在生产出来后应立即进行包装,并在七天内寄达检测实验室,在此期间,样件应放在无污染,通风阴凉处。样品在运输过程中应尽量避免接触高温环境。 样件封装采用无破损的铝箔或保鲜膜包裹后,再用聚乙烯袋密封,装入纸箱内。 零部件生产商应提供生产日期和样品批号。 检测实验室收到样品后应对样品的包装进行检查,并核对样品信息,保证其准确完整。样品进入实验室应在15个工作日完成测试,如不能及时进行测试,样品应保留包装,并放置在通风,阴凉干燥处。 样件的取样要求 被测零部件是以整个零部件总成进行实验,采用暴露面朝上和尽量摊开的原则。统一采用2000L大小的袋子。具体被测车内零部件总成及取样要求见表1。 表二
各国汽车线束用线
各国汽车线束用线 1. 德标汽车电线产品标准 1.1 DIN 72551 德国国家标准FLY、FLRY、FLYW 1.2 VW 60306 大众公司标准FLRY FLR6Y FLR7Y FLR13Y FLR31Y等 2. 日本汽车电线产品标准JIS C3406 汽车用薄壁绝缘低压电缆AV型日本汽车工程学会标准JASO D611 汽车用薄壁绝缘低压电缆AVS AVSS CAVS JASO D608 汽车用耐热低压电缆AVX、AEX 3. 韩国汽车电线产品标准KSC 3311 汽车用低压电线 AV型韩国现代企业标准ES 91110-00 汽车用超薄壁聚氯乙烯绝缘低压电线AVSS型 4. 意大利汽车电线产品标准FIAT 91107/13 T2-105 型电线FIAT 91107/15 T3-125 型电线T2-105 PVC 绝缘低压电线T3-125 PP 绝缘低压电线 5. 美国标准汽车电线美国汽车工程师学会标准SAE 1127 电池电缆SAE 1128 低压初级电缆GXL TWP TXL GPT HDT STS HTS SXL TWE GTE HTE SAE 1678
低压薄壁初级电缆MS-8288 电缆-初级-薄壁交联聚乙烯绝缘MS-7889 薄热塑(PVC)绝缘初级线缆MS-5919 薄壁交联聚乙烯绝缘初级电缆 6. ISO 6722 国际标准化组织标准 7.国家标准 1.1 JB 8734 国家机械部标准RVVP RVV 1.2 GB/T 2951 电缆绝缘和护套材料通用试验方法 1.3 JB/T8139 QVR、QVR-105、QVVR 1.4 OC/T730-2005 道路车辆用薄壁绝缘低压电线 除了他们测试不一样外,最大不一样,就是同一规格的线束,结构不一样,横截面不一样,材料的使用分级不一样,线束的绝缘厚度要不一样,标准线束所用材料着重点不一样,比如美国主要是用交联PE料,而德国的选择比较广。 JB/T 8734.1-1998 标准名称是:额定电压450/750V及以下聚氯乙烯绝缘电缆电线和软线是机械行业标准GA/T 306.1-2007 阻燃及耐火电缆塑料绝缘阻燃及耐火电缆分级和要求是公安行业标准
(完整版)最新版线束标准
汽车低压电线束技术条件 前言 本标准参考QC/T29106标准,在满足汽车的产品性能的实际情况下制定的。 本标准作为产品质量抽查检验的依据。同时在格式和内容的编排上均符合GB/T1.1-2000和GB/T1.2-2002的规定。 本标准与上一版本的标准主要区别如下: 1.规范性引用文件的更改如下: 增加(新的引用标准): Q/SQR.04.228 汽车用熔断器 Q/SQR.04.295 线束波纹管 Q/SQR.04.421 电线束绝缘胶带标准 Q/SQR.04.572 线束紧固件标准(试用) Q/SQR.04.923 轿车、轻型汽车温度场底盘测功机法 2.术语和定义的更改 更改端子、护套的定义,删除插接件的定义。 新增插接器、插头、插座的定义。
汽车低压电线束技术条件 1 范围 本标准规定了汽车用低压电线束(以下简称电线束)的要求、试验方法、检验规则、标志、包装、储存和保管。 本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容),或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB 8410 汽车内饰材料的燃烧特性 GB/T 13527.2 软聚氯乙烯管(电线绝缘用) JB/T 6313.1 电工铜编织线一般规定 JB/T 6313.2 电工铜编织线斜纹编织线 JB/T 6313.3 电工铜编织线直纹编织线 QC/T 238 汽车零部件的储存和保管 QC/T 413 汽车电气设备基本技术条件 QC/T 414 汽车用低压电线的颜色 QCn 29010 汽车用低压电线接头型式、尺寸和技术要求 QCn 29013 汽车用蓄电池电线接头型式、尺寸和技术要求 Q/SQR.04.029 汽车用电器盒标准 Q/SQR.04.050 三元乙丙橡胶材料 Q/SQR.04.228 汽车用熔断器 Q/SQR.04.295 线束波纹管 Q/SQR.04.421 电线束绝缘胶带标准 Q/SQR.04.572 线束紧固件标准 Q/SQR.04.923 轿车、轻型汽车温度场底盘测功机法 Q/SQR.04.935 车用电线束插接器 DIN 72551 道路车辆—低压电缆 JASO D 608 汽车用耐热低压电缆 JASO D 611 汽车用薄壁绝缘低压电缆 JIS C 3406 汽车用低压电缆
大众标准
大众 集团标准TL 52440 版本:2009.04 类别编号:55121 描述:聚酰胺6-GF,PA6,玻璃纤维增强,注射成型,吸管,PA6-GF30,PA6-GF35 PA6,玻璃纤维增强,已完成部分 材料要求2011年9月 2种类型:没有附录,A 以下内容增加到2009年4月的版本中 注意增加的使用限制。不适用新设计和 图纸改变 之前版本由以下代替: TL 52440::1996-01,2002-10 VW50134-PA6-7-A VW50134-PA6-8-A 标准部门EKDV,1733 改动 与TL 52440:2002-10比较,以下内容有改动: --粘度测量取消 --延伸裂缝敏感度增加 --抗老化测试修改 1 范围 该供货技术规范(TL-德语缩写)规定了组成PA6-GF30或PA6-GF35等部件的吸管的材料要求。 2 描述 关于35%玻璃纤维增强的描述例子: PA6-GF35按TL 52440-A 3 要求 3.1 主要要求 首次供货和更改的批准按VW011 55. 放射性按VW 501 80(如果图纸中有要求) 抗大气腐蚀性能按VW 501 85(如果图纸中有要求) 避免有害物质按VW 911 01 为了全面、彻底地检验,需用5个成品部件 3.2 物理特性 这些成品部件的内里、外表都不得有诸如流淌线、收缩孔、裂纹之类的缺陷和加工上的
缺点。在肋条和加强处如果有缩孔,也只有在成品部件的功能未受其损害时才是容许的。成品部件必须可以实现完美无缺的装配。玻璃纤维受其损害时才是容许的。成品部件必须可以实现完美无缺的装配。玻璃纤维在材料中的分布必须十分均匀,使得成品部件在其三个不同部位上取出的试样中,相互之间玻璃纤维含量之差不大于1.0% 3.3制造方法 注射成型法 3.4规格 —TL 524 40聚酰6含增强玻璃纤维30% —TL 524 40-A 聚酰胺6含增强玻璃纤维35% 3.5标记法按VDA260 —TL 524 40 >PA6-GF30< —TL 524 40-A >PA6-GF35< 3.6预处理 单项试验所需要的试样,在试验之前,至少要在ISO554-23/50规定的标准气候中预处理72h 3.7测试结果的评估 所取得的数值要适用于成品部件每次单项测试和成品部件的任何部件。 4材料要求 4.1材料 见6.1,聚酰胺6,热稳定化的,玻璃纤维增强 4.2玻璃纤维含量按DIN EN ISO 1172 —TL 524 40(30±2)% —TL 524 40-A(35±2)% 4.3颜色 按图纸 5性能要求 见表1 表1
汽车线束设计原则
汽车线束设计原则 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。随着人们对汽车的安全性、舒适性、经济性和排放性要求的提高,汽车上的电器配置、功能也越来越多,所以连接各个电器件的线束也越来越复杂,成为当代汽车故障的多发环节,也因此在汽车设计和生产制造中受到越来越多的关注。如何提高汽车线束的综合性能成为关注的焦点,汽车线束制造厂家不再单纯地搞线束后期设计和制造,增加与汽车主机厂联合进行前期开发已成为必然的趋势。汽车电线束的设计电线束在整车中的作用是将电气系统的电源信号或数据信号进行传递或交换,实现电气系统的功能及要求。电线束的设计流程和制造流程 (1)由电气布置工程师提供整车电气系统的功能,电气负荷及相关的特殊要求。电器件的状态、安装位置、线束与电器件对接的形式。 (2)根据电气功能及要求,绘制整车电气原理图及线路图。(3)根据电气原理圈对每个电气子系统及回路进行能源分配,其中包括电源的搭铁线,以及接地点的分配。 (4)根据各子系统电气件的分布情况,确定线束的布线形式,每根线束连接的电器件及在汽车上的走向;确定线束的外保护形式及过孔的保护;根据电气负荷确定熔断器或断路器;再根据熔断器或断路器的量确定导线的线径;根据电器件的功能,依据相关标准确定导线的线色;根据电器件本身的接插件确定线束上与其对接的端子和护套的型号。 (5)绘制二维线束图和三维线束布置图。(6)根据经核准的三维线束布置图,校核二维线束图,二维线束图准确无误方可发图,经认可后试制、生产。二维线束图设计要点配电盒配电盒(保险和继电器)是整车电气的核心,起到分配负荷、集中供电、节省空间、简化线束、降低成本和方便检修的作用。一般根据需要可设计成2~3个。一些新开发车型的配电盒已兼有电子控制的功能;并且无触点、无保险丝的中央控制盒也将越来越有市场。导线的选取 (1)导线颜色的选用依据《汽车用低压电线的颜色》执行。 (2)发动机周围环
大众汽车集团常用的缩写词和概念
大众汽车集团常用的缩 写词和概念 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
大众汽车集团常用的缩写词和概念 H?ufig verwendete Abkürzungen und Begriffe im VW – Konzern LH Lastenheft (S?mtliche Unterlagen zu einem Projekt) 要求汇总书(一个项目的所有资料) TPB Technische Produkt – Beschreibungen ( Zeichnungen, TL usw.) 技术产品描述(图纸,技术供货条件等等) DKM Daten – Kontroll – Modell ( Urmuster 1:1 für die Form) 数据控制模型(汽车形状1:1 的基准样车) P P – Freigabe = Planungsfreigabe ( Entscheidung Serieneinsatz ) P 认可 = 计划认可(决定投入批量生产) B B – Betriebsmittel) B 认可 = 采购认可(对生产手段的投资认可) D D – Freigabe = Dispositionsfreigabe ( für die Nullserie) D 认可 = 零件生产和供应认可 (为零批量) BMG Baumustergenehmigung 产品工程性能检查认可 EM Erstmusterprüfung 首批样件检验 ,也称首批样件认可(Bemusterung ) EMPB Erstmusterprüfbericht , Erstmuter für die Erstmusterprüfung = Bemusterung; EMPB = Erstmuster – Prüfbericht ( Dokumentation der Prüfungen der EM durch den Liferanten) 首批样件检验报告 (供货厂对其样件检验的文件) LH DKM TPB P B D BMG EM+EMPB 2TP PVS