纯化水系统风险评估

纯化水系统
风险评估报告
1.概述
本风险评估的纯化水系统主要为冻干粉针车间的生产操作等提供合格的纯化水,该系统是由山东海德生化设备科技有限公司生产。该制备系统利用符合饮用水标准的自来水作原水,通过原水储罐、机械过滤器、活性炭过滤器、加药装置、保安过滤器、膜清洗装置、一级反渗透装置、中间水箱、加药装置、二级反渗透装置、纯化水储罐等工艺来制备纯化水,制备后的纯化水由输送泵输送和分配到各使用点。
2.目的
纯化水制备、储存、分配、循环、清洁消毒等过程均有可能影响纯化水质量,进而影响生产的正常进行或产品质量。为保证纯化水系统的正常运行,提高纯化水质量,预防和控制由纯化水质量而引发的质量事故,故此对纯化水系统进行风险分析,依据评估的结果对纯化水系统存在的风险制订纠正和预防措施。从而降低纯化水系统的风险顺序数。
将纯化水系统风险水平降低至可接受水平。
3.风险评估方法:
根据鱼骨图和失效模式与影响分析(FMEA)进行风险评估和评分。
4.风险评估标准
4.1.本文应用鱼骨图和失败模式效果分析,识别潜在的失败模式,根据经验和历史生产数据对风险的严重度、发生概率和可检测性评分。
严重程度S(severity)评定标准
说明:上述“描述”中的内容为并列关系,只要符合其中一条即可判断对应分值。
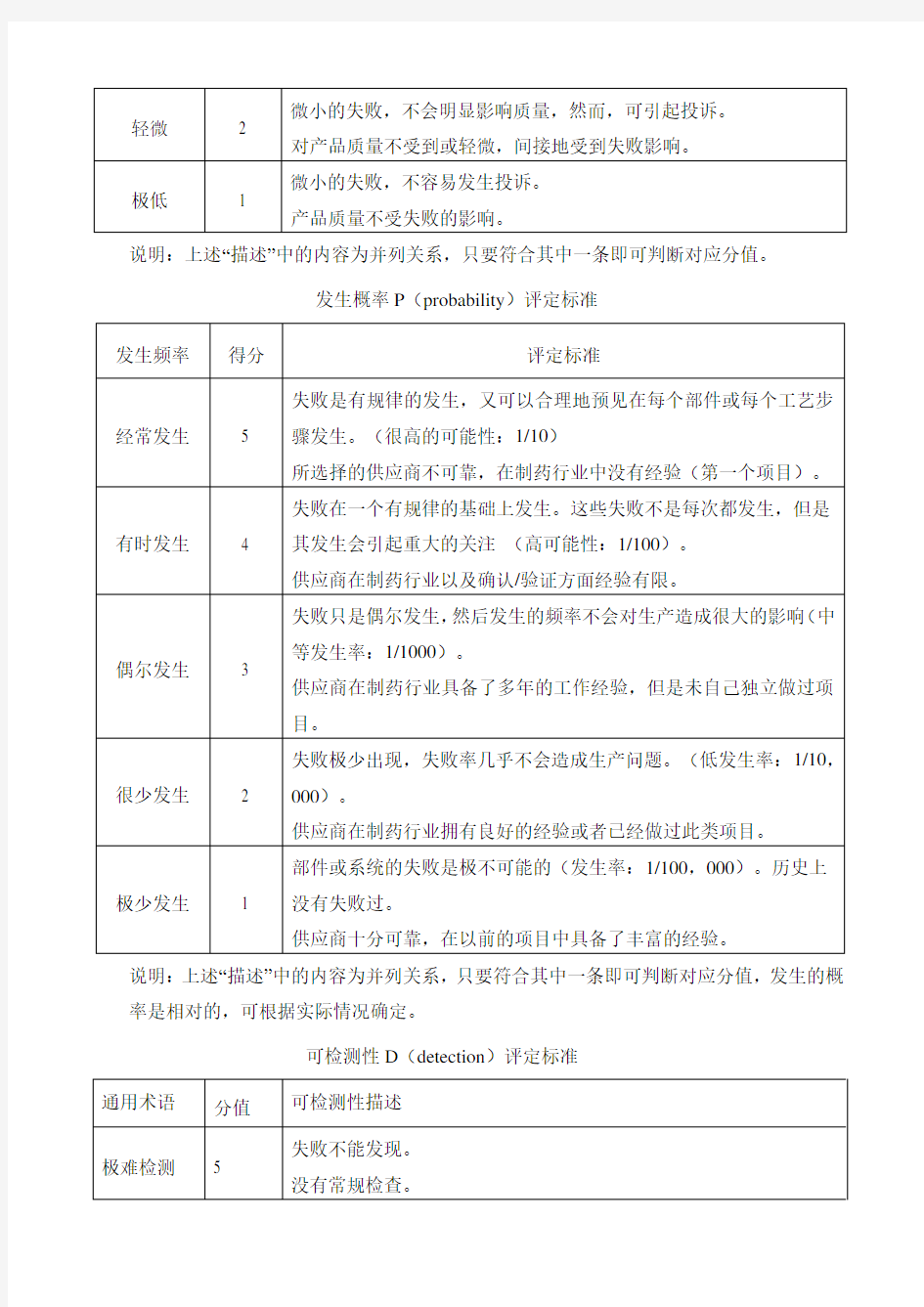
发生概率P(probability)评定标准
说明:上述“描述”中的内容为并列关系,只要符合其中一条即可判断对应分值,发生的概率是相对的,可根据实际情况确定。
可检测性D(detection)评定标准
说明:上述“可检测性描述”中的内容为并列关系,只要符合其中一条即可判断对应分值。
4.2.RPN(风险顺序数)计算:
将各不同因素相乘;严重程度、可能性及可检测性,可获得风险指数。
( RPN = S×P×D )
5.风险评估(风险识别、风险分析、风险控制)
5.1.对冻干粉针车间冻干产品生产过程进行风险识别、分析和控制如下:
1纯化水制备系统
1.1.1 水质
1.2.2 过滤不完全
1.2.1 系统压力
1.1.2 进水量
1.3.1 试剂
1.5.1 硬件控制
1.2.3 水质硬度
1.3.3 清洗、灭菌
1.4.1 储罐润湿
1.2.5 循环能力
1.3.4 反渗透不彻底
PW储存与分配系统密封性
呼吸器
光洁度
3D
光洁度
光洁度
保护
工厂送电
7.4 仪表
6.风险评价
通过对纯化水系统进行风险评估,分析出纯化水系统的风险点,并对风险顺序数较高的风险点提出相应的控制措施和验证/确认活动,以降低纯化水系统的质量风险,为此应制定相应的控制措施和验证/确认活动,将产品质量风险控制在可接受的水平。
7.风险回顾
纯化水系统本次进行风险评估后,按照指定的控制措施和验证/确认活动,将风险控制在可接受的水平,当纯化水系统发生重大变更、改造时,应执行变更控制程序,对变更、改造进行评估后,方可变动;当纯化水发生重大偏差/异常时,应执行偏差处理程序,对偏差或异常进行评估后,采取纠正和预防措施,不断改进,保证纯化水系统的正常运行,提高纯化水质量,预防和控制由纯化水质量而引发的质量事故,持续稳定的为冻干粉针车间提供质量合格稳定的纯化水。
纯化水系统风险评估报告
纯化水系统风险评估报告质量风险管理编号:QR17-002 xx制药有限公司
1.目的 通过质量风险评估,确认目前采取的各项控制措施可以将纯化水系统产生的质量风险控制在可以接受的围。 2. 围 适用于制剂车间纯化水系统。 3.职责 操作工:负责系统日常的运行,清洁、消毒。 设备科、固体车间:负责相关的检测及日常的管理。 质量部QC:负责进行相关的检验,并出具检验报告。 生产部:负责监督执行。 4. 容 4.1启动质量风险评估程序 4.1.1确定风险项目名称《纯化水系统质量风险评估》。
4.1.2成立风险管理小组。 4.1.2.1风险管理小组组长:生产部部长。 4.1.2.2风险管理小组成员:车间主任、维修工、电工、操作人员。 4.1.3存在的危险源。 4.1.3.1原水质量低含有大量泥砂,浑浊。 4.1.3.2英砂过滤器损坏。 4.1.3.3活性炭过滤器损坏。 4.1.3.4加阻垢剂系统:阻垢剂管路堵塞或泵损坏。 4.1.3.5保安过滤器:滤芯堵塞或泵损坏。 4.1.3.6一级水泵:向外渗漏;压力不稳。 4.1.3.7一级反渗透装置:向外渗漏;反渗透膜损坏;长期使用或长时间放置后染菌。 4.1.3.8加碱系统:碱管堵塞或泵损坏。 4.1.3.9二级水泵:向外渗漏;压力不稳。 4.1.3.10二级的渗透装置:反渗透膜损坏;长期使用或长时间放置后染菌。 4.1.3.11储水罐:臭氧消毒时阀门泄漏或未关。 4.1.3.12电导率仪:四台电导率仪精度不一致;电导率仪损坏或因其它原因未工作。 4.1.3.13流量计:浮子脱落。 4.1.3.14循环泵:电机损坏。 4.1.3.15紫外灯灭菌装置:灯管损坏。 4.1.3.16除菌过滤器:滤芯损坏或堵塞。 4.1.3.17喷啉装置:喷头不转。 4.1.3.18呼吸器:过滤网堵塞或破损。 4.1.3.19输水管路、阀门。向外漏水;消毒时向外泄漏臭氧。 4.1.3.20储水罐液位计:液位计失灵。
纯化水系统验证方案
类别:验证案编码:PVA-207-1颁发部门:QA 纯化水系统验证案
验证案目录1 引言 1.1纯化水制备系统概述 1.2 验证目的 1.3 围: 1.4 验证期及验证进度安排 1.5 验证项目小组成员及职责 2 安装确认 3 运行确认 4 性能确认 5 纯化水制备系统日常监测 6 纯化水制备系统验证的结果评价及建议 7. 纯水系统再验证期
1.引言 1.1.概述 1.1.1.XXXX医疗器械有限公司车间安装的纯化水系统用于满足该车间拉管生产和蒸馏水的生产,为确保纯化水产量、质量达到生产要求,对纯化水系统进行了年度大保养并增加了EDI(连续电除盐)装置进一步降低纯化水电导率,特对改进后的纯化水系统进行验证,验证项目包括纯化水系统的安装确认、纯化水系统的运行确认、性能确认及纯化水系统的监控和纯化水系统的日常监测。其工作流程图:
循环 1.1. 2.基础资料 设备编号:207 维修服务单位名称:XXXXXXXX水处理设备厂设备名称: XXXXXXXX 地址: XXXXXXXX 设备型号: XXXXXXXX 邮编:215500 生产能力: XXXXXXXX 联系人: XXXXXXXX 生产厂家:XXXXXXXX 联系: XXXXXXXX 传真: XXXXXXXX 网址:XXXXXXXX EDI装置设备名称:XXXXXXXX 生产能力:2-3T/h 联系人: XXXXXXXX 生产厂家:XXXXXXXX 联系: XXXXXXXX1 传真: XXXXXXXX
网址:XXXXXXXX 使用部门:生产部操作员: 1.2.验证目的 1.2.1.验证该纯化水系统在年度大保养和加装EDI装置后,在未来可见条件下有能力稳定地供应规定数量和质量的合格用水. 1.2.2.检查并确认该纯化水系统安装符合设计要求,资料和文件符合GMP 要求. 1.2.3.检查并确认该纯化水系统运行、性能、符合设计要求,资料和文件符合GMP要求,其水质符合USP, EUP和《中国药典》纯化水的要求。 1.3.围: 1.3.1. 文件的适用围 此文件适用于纯化水制备系统的验证 1.3. 2.验证的围 1.3. 2.1.纯化水制备系统的安装确认; 1.3. 2.2.纯化水制备系统的运行确认; 1.3. 2. 3.纯化水制备系统的性能确认; 1.3. 2.4.纯化水制备系统的日常监控。 1.4.验证期及验证进度安排 验证小组提出完整的验证计划,经批准后实施,整个验证活动分四个阶段完成。 安装确认:2015年4月6日至2015年4月9日; 运行确认:2015年4月10日至2015年4月13日; 性能确认:2015年4月19日至2015年5月19日; 日常监控:2015年5月19日验证完成即开始 1.5.验证项目小组成员及职责
纯化水系统检查指南
纯化水系统检查指南 提示:该文献参考研究者及其它FDA人员的资料,它不属于FDA且未授予个人任何专利。该指南主要从微生物的影响来评价用于药品和药物生产的高纯化水系统,并评论了不同型号系统的设计及这些产品的一些问题,和其它指南相同,该指南只对高纯化水系统的评估起指导作用但并不包括全部指标。另外可参考药物质量控制实验室的微生物检查指南(May,1993)。 1.系统设计 在设计一个系统时最初首先要考虑的是生产的产品类型。对注射用药物来说,由于涉及到热源质,所以得用注射用水。产品制剂、最后的组分洗涤及生产中所用仪器的洗涤都要用到注射用水。USP中规定的生产注射用水方法只有蒸馏法和反渗透(逆向渗透)法。但是,在大量制药工业,生物技术工业及一些国外公司中,都用超滤法将用于注射给药的药物中的内毒素减到最少。在一些眼药产品(如眼药水)及一些吸入产品(如吸入用的消毒水)中,由于有热原质规格,所以在其制剂中要用注射用水。但是,大部分吸入及眼科产品的制剂都使用纯化水,纯化水还用于局部用药、化妆品及口服产品。设计一个系统其次要考虑的是系统温度。温度在65 - 80o C的系统被认为可自我消毒。虽然对一个公司来说其它系统更便宜一些,但维护费,试验和潜在问题会比省下来的能量价值更高。系统是循环还是单向也是设计系统时所要考虑的重点之一。显然,让水持续流动是污染很少的方法,一个单向水系统基本上是“死角”("dead-leg")。最后的也是最需要考虑的一点是风险评估或所期望的质量水平。应该认识到不同产品需要不同质量的水。注射用药需要无内毒素的高纯水,局部用药和口服用药所需水没有内毒素的要求,纯度要求稍低。即使局部用药和口服用药也由于各种因素影响要用不同质量的水。比如,在抗酸剂中防腐剂起一定作用,所以得更严格规定其微生物指标。质量控制部门应该用系统中的水评估每步的产品生产并根据对微生物最敏感的产品确定微生物限值。对于敏感的药品,在系统中水作用限制严的情况下,厂商可在生产过程中加一步除微生物操作。 2.系统确认 高纯化水系统的验证基本上参考《注射用药协会技术报告》第四章“注射用纯化水系统验证的设计观念”。绪论提供指导并陈述:“验证经常会使一种方法的使用陷入挑战。在这里,不需要把微生物介入整个体系,因此,重点放在特殊检查点微生物质量和检测设备装置的定期测试上,在测试过程中,确保总的系统运作正常并持续完成预定任务。”在一篇验证报告的评论中或在一个高纯化水系统的验证中,应该考虑几方面影响。文件应包括对系统的描述及一张照片。画面应显示出系统中水从进入到使用处的所有装置,也应标明所有的取样点及其名称。如果一个系统没有图片,通常会被认为不具备该条件,会认为如果图片都没有,那么怎么进行系统验证呢?质量控制管理者及或微生物家怎么知道哪里可以取样呢?所观察的那些没有图片的设施中存在严重问题。每年的图片应该和实际系统相匹配,以确保其精确性、察觉未报告的变化并确定系统的报告变化。 确定所有的装置和管道都正确安装并按指定要求工作后,水系统验证的第一阶段就可以开始了。在此期间可逐步显示其运作参数、清洁处理程序和频率。在净化过程中每步净化后都要取样并在每个使用点取样,取2-4周。取样点的取样程序应该反映出水是怎么抽取出来的,比如,如果软管通常和样品相联系,样品应该从软管末端抽取。如果标准操作程序(SOP)
纯化水系统风险评估
纯化水系统 风险评估报告 1.概述 本风险评估的纯化水系统主要为冻干粉针车间的生产操作等提供合格的纯化水,该系统是由山东海德生化设备科技有限公司生产。该制备系统利用符合饮用水标准的自来水作原水,通过原水储罐、机械过滤器、活性炭过滤器、加药装置、保安过滤器、膜清洗装置、一级反渗透装置、中间水箱、加药装置、二级反渗透装置、纯化水储罐等工艺来制备纯化水,制备后的纯化水由输送泵输送和分配到各使用点。 2.目的 纯化水制备、储存、分配、循环、清洁消毒等过程均有可能影响纯化水质量,进而影响生产的正常进行或产品质量。为保证纯化水系统的正常运行,提高纯化水质量,预防和控制由纯化水质量而引发的质量事故,故此对纯化水系统进行风险分析,依据评估的结果对纯化水系统存在的风险制订纠正和预防措施。从而降低纯化水系统的风险顺序数。将纯化水系统风险水平降低至可接受水平。 3.风险评估方法: 根据鱼骨图和失效模式与影响分析(FMEA)进行风险评估和评分。 4.风险评估标准 4.1.本文应用鱼骨图和失败模式效果分析,识别潜在的失败模式,根据经验和历史生产数据对风险的严重度、发生概率和可检测性评分。 严重程度S(severity)评定标准
说明:上述“描述”中的内容为并列关系,只要符合其中一条即可判断对应分值。 发生概率P(probability)评定标准 说明:上述“描述”中的内容为并列关系,只要符合其中一条即可判断对应分值,发生的概率是相对的,可根据实际情况确定。 可检测性D(detection)评定标准
说明:上述“可检测性描述”中的内容为并列关系,只要符合其中一条即可判断对应分值。 4.2.RPN(风险顺序数)计算: 将各不同因素相乘;严重程度、可能性及可检测性,可获得风险指数。 (RPN=S×P×D)
纯化水系统的验证方案完整版要点
纯化水系统的验证方案文件编码:SOP-YZ-017-00
验证方案审批表
目录1.引言 1.1概述 1.2主要技术参数 2验证目的 3.验证小组成员组成及其职责 4.验证计划 5.验证内容 5.1预确认 5.2安装确认 5.3运行确认 5.4性能确认 6.再验证 7.验证结果评定与结论 8.附录
1.引言 1.1概述 该纯化水系统产水量0.5T/h,原水:饮用水。制取工艺:饮用水→砂滤器→炭滤器→软化器→精密过滤器→一级反渗透→二级反渗透。为了符合GMP及工艺要求,在纯化水箱及管路配送系统中增设臭氧消毒。纯化水箱及循环泵材质均为304不锈钢。 为了保证水系统的日常监测,在单台设备的进、出口均设有取样阀。为了保证过滤器效率及使用寿命,在软化器及RO处增设再生系统和PH 值调节系统。为了保证测试准确,系统中主要仪器仪表元件均为进口。管路配送系统采用304不锈钢。整个管路安装采取循环方式布置。 纯化水的用途:主要作为口服固体制剂车间、橡胶膏剂车间生产的工艺用水、设备的清洗用水、质量检验用水。 1.2主要技术参数 —本系统纯化水产量: 0.5T/h —一级纯化水电导率:<20μs/ cm —二级纯化水电导率: <2μs/ cm 2验证目的 2.1检查并确认该系统设备所用材质、设计、制造符合GMP要求。 2.2检查并确认管路分配系统的安装符合GMP要求。 2.3检查并确认设备的安装符合生产要求,公用工程系统配套齐全且符合要求。 2.4确认该系统设备的各种仪器仪表经过校正且合格。 2.5确认该系统的各种控制功能符合设计要求。
2.6确认该系统设备在稳定的操作范围内能稳定的运行且能达到设计标准。 2.7确认系统生产的水质能达到设定的质量标准。 2.8检查该系统设备的文件资料齐全且符合GMP要求。 2.9为设备检修改造和再验证提供数据资料。 3.验证小组成员组成及其职责 4.验证计划 5.验证内容 5.1预确认 5.1.1目的:确认所选定的设备是否符合工艺及GMP要求。 5.1.2预确认的验证方法:预确认的要求与验证方法见表一。 表一:预确认的要求与验证方法
XXX药厂纯化水系统系统风险评估报告
. XXX制药有限公司 质量风险评估报告 风险项目:纯化水系统风险评估 编号: 起草人: 年月日日年月 : 审核人
月日年: 批准人 目录教育资料. . 1.概述 2.目的 3.相关法规指南和参考文献 4.质量风险管理小组人员及其职责分工 5.风险识别 6.风险分析及评价标准 7.风险评估结果及控制 8.风险管理评审结论 9.风险评估报告审批
1.概述 我公司纯化水系统采用二级反渗透法制备。反渗透是依靠反渗透膜在比自然渗教育资料. . 透压力更大的压力下,使水通过反渗透膜变成纯化水,从而达到除去水中盐分的目的。使其制备的水质符合2010版《中国药典》纯化水的质量标准。 制水工作流程图1.2 原水箱原水增压泵活性碳过滤器多介质过滤器 软水器一级RO系统中间水箱二级RO系统 纯化水箱紫外消毒纯水泵精密过滤器 用水点 2.目的为降低和控制车间纯化水系统相关的风险,建立有效的纯化水系统质量控制体系,2.1 提高产品质量提供风险分析参考。 2.2为车间纯化水系统的验证确认活动提供风险分析参考。为车间纯化水系统日常运行和产品的质量控制提供风险分析参考。2.3 相关法规指南和参考文献 3. 《药品生产质量管理规范》3.1 年修订)(2010 3.2 2010版GMP实施指南 MS 09-033(《质量风险管理规程》3.3 )4.质量风险管理小组人员及其职责分工教育资料. .
教育资料. .
教育资料. . 6. 风险分析及评价标准 6.1风险分析 根据公司《质量风险管理规程》(MS 09-033),对风险等级进行分类。 6.1.1按严重程度分类,测定风险的潜在后果,主要针对可能危害产品质量、患者健康及数据完整性的影响。 6.1.2按风险发生的可能性程度划分:根据所评估风险项目的复杂性知识或其他目标数据,可获得可能性的数值。
制药用水的风险评估和质量控制
ISPE-CCPIE CHINA CONFERENCE 2012
制药用水系统的风险评估与质量控制
张功臣 2012-09-25
September 24-25 2012 Beijing
1
分类
? 制药用水系统是制药厂房设施的重要组成部分, 从风险评估角度,因其介质与药品直接接触,其
对药品的质量有着直接的影响,属于直接影响质 量的关键系统。
液态
制药用水系统需要调试和确认!
纯化水 高纯水
气态
纯蒸汽 无菌氮气 无菌压缩空气
注射用水
无菌氧气
无菌二氧化碳
ISPE-CCPIE CHINA CONFERENCE 2012
系统的“质量”要求
一 满足药典与法规的“质量”要 求
二 满足生产与工艺的“质量”要 求
三 满足投资与运行的“质量”要 求
ISP3E-CCPIE CHINA CONFERENCE 2012
系统的“质量”要求
一 满足药典与法规的“质量”要 求
二 满足生产与工艺的“质量”要 求
三 满足投资与运行的“质量”要 求
ISP4E-CCPIE CHINA CONFERENCE 2012
系统的“质量”要求
一 满足药典与法规的“质量”要 求
? 药典与法规 的质量要求 是什么?
ISP5E-CCPIE CHINA CONFERENCE 2012
药典对于制药用水的规定
? 制药用水的分类:
?原料水--制药生产工艺过程中使用的水。
例如:饮用水;纯化水;高纯水;注射用水; 9 工程上的制药用水特指“原料水” 。
?产品水--按制药工艺生产的包装成品水。
例如:抑菌注射用水;灭菌吸入用水;灭菌注射 用水;灭菌冲洗用水;灭菌纯化水;
ISP6E-CCPIE CHINA CONFERENCE 2012
纯化水系统再验证的解决方案.doc
纯化水系统再验证方案 颁发部门:质量管理部 分发部门与数量:设备工程部.1,质量管理部.1,生产技术部.1,
再验证立项申请表 再验证方案审批表
目录1.验证组织系统
2.概述 3.验证目的 4.相关文件 5.验证范围 6.人员培训 7.验证内容 8.纯化水日常监测 9.再验证规定 10.验证结果评定及结论 11.文件执行 12.文件归档 13 附表 附表1:再验证方案变更申请表 附表2:纯化水系统管道、阀门运行确认记录 附表3:纯化水系统输送泵运行确认记录 附件4:机械过滤器、活性碳过滤器、精密过滤器、二级反渗透装置监测记录 附表5:紫外灭菌器参数监测记录 附表6:纯化水系统性能确认数据 附表7:纯化水检测报告统计表(性能确认数据) 附表8:纯化水在线监测数据 附表9:纯化水系统日常监测与验证周期 附表10:漏项、偏差处理表 1验证组织系统 1.1验证委员会机构
1.1.1验证委员会成员及其职责 1.1.2验证委员会职责 主任:负责验证方案、验证报告的批准;负责签发验证证书。 委员:审核验证方案、验证报告,制定验证计划。 1.2验证小组成员及其职责 1.2.1系统验证小组成员 1.2.2各成员职责 组长——负责验证实施全过程的组织协调工作; 组员——负责验证过程中的具体工作,并做好记录工作。 1.2.3验证过程中各相关部门职责 1.2.3.1质量管理部: 负责组织验证方案、报告与结果的会审会签;负责对验证全过程实施
监控;负责核查、汇总验证数据;负责建立验证档案,及时将批准实施的验证资料收存归档。 1.2.3.2生产技术部 负责指导车间相关人员做好验证记录。 1.2.3.3设备工程部 负责提供设备相关文件;负责编制设备使用标准操作规程、维护标准操作规程及清洁规程。 1.2.3.4化验室 负责验证过程的取样、检验及结果报告。 1.2.3.5综合制剂车间 负责设备所在操作间的清洁处理,保证运行环境符合设计要求; 负责协助验证小组保证验证工作顺利进行。 2.概述: 纯化水为经过蒸馏法、离子交换法、反渗透法或其他适宜方法制备的制药用水。其质量应符合2005年版药典规定,纯化水不应含有任何附加剂。 本公司纯化水处理系统由原水储罐、石英砂过滤器、活性炭吸附器、精密过滤器、二级反渗透纯水机、清洗液储罐、一级纯水储罐、纯化水储罐、紫外线灭菌器等部分组成,针对公司原水水质及产品工艺的要求,制备用于车间洁净区。 纯化水系指水中的绝大多数强电解质及难以去除的硅酸及二氧化碳等弱电解质去除到很低的程度,水中不溶解的胶体物质与微生物、微粒、溶解气体、有机物等也已去除到很低程度。含盐量控制在1mg/L以下,温度在25℃时水的电阻率>0.5MΩ?cm或电导率<2μs/cm。 2.1 反渗透法制备纯化水系统工艺流程图
XXX药厂纯化水系统系统风险评估报告
XXX制药有限公司 质量风险评估报告 风险项目:纯化水系统风险评估 编号: 起草人: 年月日 审核人: 年月日 批准人: 年月日目录 1. 概述 2. 目的 3. 相关法规指南和参考文献 4. 质量风险管理小组人员及其职责分工 5. 风险识别 6. 风险分析及评价标准 7. 风险评估结果及控制 8. 风险管理评审结论 9.风险评估报告审批
1. 概述 我公司纯化水系统采用二级反渗透法制备。反渗透是依靠反渗透膜在比自然渗透压力更大的压力下,使水通过反渗透膜变成纯化水,从而达到除去水中盐分的目的。使其制备的水质符合2010版《中国药典》纯化水的质量标准。 1.1系统基本情况 项目技术参数 工作压力10-17bar 进预处理 2-4bar 原水压力 进R.O设备 1.4-3.4bar 一级系统工作压力10-17bar 二级系统工作压力10-17bar 1.2 制水工作流程图 活性碳过滤器 多介质过滤器 原水增压泵 原水箱
二级RO系统中间水箱 一级RO系统软水器 精密过滤器纯水泵 纯化水箱 紫外消毒 用水点
2.目的 2.1为降低和控制车间纯化水系统相关的风险,建立有效的纯化水系统质量控制体系,提高产品质量提供风险分析参考。 2.2为车间纯化水系统的验证确认活动提供风险分析参考。 2.3为车间纯化水系统日常运行和产品的质量控制提供风险分析参考。 3. 相关法规指南和参考文献 3.1 《药品生产质量管理规范》(2010年修订) 3.2 2010版GMP实施指南 3.3 《质量风险管理规程》(MS 09-033) 4.质量风险管理小组人员及其职责分工
制药厂纯化水系统GMP验证方案
目录 1概述 2目的 3验证范围及依据 4验证组织与职责 5验证周期及验证进度安排6验证项目及方法 6.1纯化水系统安装确认 6.2纯化水系统运行确认6.3纯化水系统性能确认7验证结果与评价 8验证方案的培训 9验证记录
1 概述 我公司的纯化水系统由原水罐、原水泵、石英砂过滤器、活性炭过滤器、树脂软化器、保安过滤器(5μm)、一级反渗透装置、离子交换床、保安精密过滤器(0.22μm)、纯化水罐、臭氧发生器、微孔膜过滤器(0.22μm)、纯化水输送泵、紫外灭菌器等设备组成。原水经原水罐、石英砂过虑器、活性炭过滤器、树脂软化器、一级反渗透装置、离子交换床、保安精密过滤器、进入纯水罐再经过微孔膜过滤器(0.22μm)、紫外灯灭菌后供给车间。现对纯化水系统进行验证。 1.1纯化水系统工艺流程 正反清洗水排放 正反清洗水排放
1.2 系统各部分功能
1.2.1 原水的预处理设备及功能 1.2.1.1 石英沙过滤器内充填精选的石英砂和锰砂,可过滤掉原水中的颗粒杂质和悬浮物及部分重金属离子(例如:铁等),控制进水浊度及淤泥污染。 1.2.1.2 活性炭过滤器内充填活性炭,除污及吸附有机物、余氯;还可去除臭味,降低色度以及残留的浊度等。 1.2.1.3 树脂软化器内充填阳树脂主要除钙镁离子,防止反渗透膜上结垢,尽可能的避免污堵;提高膜组的使用寿命。稳定膜组的工作性能。 1.2.2 纯化水制备装置及功能 1.2.2.1 5μm保安过滤器去除阳树脂等大于5μm以上的细微颗粒,保护反渗透膜不受阻塞; 1.2.2.2 一级反渗透系统对预处理后的水进行一级脱盐处理,降低水的含盐量、脱盐率能达到99%。 1.2.2.3 离子交换床:利用离子交换树脂的原理来去掉溶解於水中的无机离子。 1.2.2.3 0.22μm精密过滤器主要出去水中的阴阳树脂等杂质的细微颗粒。 1.2.2.4 微孔过滤器(0.22μm)防止纯化水残留有细微体积在0.2-1.0μm以上等污染水质。 1.2.2.5 紫外灭菌器杀死循环管道中可能残留的细菌。 1.3 主要设备技术参数:
供水管网风险评估报告
玉门市城区给排水管网改造工程 项目社会稳定风险评估报告 一、项目基本情况 新建赤金路至石油大道DN315供水管线760米,改造维修消防井66个,在人员集中地段新建消防井34个,加装钢阀34个玉关北路至柳河路北DN200供水管线480米。改造明珠花园门前DN200供水管线380米。新城二幼备用水井DN200连接管线150米。改造老城电力局家属楼至北街二村DN200供水管线570米,DN500排水管线360米。改造南街三村家属楼前DN400排水管线120米。水源地新建DN400井间联络管1000米,配套建设36平米泵房2座。截止目前,管网改造工程已经基本完工,正在进行水源地泵房建设,预计月底全部完工。 二、项目建设必要性及社会效益 1、项目建设的必要性。根据《玉门市城市总体规划》,随着玉门市的城市发展,市政基础设施的建设将关系到全市的经济、社会的可持续发展,根据对现状城区供水系统分析,目前的供水系统存在设施不完善、供水能力小、供水管网严重老化,部分场院硬化和街道油面化、建筑物密度、层数增加,使城区用水水量明显增加,现状供水管网水压不足的问题。随着玉门经济社会的快速发展,城市人口急剧增加,城市规模不断扩大,特别是市区面积东扩进展迅速,原有管线管径已经无法满足供水需求,造成农垦小区、巨龙
御园等小区居民生活用水和市区绿化灌溉抢水严重。同时,水源地输水管线为单线供水,在输水管线破裂抢修期间需全城停水,存在供水安全隐患,为了进一步完善城区供水管网功能,提升安全供水能力,保障居民生产生活用水,实施供水管网改造及备用水源建设工程已势在必行。为了解决用水压力不足,及备用水源问题,申请建设此项目。 2、社会效益和经济效益分析 玉门市供水管网工程是一项服务百姓、建设文明卫生城市、为子孙后代造福的公用事业工程。工程实施后,可有效的解决城区居民生活用水压力不足问题,为城市服务,为社会服务。可改善城市市容,提高卫生水平,保护人民身体健康。同时,该工程的实施,可进一步改善整个城市的投资环境,吸引更多的投资、促进城市经济发展。因此,本工程是把玉门市建设成为一座环境优美、经济繁荣、社会稳定、生活方便的文明卫生城市的至关重要的基础设施,其社会效益是显著的。 三、社会稳定风险分析 自项目实施以来,我们始终坚持对项目实施过程中可能引发的不稳定因素进行先期评估,建立专项档案,制定评估方案。经过分析论证,管网改造工程主要存在两个方面的社会稳定风险:一是项目实施过程中的廉政风险。二是项目实施过程中对周围环境、商户经营及居民出行带来的影响引起的上访风险。
注射剂风险评估报告1
小容量注射剂风险评估报告 公司依据《药品生产质量管理规范》2010年修订版及《小容量注射剂风险评估方案》组织以下: 人员: 序号姓名学历/职称部门/职务签名 时间:2011年10月10日 部门:小容量注射剂车间 风险评估报告如下:
风险分析:(人流与物流) 编号步骤子步骤风险影响S原因P控制措施D 起始 RPN 风险 水平 验证活动 1人流进入车间未经批准的人 员进入车间 未进行正确 更衣 厂房使用不当产 品污染 来自于外部环 境的活粒子及 非活性粒子污染 厂房 3 进入控制设计不 当不符合SOP 缺乏培训 2 人工控制记录 设计上只有经过更 衣室才能进入车间 SOP 到位 培训到位 2 12 中 检查车间的进入控制及人 流 检查车间的进入控制及人 流 SOP(卫生及更衣)以及培训 情况 2物流进入车间非预期物料进 入车间 物料未经清洁 进入车间 物料进入车间 的程序不当 物料包装的污 染导致厂房与 产品污染 4 进入控制设计不 当不符合 SOP 缺乏培训 3 物料进入控制 SOP 到位 2 24 高 检查物料进入车间的控制 检查SOP(卫生及更衣)以 及培训到位, 1.人流、物流进入车间都存在污染的高风险,通过对操作人员的培训和控制(比如采用监控的方式),风险已经降至可接受水平。工艺设备循环设施 编号步骤子步骤风险影响S原因P控制措施D 起始 RPN 风险 水平验证活动 3 纯化水用于安瓿的 预清洗 纯化水质量 不当 有颗粒和化学残 留 3 设施污染 1 周期性取样在线监 测(电导率、酸碱度) 3 9 中 仪表校准 检查纯化水的质量 4 注射 用水安瓿的最后 清洗 注射用水质 量不当 存在颗粒 化学污染 微生物污染 4 设施污染 1 周期性取样在线监 测(电导率、温度) 2 8 中 仪表校准 检查注射用水质量 5 用于配料和配料罐、过滤器、灌装机的清洗 6 压缩 空气用于过滤器 完整性测试、 配料罐压空 药液 压缩空气质 量不当 存在颗粒 微生物污染 4 设施污染使用 点过滤器损坏 1 周期性取样 按规程对过滤器进行 完 整性测试 3 12 高 检查压缩空气质量 执行及记录过滤器完整性测试 的规程到位 7 纯蒸汽用于配料 罐、、灌装机、 的消毒 压力温度不够 目标消毒不成功 3 操作不当 1 规程规定操作 3 9 中--- 第 2 页共 13 页
纯化水系统确认与验证方案
纯化水系统确认与验证方案 1纯化水系统验证方案
验证小组人员名单
2纯化水系统验证方案 目录 1.概述 2.目的 3.确认与验证的对象和范围 4.确认与验证的实施计划 5.系统风险评估 6.验证小组及职责 7.验证实施 7.1安装确认 7.2运行确认 7.3性能确认 7.4对结果进行汇总、评价 8.确认与再验证结果评定偏差分析与结论 9.确认与验证报告的出具 10.确认与验证证书的签发 11.偏差与变更处理原则 12.需再验证情况 13.附件 3纯化水系统验证方案
1.概述: 1.1简介:本公司工艺用水制水设备于2004年由******安装调试完成,生产纯化水能力为每小时0.5m3/h。纯化水处理系统采用二级反渗透法进行纯化水制备,系统主要包括原水箱、原水泵、多介质过滤器、余氯清除器、阻垢剂注入装置、精密过滤器、保安过滤器、二级反渗透装置、PH调整装置、膜化学清洗装置、中间水箱、纯水箱、紫外消毒装置、输送泵与输水管道等组成,供我公司制剂生产线的工艺用水的使用。 1.2工艺流程图 原水泵 余氯清除器原水原水箱多介质过滤器 阻垢加药装置4纯化水系统验证方案
1.3纯化水输送及使用点工艺图:
1.4 系统中所采用设备的详细规格: 工艺用水处理系统主要由多介质过滤器、余氯清除器、精密过滤器、保安过滤器、5纯化水系统验证方案 二级反渗透装置、纯化水箱、紫外线杀菌器以及不锈钢管路等组成,其详细参数如下: ①多介质过滤器 型号:JGH-5X 规格:φ500 填料:精制石英砂 主体材质和操作支架:304不锈钢 ②余氯清除器 型号:YU-005 配置:φ220余氯清除器 主体材质和操作支架:304不锈钢 ③精密过滤器 型号:LX-2X 规格:φ220×1000 配置:10u聚丙烯滤芯 主体材质和操作支架:304不锈钢 ④保安过滤器 型号:LX-2X 规格:φ220×1000 配置:2u聚丙烯滤芯 主体材质和操作支架:304不锈钢 ⑤JFS-0.7-0.5反渗透器 产水量:0.5m3/h 膜规格:采用美国海德伦公司的超低压聚酰胺复合膜(4040) 总膜数:6根 ⑥纯水箱 型号:SX-1000 规格:φ1000×H1200 主体材质:316L不锈钢 ⑦输水管道: 6纯化水系统验证方案
纯化水系统风险评估报告
项目: 纯化水系统 Failure Mode and Effect Analysis Report 纯化水系统一风险评估报告 ******************公司
目录 *************公司 (1) 1.简介 (4) 2.说明 (4) 3.参考文献 (5) 4.变更记录 (5) 5.预处理模块流程图 (6) 6.预处理模块评估 (7) 7.纯化水制备模块流程图 (13) 8.纯化水制备模块评估 (14) 9.纯化水分配系统流程图 (21) 10.纯化水分配系统模块评估 (22)
1.简介 本报告是针对制剂水站纯化水系统潜在风险的评估,并为之后进行的风险控制措施及PQ提供依据。 过程包括:预处理模块、纯化水制备模块、纯化水分配模块。相关设备的性能确认。 为了及时发现可能的潜在风险以及针对该风险采取相应的控制措施的有效工具。 目的: ?发现潜在的风险以及判断导致该风险的原因以及该风险可能导致的结果, ?分别从严重性、发生频率以及可检测度分析该风险导致的失败机理, ?确定降低该潜在风险的责任人, ?为未来提供回顾依据。 使用该工具的好处如下: ?减少不合格品 (例如增加不合格品的可侦测度); ?增强对工艺的理解; ?提高产水量或减少损耗; ?增强客户满意度; ?降低产品风险; ?履行质量和安全承诺。 这一特定的风险分析是为获得和报告在后续过程中可能遇到的各种风险和问题,进行有效地控制。 目标的途径定义如下: 2.说明 此报告是根据纯化水系统当前流程经验风险的推测而编写的最初版本,随着对工艺的优化及理解的加深可作相应修改
3.参考文献 4.变更记录
纯化水系统验证方案和验证报告
TS-032-034-00 纯化水制备系统验证报告 设备名称:二级反渗透机组 制造厂商:泰州市圣洁达水处理工程公司 使用部门: 型号: 出厂日期: 设备编号:
目录 1.概述 (3) 2.验证目的 (3) 3.验证范围 (3) 4. 验证内容 (3) 4.1 预确认 (3) 4.2 安装确认 (4) 4. 3运行确认 (6) 4.4性能确认..............................................................................┉8 5.验证进度安排 (9) 6. 日常监测程序与验证周期 (9) 7.验证结果评定与建议 (10) 8. 验证最终审核意见 (10) 9.附件 (10)
1.概述: 本公司根据饮用水水质、生产用水量及工艺对水质的要求,采用的纯化水制备系统由预过滤器、二级反渗透等组成,用于生产符合药典标准的纯化水。 1.1 基本情况: 设备编号: 设备名称:纯化水制备系统 型号: 系列号: 生产厂家:江苏宝应华东水处理工程有限公司 工作间:纯化水制备间 1.2、验证小组人员及责任 1.2.1、验证小组人员: 1.2.2.1、验证小组组长:负责验证方案起草,组织实施验证的全过程,验证结束写出验证报告。 1.2.2.2、验证小组组员:分别负责本方案中具体工作。 1.2.2.3、实验室、实验员:QC理化室及必须的检测仪器为本项目验证实验室,程红莉、王婷、张亚兰为实验员。 2.验证目的: 为确认该纯化水系统能够正常运行,设备各项性能指标符合生产工艺要求,确保生产出质量合格,稳定的纯化水,特制订本验证方案,对纯化水制备系统进行验证。 3.验证范围:
纯化水系统性能确认PQ(中英文)
EXECUTION APPROVAL SIGNATURES 批准执行签名 The signatures below indicate approval of this protocol and its attachments and indicate that it is ready for execution. Any changes or modifications to the intent or the acceptance criteria of this protocol, following approval, requires the generation of an amendment which must be approved prior to execution. 下面的签名表示批准本文件及其附件,且表明已经为执行作好了准备。在批准后,对本文件的目的或验收标准进行的任何改变或修正都必须起改善的作用,在执行以前就必须取得批准。 Contents 目录
1.0SCOPE 范围 (2) 2.0PURPOSE 目的 (3) 3.0BACKGROUND 背景 (3) 4.0INTRODUCTION 介绍 (3) 5.0REFERENCES 参考书目 (4) 6.0RESPONSIBLE PARTIES AND RESPONSIBILITIES 责任方及其责任 (4) 7.0SYSTEM DESCRIPTION 系统说明 (6) G ENERAL D ESCRIPTION 总说明 (6) P RETREATMENT U NIT 预处理单元 (6) R EVERSE O SMOSIS (RO)S YSTEM 反渗透(RO)系统 (7) M IXED B ED S YSTEM 混床系统 (8) M ONITOR AND C ONTROL S YSTEM 监视和控制系统 (9) 8.0TESTING PROCEDURES 检验程序 (9) 9.0ACCEPTANCE CRITERIA 验收标准 (9) A TTACHMENT 1-V ALIDATION T EST E QUIPMENT AND M ATERIALS 附件1–验证测试设备和材料 (11) A TTACHMENT 2–PW S YSTEM 30D AY S AMPLING P LAN D ATA S HEET 附件2–纯化水系统30天取样计划数据表 (12) A TTACHMENT 3–2ND P HASE PW S YSTEM S AMPLING P LAN D ATA S HEET 附件3–纯化水系统第二阶段取样计划数据表 (15) A TTACHMENT 4-PW S AMPLE T EST R ESULT F ORM 附件4-PW样品测试结果表 (17) A TTACHMENT 5-S IGNATURE V ERIFICATION L IST 附件5-签名确认清单 (19) A TTACHMENT 6-P ROTOCOL D EVIATION L OG 附件6-文件偏差日志 (20) A TTACHMENT 7-P ROTOCOL D EVIATION R ECORD 附件7-文件偏差记录 (21) A TTACHMENT 8-P ROTOCOL E XECUTION A PPROVAL S IGNATURES D ATA S HEET 附件8-文件执行批准签名数据表.. 22 1.0 SCOPE 范围
纯化水系统风险评估方案与报告
类别:设施类风险评估编号:303-01 部门:设备部页数:16页 XX制药有限公司 质量风险评估报告 风险项目:二级反渗透纯化水系统 编制时间:2017年7月
风险评估报告起草、审核、审批表
目录 1.概述 (4) 2.风险评估目的: (5) 3.相关法规指南和参考文献 (5) 4.风险评估小组成员及职责 (6) 5.风险识别 (7) 6.风险分析及评价标准 (8) 8.风险管理评审结论 (16)
二级反渗透纯化水系统风险评估报告 1.概述 1.1.本系统为河北洁之源水处理技术有限公司生产的1T/h两级反渗透(RO)纯化水系统,机组 型号JZY-RO-II。主要由机组原水预处理模块、一级反渗透+二级反渗透模块、管道分配模块、消毒模块、加热模块、控制模块组成。 1.2.原水预处理模块:原水为城市自来水,首先进入多介质过滤器去除水中的悬浮物、胶粒等 杂质,再进入活性炭过滤器去除水中的有机物、余氯、色、味等杂质,再经软化器去除CA2+、Mg2+等离子。以上设备组成完善的预处理系统。水经预处理,其水质满足RO反渗透进水水质要求,以保证RO反渗透设备长期稳定运行。 1.3.反渗透模块:原水经一级RO反渗透膜、二级反渗透膜处理后,去除水中无机盐、有机物、 细菌、热源等杂质。系统脱盐率达97%~99%,使水质符合《中国药典》2015年版纯化水要求。 工艺设计配置执行GMP规范。 1.4.分配模块:由纯化水储罐和闭合循环管路系统组成。纯化水储罐为316L不锈钢材质,内外 抛光。循环管路采用强制循环供水方式,材质为卫生级不锈钢,管道采用卡箍式快开连接,所有用水点采用串联连接。 1.5.消毒模块:采用巴氏消毒法,主要为板式换热器加热,保证水质要求。 1.6.控制模块:采用就地控制与集中控制系统,系统控制采用PLC控制器、水位传感器、压力 传感器来实现对电导率、压力、水温等重要指标进行控制。系统全自动运行,整套系统便可连续自动供水,操作简便,安全可靠。 1.7.机组安装在车间一般生产区内,所生产纯化水供车间使用,该系统以市自来水为原水,经 本系统多段设备处理,终端产水达到设计用水标准。 1.8.系统基本情况
纯化水系统设计确认
江苏平光制药(焦作)有限公司 500L/h纯化水制取系统设计确认(DQ) 方案审批表
方案修订历史
1. 概要 1.1 介绍 该套水处理系统系扬州众诚水处理科技有限公司的标准设计,结合用户的URS(URS-01-018)要求而制造。 1.2项目标准 该设备完工后,中国GMP。 1.3 纯化水系统描述 原水自来水进入原水箱→经过原水泵加压后进入→多介质过滤器,利用石英砂去除水中的悬浮物、杂质来降低水中的浊度后进入→活性碳过滤器,利用活性碳的吸附功能来去除水中的余氯以防止反渗透膜元件受其氧化降解,同时还去除水中的小分子有机物和水中的异味来降低水的色度后进入→5um的精密过滤器,去除水中>5um的颗粒,起到保护高压泵及RO膜元件作用,然后进入→一级多级泵,给一级RO提供足够压力后进入→一级RO 系统,反渗透是指在外界压力的作用下,浓溶液中的溶剂透过膜向稀溶液中扩散,具有这种功能的半透膜称为反渗透膜,也称RO膜。主要是利用膜分离技术的高脱盐率,去除水中的大部分离子、SiO2、有机物胶体、微生物细菌等水中的杂质,其脱盐率达到98%以上,从一级RO出水进入中间水箱后→通过二级多级泵后→进入二级RO系统,进一步去除水中的离子、有机物、微生物及细菌,从而达到符合要求的纯化水,其出水电导率达到1us/cm
(25℃)以下,二级RO出水进入→纯水箱→经纯水泵输送到车间各个用水点 原水箱、中间水箱、纯化水箱采用压力变送器控制水箱的液位. 一级RO系统浓水排放,二级RO系统浓水回收至原水箱,从而进一步改善原水的水质,确保进入纯水箱的水质是符合要求的。 预处理、二级RO系统、纯化水出水\回水设有压力表、压力传感器、电导率仪、流量计实时对系统进行监测。 产品名称:纯化水制取系统 功能:用于江苏平光制药(焦作)有限公司车间用水 生产厂商:扬州众诚水处理科技有限公司 项目号: YZZC20121012 生产周期:2012.10.12-2012.11.08 预计出厂日期:2012.11.10 1.4 设备参考标准/指南 设备应当符合以下指南/标准: GMP法规 中华人民共和国药品管理法 欧盟-GMP-指南,第一部分附录1,11和15 21 CFR Part 210:药物的生产、加工、包装和储存;通则 21 CFR Part 211,成品药物的CGMP
09新版GMP纯化水系统质量风险评估报告
纯化水系统风险评估报告 ×××药业有限公司
1.目的 利用风险管理方法和工具,对纯化水系统影响药品生产质量的各要素进行分析评估,提出风险控制建议和意见。为验证提供风险分析参考,根据评估结果确定验证范围及程度,最大可能的降低风险因素保证产品质量。 2.范围 药品生产过程中纯化水系统可能存在的风险。 3.风险评估小组人员及职责 3.1质保部 3.1.1根据GMP和质量管理的要求,提出纯化水系统的风险分析和控制要求。 3.1.2负责本报告的起草编写。 3.1.3对风险评估报告的审核和批准。 3.2工程部 3.2.1从工程设计和管理的角度提出纯化水系统的风险分析和控制要求。 3.2.2对纯化水系统设备相关的风险进行分析评估并提出控制要求。 3.2.3对风险评估报告的审核。 3.3生产部 3.3.1根据生产工艺提出生产过程中关键工艺控制点对纯化水系统风险控制要求。 3.3.2从操作及安全角度提出对纯化水系统风险控制要求。 3.3.3对风险评估报告的审核。 3.4风险评估小组人员 部门姓名部门姓名 质保部 设备部 生产部 4.依据文件 4.1《药品生产质量管理规范》(2010年修订) 4.2《药品GMP指南》(2011) 4.3《药品质量风险管理规程》(SMP-QA-00-025) 4.4《药品质量风险评估操作规程》(SOP-QA-00-032) 4.5《纯化水系统管理规程》(SMP-CS-00-016) 5.风险管理模式图
6.风险关注点管理6.1风险识别 对纯化水系统环节进行分析,通过鱼骨图方式识别潜在风险控制点。
6.2风险分析 对风险的严重程度(S)、发生概率(P)和可探测性(D),评分实行10分制,即从低到高依次评分为1、2、3、4、5、6、7、8、9、10分。 严重程度(s)分值发生概率(P)分值可探测性(D)分值 微小1-2仅发生过一次1-2可能性非常大或几乎 肯定能 1-2 低3-4每几个月发生一次3-4可能性较大3-4中等5-6每月发生5-6中等可能性5-6高7-8每日发生7-8可能性较低7-8严重9-10极频繁的发生9-10绝对不可能或极小9-10 6.3风险评估 在对风险控制点进行全面的分析后,对其可能的失败模式进行影响的严重程度S,其原因的发生概率P和现有控制手段后的可探测性D,将其相乘,计算便得到每个关键工艺过程的风险优先数(即风险等级)RPN=S×P×D,该值越大,风险级别越高。根据我公司情况,定义需要采取行动的RPN值为100,即对RPN≥100的失败模式进行关注与分析。 风险优先号(RPN)风险级别接受性 >216分高风险不可接受,需将风险减小 100-216分中等风险不可接受,需将风险减小 <100分低风险可接受的