新型涂布机封闭式刮刀系统的研制_许鹏
涂布机工艺规程(详细)
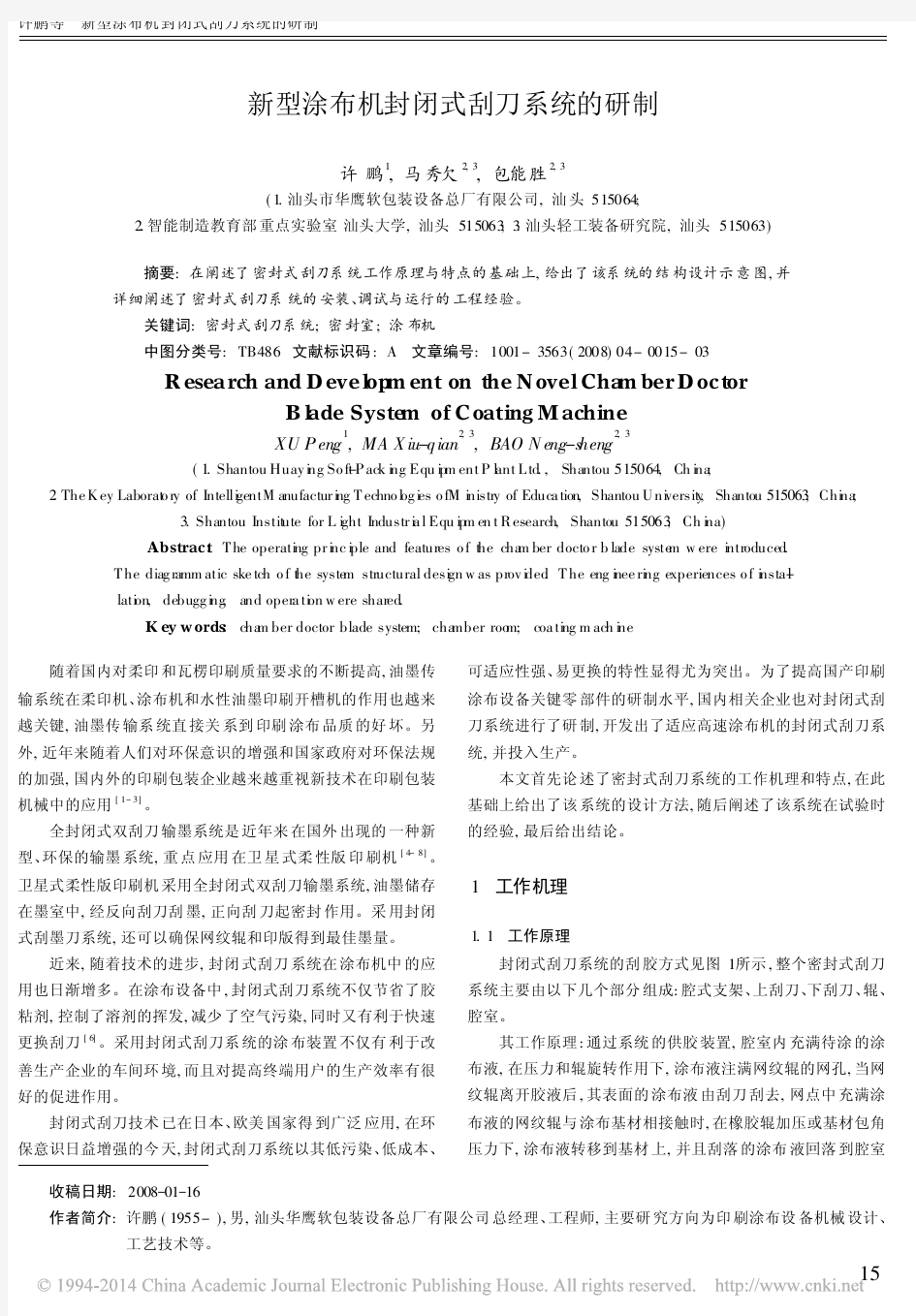
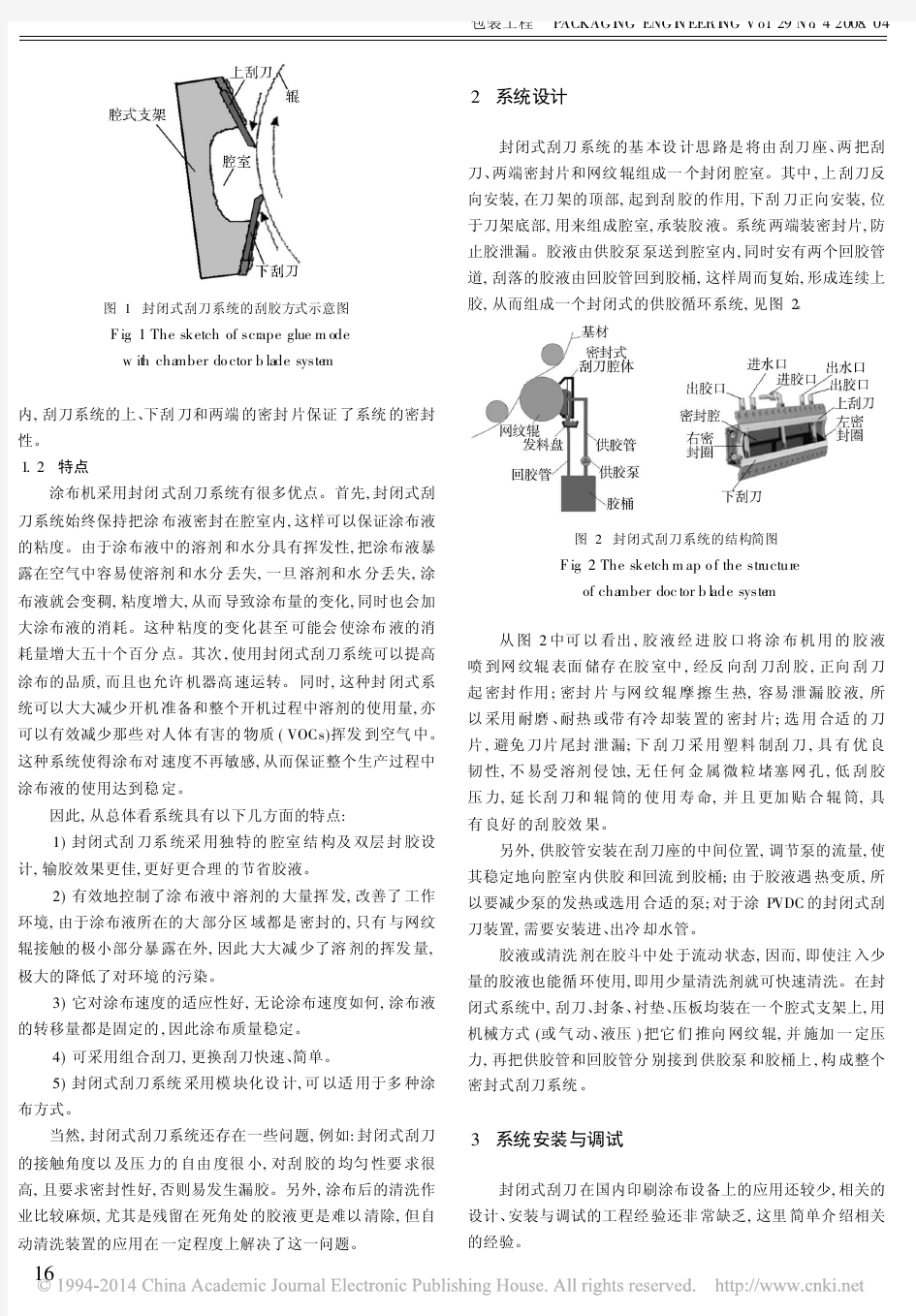
涂布工序流程 谭成林 一、涂布的作用 在电池生产过程中,将成卷的基材,铜箔、铝箔涂上一层特定功能的浆料。保证极片表面平整、光滑、敷料均匀、附着力好,干燥、不脱料、不掉料、无积尘、无气泡并烘干收卷。 二、涂布材料设备、工具: 云南白药膏1090mm90克格拉辛纸、印有云南白药字样的双向弹力布、胶带(用来连接接头)、引布(废的膜)、正己烷(用来擦洗辊面)、抹布、压缩空气、天平称(称重,测密度)、刀片、物料盒、直尺、刮片。 三、涂布的操作流程 1、工作人员配戴好劳保用品。 2、检查刮刀、背辊是否擦拭干净。 3、在停机状态下穿好牵引布。 4、打开总电源、伺服电机、干燥风机等开关。 5、把格拉辛纸固定安放好并牵引至烘箱,让其与牵引布连接好。 6、装好料槽、挡板,将云南白药膏胶浆料放入料斗之中,用条帮赶平。
7、在控制器上按下表设定好涂布温度、速度、速比及涂布张力 8、在控制界面设定好涂布工作方式,并按工艺要求调节好各项参数。 9、涂布时,先按两次“测试”,再按“涂布”。测试时,一般先涂3—5段牵引到烘箱将其烘干。 10、试片后倒带至机头,检测极片的密度、涂长、涂宽、间隙和厚度等相关参数。如若不符合工艺要求则修改至符合工艺标准为止。 11、试好片后开始涂布,在涂布过程中要随时检查极片上是否有颗粒、表面是否有划痕、气泡、露痕等现象。 12、第一面涂完后,应按工艺要求调整参数,待温度稳定后再开始涂第二面。 13、涂布中,要随时测量第一面和第二面的密度、
涂长和间隙并做好记录。 14、在停止涂布时,先按“涂布控制停”,同时打开“测试”按钮 15、在涂布过程中如遇到紧急情况可按下“紧急停止”按钮。 16、涂好的云南白药膏母卷要收放在专用的小车上并写上标识,转入下一工序。 17、当被涂布极片已卷绕完毕及时停机并做好清洁工作。 18、关闭设备蒸汽阀门,停止干燥风机及其他机器。 19、按设备操作规程的要求关机,用酒精清洗涂布辊、刮刀及用具。 20、关闭总电源。 四、工艺要求: 正负极涂布: 箔材要求:铝箔:(度×宽)18um×500(±mm 面密度:±0.02g/100cm2 铜箔:毛箔:(度×宽)9um×500(±mm 面密度:±0.04 g/100cm2 光箔(度×宽)9 um×500(±mm 面密度:±0.04 g/100cm2涂布标准:
刮刀式涂布机说明书
版本 12/2009 操作手册
?目录 一、概述 (1) 二、技术参数 (2) 三、设备原理及特点 (3) 四、机器安装 (4) 五、设备调试与操作 (5) 六、设备保养维护 (6) 七、随机备件清单....................................................-6 - 未经书面许可,不得翻印、传播、或使用本手册及其相关内容,违者将会对所造成的损害承担法律责任。 本公司不承担的义务 本手册中可能对机器内部的一些电子器件的某些功能并么有加以说明,在心的控制装置或进行服务时,不能因为本单位提供了这些功能而承担任何责任。公司保留不预先通知而修改本手册的权利。
一、概述 感谢贵公司选择本公司的产品,我们不仅给你提供品质优良的产品,而且将提供可靠的售后服务。 实验室涂布机是近些年来发展起来的一种新兴实验室仪器,它是电气控制和机械有机结合的成功创新,在涂布生产领域中它可大量节省原料,改进生产工艺技术;关键是在实验的基础上极大程度上提高了涂布的重现性。 过去一般涂布实验中大多采用手工涂布,涂布不均匀,且总体效果差。为解决这些问题实验室涂布机孕育而生,它的出现可谓是为蓬勃发展的涂布行业锦上添花。 实验室涂布机的作用是方便实验人员在不同的底材上精确的涂布,减小以及消除了由于涂布速度以及压力不同等人为因素造成的误差。 它主要用于胶类、纸类、薄膜类生产实验,也可用于其它相关的涂布,涂装行业。 -1-
二、技术参数 主要材质:不锈钢 机器尺寸(长*宽*高):560*350*150mm 涂布速度:0---180厘米/分 涂布区域:30厘米宽,32厘米长 刮刀规格:10微米-3毫米,有效涂布30厘米主机使用电源:220V/50Hz 主机功率:6W 重量:20KG -2-
自动涂布机工作原理
自动热熔胶涂布机工作原理 三、组合式刮刀涂布机的操作和涂布量控制(一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通… 自动涂布机的工作原理自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。 涂布前,将清洁的,绷好网的从涂布机前面装入,有的机型也可从侧面装入。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管是如何装上的,一旦处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制。 安装完,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 摘要:涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。本文作者将根据自己多年开发、设计涂布机的具体生产实践和经验,介绍有关涂布技术及应用。
涂布作业指导书
南京汇鑫光电材料有限公司 作业指导书版号:编号: 1.目的规范涂布作业,实现涂布产品稳定 2.范围涂布作业全过程,上卷,涂胶,烘干,复合,收卷。 3.职责班长负责全班作业指导安排,涂布产品质量监控,涂布机各参数设定,工作纪律 检查。涂布机头员负责放胶,过滤质量控制,厚度调整,胶面质量控制。操作员负责上下卷,收放卷作业,监视涂布质量。 4.程序 4.1准备 4.1.1 涂布班长根据涂布生产计划单组织安排涂布生产,填写领料单领取所用物料,根据涂布计划和工艺文件填写配料单由配料员实施配料。安排操作员领取膜类物料。 4.1.2 班长安排各岗位对设备进行检查,检查车间环境是否满足作业要求,所需工具是否到位。各检测仪表是否正常。 4.2 涂布头作业员根据涂布产品要求调整刮刀间隙,锁定刮刀位置,安装过滤网,引膜过刀口,放下刮刀,再次确认厚度,确认胶液已脱泡,过滤准备完成,开启过滤泵,上料。 4.3涂布班长根据涂布产品工艺要求设定温度,风机速度等参数,开启排风和加热系统,排风优先开启。 4.4安装上涂布基膜,与牵引膜对接,用胶带粘结牢固,开启主机,慢速运转将基膜牵引过刮刀口停。机尾处安装复合用膜,并牵引至复合辊处。调整复合胶辊位置于要求处。调整前后放卷张力至工艺要求值。 4.5当涂布工艺要求的烘箱温度满足时,过滤物料,开机涂布。 4.6机尾检查厚度,合格后贴合,并收卷。 4.7操作员时刻监视机尾处涂布表面质量,确保表面平整光滑,无气泡,杂质内污。涂布头作业员时刻监视表面涂布效果,确保表面平滑,无气泡杂质,胶盆内五气泡杂质。填写质量记录 4.8根据涂布相关参数变化,适时检查涂布厚度,及时调整。 4.9涂布运行开始时应缓慢变速,在确保厚度,表面质量合格后才能缓慢加速至工艺规定速度。以减少不合格浪费。 4.10涂布收卷达到规定长度后,停机换卷,填写流程卡,黏贴在母卷表面,并于卷心内标识。换卷时小心轻放,避免碰撞,影响质量。将半成品母卷移至分切车间储放,其中OCA移至熟化房熟化。 5相关文件《生产运行控制程序》 6相关记录《配料记录表》《领料单》《涂布记录表》《流程卡》《》
涂布机讲义
涂布机知识讲义 锂离子动力电池是20世纪开发成功的新型高能电池。70年代进入实用化。因其具有能量高、电池电压高、工作温度范围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中,如移动电话、便携式计算机、摄像机、照相机等、部分代替了传统电池。大容量锂离子电池已在电动汽车中试用,将成为21世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。 随着二十世纪微电子技术的发展,小型化的设备日益增多,对电源提出了很高的要求。锂离子动力电池随之进入了大规模的生产实用阶段。然而涂布机在锂离子动力电池的电芯制程中是非常关序。 涂布机的工艺流程:安放在放卷装置上的极片基材经过辊牵出,经自动纠偏后进入浮辊张力系统,调整放卷张力后进入涂布头,极片浆料按涂布系统的设定程序进行涂布。涂后的湿极片进入烘箱由热风进行干燥,干燥后的极片经张力系统调整张力,同时控制收卷速度,使它与涂布速度同步,极片经纠偏系统自动纠偏使基材保持在中心位置,由收卷装置进行整齐收卷。 极片涂布的一般工艺流程如下: 放卷→接片→牵引→张力控制→自动纠偏→涂布→干燥→自动纠偏→张力控制→自动纠偏→收卷 涂布基片(金属箔)由放卷装置放出供入涂布机。基片的首尾在接片台连接成连续带后由牵引装置送入张力调整装置和自动纠偏装置,经过调整片路张力和片路位置后进入涂布装置。极片浆料在涂布装置按预定涂布量和空白长度分段进行涂布。在双面涂布时,自动跟踪第一面涂布和空白长度进行涂布。涂布后的湿极片送入干燥系统进行干燥,干燥温度根据涂布速度和涂层厚度设定。干燥后的极片经张力调整和自动纠偏后进行收卷,供下一步工序进行加工。 涂布机的关键是要稳定,一个参数调整好以后可能要持续一整天,如果在涂布过程中有什么变数这对电池性能的影响就大了。虽然涂布机的稳定性很重要,但是操作工的掌握熟练程度也是尤为关键的。一个优秀的操作工不但会操作设备,懂得如何对设备进行维护保养,而且应该在涂布过程中出现问题时,知道导致产生问题的原因都有哪些,这次问题出现的主要原因是什么,应该怎样解决。做到既是一个合格的操作工又是一个好的设备维修员。 现就涂布过程中,涂布间隙不良和极片打皱现象做以分析:
平野涂布机英文技术参数课件
ISO720-3-01-04(第1版) Messrs. SPECIFICATION for "HIRANO" Coating Machine ( for Battery ) DWG. NO. Aug.,20,2010. HIRANO TECSEED Co., Ltd. Coating Machinery, Dept 101-1 Kawai, Kawai-cho Kitakatsuragi-gun, Nara Pref. 636-0051 JAPAN Tel: (81) 745-57-0685 , Fax: (81) 745-57-1075
1. General 1. Outline: This machine is designed to coat battery slurry on one side of copper/aluminum foil continuously and intermittently and to rewind coated substrate after drying. 2. Scope of work: Design and engineering for the machine. Manufacturing of the machine. HIRANO supplies only hardware and holds the property of all software including but not limited to patents and all drawings of the machine. 3. All electric components and panels will comply with following Requirements . General Area: Electric components: When available, components conforming to JIS standard. 4. Mechanical Equipment: The machine is designed and manufactured in Metric System. 2. General Technical Data: Coating Condition: 1) Raw materials: Kind of material : Aluminum foil. Copper foil. Width of material : 650mm-550mm. 650mm-550mm. Thickness of material: 12-30 μm. 10-30 μm. 2) Slurry: Kind of slurry : The slurry should be well disposed and not be coagulated. Solid content : S.C. 65%±5%. S.C. 50%±5%. Viscosity : 3,000-9,000 cps. 3,000-9,000 cps. Solvent : NMP. NMP. Coating weight : 75-150μ per side(dry). 75-150μ per side(dry). Coating width : Max. 630 mm Max. 630 mm Coating speed : Max 10 m/min. Max 10 m/min. (not coating area ≥10mm) 3) Mechanical: Mechanical speed : 1.5-15 m/min. Machine speed is not the production speed Roll width : 750 mm. Compressed air : 5 kg/cm2 ,non-oil air 120NL/min (supplied by customer). Elecitricity : 380V * 50HZ*3 Phases. Heat source : Heated oil. Explosion-proof : Motors meet Class d2G4,Coating area meet Class eG3. Other Parts: Increased safety or Air Purge Type. Electric Panels: Air Purge Type.
封闭式刮刀系统的安装与调节
封闭式刮刀系统的安装与调节 近年来,封闭式刮刀系统在柔性版印刷中的应用日渐增多,为了帮助柔性版印刷操作人员深入了解封闭式刮刀系统,本文将向大家介绍关于封闭式刮刀系统的安装、调节和清洗等方面的一些技巧和建议。在此必须指明的是,执行下面的操作时,一定要遵循封闭式刮刀系统供应商的建议和准则,并参阅操作手册。 封闭式刮刀系统的基本特点 封闭式刮刀系统的刮墨方式如图1所示。该系统的基本特点主要包括以下几方面。 (1)采用独特的腔室结构及双层封墨设计,输墨效果更佳,更能节省油墨。 (2)有效地控制了油墨中溶剂的大量挥发,改善了工作环境,减少了空气污染。 由于油墨所在的大部分区域都是密封的,只有与网纹辊接触的极小部分暴露在外,因此大大减少了溶剂的挥发量。 (3)对印刷速度的适应性好,无论印刷速度如何,油墨的转移量都是固定的,因此印刷质量稳定。 (4)可采用组合刮刀,更换刮刀快速、简单。 当然,封闭式刮刀系统还存在一些问题,例如:封闭式刮刀的接触角度以及压力的自由度很小,对刮墨的均匀性要求很高,且要求密封性好,否则易发生漏墨。另外,印刷后的清洗作业比较麻烦,尤其是残留在死角处的油墨或光油更是难以清除,但自动清洗装置的应用在一定程度上解决了这一问题。 刮刀和密封条的安装 1.裁切刮刀 目前刮刀的类型也有很多,不论采用哪种类型的刮刀,首先必须要仔细检查刮刀片上是否有小毛刺、小豁口或其他缺陷,这些都可能会对印刷或上光工艺造成负面影响。而且,刮刀的刀口必须清洁干净。
裁切刮刀时一定要戴上保护手套和防护眼镜,并用专用的切割工具,保证切边平直、整齐。更重要的是要保证裁切后刮刀的长度适宜。 2.安装新刮刀 松开刀夹上的螺丝,戴上防护眼镜和手套,小心地将旧刮刀从刀夹和墨室中取出,并将其送到指定的区域内妥善处理。 接下来用一块柔软的布蘸适量的专用清洗剂或者热水,轻轻擦去刀夹中残留的已干固的油墨或光油,这样做是为了使新刮刀能够平直地安装在墨室内,防止在运转过程中发生油墨或光油的泄漏现象。 安装新刮刀时一定要确保其长度合适,并且没有任何瑕疵,然后再将刀夹拧紧、固定好。如果刮刀发生弯曲或者松驰,不但会影响刮刀的使用寿命,密封条还容易发生渗漏。密封条处渗漏往往是由于刮刀对网纹辊的压力过大造成的,因此,必须要确保密封条和刮刀安装正确,这一点非常重要。 3.安装密封条 仔细检查密封条的宽度是否合适,有些密封条经常有一些小毛边,或者在裁切过程中就已经受损。不同材料的密封条其密封性也有所不同,因此,一定要向供应商咨询和了解应当采肜哪种类型的密封条以及为什么要采用这种密封条等。在裁切密封条时还要保证其尺寸的精确度,哪怕是1/4英寸的偏差也会严重影响其密封性,因此,必须要保证密封条跟所采用的封闭式刮刀系统相匹配。 此外,配合封闭式刮刀系统使用的网纹辊两端的表面应当是未经雕刻的,也就是说网纺辊两端跟密封条相接触的部位其表面是光滑的,能够最大限度地降低对密封条的磨损,并能够有效防止油墨或光油在转移过程中从密封条处发生泄露。密封条的主要作用就是阻挡油墨或光油泄露。因此,在开始印刷前一定要检查密封条和刮刀的位置是否合适。 封闭式刮刀系统的运行和调整 1.安装和调整墨室
PLC控制的涂布机同步
基于PLC和模糊控制的涂布机同步控制系统 2004-12-24 10:43:00 摘要:薄纸在涂布过程中存在张力小,容易拉断的问题,通过PLC和变频器结合控制,加上PID和模糊控制变系数相结合的算法,在实际连续生产中得到了较好的评价。 关键词:PLC;变频器;PID;模糊控制;涂布同步控制 1 前言 造纸企业大多面临着经济效益低、环保压力大的困境,特别是2001年以来环保执法监督、检查力度加大,许多造纸厂化学制浆被关停,中小型造纸企业倍感生存困难。开发特种用纸,有利于治理污染、保护环境,而且技术含量高,附加值高,可以使企业产值效益大幅增长。涂布纸就是其中一种附加值比较高的特种纸。 本例薄纸在涂布过程中,纸张能承受的张力很小,经过料液之后,湿纸的强度进一步降低,对涂布机运转同步的要求需相应地提高,对于同步控制的程序设计要求很高。 2 涂布系统生产过程 薄纸涂布机的构造见图1。纸张从退纸架上退出,经施胶辊涂布后,进入烘箱烘干,在经张力辊,检测张力最后上烘缸进行收卷。开机时全机处在引纸状态。当纸张引上烘缸后就将烘缸状态切换到自动运行状态,开始进行提速,在指定时间内到达指定车速。速度由加速增量和PID输出值累加而成,此时同步控制要求张力辊在中间位置小范围内波动,确保纸张张力适宜。张力变化过大,容易造成纸张起皱,甚至于断裂,影响纸张的质量和生产的连续性。 3 同步控制系统 整个同步控制系统中,控制框图如图2所示。PLC根据各电机的状态信号,以及采集到的各电机速度脉冲和当前张力辊所在位置进行PID同步计算,计算出各电机的速度增减量,再输出给变频器,由变频器控制调节各电机的转速,使张力辊稳定在中间位置,保证纸张的生产质量。 在正常生产时烘缸速度是由张力辊位置控制的。当烘缸速度慢于施胶辊时,纸张出现堆积现象,张力辊失去了纸张张力的支撑开始下滑,此时PID根据张力辊的偏差对烘缸进行
涂布机讲义
涂布机知识讲义 锂离子动力电池是 20 世纪开发成功的新型高能电池。70 年代进入实用化。因其具有能量高、电池电压高、工作温度围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中,如移动、便携式计算机、摄像机、照相机等、部分代替了传统电池。大容量锂离子电池已在电动汽车中试用,将成为 21 世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。 随着二十世纪微电子技术的发展,小型化的设备日益增多,对电源提出了很高的要求。锂离子动力电池随之进入了大规模的生产实用阶段。然而涂布机在锂离子动力电池的电芯制程中是非常关序。 涂布机的工艺流程:安放在放卷装置上的极片基材经过辊牵出,经自动纠偏后进入浮辊力系统,调整放卷力后进入涂布头,极片浆料按涂布系统的设定程序进行涂布。涂后的湿极片进入烘箱由热风进行干燥,干燥后的极片经力系统调整力,同时控制收卷速度,使它与涂布速度同步,极片经纠偏系统自动纠偏使基材保持在中心位置,由收卷装置进行整齐收卷。 极片涂布的一般工艺流程如下: 放卷→接片→牵引→力控制→自动纠偏→涂布→干燥→自动纠偏→力控制→自动纠偏→收卷 涂布基片(金属箔)由放卷装置放出供入涂布机。基片的首尾在接片台连接成连续带后 由牵引装置送入力调整装置和自动纠偏装置,经过调整片路力和片路位置后进入涂布装置。极片浆料在涂布装置按预定涂布量和空白长度分段进行涂布。在双面涂布时,自动跟踪第一面涂布和空白长度进行涂布。涂布后的湿极片送入干燥系统进行干燥,干燥温度根据涂布速度和涂层厚度设定。干燥后的极片经力调整和自动纠偏后进行收卷,供下一步工序进行加工。 涂布机的关键是要稳定,一个参数调整好以后可能要持续一整天,如果在涂布过程中有什么变数这对电池性能的影响就大了。虽然涂布机的稳定性很重要,但是操作工的掌握熟练程度也是尤为关键的。一个优秀的操作工不但会操作设备,懂得如何对设备进行维护
涂布机工作原理
xx工作原理 【作者单位】: xx星火制浆造纸厂 【DOI】: SCN:31- 1483.0.1993-02-007 【正文快照】: 三、组合式刮刀xx的操作和涂布量控制 (一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。 为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通…056yangyifan 自动涂布机的工作原理2008-03-15 08:53用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。
涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。 安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 涂布技术及其应用 The Coating Technology and Its Application <<轻工机械>>2004年03期季凌斌,彭文华 摘要: 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。本文作者将根据自己多年开发、设计涂布机的具体生产实践和经验,介绍有关涂布技术及应用。 1引言 改革开放以来,印刷包装业取得了长足发展,再加上入世以后国际和国内市场的需要,都要求我国的印刷包装机械和包装工艺的质量均要有明显地提高和改善。目前,虽然在全国出现了许多大大小小的印刷包装机械企业,但真正具有较高科技含量的包装机械制造企业较少,许多小型企业甚至根本没有真正的机械设计人员,实在令人担忧。特别是一些涂布复合设备的制造,大多数要求单件订做,更需要机械设计技术较强的涂布机制造企业宋生产。无论那一种
封闭式刮刀系统(EDB)的安装与调节
封闭式刮刀系统(EDB)的安装与调节指导 近年来,封闭式刮刀系统在柔性版印刷中的应用日渐增多,为了帮助柔性版印刷操作人员深入了解封闭式刮刀系统,本文将向大家介绍关于封闭式刮刀系统的安装、调节和清洗等方面的一些技巧和建议。在此必须指明的是,执行下面的操作时,一定要遵循封闭式刮刀系统供应商的建议和准则,并参阅操作手册。 封闭式刮刀系统的基本特点 封闭式刮刀系统的刮墨方式如图1所示。该系统的基本特点主要包括以下几方面。 (1)采用独特的腔室结构及双层封墨设计,输墨效果更佳,更能节省油墨。 (2)有效地控制了油墨中溶剂的大量挥发,改善了工作环境,减少了空气污染。由于油墨所在的大部分区域都是密封的,只有与网纹辊接触的极小部分暴露在外,因此大大减少了溶剂的挥发量。 (3)对印刷速度的适应性好,无论印刷速度如何,油墨的转移量都是固定的,因此印刷质量稳定。 (4)可采用组合刮刀,更换刮刀快速、简单。 当然,封闭式刮刀系统还存在一些问题,例如:封闭式刮刀的接触角度以及压力的自由度很小,对刮墨的均匀性要求很高,且要求密封性好,否则易发生漏墨。另外,印刷后的清洗作业比较麻烦,尤其是残留在死角处的油墨或光油更是难以清除,但自动清洗装置的应用在一定程度上解决了这一问题。 刮刀和密封条的安装 1.裁切刮刀 目前刮刀的类型也有很多,不论采用哪种类型的刮刀,首先必须要仔细检查刮刀片上是否有小毛刺、小豁口或其他缺陷,这些都可能会对印刷或上光工艺造成负面影响。而且,刮刀的刀口必须清洁干净。 裁切刮刀时一定要戴上保护手套和防护眼镜,并用专用的切割工具,保证切边平直、整齐。更重要的是要保证裁切后刮刀的长度适宜。 2.安装新刮刀 松开刀夹上的螺丝,戴上防护眼镜和手套,小心地将旧刮刀从刀夹和墨室中取出,
圆盘造球机刮刀系统改造
龙源期刊网 https://www.360docs.net/doc/7811619205.html, 圆盘造球机刮刀系统改造 作者:崔颖王晓生孙玉东 来源:《中国新技术新产品》2015年第11期 摘要:本文简单的介绍了圆盘造球机的用途、工作原理,主要针对圆盘造球机中固定刮 刀在实际生产中出现的一系列问题进行了分析,提出了刮刀系统的优化方案。实践证明,新结构的刮刀系统的采用可从根本上解决原固定刮刀结构存在的问题。 关键词:圆盘造球机;刮刀系统;改造 中图分类号:TD464 文献标识码:A 圆盘造球机是一种带边板的平底钢质圆盘,工作时绕中心线旋转。他主要应用于铁矿粉造球,是各类球团厂的主要配套设备之一。本设备适应性较强,也被广泛应用在矿山、冶金、化工、水泥等行业。 物料经给料机进入圆盘造球机,通过给水管加入的水和圆盘造球机圆盘的转动,物料产生滚动,逐渐变成各种粒度的生球。为了强化料球的运动、分级和顺利排出合格的生球,圆盘通常倾斜45°~50°安装,但也可以在规定的范围内任意调节。不同直径的料球在旋转过程中运行的轨迹不同,大颗粒的料球位于表面和圆盘的边缘。当给料量大于圆盘的填充量时,大颗粒的合格生球便自动排出。 圆盘造球机主要由传动装置、圆盘、主轴系统、机座、刮刀系统等部分组成。圆盘造球机为转动心轴结构,造球机圆盘支承在主轴上,主轴靠前端两支点铰接于设备底座的支承轴上,主轴箱的末端通过倾角调整器与底座相连。电机通过减速机和一对内啮合齿轮来带动圆盘转动。圆盘上装有喷水管及刮料板等装置。 刮刀系统包括底刮刀和边刮刀,用来刮掉圆盘底面和周边上黏结的多余物料,同时也可以控制料球的运动状态,以最大限度地利用盘面。刮刀的配置是否合理,对生球的产量、质量都有直接的影响,从而影响成品球团矿的质量和三大主机的平稳运行。刮刀系统安装在圆盘上方的机架上,刀杆垂直于盘面,整个装置可随圆盘一起调整倾角,安装时也可根据需要调整刀头与盘面间的距离。 以往设计的圆盘造球机多采用固定式刮刀系统,在生产实践中往往不能满足设备的设计要求,且电耗高、刮刀容易磨损。针对上述问题,我们对原结构进行了改进。 1 原结构存在的主要问题 1.1 刮刀磨损严重,需经常更换
刮刀质量测量系统_20081114
刮刀质量状态测量系统研究:刮刀老化程度及工作面的测定一、立项依据 生产车间现有设备测定刮刀的工作面的平整度及老化程度有很大误差,并且检测速度慢,通过单色光干涉测定刮刀工作面的平整度和老化程度可以提高判断的准确率及判断的速度,用于生产。二、开发内容和目标 通过单色光干涉测定刮刀工作面的平整度和老化程度提高判断的准确率及判断的速度,用于生产。 三、开发试验方法及技术路线(工艺路线) 图1 图2 方案1:刮刀老化程度测量原理如图1所示 图中B是被检测的表面,被检测表面B与标准样板A之间的一端垫一薄片,使A、B之间形成空气膜,从单色光源(激光器)发出的激光通过光阑O,其中一部分透过半透明平板玻璃MN,并经过透镜L 形成平行光,然后在劈状空气膜的介质中产生光程差,形成干涉条纹,
反射回来再经透镜会聚,会聚的光束一部分被玻璃反射,反射回来的光可以用CCD来观察。在整个光路中,被检测表面B的平整度不同,劈状空气膜的厚度就会不同,根据干涉的原理,产生的干涉条纹也就不一样,如果工作面不平整,测出的干涉条纹是弯曲的。通过观察干涉条纹的情况来判断刮刀工作面的平整度。 方案2:刮刀工作面平整度测量原理如图2所示, 图中B是被检测的表面,被检测表面B与标准样板A之间的一端垫一薄片,使A、B之间形成空气膜,从单色光源(激光器)发出的激光通过光阑O,其中一部分透过半透明平板玻璃MN,并经过透镜L 形成平行光,然后在劈状空气膜的介质中产生光程差,形成干涉条纹,反射回来再经透镜会聚,会聚的光束一部分被玻璃反射,反射回来的光可以用CCD来观察。在整个光路中,被检测表面B的平整度不同,劈状空气膜的厚度就会不同,根据干涉的原理,产生的干涉条纹也就不一样,如果工作面不平整,测出的干涉条纹是弯曲的。通过观察干涉条纹的情况来判断刮刀工作面的平整度。 四、现有开发条件和工作基础 现工作,理论上进行了可行性分析,下一步去山东大学晶体所进行试验。 五、计划进度
涂布机操作规程1
1 涂布工序流程 一、涂布的作用 在电池生产过程中,将成卷的基材,铜箔、铝箔涂 上一层特定功能的浆料。保证极片表面平整、光滑、敷料均匀、附着力好,干燥、不脱料、不掉料、无积尘、无气泡并烘干收卷。 二、涂布材料设备、工具: 正极浆料、负极浆料、铝箔、铜箔、铝箔胶带(用来连接接头)、双面胶(连接引带)、牵引带(废的铜铝箔材)、酒精(用来擦洗辊面)、抹布、压缩空气、涂布塞规(用来清除划痕)、千分尺(用来测量厚度)、天平称(称重,测密度)、刀片、物料盒、直尺、细针、刮片。三、涂布的操作流程 1、工作人员配戴好劳保用品。 2、检查刮刀、测试辊、导辊、背辊是否擦拭干净。 3、在停机状态下穿好牵引带。 4、打开总电源、伺服电机、干燥风机等开关。 5、把正负极的空箔材料固定安放好并牵引至烘箱, 让其与牵引带连接好。 6、装好料槽、挡板,将筛选好的浆料倒入料斗之中,并放满浆料。 7、在控制器上按下表设定好涂布温度、速度、速比 及涂布张力 8、在控制界面设定好涂布工作方式,并按工艺要求 调节好各项参数。 9、涂布时,先按两次“测试”,再按“涂布”。测试 时,一般先涂3—5段牵引到烘箱将其烘干。 10、试片后倒带至机头,检测极片的密度、涂长、 涂宽、间隙和厚度等相关参数。如若不符合工艺要求则修改至符合工艺标准为止。 11、试好片后开始涂布,在涂布过程中要随时检查 极片上是否有颗粒、表面是否有划痕、气泡、露痕等现象。 12、第一面涂完后,应按工艺要求调整参数,待温 度稳定后再开始涂第二面。 温度(℃)速度 m/min 速比 涂布张力 一区二区三区四区五区六区正极单面 75 80 90 105 105 90 6.5 1.3 2.8 正极双面 85 95 115 120 120 115 5.5 1.3 2.8 负极单面 85 90 110 110 115 105 6.5 1.3 1.8 负极双面 85 90
涂布机工作原理
涂布机工作原理 【作者单位】:上海星火制浆造纸厂 【DOI】:cnki:SCN:31-1483.0.1993-02-007 【正文快照】: 三、组合式刮刀涂布机的操作和涂布量控制(一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通… 56yangyifan 自动涂布机的工作原理2008-03-15 08:53用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。 涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。 安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 涂布技术及其应用 The Coating Technology and Its Application
涂布机张力控制系统解决方案及调试心得
《涂布机张力控制系统解决方案及调试心得》 ——张力专用变频器的应用 2011年11月5日这两天在东莞一家做胶粘纸的生产厂家改造一台设备——涂布机生产线,效果较为理想。系统结构简单,原机械部分不做任何改动。改造后,在系统启停及运行过程中张力都很稳定,运行过程中不需要人为调整张力,操作简单。总结一下,于人于己或许都有些好处。 一、原设备——一条涂布机生产线改造前现状: 由于厂家采购的是二手设备,收放卷张力采用磁粉离合器控制。张力控制极不稳定,在生产过程中需要人为调整。在改造前,该设备已经不能正常生产。 图一:改造前系统传动示意图 二、客户要求:进行收卷部分的恒张力控制,操作简单。系统在生产过程中基本不需要人工干预。
三、改造方案:针对客户要求及结合现场设备状况,我们拟对该生产线进行基于张力控制变频器的恒张力控制系统。即:对收卷部分、主牵引、次牵引采用恒线速度同步控制,对收卷部分采用恒张力控制。示意图如下: 图二:改造后系统传动示意图 四、改造方案及调试总结: 1、改造方案应适应客户现状需求,实用高效为第一原则。采用张力专用变频器做恒张力控制,不需要用PLC做卷经的计算。卷经计算、惯量补偿、摩擦力补偿、以及张力锥度等相关模块都在变频器内部完成。这样,该系统结构简单可靠。 2、改造方案确定后,需要先计算一些相关的参数值(最好事先告知客户相关技术人员,让其帮助了解,这样一来可增加工作效率,二来可验证自己的测量是否有错): 3、使用张力控制变频器MD330时需要注意的几个常用公式 根据牵引电机、牵引辊直径、传动比计算最大线速度;根据收卷电机、收卷轴空满轴直径、传动比,计算收卷变频器的最大输出频率、最大设定张力。
极片涂布机设计原理和操作使用基础
极片涂布机设设计原理和操作使用基础 一.涂布工艺基础 1.辊式涂布工作原理 图 3.1B 所示是我们涂布机的涂布工作原理,我们涂布机的工作原理由两个过程:(1)顺转辊定厚过程(2)逆转辊涂层转移过程 图3.1B三辊涂布
(1)顺转辊涂布及其涂布窗口: 先介绍涂布技术中的术语-涂布窗口 任何涂布形式(方法)都有一个适用范围,在一定操作条件(范围)内能进行无弊病的涂布,也就是将流体薄层均匀地涂布到支持体上,这个涂布操作的范围在涂布技术中称为涂布窗口。 在我们的涂布机中,是靠调节顺转辊涂布中由两根转动方向相同的涂布辊和计量辊之间的计量间隙来控制,在涂布辊上的形成的需要厚度的涂层。我们的涂布方式是顺转辊的特殊形式,即其中一根计量辊不转动即转速为零,计量辊的截面做成逗号形状,也叫逗号刮刀。我们的涂层厚度可以通过改变逗号刮刀和涂布辊之间的距离来调节。 在我们这种特殊的顺转辊涂布形式中,在操作不当,刀口位置偏离工作位置,涂布参数和浆料参数不在某一范围内,可能会出现竖条道弊病,见图3.7,称为竖条道,其表观现象如灯心绒布。
出现条道的条件见图3 .9
见图3 .9,顺转辊涂布窗口 图中:间隙/辊径比H/R,毛细准数Ca=μU/σ 式中:H 两辊间的间隙,R—两辊的当量半径,μ—流体黏度, U —辊的表面线速度,σ—流体的表面张力。 图中在曲线下部的均匀涂布区域,也就是H –两辊间的间隙,R—两辊的当量半径,μ—流体黏度, U—辊的表面线速度,σ—流体的表面张力。 它们的相互关系满足图中的条件时,也就是在毛细准数Ca=μU/σ数值较小的范围,间隙/辊径比H/R较大时,能进行均匀涂布,涂布条件进入了涂布窗口。 在极片涂布中,浆料黏度比较大,因此涂布速度受到限止,只能
涂布机操作规范
一. 目的 为规范涂布生产的操作,确保生产的顺利进行,有效地开展与质量目标相关的活动,以此来保证产品质量的稳定性。 二. 范围 涂布机的操作。 三. 内容 1.涂布机操作及功能说明 2.单项作业指导 四. 开机操作指导 1.在C1线车间南面辅机配电柜中,开启C4线空压机电源,在空压机上点I键,启动空压机, 确认空压机无异常报警即可,至C4线北面辅机处,打开总气源进气管,确认储气罐压力在0.6~0.8MPa之间。 2.打开C4线天然气总阀门,确认燃烧头进气压力表在4~6kPa。 3.在C4线拌硅间配电箱中,合上涂布机、冷冻机、热风炉总电源,缓冲间、涂硅间、拌硅 间、更衣间的排风打开。 4.在C4线北面辅机电箱柜,合上冷冻机电源、循环水泵电源、干燥机电源、冷冻机进水泵 电源,开启车间排风电源。关上配电箱,在冷冻机操作面板上,点“启动”键,开启冷冻机,按菜单键,按照工艺要求设置所需温度。 5.根据需要,在C1线车间南面辅机配电柜中合上蒸汽锅炉电源,打开控制面板上开关。 6.按《开机清洁注意事项》清洁整条生产线。 7.在涂布机主控柜电箱中合上电源,复位主机所有紧急停止按钮,按下电源准备按钮,卸下 放卷接纸压臂的安全锁。 8.根据产品生产工艺,选择相应的穿纸路线,主要考虑收放卷方式、是否印刷、涂头选择, 在引纸过程中调整对边传感器位置并按下对边启动。 9.在热风炉电箱中合上主电源,在电箱面板上打开热风炉电源控制,指示灯亮起,按下循环 风机“开”,再分别将燃烧机开关和大火允许开关打开,根据工艺单要求设定燃烧温度和回风温度。 10.根据工艺要求,在放卷架人机界面选择打开各节烘箱风机及排风风机,根据工艺单要求设
极片涂布机设计原理和操作使用基础
极片涂布机设计原理和操作使用基础
极片涂布机设设计原理和操作使用基础 一.涂布工艺基础 1.辊式涂布工作原理 图3.1B 所示是我们涂布机的涂布工作原理,我们涂布机的工作原理由两个过程:(1)顺转辊定厚过程(2)逆转辊涂层转移过程 图3.1B三辊涂布
(1)顺转辊涂布及其涂布窗口: 先介绍涂布技术中的术语-涂布窗口 任何涂布形式(方法)都有一个适用范围,在一定操作条件(范围)内能进行无弊病的涂布,也就是将流体薄层均匀地涂布到支持体上,这个涂布操作的范围在涂布技术中称为涂布窗口。 在我们的涂布机中,是靠调节顺转辊涂布中由两根转动方向相同的涂布辊和计量辊之间的计量间隙来控制,在涂布辊上的形成的需要厚度的涂层。我们的涂布方式是顺转辊的特殊形式,即其中一根计量辊不转动即转速为零,计量辊的截面做成逗号形状,也叫逗号刮刀。我们的涂层厚度可以通过改变逗号刮刀和涂布辊之间的距离来调节。 在我们这种特殊的顺转辊涂布形式中,在操作不当,刀口位置偏离工作位置,涂布参数和浆料参数不在某一范围内,可能会出现竖条道弊病,见图3.7,称为竖条道,其表观现象如灯心绒布。
图3.7竖条道涂布弊病 出现条道的条件见图3 .9
见图3 .9,顺转辊涂布窗口 图中:间隙/辊径比H/R,毛细准数Ca=μU/σ 式中:H 两辊间的间隙,R—两辊的当量半径,μ—流体黏度,U —辊的表面线速度,σ—流体的表面张力。 图中在曲线下部的均匀涂布区域,也就是H –两辊间的间隙,R—两辊的当量半径,μ—流体黏度,U—辊的表面线速度,σ—流体的表面张力。 它们的相互关系满足图中的条件时,也就是在毛细准数Ca=μU/σ数值较小的范围,间隙/辊径比H/R较大时,能进行均匀涂布,涂布条件进入了涂布窗口。
涂布机工艺规程(详细)
涂布机工艺规程(详细)标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
涂布工序流程 谭成林 一、涂布的作用 在电池生产过程中,将成卷的基材,铜箔、铝箔涂上一层特定功能的浆料。保证极片表面平整、光滑、敷料均匀、附着力好,干燥、不脱料、不掉料、无积尘、无气泡并烘干收卷。 二、涂布材料设备、工具: 云南白药膏1090mm90克格拉辛纸、印有云南白药字样的双向弹力布、胶带(用来连接接头)、引布(废的膜)、正己烷(用来擦洗辊面)、抹布、压缩空气、天平称(称重,测密度)、刀片、物料盒、直尺、刮片。 三、涂布的操作流程 1、工作人员配戴好劳保用品。 2、检查刮刀、背辊是否擦拭干净。 3、在停机状态下穿好牵引布。 4、打开总电源、伺服电机、干燥风机等开关。 5、把格拉辛纸固定安放好并牵引至烘箱,让其与牵引布连接好。 6、装好料槽、挡板,将云南白药膏胶浆料放入料斗之中,用条帮赶平。
7、在控制器上按下表设定好涂布温度、速度、速比及涂布张力 8、在控制界面设定好涂布工作方式,并按工艺要求调节好各项参数。 9、涂布时,先按两次“测试”,再按“涂布”。测试时,一般先涂3—5段牵引到烘箱将其烘干。 10、试片后倒带至机头,检测极片的密度、涂长、涂宽、间隙和厚度等相关参数。如若不符合工艺要求则修改至符合工艺标准为止。 11、试好片后开始涂布,在涂布过程中要随时检查极片上是否有颗粒、表面是否有划痕、气泡、露痕等现象。 12、第一面涂完后,应按工艺要求调整参数,待温度稳定后再开始涂第二面。 13、涂布中,要随时测量第一面和第二面的密度、涂长和间隙并做好记录。