螺纹底孔直径-good
螺纹底孔直径
一、螺纹底孔直径计算式
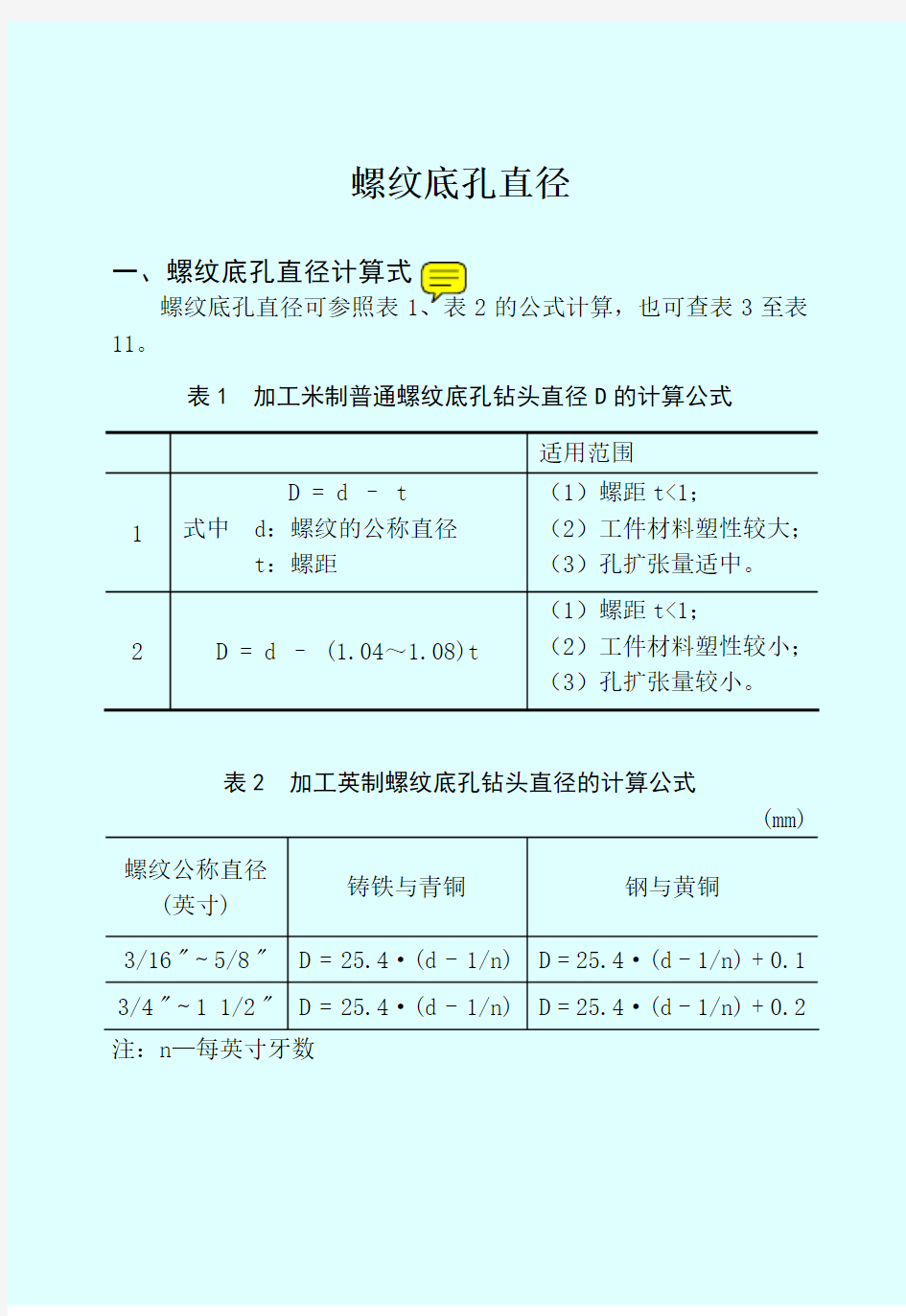
螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。
表1 加工米制普通螺纹底孔钻头直径D的计算公式
适用范围
1
D = d – t
式中 d:螺纹的公称直径
t:螺距
(1)螺距t<1;
(2)工件材料塑性较大;
(3)孔扩张量适中。
2 D = d – (1.04~1.08)t (1)螺距t<1;
(2)工件材料塑性较小;(3)孔扩张量较小。
表2 加工英制螺纹底孔钻头直径的计算公式
(mm)
螺纹公称直径
(英寸)
铸铁与青铜 钢与黄铜
3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数
·2·
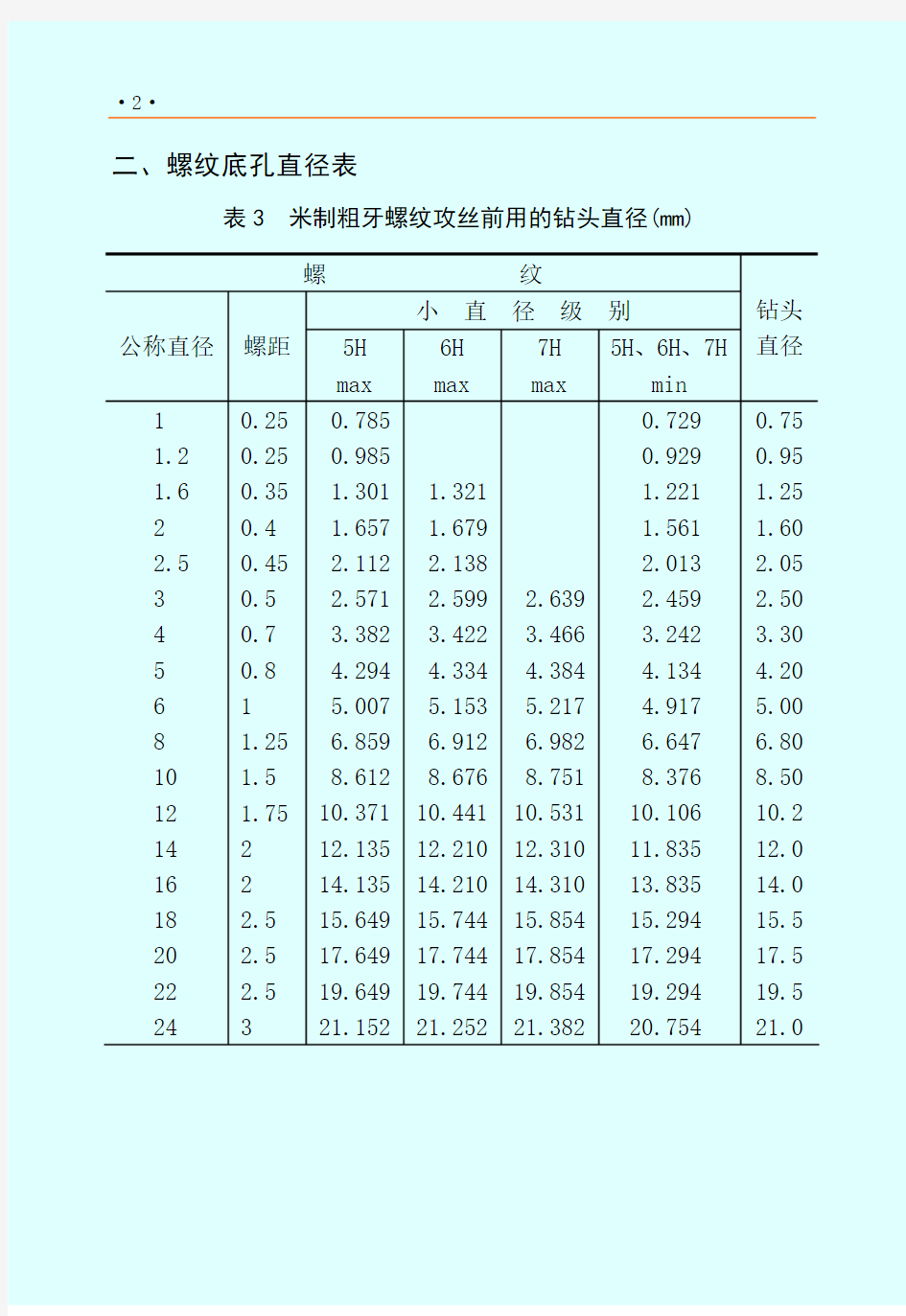
二、螺纹底孔直径表
表3 米制粗牙螺纹攻丝前用的钻头直径(mm)
螺 纹
小 直 径 级 别
公称直径 螺距5H
max 6H
max
7H
max
5H、6H、7H
min
钻头
直径
1 1.
2 1.6 2 2.5 3
4
5
6
8 10 12 14 16 18 20 22 24 0.25
0.25
0.35
0.4
0.45
0.5
0.7
0.8
1
1.25
1.5
1.75
2
2
2.5
2.5
2.5
3
0.785
0.985
1.301
1.657
2.112
2.571
3.382
4.294
5.007
6.859
8.612
10.371
12.135
14.135
15.649
17.649
19.649
21.152
1.321
1.679
2.138
2.599
3.422
4.334
5.153
6.912
8.676
10.441
12.210
14.210
15.744
17.744
19.744
21.252
2.639
3.466
4.384
5.217
6.982
8.751
10.531
12.310
14.310
15.854
17.854
19.854
21.382
0.729
0.929
1.221
1.561
2.013
2.459
3.242
4.134
4.917
6.647
8.376
10.106
11.835
13.835
15.294
17.294
19.294
20.754
0.75
0.95
1.25
1.60
2.05
2.50
3.30
4.20
5.00
6.80
8.50
10.2
12.0
14.0
15.5
17.5
19.5
21.0
·3·表4 米制细牙螺纹攻丝前用的钻头直径(mm)
螺 纹
小 直 径 级 别
公称直径 螺距 5H
max 6H
max
7H
max
5H、6H、7H
min
钻头
直径
2.5 3 0.35
2.201
2.701
2.221
2.721
2.121
2.621
2.15
2.65
4 5 0.5
3.571
4.571
3.599
4.599
3.639
4.639
3.459
4.459
3.50
4.50
6
8 10 0.75
5.338
7.338
9.338
5.378
7.378
9.378
5.424
7.424
9.424
5.188
7.188
9.188
5.70
7.20
9.20
8 10 12 14
16 18 20 22 24 1
7.107
9.107
11.107
13.107
15.107
17.107
19.107
21.107
23.107
7.217
9.217
11.217
13.217
15.217
17.217
19.217
21.217
23.217
7.217
9.217
11.217
13.217
15.217
17.217
19.217
21.217
23.217
6.917
8.917
10.917
12.917
14.917
16.917
18.917
20.917
22.917
7.00
9.00
11.0
13.0
15.0
17.0
19.0
21.0
23.0
10
12 14 1.25
8.859
10.859
12.859
8.912
10.912
12.912
8.982
10.982
12.982
8.647
10.647
12.647
8.80
10.8
12.8
12
14
15
16 18 20 22 1.5
10.612
12.612
13.612
14.612
16.612
18.612
20.612
10.676
12.676
13.676
14.676
16.676
18.676
20.676
10.751
12.751
13.751
14.751
16.751
18.751
20.751
10.376
12.376
13.376
14.376
16.376
18.376
20.376
10.5
12.5
13.5
14.5
16.5
18.5
20.5
·4·
螺 纹
小 直 径 级 别
公称直径 螺距 5H
max 6H
max
7H
max
5H、6H、7H
min
钻头
直径
24
25 1.5
22.612
23.612
22.676
23.676
22.751
23.751
22.376
23.376
22.5
23.5
18 20
22
24
25 2
16.135
18.135
20.135
22.135
23.135
16.210
18.210
20.210
22.210
23.210
16.310
18.310
20.310
22.310
23.310
15.835
17.835
19.835
21.835
22.835
16.0
18.0
20.0
22.0
23.0
表5 英国标准粗牙惠氏螺纹
B、S、W攻丝前用的钻头直径(mm)
钻 头 直 径
公称直径 (英寸) 每英寸牙数
铸铁、青铜、黄铜钢、可锻铸铁
3/16 1/4
5/16 3/8
1/2
5/8
3/4
7/8
1
1 1/8 1 1/4 1 1/
2 1 3/4 2 24
20
18
16
12
11
10
9
8
7
7
6
5
4 1/2
3.8
5.1
6.6
8.0
10.6
13.6
16.6
19.6
22.3
25.0
28.2
34.0
39.5
45.3
3.9
5.2
6.7
8.1
10.7
13.8
16.8
19.7
22.5
25.2
28.4
34.2
39.7
45.6
·5·
表6 英寸制统一粗牙螺纹UNC 攻丝前用的钻头直径(mm)
螺 纹
小 直 径 级 别
公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.1 No.2 No.3 No.4 No.5 64 56 48 40 40 0.397 0.454 0.529 0.635 0.635 1.5821.8722.1462.3852.697 1.5821.8722.1462.3852.697 1.4251.6941.9412.1562.487 1.55 1.85 2.10 2.35 2.65 No.6 No.8 No.10 No.12 1/4 32 32 24 24 20 0.794 0.794 1.058 1.058 1.270 2.8963.5313.9624.5975.268 2.8963.5283.9504.5905.250 2.6423.3023.6834.3434.976 2.85 3.50 3.90 4.60 5.10 5/16 3/8 7/16 1/2 9/16 18 16 14 13 12 1.411 1.588 1.814 1.954 2.117 6.7848.1649.55011.01312.456 6.6808.0829.44110.88112.301 6.4117.8059.14910.58411.996 6.60 8.00 9.40 10.80 12.20 5/8 3/4 7/8 1 1 1/8 11 10 9 8 7 2.309 2.540 2.822 3.175 3.629 13.86816.83319.74822.59825.34913.69316.62419.52022.34425.08213.37616.29919.16921.96324.64813.50 16.50 19.50 22.25 25.00 1 1/4 1 3/8 1 1/2 1 3/4 2 7 6 6 5 4 1/2
3.629
4.233 4.233
5.080 5.644
28.52431.12034.29539.81445.598
28.25830.85134.02639.56045.367
27.82330.34333.51938.95144.689
28.00 30.75 34.00 39.50 45.00
·6· 表7 英寸制统一细牙螺纹UNF 攻丝前用的钻头直径(mm)
螺 纹
小 直 径 级 别
公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.0 No.1 No.2 No.3 No.4 80 72 64 56 48 0.318 0.353 0.397 0.454 0.529 1.3061.6131.9132.1972.459 1.3061.6131.9132.1972.459 1.1811.4731.7552.0242.271 1.25 1.55 1.90 2.15 2.40 No.5 No.6 No.8 No.10 No.12 44 40 36 32 28 0.577 0.635 0.706 0.794 0.907 2.7413.0233.6074.1664.724 2.7413.0123.5974.1684.717 2.5502.8193.4043.9624.496 2.70 2.95 3.50 4.10 4.70 1/4 5/16 3/8 7/16 1/2 28 24 24 20 20 0.907 1.058 1.058 1.270 1.270 5.5807.0388.62610.03011.618 5.5636.9958.5659.94711.524 5.3676.7928.3799.73811.326 5.50 6.90 8.50 9.90 11.50 9/16 5/8 3/4 7/8 1 18 18 16 14 12 1.411 1.411 1.588 1.814 2.117 13.08414.67117.68920.66323.56912.96914.55417.54620.49323.36312.76114.34817.33020.26223.10912.90 14.50 17.50 20.40 23.25 1 1/8 1 1/4 1 3/8 1 1/2 12 12 12 12
2.117 2.117 2.117 2.117
26.74429.91933.09436.269
26.53829.71332.88836.063
26.28429.45932.63435.809
26.50 29.50 32.75 36.00
·7·
表8 GB7307-87、ISO228/1-1982非螺纹密封的管螺纹
攻丝前用的钻头直径(mm)
螺 纹
小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 1 1/4 1 1/2 1 3/4 2 28 19 19 14 14 14 14 11 11 11 11 11
0.907 1.337 1.337 1.814 1.814 1.814 1.814 2.309 2.309 2.309 2.309 2.309
8.848 11.890 16.395 19.172 21.128 24.658 28.418 30.931 39.592 45.485 51.428 75.296
8.566 11.445 14.950 18.631 20.587 24.117 27.877 30.291 38.952 44.845 50.788 56.556
8.80 11.80 15.25 19.00 21.00 24.50 28.25 30.75 39.50 45.00 51.00 57.00
·8· 表9 GB7306-87、ISO7/1-1982用螺纹密封的管螺纹
攻丝前用的钻头直径(mm)
螺 纹
小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 1/2 2 28 19 19 14 14 11 11 11 11
0.907 1.337 1.337 1.814 1.814 2.309 2.309 2.309 2.309
8.637 11.549 15.054 18.773 24.259 30.471 39.132 45.025 56.836
8.495 11.341 14.846 18.489 23.975 30.111 38.772 44.665 56.476
8.60 11.50 15.00 18.50 24.00 30.25 39.00 45.00 56.50
·9·表10 美标(NPT、NPSC)管螺纹底孔推荐的麻花钻直径(英寸)
锥 螺 纹
公称直径
使用铰刀 不用铰刀
直管螺纹
1 2 3 4
1/16
1/8
1/4
3/8
1/2
3/4
1
1 1/4 1 1/
2 2
2 1/2 21/64
27/64
9/16
11/16
57/64
1 1/2
1 15/32
1 23/32
2 3/16
2 19/32
*0.240
*0.328
*0.422
*0.562
*0.688
*0.891
*1.125
1.469
1.719
2.188
2.594
7/16
9/16
45/64
29/32
1 9/64
1 31/64
1 47/64
2 13/64
2 5/8
*0.246
*0.332
*0.438
*0.562
*0.703
*0.906
*1.141
1.484
1.734
2.203
2.625
1/4
11/32
7/16
37/64
23/32
59/64
1 5/32
1 1/2
1 3/4
2 7/32
2 21/32
*0.250
*0.344
*0.438
*0.578
*0.719
*0.922
*1.156
1.500
1.750
2.219
2.656
注:*为美国标准麻花钻尺寸
·10·
表11 美标(NPTF、NPSI)干密封管螺纹底孔推荐的
麻花钻直径(英寸)
锥 螺 纹
公称直径
使用铰刀 不用铰刀
直管螺纹
1 2 3 4
1/16
1/8
1/4
3/8
1/2
3/4
1
1 1/4 1 1/
2 2
2 1/2
3 21/64
27/64
9/16
11/16
57/64
1 1/8
1 15/32
1 45/64
2 3/16
2 19/32
3 7/32
*0.234
*0.328
*0.422
*0.562
*0.688
*0.891
*1.125
1.469
1.703
2.188
2.594
3.219
7/16
27/64
45/64
59/64
1 5/32
1 1/2
1 47/64
2 7/32
2 41/64
3 17/64
*0.246
*0.339
*0.436
*0.578
*0.703
*0.922
*1.156
1.500
1.734
2.219
2.641
3.266
1/4
*11/32
27/64
23/32
*59/64
1 5/32
*0.250
*0.344
*0.444
*0.578
*0.719
*0.922
*1.156
注:*为美国标准麻花钻尺寸
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
螺纹底孔直径尺寸表
螺纹底孔直径尺寸表 M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8 M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8 M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7 M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5 M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5 M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2 M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2 M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2 M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13 M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15 M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17 M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19 M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21 M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23 M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26 M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5 M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5 M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5 M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5 第 1 页
螺纹基本尺寸对照表18780
螺纹基本尺寸对照表 (以及螺纹底孔相关尺寸) 参照机械设计师首册编制 OPMSM 2005年7月
螺纹代号 Thread code 一、英制螺纹(螺纹牙型角55度) BSW——英国标准惠氏螺纹(粗牙) BSF——英国标准惠氏螺纹(细牙) G——直管螺纹(外螺纹分A、B两级即在螺纹中径公差有所区别,丝锥分G、G-D)非密封性螺纹 R——锥管外螺纹(旧代号ZG;KG) RC——锥管螺纹(旧代号ZG;KG) 二、美制螺纹(螺纹牙型角60度) UNC——统一制粗牙螺纹(代替NC) UNF——统一制细牙螺纹(代替NF) UNEF——统一制超细牙螺纹 UN——统一制不变螺距螺纹 UNS——统一制特殊螺纹 三、美制螺纹(螺纹牙型角60度) NPT——一般用途锥管螺纹(旧代号Z、K)(斜角为1°47'即1:16)NPSC——管接头直管螺纹 NPSM——设备上自由配合,机械连接用直管螺纹 NPTF——干密封锥管螺纹 NPSF——干密封燃料螺纹 NGT——气瓶用螺纹 四、米制螺纹(螺纹牙型角60度,斜角为1°47'24"即1:16) ZM——米制锥管螺纹 五、其它螺纹 SM——缝纫机螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) PZ——气瓶螺纹 5V1至20V1——气门芯螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) 六、管螺纹(螺纹牙型角55度,螺纹顶、底部为园弧形约) RC——圆锥螺纹(螺纹牙型角55度,斜角为1°47'即1:16) RP——圆柱螺纹(螺纹牙型角55度) R——圆锥外螺纹(螺纹牙型角55度,斜角为1°47'即1:16) 七、普通螺纹(螺纹牙型角60度) M——普通螺纹代号
螺纹底孔直径
螺纹底孔直径 一、螺纹底孔直径计算式 螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。 表1 加工米制普通螺纹底孔钻头直径D的计算公式 适用范围 1 D = d – t 式中 d:螺纹的公称直径 t:螺距 (1)螺距t<1; (2)工件材料塑性较大; (3)孔扩张量适中。 2 D = d – (1.04~1.08)t (1)螺距t<1; (2)工件材料塑性较小;(3)孔扩张量较小。 表2 加工英制螺纹底孔钻头直径的计算公式 (mm) 螺纹公称直径 (英寸) 铸铁与青铜 钢与黄铜 3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数
·2· 二、螺纹底孔直径表 表3 米制粗牙螺纹攻丝前用的钻头直径(mm) 螺 纹 小 直 径 级 别 公称直径 螺距5H max 6H max 7H max 5H、6H、7H min 钻头 直径 1 1. 2 1.6 2 2.5 3 4 5 6 8 10 12 14 16 18 20 22 24 0.25 0.25 0.35 0.4 0.45 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 2.5 3 0.785 0.985 1.301 1.657 2.112 2.571 3.382 4.294 5.007 6.859 8.612 10.371 12.135 14.135 15.649 17.649 19.649 21.152 1.321 1.679 2.138 2.599 3.422 4.334 5.153 6.912 8.676 10.441 12.210 14.210 15.744 17.744 19.744 21.252 2.639 3.466 4.384 5.217 6.982 8.751 10.531 12.310 14.310 15.854 17.854 19.854 21.382 0.729 0.929 1.221 1.561 2.013 2.459 3.242 4.134 4.917 6.647 8.376 10.106 11.835 13.835 15.294 17.294 19.294 20.754 0.75 0.95 1.25 1.60 2.05 2.50 3.30 4.20 5.00 6.80 8.50 10.2 12.0 14.0 15.5 17.5 19.5 21.0
攻丝钻孔直径大全
螺纹 第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2 4.GB 7306规定的标记方法与ISO7/1的规定是一样的。在ISO 7/1作出统一之前,各国的标记方法如下: 表3
螺纹底孔直径查询尺寸表学习资料
螺纹底孔直径查询尺 寸表
螺纹标准介绍 管螺纹的标准: 管螺纹:主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。 常见的管螺纹主要包括以下几种:NPT、PT、G等。1:NPT 螺纹是美国标准的60度锥管螺纹 2:PT(BSPT) 螺纹是欧洲和英联邦55度密封圆锥管螺纹3:G 螺纹是55度非螺纹密封管螺纹 4:ZG 螺纹是 1)NPT是National(American)PipeThread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。 2)PT(BSPT)是PipeThread的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。国内叫法为ZG.。 3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。 公制螺纹与英制螺纹的区别: 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示; 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型。 公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸); “行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。 另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度; NPT BSP螺纹技术---- NPT,PT,G螺纹的区别 NPT,PT,G各种螺纹的区别 NPT,PT,G 都是管螺纹. NPT是National(American)PipeThread的缩写,属于美国标准的60度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991
螺纹底孔直径参考——公制细牙螺纹
螺纹底孔直径参考——公制细牙螺纹 螺纹代号 钻头直径 ASP60C Carbide M24*1.522.5—M24*1.023.0—M25*2.023.0—M25*1.523.5—M25*1.024.0—M26*1.524.5—M27*2.025.0—M27*1.525.5—M27*1.026.0—M28*2.026.0—M28*1.526.5—M28*1.027.0—M30*3.027.0—M30*2.028.0—M30*1.528.5—M30*1.029.0—M32*2.030.0—M32*1.530.5—M33*3.030.0—M33*2.031.0—M33*1.531.5—M35*1.533.5—M36*3.033.0—M36*2.034.0—M36*1.534.5—M38*1.536.5—M39*3.036.0—M39*2.037.0—M39*1.537.5—M40*3.037.0—M40*2.038.0—M40*1.538.5—M42*4.038.0—M42*3.039.0—M42*2.040.0—M42*1.540.5—M45*4.041.0—M45*3.042.0—M45*2.043.0—M45*1.543.5—
M48*4.044.0—M48*3.045.0—M48*2.046.0—M48*1.5465—M50*3.047.0—M50*2.048.0—M50*1.548.5— —螺纹代号 钻头直径 ASP60C Carbide No.1-64UNC 1.55—No.2-56UNC 1.80—No.3-48UNC 2.10—No.4-40UNC 2.30—No.5-40UNC 2.60—No.6-32UNC 2.80—No.8-32UNC 3.40—No.10-24UNC 3.90—No.12-24UNC 4.50—1/4-20UNC 5.10—5/16-18UNC 6.60—3/8-16UNC8.00—7/16-14UNC9.40—1/2-13UNC10.80—9/16-12UNC1220—5/8-11UNC13.60—3/4-10UNC1650—7/8-9UNC19.50—1-8UNC22.20—11/8-7UNC25.00— 螺纹代号 钻头直径 ASP60C Carbide No.0-80UNF 1.25—No.1-72UNF 1.55—No.2-64UNF185—No.3-56UNF 2.10—No.4-48UNF 2.40—No.5-44UNF 2.70—No.6-40UNF 2.90—No.8-36UNF 3.50—No.10-32UNF 4.10—No.12-28UNF 4.60—1/4-28UNF 5.50—5/16-24UNF 6.90—
螺纹底孔对照表(技巧学习)
螺纹底孔直径公制普通粗牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.4 1.6 1.65 M3×0.5 2.5 2.55 M4×0.7 3.3 3.4 M5×0.8 4.2 4.3 M6×1.0 5.0 5.1 M8×1.25 6.8 6.9 M10×1.5 8.5 8.7 M12×1.75 10.3 10.5 M14×2.0 12.0 12.2 M16×2.0 14.0 14.2 M18×2.5 15.5 15.7 M20×2.5 17.5 17.7 M24×3.0 21.0 ……M30×3.5 26.5 ……M36×4.0 32.0 ……M42×4.5 37.5 ……M45×4.5 40.5 ……M48×5.0 43.0 ……
公制细牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.25 1.75 1.75 M3×0.35 2.7 2.7 M4×0.5 3.5 3.55 M5×0.5 4.5 4.55 M6×0.75 6.3 6.35 M8×1.0 7 7.1 M8×0.75 7.3 7.35 M10×1.0 9 9.1 M10×1.25 8.8 8.9 M10×0.75 9.3 9.35 M12×1.5 10.5 10.7 M12×1.25 10.8 10.9 M12×1.0 11 11.1 M14×1.5 12.5 12.7 M14×1.0 13.0 13.1 M16×1.5 14.5 14.7 M16×1.0 15.0 15.1 M18×1.5 16.5 16.7 M18×1.0 17 17.1
M20×2.0 18 18.3 M20×1.5 18.5 18.7 M20×1.0 19 19.1 M24×2.0 22.0 ……M24×1.5 22.5 ……M24×1.0 23.0 ……M30×3 27 ……M30×2 28 ……M30×1.5 28.5 ……M30×1.5 29 ……M36×3.0 33.0 ……M36×2 34.0 ……M36×1.5 34.5 ……M42×4 38 ……M42×3 39 ……M42×2 40 ……M42×1.5 40.5 ……M45×4 41 ……M45×3 42 ……M45×2 43 ……M45×1.5 43.5 ……
螺纹底孔直径对照表
螺纹底孔直径对照表 公制、美制和英制螺纹标准 NPT,PT,G 都是管螺纹. NPT 是National (American) Pipe Thread 的缩写,属于美国标准的60 度圆锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991 PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16,国家标准可查阅GB/T7306-2000。 G 是55 度非密封管螺纹,属惠氏螺纹家族,标记为G 代表圆柱螺纹,国家标准可查阅GB/T7307-2001。 另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸。 行内人通常用分来称呼螺纹尺寸,一寸等于8分,1/4 寸就是2分,如此类推。
G 不是管螺纹的统称(Guan),是来自ISO标准,规定为圆柱管螺纹, 55、60度的划分属于功能性的,俗称管圆。即螺纹由一圆柱面加工而成。 ZG俗称管锥,是老国标标注方法,即螺纹由一圆锥面加工而成。新标准按照ISO标准,R表示圆锥外螺纹,Rc表示圆锥内螺纹,Rp 表示圆柱内螺纹。 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别, 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。 公制螺纹用公制单位,美英制螺纹用英制单位。 管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。 1/4、1/2、1/8是英制螺纹的公称直径,单位是英寸。
五要素: 1、公称直径:大径是指和外螺纹的牙顶、内螺纹的牙底相重合的假想柱面或锥面的直径,外螺纹的大径用d表示,内螺纹的大径用D 表示;小径是指和外螺纹的牙底、内螺纹的牙顶相重合的假想柱面或锥面的直径,外螺纹的小径用d1表示,内螺纹的小径用D1表示。在大径和小径之间,设想有一柱面(或锥面),在其轴剖面内,素线上的牙宽和槽宽相等,则该假想柱面的直径称为中径。 2、线数:形成螺纹的螺旋线的条数称为线数。有单线和多线螺纹之分,多线螺纹在垂直于轴线的剖面内是均匀分布的。 3、螺距和导程:相邻两牙在中径线上对应两点轴向的距离称为螺距。同一条螺旋线上,相邻两牙在中径线上对应两点轴向的距离称为导程。线数n、螺距P、导程S之间的关系为:S=n×P 。 4、旋向:沿轴线方向看,顺时针方向旋转的螺纹成为右旋螺纹,逆时针旋转的螺纹称为左旋螺纹。如将螺纹竖起来看,螺纹可见部分向左上升是左旋螺纹,可见部分向右上升是右旋螺纹 5、螺纹的牙型、大径、螺距、线数和旋向称为螺纹五要素,只有五
螺纹底孔直径标准
螺纹底孔直径表 螺纹底孔直径表 英制锥度管用螺纹 管用螺纹规格JIS B0203 JIS B0203 JIS B 2301 锥度内螺纹Rc(PT) 平行管内螺纹Rp(PS) 锥度管内螺纹 计算数值底孔直径计算数值底孔直径计算数值底孔直径1/16 ‐28 6.23 6.2 6.49 6.5 -- 1/8 ‐28 8.235 8.2 8.495 8.5 8.191 8.2 1/4 ‐19 10.941 10.9 11.341 11.4 10.945 10.9 3/8 ‐19 14.428 14.4 14.846 14.9 14.388 14.4 1/2 ‐14 17.95 18 18.489 18.5 17.943 18 3/4 ‐14 23.349 23 23.975 24 23.305 23 1 ‐11 19.423 29 30.111 30 29.353 29 1 1/4 ‐11 37.94 38 38.77 2 39 37.89 38 1 1/ 2 ‐11 43.83 3 4 4 44.56 5 45 43.72 43 2 ‐11 55.412 55 56.476 56 55.406 55 2 1/2 ‐11 70.701 71 72.009 72 70.788 70 3 ‐11 83.201 83 84.709 85 83.36 4 83 3 1/2 ‐11 95.547 96 97.155 97 95.747 95 4 ‐11 107.834 108 109.85 5 110 108.322 108 5 ‐11 133.11 133 135.255 135 133.597 133
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距 M1 Φ0.75 M2 Φ1.6 M3 Φ2.5 M4 Φ3.3 M5 Φ4.2 M6 Φ5 M8 Φ6.75 M10 Φ8.5 M12 Φ10.25 M14 Φ12 M16 Φ14 M18 Φ15.5 M20 Φ17.5 M22 Φ19.5 M24 Φ21 M27 Φ24 M30 Φ26.5 螺纹钻孔底径计算 一般按下列公式: 1.攻公制螺纹:螺距t<1毫米,dz=d-t t>1毫米,dz=d-(1.04~1.06)t 式中t——螺距(毫米) dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(毫米) 2.攻英制螺纹: 螺纹公称直径铸铁与青铜钢与黄铜 3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(英寸) n——每英寸牙数 首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起 并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm
常用国标美标螺纹及底孔直径
第一章国标螺纹 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距 P 铸铁 底孔 碳钢 底孔 外螺纹 光杆直 径 公称 直径 螺距 P 铸铁 底孔 碳钢 底孔 外螺纹光 杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5
螺纹底孔直径对照表
一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算: d=D-1.0825P,其中D为公称直径,P为螺距。然后根据具体情况调整至合适加工底孔直径,具体参考 https://https://www.360docs.net/doc/7513887242.html,/a6516065915291828749/ 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例:
螺纹底孔深度计算公式
螺纹底孔深度计算公式 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm
公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
(公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级) UNC美制统一标准粗牙螺纹 外径3/4英吋,每英吋10牙 外牙2级公差配合 管螺纹(英制PT) 牙深=0.6403*(25.4/每吋牙数) (牙角55度) PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙
美制螺纹底孔直径表.docx
美制粗螺纹美制细螺纹 规格 2级牙钻孔径规格2级牙钻孔径标准径标准径 (UNC)最大最小(UNF)最大最小NO.1-64(1.854) 1.55 1.582 1.425NO.0-80(1.524) 1.25 1.305 1.182 NO.2-56(2.184) 1.80 1.871 1.695NO.1-72(1.854) 1.55 1.612 1.474 NO.3-48(2.515) 2.10 2.146 1.941NO.2-64(2.184) 1.85 1.912 1.756 NO.4-40(2.845) 2.30 2.385 2.157NO.3-56(2.515) 2.10 2.197 2.025 NO.5-40(3.175) 2.60 2.697 2.487NO.4-48(2.845) 2.40 2.458 2.271 NO.6-32(3.505) 2.80 2.895 2.642NO.5-44(3.175) 2.70 2.740 2.551 NO.8-32(4.166) 3.40 3.530 3.302NO.6-40(3.505) 2.90 3.022 2.820 NO.10-24(4.826) 3.90 3.962 3.683NO.8-36(4.166) 3.50 3.606 3.404 NO.12-24(5.486) 4.50 4.597 4.344NO.10-32(4.826) 4.10 4.165 3.963 1/4-20 5.10 5.257 4.979NO.12-28(5.846) 4.60 4.724 4.496 5/16 -18 6.60 6.731 6.4011/4-28 5.50 5.588 5.360 3/8 -168.008.1537.7985/16-24 6.907.035 6.782 7/16-149.409.5509.1443/8-248.508.6368.382 1/2-1310.8011.02310.5927/16-209.9010.0339.729 9/16-1212.2012.44611.9891/2-2011.5011.60711.329 5/8-1113.6012.86813.3869/16-1812.9013.08112.751 3/4-1016.5018.84016.3075/8-1814.5014.68114.351 7/8-919.5019.76119.1773/4-1617.5017.67817.323 1-822.2022.60621.9717/8-1420.5020.67520.270 1-1/8-725.0025.34924.6381-1223.2023.57123.114 1-1/4-728.2028.52427.8131-1/8-1226.5026.74626.289 1-3/8-630.8031.11530.3531-1/4-1229.5029.92129.464 1-1/2-634.0034.29033.5281-3/8-1232.8033.09632.639 1-3/4-539.5039.82738.9641-1/2-1236.036.27135.814 2-4-1/245.2045.59344.679 美制迫牙丝攻钻孔径美制特细螺纹 精度等级规格2级牙钻孔径规格标准径 G4-G6G7-G8G9(UNEF)最大最小NO.2-56UNC 1.94--NO.12-32 4.70 4.826 4.623 NO.3-48 2.23--1/4--32 5.60 5.690 5.486 NO.4-40 2.50--5/16-327.107.2647.087 NO.5-40 2.83--3/8-328.708.8658.661 NO.6-32 3.07--7/16-2810.2010.33810.135 NO.8-32 3.73 3.77-1/2-2811.8011.93811.709 NO.10-24 4.24 4.30-9/16-2413.2013.38613.132 NO.12-24 4.90 4.96-5/8-2414.8014.98614.732 1/4-20- 5.72-3/4-2017.8017.95817.678 5/16-18-7.24-7/8-2021.0021.13320.853 3/8-16-8.748.811-2024.0024.30824.028 7/16-14-10.2010.30 美制管螺纹1/2-1311.2711.82 NO.2-64UNF 1.97--钻孔径 NO.3-56 2.27--规格NPT NPS NO.4-48 2.56--使用绞刀时不用绞刀时 NO.5-44 2.86--1/16-27 6.10 6.25 6.35 NO.6-40 3.16--1/8-278.338.438.74 NO.8-36 3.78--1/4-1810.7211.1311.13 NO.10-32 4.39 4.43-3/8-1814.2714.2714.68 NO.12-28 4.99 5.04-1/2-1417.4817.8618.26 1/4-28 5.85 5.90-3/4-1422.6323.0123.42 5/16-247.367.41-1-11-1/228.5828.9829.36 3/8-24-9.00-1-1/4-11-1/237.3137.6938.10 7/16-20-10.4810.541-1/2-11-1/243.6644.0444.45 1/2-20-12.0712.132-11-1/255.5855.9656.36 英制电器螺纹 规格钻孔径 2BA 4.0-4.2 3BA 4BA 3.0-3.2 5BA 2.7-2.8 6BA 2.4-2.5
螺纹底孔直径对照表
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹底径: 螺纹底径=公称直径—1.08252*螺距。 底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔直径: 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度: 攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 攻螺纹: 攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。 简介: 工作部分是一段开槽的外螺纹。丝锥的工作部分包括切削部分和校准部分。 手用丝锥一般由两支组成一套,分为头锥和二锥。两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。头锥较长,锥角较小,约有6个不完整的齿,以便切入。二锥短些,锥角大些,不完整的齿约为2个。 铰杠是扳转丝锥的工具。常用的是可调节式,以便夹持各种不同尺寸的丝锥。 划孔位线: 划线时,钻孔是攻螺纹的基础。划线准确,孔位尺寸就能得到保证。划线前,首先要看懂图样和工艺要求,明确工作任务。然后,清
螺纹底孔直径查询尺寸表
螺纹标准介绍 管螺纹的标准: 管螺纹:主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。 常见的管螺纹主要包括以下几种:NPT、PT、G等。1:NPT 螺纹是美国标准的60度锥管螺纹 2:PT(BSPT) 螺纹是欧洲和英联邦55度密封圆锥管螺纹 3:G 螺纹 是 55度非螺纹密封管螺纹 4:ZG 螺纹是 1)NPT是National(American)PipeThread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。 2)PT(BSPT)是PipeThread的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。国内叫法为ZG.。 3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。 公制螺纹与英制螺纹的区别: 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示; 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型。 公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸); “行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。 另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度; NPT BSP螺纹技术---- NPT,PT,G螺纹的区别 NPT,PT,G各种螺纹的区别 NPT,PT,G都是管螺纹. NPT是National(American)PipeThread的缩写,属于美国标准的60度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991
螺纹底孔直径表
螺纹底孔直径表 公制螺纹Metric screw threads JIS B 0209-1982 单位:mm 最小底孔径最大底孔径 螺纹尺寸推荐底孔径 各精度通用原JIS2级用4H用5H用8H用 M1×0.25 0.75 0.73 0.78 0.77 0.78 - 1×0.2 0.8 0.79 - 0.82 - - 1.1×0.25 0.85 0.83 0.88 0.87 0.88 - 1.1×0.2 0.9 0.89 - 0.92 - - 1.2×0.25 0.95 0.93 0.98 0.97 0.98 - 1.2×0.2 1 0.99 - 1.02 - - 1.4×0.3 1.1 1.08 1.14 1.12 1.14 1.16 1.4×0.2 1.2 1.19 - 1.22 - - 1.6×0.35 1.25 1.23 1.32 1.28 1.3 1.32 1.6×0.2 1.4 1.39 - 1.42 - - 1.7×0.3 1.4 - - - - - 1.7×0.25 1.45 - - - - - 1.7×0.2 1.5 - - - - - 1.8×0.35 1.45 1.43 1.52 1.48 1.5 1.52 1.8×0.2 1.6 1.59 - 1.77 - - 2×0.4 1.6 1.57 1.67 1.63 1.65 1.67 2×0.25 1.75 1.73 - 1.77 - - 2.2×0.45 1.75 1.72 1.83 1.79 1.81 1.83 2.2×0.25 1.95 1.93 - 1.97 - - 2.3×0.4 1.9 - - - - - 2.3×0.35 1.95 - - - - - 2.3×0.25 2.05 - - - - - 2.5×0.45 2.05 2.02 2.13 2.09 2.11 2.13 2.5×0.35 2.15 2.13 2.22 2.18 2.2 2.22 2.6×0.45 2.15 - - - - - 2.6×0.35 2.25 - - - - - 3×0.5 2.5 2.46 2.59 2.54 2.57 2.59 3×0.35 2.65 2.63 2.27 2.68 2.7 2.72 3.5×0.6 2.9 2.85 3.01 2.95 2.97 3.01 3.5×0.35 3.15 3.13 3.22 3.18 3.2 3.22