下料工时制定
下料工时制定
一、板材下料
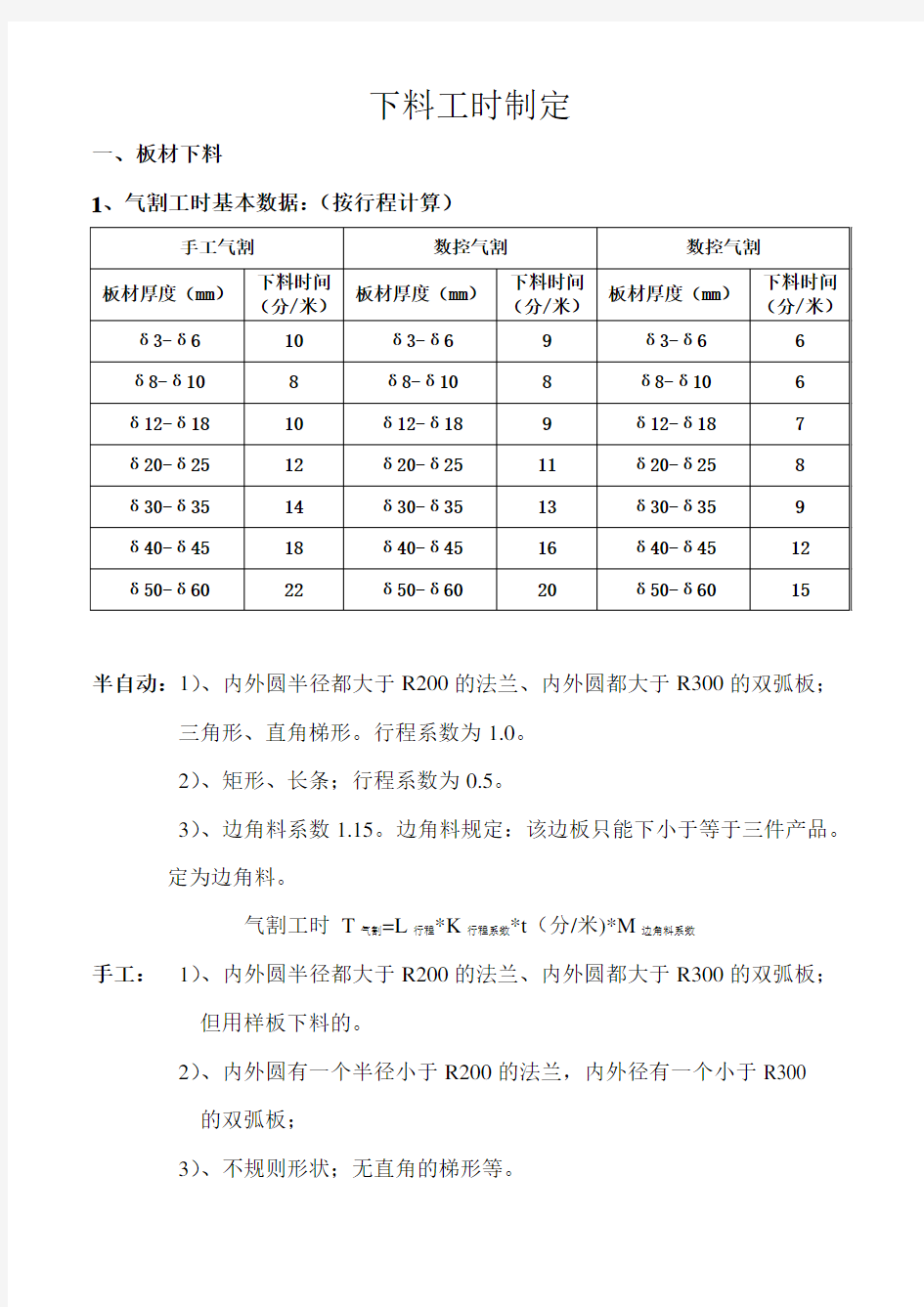
1、气割工时基本数据:(按行程计算)
手工气割数控气割数控气割
板材厚度(mm)
下料时间
(分/米)
板材厚度(mm)
下料时间
(分/米)
板材厚度(mm)
下料时间
(分/米)
δ3-δ6 10 δ3-δ6 9 δ3-δ6 6 δ8-δ10 8 δ8-δ10 8 δ8-δ10 6 δ12-δ18 10 δ12-δ18 9 δ12-δ18 7 δ20-δ25 12 δ20-δ25 11 δ20-δ25 8 δ30-δ35 14 δ30-δ35 13 δ30-δ35 9 δ40-δ45 18 δ40-δ45 16 δ40-δ45 12 δ50-δ60 22 δ50-δ60 20 δ50-δ60 15
半自动:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板;
三角形、直角梯形。行程系数为1.0。
2)、矩形、长条;行程系数为0.5。
3)、边角料系数1.15。边角料规定:该边板只能下小于等于三件产品。
定为边角料。
气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数
手工:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板;
但用样板下料的。
2)、内外圆有一个半径小于R200的法兰,内外径有一个小于R300
的双弧板;
3)、不规则形状;无直角的梯形等。
4)、边角料系数为1.08。边角料规定:该边板只能下小于等于三件产品。
定为边角料。
气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数
数控:1)、其他按行程计算,行程系数为1.0。
2)、孔计算方法按行程计算(表格数据以行程200为界)
δ≤18mm 18mm<δ<40mm 40mm≤δ≤60mm
小于1.5分钟按1.5分钟计小于2分钟按2分钟计小于3分钟按3分钟计
大于1.5分钟按行程计算大于2分钟按行程计算大于3分钟按行程计算3)、边角料系数为1.08。边角料规定:该边板只能下小于等于三件产品。
定为边角料。
4)、双刀系数:单刀1.0。双刀0.85。
气割工时T气割={L行程*K行程系数*t(分/米)*M边角料系数+气割孔时间}*双刀系数
仿形:1)、按手工气割行程计算,行程系数为1.0。
2)、不考虑边角料。
气割工时T气割=L行程*K行程系数*t(分/米)
2、剪板
2.1剪切工时T剪切
剪板剪切工时标准
划分板厚t≤6mm 板厚t=8mm 板厚t=10mm 板厚t=12mm A+B≤100 1 2 2 2 100<A+B≤500 3 4 4 4
500<A+B≤1000 5 6 6 ——
1000<A+B≤2000 7 8 8 ——
2.11:以上数据为剪切四边工时,若实际剪切边不足四边,按剪切边乘以以下系数K剪。
剪切边 1 2 3 4
剪切系数0.5 0.7 0.85 1
2.2、画线时间20%;T画=0.2T剪切
考虑范围:1)、非矩形产品
2)、边料:只能下小于等于3件产品的料视为边料。工时按四边工时给定。同时考虑画线时间。大于3件小于等于6件,只考虑画线时间。6件以上,不在考虑范围。
2.3、辅助时间30%;T辅=0.3T剪切
T总=T剪切+ T画+ T辅
3、型钢
长度3#角铁5#角铁 6.3#槽钢8#槽钢10#槽钢1000以下 1.5分/根 2.5分/根4分/根5分/根7分/根
1001~2000 2分/根3分/根 4.5分/根6分/根8分/根
2001~3000 2.5分/根 3.5分/根5分/根7分/根9分/根
3000以上3分/根4分/根6分/根8分/根10分/根
工时计算方法
工时计算方法 生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。 一、工时计算方法 1、出勤工时:为实到人数与每日标准工作时间数(8小时)之乘积 2、受援工时:为接受支援人数与实际支援时间之乘积 3、加班工时:为加班人员与加班时间之乘积 4、实勤工时:出勤工时+受援工时+加班工时 5、除外工时:为当日非发生于生产之工时 6、生产总工时:实勤工时—除外工时 7、异常工时:为当日因各种因素造成生产部无法正产生产而耗费的人工工时。
8、总标准工时:为当日生产之各产品入库总数与各产品之单一标准工时之乘积之和。 9、异常工时:将影响当日生产所发生之状况分别填写实际时间 10、除外工时:将当日发生于生产中无法抗拒之工时,分别填写实际发生之工时。 11、生产工时:为当天生产此工令所发生的实际工时。 12、差异工时:为产出标准工时与生产工时之差 ※生产效率=总标准工时\生产总工时×100% ※总标准工时=产出数×单一产品标准工时 二、注意点 1、由于作业不良问题较多,造成的不良应有专门维修人员进行处理,不可返回前面工位重工,否则影响正常下拉速度,造成瓶颈现象,不可有此现象发生。作业不良重工时应填写重工工时。 2、新员工试用期间,应在在职培训栏注明,一般试用期为3个月,各领班应将新
员工每段时间进行考核。特别为焊接工艺问题。新员工作业时其产能不能达到标准产能,影响生产效率,应填写在职培训工时。 3、为了提高生产效率,领班应注意尽量减少转线,应将工令数少的工单(和KEY 板)尽量安排在同一条生产线作业。注意填写转线时间。 4、测试线注意不良品的区分(挡机不良的,不用测试功能,所以其总标准工时会相应减少,其总生产工时一样减少)为了准确记录工时,请测试线领班注意区分。 5、由于电脑和治具有维修需求,所以领班应在最短的时间内知会相关人员进行维修,保证正常下拉。需填写故障等待时间。 企业经劳动行政部门批准以季为周期综合计算工时,若企业因生产任务需要,经商工会和劳动者同意,安排劳动者在该季的第1、2月份刚好完成了季总时的工作,第3个月整月休息。企业这样做应视为合法且没有延长工作时间。对于这种打破常规的工作时间安排,一定要取得工会和劳动者的同意,并且注意劳逸结合,切实保障劳动者身体健康。 工时计算方法应为: (1)工作日的计算。 年工作日:365天/年-104天/年(休息日)-10天/年(法定休假日)=251天/年 季工作日:251天/年÷4季=62.75天
工时计算方法
工时计算方法 为了使工时定额更加合理、准确,现结合公司实际情况,特制定此工时计算方法。 一、工艺过程的工时计算 工时计算时,除特殊注明外,单位被统一表示。工时:小时;长度:毫米;切割速度:毫米/小时;面积:平方米;进给量:毫米/转;转速:转/分钟。 辅助时间计在工时定额中。它主要包含熟悉图纸和工艺等技术文件、调整设备、装夹、准备工夹量刃具、吊装、磨刃具、自检、焊接件翻转、标识移植时间等。 工时定额不考虑生理、打扫卫生、领件、领料、入库、转序、交检、包装、喷漆件等待干燥时间,这些统一由工厂考虑。返修时间单独计算,不计入正常工时定额中。 各主要工序的计算方法如下: 下料: 1、板材火焰切割下料: 工时=基本时间+辅助时间=(切割长度/切割速度)*(1+k) 半自动切割K=2.85数控切割K= 4.5 等离子切割K=4.5 2、板材剪切下料:所需用人数已被考虑。 工时=切割刀数*K
≤δ8K=0.17小时/每刀(钢材);K=0.10小时/每刀(PVC)>δ8~δ14 K=0.19小时/每刀 >δ14~δ20 K=0.20小时/每刀 3、型材锯割下料: 工时按实际考核数据。参见附件一:型材下料工时 ●成型: 工时=基本时间+辅助时间 ●焊接: 1、焊前准备:包括划线、焊前焊缝处表面清理、焊前预热、二级库焊材烘干。 易打磨大件:焊前焊缝单表面清理时间:0.08小时/米 不易打磨件或小件:焊前焊缝单表面清理时间:0.15小时/米 2、组点: 3、焊接成型: 工时=基本时间+辅助时间。 焊接(气刨)基本时间=焊缝长度*道数/焊接(气刨)速度 4、焊后整理:包括校正、清理焊渣时间。 ●试装(车):包括组装、试车、试压、拆卸。 ●表面清理:指防腐处理前的表面清理。 工时=清理面积*0.34小时/平方米 ●防腐: 工时=清理面积*0.07小时/平方米*喷漆遍数
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时) 生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。 一.锯床工时定额计算标准 1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数 n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料: 式中: H- 板厚mm 材料宽度系数,查下表 k B - 2.2.棒料: 式中D —棒料外径 mm T 机 = k B H 2 0 T 机 = D 2 4 T 机= D —d 02
2.3. 管料: 式中d 0—管料 内径;mm 2.4..方管: 式中:H —方管外形高 mm ;H 0—方管内腔高mm ; B 0 —方管内腔宽 mm ; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料: T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 二.剪板冲压折弯工时定额计算标准 1..剪板工时定额计算方法 剪板单件工时定额: a —每块工时系数、见表 b —剪角次数 2 4 1000 T 机= H — H 0*B 20 8000 T 吊= L 1000 T 装 卸 =0.12+ L D 1 800 8 40 T = k * a + b a 3
标准工时计算方法
标准工时计算方法 一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。 二、名词定义: 2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。 2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。 2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。 三、标准工时的构成: 3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率 3.2、正常时间: 3.2.1、主体作业时间:按照作业目的进行的作业。指能创造价值的作业,如改变产品外形,改变产品性能等。 3.2.2、副作业时间:与主体作业同步发生,起附属作用。如取放工具、检查等。 正常时间设定方法如下: 直接观测法:秒表观测法;摄影分析法;work sampling法。 优点:比较简单;任何人都可以做。 缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。 合成法:动作分析法、历史数据法。 优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。 缺点:需要教育和训练。 3.3、宽放时间: 3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。 3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。 3.3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放. 作业宽放时间:补偿作业过程中发生不规则的要素作业。如用处理不良品等。 3.3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。如熟练度的差异,工位编排产生的损失等。 3.3.5、宽放系数表
自制件下料工时定额编制标准2011
金属下料件劳动定额时间编制说明 工艺技术部零件室 1定额适用对象 泵车高强钢结构件下料。 2定额编制原则 2.1 定额时间组成:准备时间(图纸熟悉、工具准备、机床空运转等)、作业(机动 与操作)与辅助作业(工具更换、测量等)时间、休息与生理需要时间。 2.2 作业定额时间以中等劳动技能所能完成作业为准。 2.3 定额时间不考虑待料、机床修理、其它活动等原因引起的时间需求。 2.4 定额时间反映了采用的先进技术与设备(如精细等离子切割)已达到的工艺制 造水平。 定额时间能满足工序质量要求(适度考虑工装使用的熟练程度与适应性)。 工艺文件中定额时间为批量生产标准定额时间,派生新产品试制定额时间是 标准定额时间的1.5倍;新型产品第一次试制定额时间是标准定额时间的2.5倍, 第二次试制定额时间是标准定额时间的2倍,第三次试制定额时间是标准定额时 间的1.5倍,试制批次超过3次时定额时间为标准定额时间。 多人操作时定额时间的表述形式为本工序节拍时间,即1人的定额时间,其 余人的定额时间用计件2或计时的形式表示,其定额时间为工艺定额时间×系数, 系数由制造管理部确定。 3定额时间的计算方法 对大多数工序通过建立定额时间数学模型公式。 3.1 数控下料定额时间数学模型公式(按板厚定设备):
.()L L t v a T =?++N 1 152/2 T :工时定额,min L :切割长度,mm v :切割速度,mm/min a :空程速度,mm/min N :穿孔个数 t :穿孔时间min 切割速度与穿孔时间表
注:δ30(含)以上的板料如果采用水下或精细等离子切割,可比照火焰切割确定工时定额。 3.2数控折弯定额时间数学模型公式: 定额时间= 折弯时间 折弯时间(分钟)=(折弯刀数N×10″+装卸时间)×1.1(原为1.4) 装卸时间T分为:①装卸时间取3min″; ②人工装卸须翻面(调头)的取4min; 注意: ①多道折弯:折弯刀数N=划线道数=工件的圆弧段长度÷分段长度+1(取整数);折弯分段长度为30mm。 ②折弯半径为R10,R15,R20,R30,R40均可一次折弯,折弯刀数N=1; ③各不同情况推荐使用设备如下:
焊工工时定额标准
钣金件工时定额试行标准(2011-07-30) 一、下料 1.气割下料 方管:按槽钢型号的1.5倍。 2.成品下料 半成品按毛坯下料的1.5倍工时计算。 3.批量修正系数 二、焊接 1、室体类 室体分半方法: 不分半按下表计算。分两半按下表计算,另加工时:6h/t。分四半按下表计算,另加工时:10h/t
90h/t。 Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。 Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。 2、提升机罩壳 GTD45等斗提机110h/t。宽度大于500mm的100n/t。 3、分离器壳,卸料罩,分离器料斗。 工时(h)=重量(t)*220h/t。重量较小定额不足10h的加10h。 4、螺旋槽
按长度计算,10h/米。 5、螺旋轴 按长度计算,直径359以下4h/m,直径360以上,6h/m。 Ф500以上的7h/m,Ф700以上的8h/m。 6、平台类 带花纹板的,系数为1;不带花纹板的,系数为0.8。 槽钢、角钢按每平方 规格[80 [100~120 [140~[160 [180~[200 [220~[250 工时/平方4h 4.5h 5h 5.5h 6h 注:空格小于等于1200mm*1200mm的每平方减0.5h。空格大于1200mm*1200mm的每平方减1h。 铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。 7、支柱类 (1)、单根型钢立柱 筋板底座(长+宽)/2≤450 (长+宽)/2>450 2h 3h 斜筋板底座(长+宽)/2≤450 (长+宽)/2>450 3h 4.5h 不带筋板的底座顶板1h 斜不带筋板的底座顶板 1.5h (2)、中间有加强板的立柱 规格[120 以下[140 ~[160 [180 ~220 [250 ~320 工时120 分钟/ 米135 分钟/ 米 150 分钟/ 米 165 分钟/ 米 总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。 连接板0.25h/件,上下板1h/件,三角筋板0.5 h/件,,梯形筋板0.75h/件。 (3) 规格[120以 下[140 ~[160 [180 ~220 [250 ~320 工时60分钟/ 米75 分钟/米 90 分钟/米 120 分钟/米
下料工时制定
下料工时制定 一、板材下料 1、气割工时基本数据:(按行程计算) 半自动:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板; 三角形、直角梯形。行程系数为1.0。 2)、矩形、长条;行程系数为0.5。 3)、边角料系数1.15。边角料规定:该边板只能下小于等于三件产品。 定为边角料。 气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数 手工:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板; 但用样板下料的。 2)、内外圆有一个半径小于R200的法兰,内外径有一个小于R300 的双弧板;
3)、不规则形状;无直角的梯形等。 4)、边角料系数为1.08。边角料规定:该边板只能下小于等于三件产品。 定为边角料。 气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数 数控:1)、其他按行程计算,行程系数为1.0。 2)、孔计算方法按行程计算(表格数据以行程200为界) 3)、边角料系数为1.08。边角料规定:该边板只能下小于等于三件产品。 定为边角料。 4)、双刀系数:单刀1.0。双刀0.85。 气割工时T气割={L行程*K行程系数*t(分/米)*M边角料系数+气割孔时间}*双刀系数 仿形:1)、按手工气割行程计算,行程系数为1.0。 2)、不考虑边角料。 气割工时T气割=L行程*K行程系数*t(分/米) 2、剪板 2.1剪切工时T剪切
2.11:以上数据为剪切四边工时,若实际剪切边不足四边,按剪切边乘以以下系数K剪。 2.2、画线时间20%;T画=0.2T剪切 考虑范围:1)、非矩形产品 2)、边料:只能下小于等于3件产品的料视为边料。工时按四边工时给定。同时考虑画线时间。大于3件小于等于6件,只考虑画线时间。6件以上,不在考虑范围。 2.3、辅助时间30%;T辅=0.3T剪切
标准工时工资计算方法
工资计算依据及方法 一、法律定义 1?、制度工作时间的计算 年工作日:365天-104天(休息日)-11天(法定节假日)=250天 月工作日:250天÷12月=20.83天/月 2、日工资、小时工资的折算 按照《劳动法》第五十一条的规定,法定节假日用人单位应当依法支付工资,即折算日工资、小时工资时不剔除国家规定的11天法定节假日。据此,日工资、小时工资的折算为:日工资:月工资收入÷月计薪天数 小时工资:月工资收入÷(月计薪天数×8小时)。 3、计薪天数 月平均计薪天数=(365天-104天)÷12月=21.75天 适应加班工资的核算及补偿 加班工资=月薪÷21.75×加班天数×所对应的倍数 月实际计薪天数=当月出勤天数+法定休假日 月计薪天数=应出勤天数+法定休假日 出勤天数比例=21.75/(当月应出勤天数+法定休假日) 法定休假日休息,否则另算加班费。 4、计薪日 计薪日是指出勤天数及法定假日,平时休息、周末休息不计工资,不属于计薪日 二、计算方法 1、标准工时制的工资计算 工资=月薪÷21.75×月计薪天数×(出勤天数比例)+加班费+绩效-社保-个税 或=月薪÷(当月应出勤天数+法定休假日)×(实出勤天数+法定休假日)+加班费+绩效-社保-个税 例:某员工月工资2100元,6月份出勤19天,法定假1天休息,则工资为:月薪=2100/(20+1)*(19+1)=2000 2、加班条件下的工资计算 A条件:某工人6月出勤28天,月休2天(含法定假日休息),12小时制,基本工资1250元,则当月工资为: 月薪=1250+1250/21.75*10*1.5+1250/21.75*12*2=3491.4元 B条件:某工人6月出勤26天,月休4天(含法定假日休息),10小时制,基本工资1250元,则当月工资为: 月薪=1250+1250/21.75*5*1.5+1250/21.75*7.5*2=2543.1元 C条件:某工人6月出勤26天,月休4天(含法定假日休息),8小时制,基本工资1250元,则当月工资为: 月薪=1250+1250/21.75*0*1.5+1250/21.75*6*2=1939.7元
工时计算方法
工时计算方法 工时计算方法 为了使工时定额更加合理、准确,现结合公司实际情况,特制定此工时计算方法。 一、工艺过程的工时计算 工时计算时,除特殊注明外,单位被统一表示。工时:小时;长度:毫米;切割速度:毫米/小时;面积:平方米;进给量:毫米/转;转速:转/分钟。 辅助时间计在工时定额中。它主要包含熟悉图纸和工艺等技术文件、调整设备、装夹、准备工夹量刃具、吊装、磨刃具、自检、焊接件翻转、标识移植时间等。 工时定额不考虑生理、打扫卫生、领件、领料、入库、转序、交检、包装、喷漆件等待干燥时间,这些统一由工厂考虑。返修时间单独计算,不计入正常工时定额中。 各主要工序的计算方法如下: 下料: 1、板材火焰切割下料: 工时=基本时间+辅助时间=(切割长度/切割速度)*(1+k) 半自动切割K=数控切割K= 等离子切割K= 2、板材剪切下料: 工时=切割刀数*K ≤δ8K=小时/每刀: >δ8~δ14 K=小时/每刀 >δ14~δ20 K=小时/每刀 3、型材下料: 工时按实际考核数据。参见附件一:型材下料工时 ●成型: 工时=基本时间+辅助时间 ●焊接: 1、焊前准备:包括划线、焊前焊缝处表面清理、二级库焊材烘干。 易打磨大件:焊前焊缝表面清理时间:小时/米 不易打磨件或小件:焊前焊缝表面清理时间:小时/米
2、定位焊接: 3、焊接成型: 工时=基本时间+辅助时间。 焊接(气刨)基本时间=焊缝长度*层数/焊接(气刨)速度 4、焊后整理:包括校正、清理焊渣时间。 ●试装(车):包括组装、试车、试压、拆卸。 ●表面清理:指防腐处理前的表面清理。 工时=清理面积*小时/平方米 ●防腐: 工时=清理面积*小时/平方米*喷漆遍数 ●机加工: 工时=基本时间+辅助时间 1、计算法:适用于无可比性的新零件。 基本时间=切削长度/(转速或往复次数*进给量60) 2、类比法:适用于有可比性的零件。 热处理: 工时=基本时间+辅助时间 1、基本时间T1: 是指零件在设备中加热、均温、保温、降温的时间,是零件装炉后从闭炉门起到开炉门止的一段时间。因此段时间工艺自动运行,所需人工工时需要在具体时间基础上乘一定系数k。 由于本公司热处理产品基本属于单件小批量生产,生产过程中以炉次为单位,所以在退火、正火、渗碳淬火、回火的工艺生产过程中以平均装炉量为基准,然后每个产品的工时值为 T(单)=T(炉)×m/M T(炉)=(T1×k+T2)*定员 T(单):单件产品工时值(h) T(炉):处理一炉产品的工时值(h) m:单件产品重量(kg) M:平均装炉量(kg) k:基本工艺时间系数
工时计算方法全套汇编(各机床工时,各工序工时)
工时计算方法(各机床工时、各工序工时) 生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。 一.锯床工时定额计算标准 1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数 n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料: 式中: H- 板厚mm k B - 材料宽度系数,查下表 T 机 = k B H 2
2.2.棒料: 式中D —棒料外径 mm 2.3. 管料: 式中d 0—管料 内径;mm 2.4..方管: 式中:H —方管外形高 mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ; 3.吊料时间: 4.装卸料时 间及其它时间: T 机 = D 24 T 机= D —d 02 24 10000 T 机= H — H 0*B 0 20 8000 T 吊= L 1 000 T 装卸 L D
综上所述: 方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 二.剪板冲压折弯工时定额计算标准 1..剪板工时定额计算方法 剪板单件工时定额: a —每块工时系数、见表 b —剪角次数 剪板工时系数表 =0.12+ 1 800 8 40 T = k * a + b a 3