MSTAR烧录步骤说明20091123
MSTAR 烧录工具安装步骤
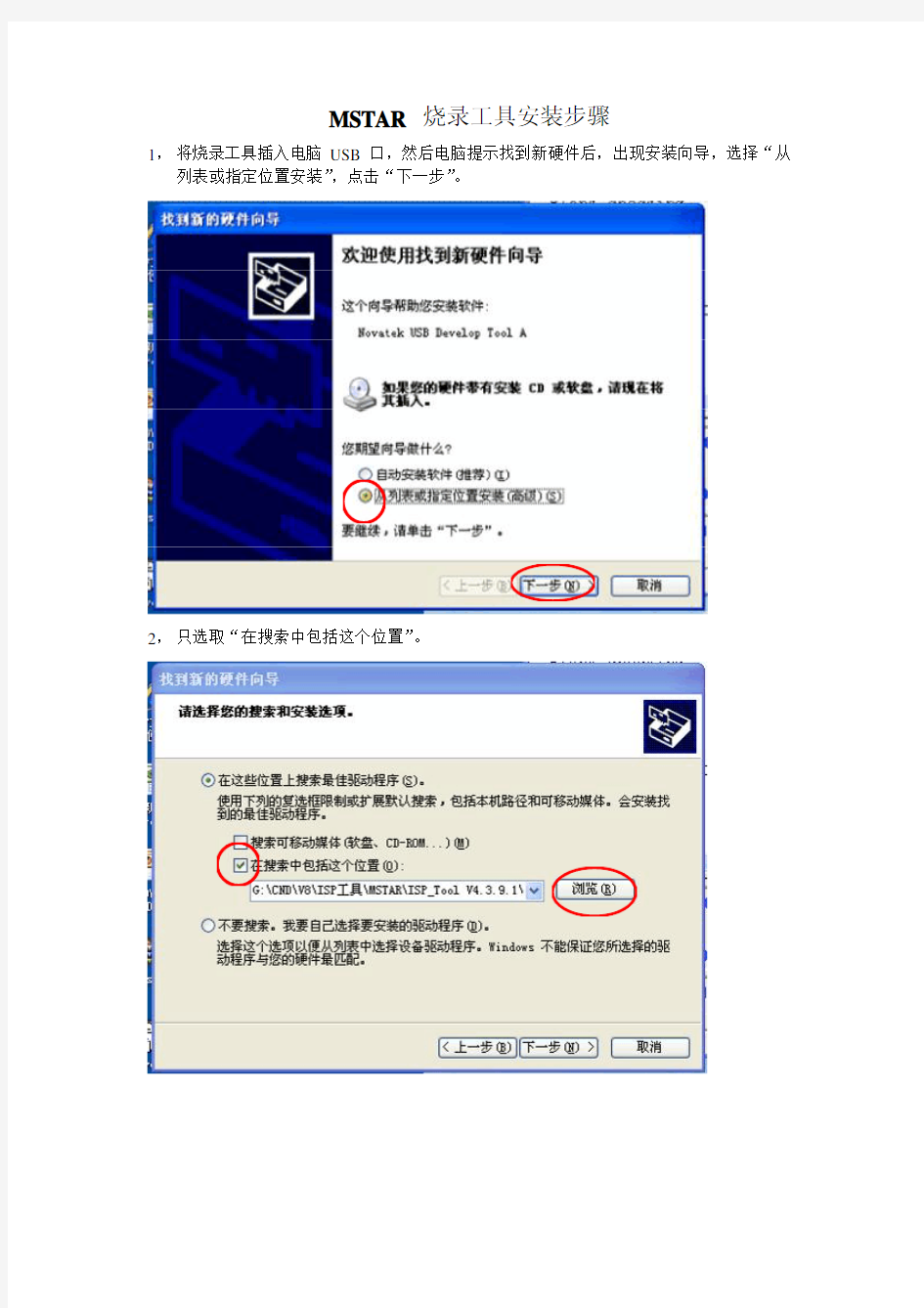
1,将烧录工具插入电脑USB口,然后电脑提示找到新硬件后,出现安装向导,选择“从列表或指定位置安装”,点击“下一步”。
2,只选取“在搜索中包括这个位置”。
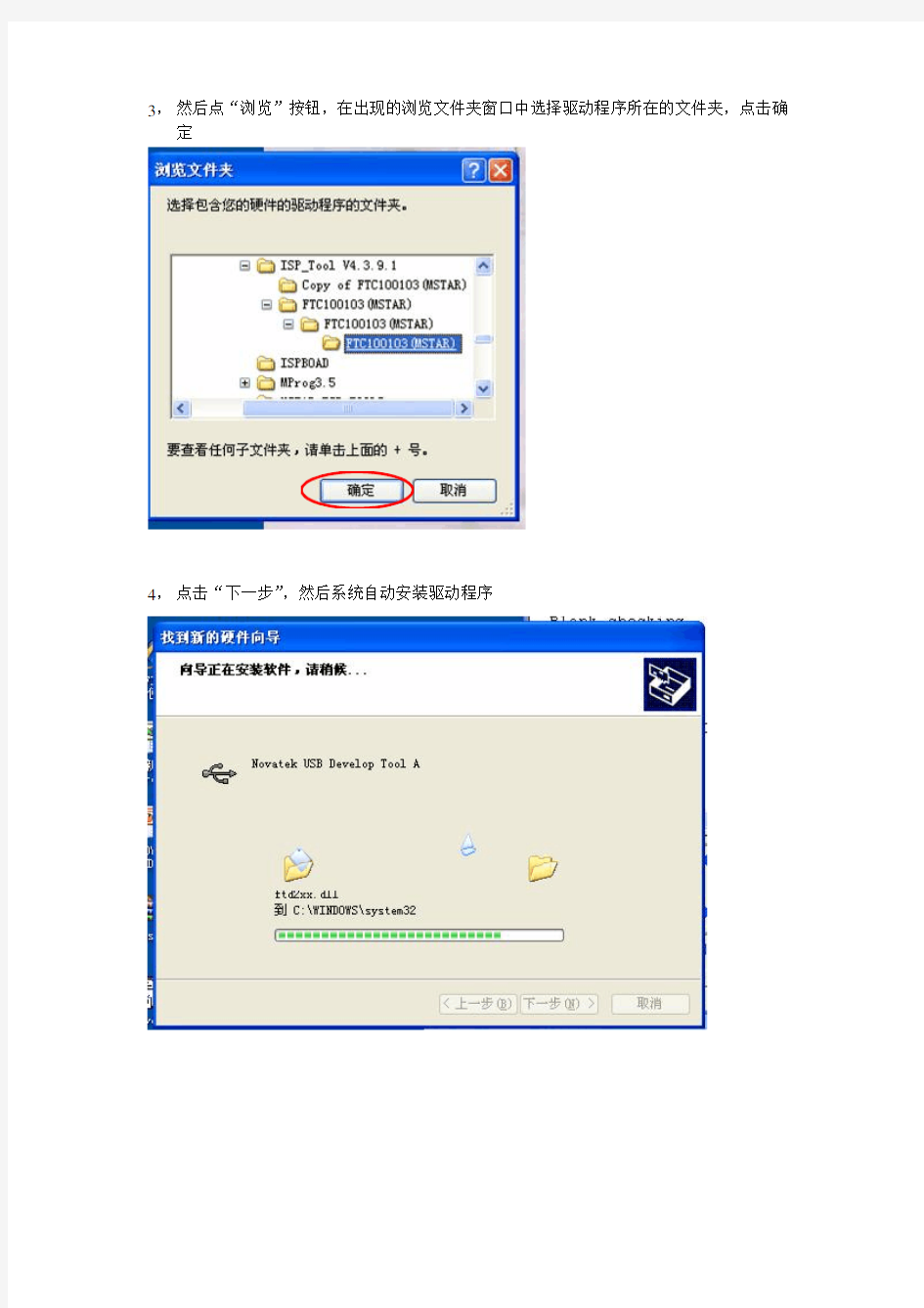
3,然后点“浏览”按钮,在出现的浏览文件夹窗口中选择驱动程序所在的文件夹,点击确定
4,点击“下一步”,然后系统自动安装驱动程序
5,检查设置,USB连接:
打开MSTAR ISP TOOL烧录工具,点CONFIG项,检查USE USB项是否有打勾,如果是灰色则为烧录工具未插上,或者驱动没有装好。
NG: 灰色,
不可选
OK: 打勾如勾上此项,插上USB
会自动选择将USE USB
打勾
MSTAR 烧录步骤1.打开MSTAR ISP TOOL
2.读进文件:点“read”按钮,转到读文件页面。
3.ISP连接:点“connect”按钮:
如果连接正常,会显示以下对话框,表示连接正常,点“确定”进入下一步骤
3. 烧写:点“auto”按钮,出现烧写界面:
勾选或只保留上图示的选项,然后点“RUN”开始烧写,正常的烧写结束是以下的图示: 显示“PASS”
MSTAR 烧录问题简单排除
1,点击CONNECT时,如连接不成功时通常出现下面对话框
一)硬件连接:
1)烧录工具是否插上电脑的USB口,烧录工具4PIN座是否与驱动板连接正常:包括RXD TXD GND,而+5V可不连接
2)主板是否通电正常,主要测试5VST电压
二)软件配置:
1)检查我的电脑à属性à硬件à设备管理器à端口(CMO和LPT)à检查是否有MSTAR USB SERIAL PORT项,或者遵照MSTAR 烧录工具安装步骤第5点检查。
2)检查I2C SPEED SETTING是否在合适范围,连接过程中左右拉动滑块,看看是否连接成功,注:此速度设置会影响烧录时间。
3)如果校验不通过或擦除不成功,可以点击“Dis con”后,过3秒以上再“Connect”重新连接后再“RUN”如果多次烧写都不成功,有可能是板卡出了问题,或者连接线连接存在不可靠情况,可以尝试在“config”页中改慢烧写的速度,看是否有帮助。
4)烧录程序,需放在全英文路径下,否则在某些版本的操作系统下可能会不能读取程序。
雕刻机参数设置说明
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。 手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。 ●手动低速速度是指只按下手动方向键时的运动速度; ●手动高速速度是指同时按下“高速”键时的运动速度。 这两个值也可以在数控状态窗口中直接设定。参见4.6节。 自动参数: ●空程速度:G00指令的运动速度; ●加工速度:G01、G02、G03等加工指令的插补速度。 这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。 注意: 增量方式的运动速度是空程速度。 这两个值也可以在数控状态窗口中直接设定。参见4.6节。 ●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的 系统缺省速度。 ●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使 用人为设置的系统缺省转速。 ●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工 速度进行优化。 ●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序 生成的圆弧编程使用的IJK值是增量值。关于这一点,请参考对应 的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度 落刀速度。 ●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提 刀。点)。 ●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。 指示系统在执行空程指令时,是否忽略进给被率的影响。这样当改变倍率时,不影响空程移动的速度。 ●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工 程序中途暂停或加工结束后,是否自动停止主轴转动。 ●X轴镜像:设定X轴进行镜像。 ●Y轴镜像:设定Y轴进行镜像。 换刀位参数: ●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该 选项。 其他换刀位参数只有在使用换刀位有效时,才起作用。 ●换刀位机械坐标X、Y、Z:设置换刀位的机械坐标(注意:不是工 件坐标!)。 退刀点参数: 退刀点:执行回工件原点、断点继续动作时,刀的上抬高度(相对工件原点)。 文件输入参数: ●二维PLT加工深度:设定载入PLT文件加工时的刀具深度。 ●抬刀高度:设定PLT文件加工时的抬起刀具的高度。 ●PLT单位每毫米:设定PLT单位值。
雕刻机参数设置[1]
雕刻机参数设置和使用方法雕刻机参数详细设置 加工参数: 厂商参数:口令为:NCSTUDIO(大小写不锁定)
设置完成后点引用重新启动软件就好了
一、文泰雕刻软件路径的生成 A:二维雕刻路径的生成 1: 阴刻、阳刻 2: 雕刻深度 3: 雕刻方式 4: 选择刀具 5: 二次加工方式 B:三维路径的生成 1: 阴刻、阳刻 2: 雕刻深度 3: 选择刀具 C:割的路径生成 1: 轮廓线输出方式 2: 选择刀具 3: 雕刻深度 4: 勾边方向 二、刀具管理 1:刀具的分类 2:参数的设置 3:添加刀具 三、雕刻路径的保存 1: 代码格式 2: 保存路径 3: 保存类型 4: 抬刀高度 四、维宏系统(NcStudio)的操作步骤 1:开机复位 2:卸载、载入雕刻文件 3:仿真、取消仿真 4:定加工原点 5:放慢速度、打开并调整主轴速度、开始加工 6:调整加工速度 7:加工完毕
一、文泰雕刻软件路径的生成 A:二维雕刻路径的生成 选择所要生成路径的部分单击 4
1:阴刻、阳刻 阴刻的效果---在图形的内部雕刻 上图为实际阳刻效果下图为阴刻做出的阳刻效果 阳刻的效果---在图形的外部进行加工 阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。做出来就是阳刻的效果。 2:雕刻深度 刻胸牌全部为0.1MM, 3:雕刻方式 水平铣底勾边
4:刀具库 平底尖刀 5:二次加工方式 此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具 必须与雕刻方式中的刀具是同一把刀! B:三维路径的生成 1:阴刻 全部为阴刻 2:雕刻深度 材料厚度的1/2 3:选择刀具 中心尖刀 C:割的路径生成 1:轮廓线输出方式
程序烧写说明
程序烧写说明 OK300C根据用户选配单片机类型不同烧写程序的方式也有所不同,主要分三类:STC单片机用户烧写方法,并口ISP下载器烧写方法,USB接口ISP下载器烧写方法。下面将详细介绍烧写程序的方法。 一、 STC单片机用户烧写方法 启动下载软件,首次设置时只需注意芯片的选择,在左上角下拉框中选择STC89C52RC,一般的台式机大多只有一个串口,所以COM栏就选择COM1,如果使用别的串口那就选择相应的串口号,其它全部使用默认,不明白时最好不要乱改,不然可能会把芯片锁死,以后就用不了了。总体设置如下图: 点击软件界面上的Open File 打开对话框,将*.hex或者*.bin文件选择,选择好后点击Open 。 要先把实验板上的电源关掉,因为STC的单片机内有引导码,在上电的时候会与计
算机自动通讯,检测是否要执行下载命令,所以要等点完下载命令后再给单片机上电。然后点击如图中的Download/下载钮, 接着按下实验板上电源给单片机上电 若出现上述图片,则说明已经给单片机成功下载了程序,并且已经加密。 二、 并口ISP下载器烧写方法 将ISP下载器插在主板的ISP口处。确认板上JP1三个跳线都断开,连接好电源线,打开电源。打开下载软件MuCodeISP,以下载AT89S52为例,选择89S5X,选择89s52,如下图 然后加载要烧录的程序 点击File菜单下的openflash,出现如下对话框
选择要烧录的文件,这里是*.hex文件 烧录,点击下图中的Program按钮就可以把程序下载到单片机 A VR单片机的程序烧录过程也是一样的。不过烧录51和A VR单片机切换时,要注意不要忘记进行51/avr单片机选择键的操作。 三、 USB接口ISP下载器烧写方法 选配USB接口isp下载器的用户,使用的烧写软件是A VRSTUDIO。首先要安装好该软件,安装方法和安装普通软件一样。 可以用AVR Studio的4.13或更高版本控制STK500/AVRISP,选择STK500 or AVRISP和Auto 或者具体的COM?端口进行联机,点击avr studio主窗口中的图标前面标有Con的那个图标,然后按下图选择即可进行STK500或者JTAG的联机,由于avr studio会记忆用户使用的设备是STK500ISP还是JTAG并且同时会记忆用户使用的COM号,如果下次和上次使用的是相同的设备并且没有更换COM口,那么下次使用的时候直接点击右边标有AVR的那个图标就可以快速进入联机状态;如果下次和上次使用了不同的设备或不同的COM口请使用Con图标进行联机。 连接STK500ISP:
雕刻机参数设定
雕刻机参数设定 加工参数: 手动速度: 手动低数:(1000)毫米/分钟 手动高速:(2400)毫米/分钟 自动参数: 空程速度:(2200)毫米/分钟G00指令速度。 加工速度:(1500)毫米/分钟,G01`G02`G03等加工指令的插补速度 (√)使用缺省速度 (√)使用缺省转速 (√)速度自适应优化。 (√)IJK增量模式。 (√)使用Z向下刀速度,下刀速度为(1000)毫米/分钟 (√)优化Z向提刀速度(提刀时采用空程速度) (√)空程(G00)指令使用固定进给倍率100% (√)暂停或者结束时,自动停止主轴(需重新启动) ()X轴镜象()Y轴镜象 换刀位 ()使用换刀位,换刀位机械坐标为(单位毫米) X:(0 )Y:(0 )Z(0 ) 退刀点: 执行“回零”动作时,刀的上抬高度(相对于工件原点) 将退刀点设为(10 )毫米 文件输入 二维PLT加工深度(2 )毫米抬刀高度(5 )毫米 PLT单位每毫米(40)Plu/mm (√)Z轴反向:仅指转换Eng和PLT等非代码格式文件时。旋转轴 ()Y轴是旋转轴,即数控转台 ........................、 .........................、 回转工件半径为(10)毫米(默认) 旋转轴最大速度为:(1000 )毫米/分钟 注意:修改旋转轴参数需要重新启动! 厂商参数 工作台行程: 设置工作台行程空间:如果机床运动超出此范围则系统提示软 位报警(回机械原点后生效) 起点(机械)坐标终点(机械)坐标 X方向(0 )毫米X方向(1200 )毫米 Y方向(-2500 )毫米Y方向(0 )毫米 Z方向(-150 )毫米Z方向(0 )毫米
软件烧录说明(new)
软件烧录说明 前期准备: 1.将串口线连接至烧写板,(接口接烧写板上J2插口处,串口线白线靠近JP2插口方向) 2.如PC无端口,则用端口转USB线连接串口线与PC. 3.拆机找到烧录插槽.用软排线连接烧写板与机器烧录插口 烧录步骤: 1.建立虚拟服务器 1.1 解压tftpd3 2.rar,将tftpd32文件夹放在D盘根目录下. 1.2 运行tftpd32文件夹下的tftpd32子文件夹中的tftpd3 2.exe.此时本电脑即为一 个虚拟的临时服务器.电脑主机IP地址即为服务器IP地址.
2.将2个烧录文件*注1放入服务器*注2中 (*注1:烧录文件一般命名方式为N_uImage_DM365_4.5.2和W_ramdisk_dm 365_HW_2 B12121112_9715.gz,红色字体部分根据不同机型变化) (*注2:放在tftpd32文件夹下的tftpboot文件夹下) 3.运行烧录软件(如tera temp pro) 4.在”Hit any key to stop autoboot”命令倒数结束之前按任意键盘键,进入烧录状态.如 下图: 5.指向服务器地址.输入下方两行命令: set serverip 192.168.1.34回车(其中192.168.1.34是步骤1中的服务器IP地址) savee回车
6.打开内核与文件系统烧写文档(命名方式为” V8.9 7.4.5内核和文件系统烧写文 档.txt”) 7.复制文档中的第一条命令,并在烧录工具界面中点右键,再回车确认.即可运行该行命 令.出现”really scrub this NAND flash?
烧录软件使用说明(简体)
FM8P5X WRITER TECHNOLOGY FM8P5X 8-Bit Micro-Controller Writer ver: 2.17F 使用者手册
FM8P5X WRITER TECHNOLOGY 目录 一、前言 (4) 二、系统需求 (4) 1. 计算机系统: (4) 1.1. Windows操作系统: (4) 1.2. 计算机必须符合下列最小需求: (4) 2. 硬设备 (4) 3. 软件 (4) 三、安装 (5) 1. 硬件 (5) 2. 软件 (5) 3. 驱动程序 (5) 四、软件介绍 (5) 1. 档案列 (6) 1.1. File (6) 1.1.1. Open(开启档案) (6) 1.1.2. Save(储存档案) (8) 1.1.3. Save as(另存档案) (9) 1.1.4. Exit(离开) (10) 1.2. Code (11) 1.2.1. Verify (Compare buffer and chip data) (11) 1.3. Tools (14) 1.3.1. Increase number (14) 1.3.2. DownLoad code to EEPROM (17) 1.3.3. Verify Code form EEPROM (19) 1.3.4. Read Code form EEPROM (21) 1.3.5. Read CheckSum in EEPROM (22) 1.3.6. Read Firmware’s Version (23) 1.3.7. Blank check in chip (23) 1.3.8. Read Checksum in chip (25) 1.3.9. Write to chip (26) 1.3.10. Self Test Setting (29) 1.3.11. Batch (30) 1.4. Setting (30) 1.4.1. Connect Interface (31)
液晶显示器编程器的连接烧录说明
山东华兴专业液晶编程器 EP1130B使用说明书 + 高速USB读写24/25系列芯片 支持大屏幕高清方案 支持Mstar最新方案 支持卫星接收机读写 串口输出 1:GND 2:RTD 3:TXD 4:NC 总线I2C输出 1:GND 2:SDA 3:SLC 4:NC 烧录输出 跳帽向上为24/25 跳帽向下为串口烧录 跳帽要在切换开关在中间档才起作用USB输入 VGA输入信号
第一章:EP1130B集合版使用说明1:首先必须安装的3个软件 1:打开光盘,双击
2:再安装PORT95NT(默认路径)和GProbe4.5.0.7(安装提 示点是,到最后安装完毕).然后重启电脑. 第二章:开关对应软件及驱动 3:开关对应软件图 一:(1)RTD方案开关对应软件图: (2)RTD方案驱动安装说明: 将EP1130B开关设置好.如上图:插上USB线连上电脑.电脑右下角会提示找到新硬件.如图: 注意:如果带电拨动方案开关时最好必须重新拔插一次USB。
设备管理器会显示有EP1130的驱动.
二(1).24/25系列、华亚微方案开关对应软件图: (2);24/25系列、华亚微方案USB驱动安装,开关设置如上图: 将EP1130B开关设置好.如上图:重新插上USB线连上电脑.电脑右下角会提示找到新硬件.如图: 需要注意跳帽
烧写软件说明书
烧写软件使用说明 本实验板使用的STC89C52RC单片机具有ISP功能,可通过串口把程序代码烧进单片机内部的FLASH程序存储器内,烧后可全速运行程序,以检查代码的正确性。 第一步:检查实验板所有开关处于打开状态,即全部弹起。 第二步:把S_COM(串口电平转换区域)开关按下,选择USB转URAT功能。 第三步:把USB线插在PC和实验板上。 第四步:检查虚拟串口号。 我的电脑――右击――选择――管理――设备管理――展开右边的端口-记下USB虚拟的串口号。例如下图中的COM6 第五步:找到STC-ISP文件夹,双击STC_ISP_V483.exe,打开烧写软件
1、选择你使用的单片机型号,实验板上的型号为STC89C52RC 2、打开你要烧写的程序代码,例如:TEST.HEX 3、选择PC连接实验板的串行口,即第四步记下的串行口号。 4、选择其它选项,如图。 5、点击Download/下载按钮, 6、当信息提示框出现:“正在尝试与MCU握手连接…”时,按下实验板电源开关。 7、烧写自动完成,程序开始运行。 注意:下次烧写时,仍然要先关闭电源,重复以上步骤。 如烧写不成功,请先检查s_com按钮是否按下。如已按下则关闭实验板电源,拔下USB 线。等待一分钟,然后再插上USB线。重复1-6步骤。
串口调试助手使用说明 串口调试助手是一款运行在PC机上并通过PC的串口发送和接收数据的软件。我们经常把PC的串口和单片机的串口连接,并用此软件来调试单片机的串口程序,故称串口调试助手。 第一步:找到“串口调试助手”文件夹,双击“sscom32.exe”运行程序 第二步:选择串口,此时要关闭所有使用该串口的应用程序,例如烧写软件。 第三步:设置串口参数。例如:波特率等。 第四步:选择HEX发送,HEX显示 第五步:打开串口 第六步:在字符串输入框中输入要发送的字符,按“发送”按钮发送给单片机。单片机发送过来的字符,显示在上部的信息窗中。 注意:使用完毕后记得关闭串口,否则可能引起其它软件工作不正常。
单片机烧写程序说明
Step 1:Keil软件的安装 1.选中文件夹中的C51V900安装程序并打开,如图: 2.在安装对话框里一直选择Next,直到Finish完成Keil的安装。 Step 2: 安装USB转串口线的驱动程序的安装 1.选中并打开文件夹中的HL-340安装程序 2.点击INSTALL即可自动完成安装 Step 3:Keil工程的建立 1.打开桌面上的Keil图标,建立一个新工程单击【Project】菜单中的【New μVision Project】,如下图:
2.选择工程保存的位置,建议最好新建一个文件夹用来保存此工程文件,方便以后管理。 3.选择单片机型号:打开Atmel目录,选择子目录下的AT89C52,点击OK,在 弹出的新对话框中选择否(N)。
4.单击【File】菜单中的【New】菜单项,或者Ctrl+N可新建一个文件Text1, 单击工具栏的图标或者Ctrl+S,在弹出的保存对话框输入文件名,注意必须在文件名后加上“.c”作为保存的文件类型(例如),然后保存。 5.回到编辑界面,单击【Target】前面的“+”号,然后在【Source Group 1】选项上单
击右键,弹出下图所示菜单。然后选择【Add Files to Group ‘Source Group1’】菜单项,如下图: 6.在弹出的对话框中选中刚才保存的“”文件并单击【Add】,再单击【Close】,如图: 7.单击左侧【Source Group 1】前面的“+”号,这时可以注意到【Source Group 1】文 件夹中多了一个子项【】,这时源代码文件就与工程关联起来了,这时在右边的“”代码编辑窗口把伟哥的代码复制过来即可,如图:
IAR安装以及程序烧写使用说明
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. IAR Embedded Workbench安装及使用说明 一、安装 1、在存储路径下找到该文件,双击运行; 2、显示安装界面,此时点“Next”; 3.继续选择“Next”; 3、显示许可界面,选择“I accept the terms of the license agreement”,点击“Next”; 4、“Name”“Company”任意填写,“License”及下一步的“License Key”获取方法见下一步; 5、找到“IAR for MSP430 ; 6、双击运行以上程序,点击“GET ID”,将License填入第四步选项卡中,选择“Next”。 7、将License key填入选项卡中,点击“Next”。 6、选择安装类型; 7、选择安装路径: 8、选择“Next” 9、选择“Install”; 9、点“Finish”安装成功。 二、烧写说明 1、双击ADC.eww打开该工程区文件; 2、在该工程名上右击选择“Options”; 3、在General Options,Device一览中选择MSP430F5418; 4、在Debug 下选择Texas Instrument USB-IF ; 5、在“”一览中选择仿真器对应COM口; 6、在工具栏下点第一步的图标; 点击“第一步”编译,若提示Total number of errors:0 则继续点第二步的图标,即可将程序文件烧写到板子。 7、误操作处理方法 文档已开启只读,若误操作,将软件关闭,在弹出的对话框中选择“否”,重复1-5的操作即可,完成烧写。 1
雕刻机参数设置说明
雕刻机参数设置说明 NCSTUDIO软件用户手册 还有一些参数由于用户平时不会涉及到~所以系统界面中没有列出~这样也避免了过于复杂的参数系统使用户感到困惑。 上海维宏科技有限公司第1页 NCSTUDIO软件用户手册
手动速度:包括手动高速速度和手动低速速度~这两个值用来控制用户在“点动” 模式下的运动速度。 , 手动低速速度是指只按下手动方向键时的运动速度, , 手动高速速度是指同时按下“高速”键时的运动速度。 这两个值也可以在数控状态窗口中直接设定。参见4.6节。 自动参数: , 空程速度:G00 指令的运动速度, , 加工速度:G01、G02、G03等加工指令的插补速度。 这两个值控制以自动方式运动时的速度~如果自动模式下的加工程序、或者MDI 指令中没有指定速度~就以这里设定的速度运动。 注意: 增量方式的运动速度是空程速度。
上海维宏科技有限公司第2页 NCSTUDIO软件用户手册 这两个值也可以在数控状态窗口中直接设定。参见4.6节。 , 使用缺省速度:是否放弃加工程序中指定的速度~使用上面设置的系统缺省 速 度。 , 使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速~使用人为设 置 的系统缺省转速。 , 速度自适应优化:是否允许系统根据加工工件的连接特性~对加工速度进行 优 化。 ,是否为增量模式~某些后处理程序生成的圆弧, IJK增量模式:圆心编程,IJK 编程使用的IJK值是增量值。关于这一点~请参考对应的后处理程序说明。 , 使用,向下刀速度:是否在,向垂直向下运动时~采用特定的速度落刀速度。 , 优化,向提刀速度:是否在,向垂直向上运动时~采用G00速度提刀。点)。 , 空程,G00,指令使用固定进给倍率100%:这个参数是一个选项。指示系统在 执行空程指令时~是否忽略进给被率的影响。这样当改变倍率时~不影响空程移动的速度。 , 暂停或者结束时~自动停止主轴,需要重新启动,:设定当一个加工程序中途 暂 停或加工结束后~是否自动停止主轴转动。 , X轴镜像:设定X轴进行镜像。 , Y轴镜像:设定Y轴进行镜像。
程序烧录器使用及程序烧录说明
程序烧录器使用及程序烧录说明 1.工具准备 1.1 烧录软件EasyPRO Programmer。安装过程很简单,没有设置的地方,程序路径:———— 1.2烧录器。带一根电源线,一根usb数据线。 1.3 芯片。通常我们烧录的芯片有三种:1001、2001、4001。4001应用于isa300G系列装置,2001应用于BP2C及BP2B的管理板,1001用于PRS系列装置及BP2B的保护板。1001可用4001替换。另PRS741使用的是4001芯片,比较特殊。 1.4擦除器。擦除芯片用,适用于光擦除芯片。电擦除可直接用烧录器擦除。
2.烧录步骤 2.1 正确选择芯片,把芯片插好在烧录器上,注意芯片方向,芯片缺口朝上,同时芯片管脚与烧录器下端对齐; 2.2双击打开烧录软件,选择EasyPRO 90B,确定。 2.3进入软件界面。点击“选择器件”,在“查找”中输入所需要的器件名称,比如M27C2001,直接输入“2001”即可;在“厂商名”中点击ST,在器件栏中选择“M27C2001”,点击“确定”。 2.4点击“打开”,选择需要烧录的程序。程序一般是.hex文件,BP2B是.ihx。
2.3 选择完需要烧录的程序,出现“调入选择”窗口。 这里会出现两种情况,一种是烧录BP2B的程序,BP2B程序.ihx文件要分奇偶片烧录,偶片选择只调入WORD(2Bytes)的低字节,奇片选择只调入WORD(2Bytes)的高字节。 其他程序.hex文件选择调入全部内容。文件格式默认就可以。如下图
2.4 点击确定后核对一下校验码是否正确,校验码是累加校验的后面两个字节。核对程序与校验码若不对应时要及时与设计人联系。 2.5 核对完校验码就可以开始烧录了,烧录时使用操作一键通。 2.6 烧录过程:查空—编程—校验。