三角牙自攻
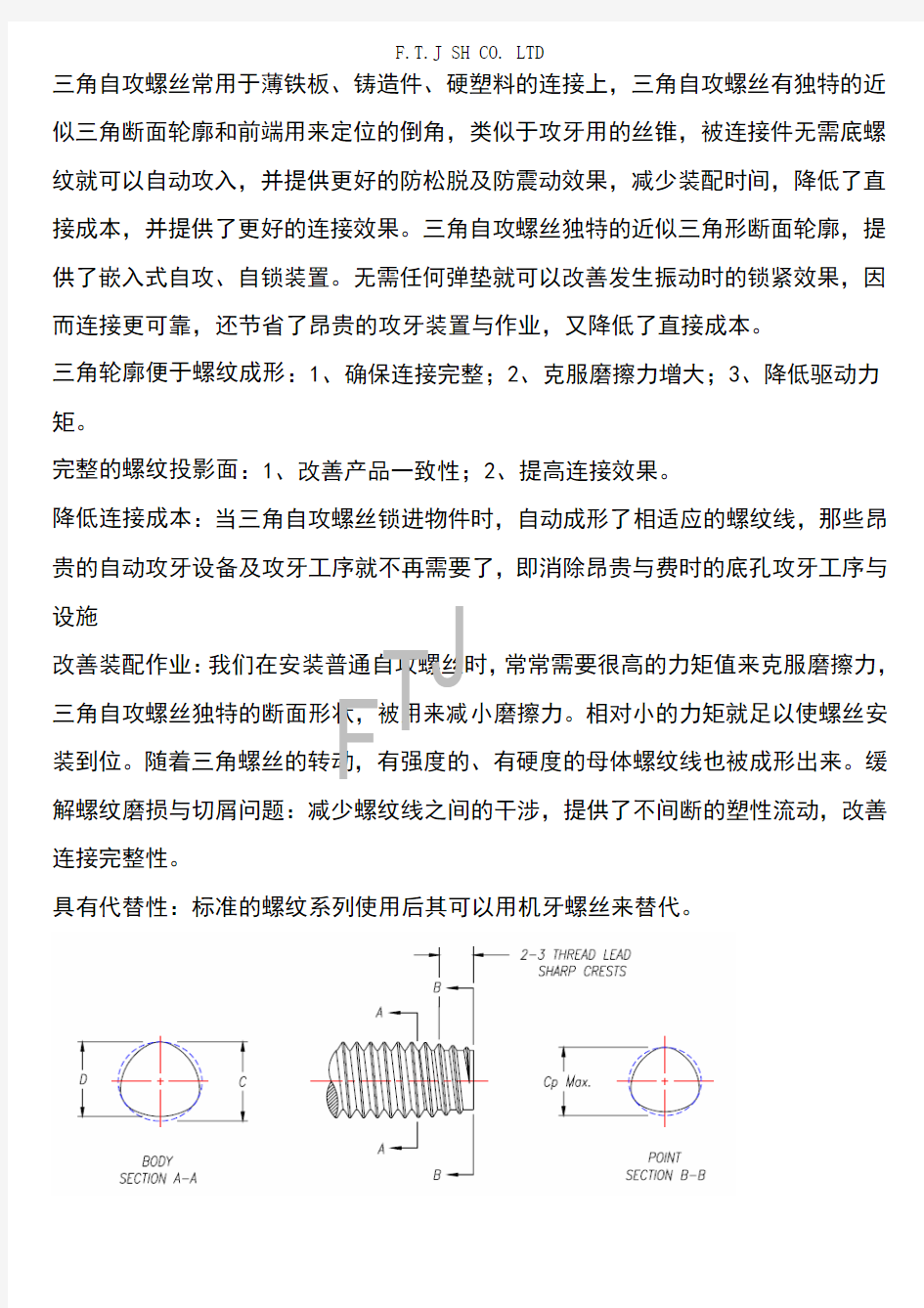
三角自攻螺丝常用于薄铁板、铸造件、硬塑料的连接上,三角自攻螺丝有独特的近似三角断面轮廓和前端用来定位的倒角,类似于攻牙用的丝锥,被连接件无需底螺纹就可以自动攻入,并提供更好的防松脱及防震动效果,减少装配时间,降低了直接成本,并提供了更好的连接效果。三角自攻螺丝独特的近似三角形断面轮廓,提供了嵌入式自攻、自锁装置。无需任何弹垫就可以改善发生振动时的锁紧效果,因而连接更可靠,还节省了昂贵的攻牙装置与作业,又降低了直接成本。
三角轮廓便于螺纹成形:1、确保连接完整;2、克服磨擦力增大;3、降低驱动力矩。
完整的螺纹投影面:1、改善产品一致性;2、提高连接效果。
降低连接成本:当三角自攻螺丝锁进物件时,自动成形了相适应的螺纹线,那些昂贵的自动攻牙设备及攻牙工序就不再需要了,即消除昂贵与费时的底孔攻牙工序与设施
改善装配作业:我们在安装普通自攻螺丝时,常常需要很高的力矩值来克服磨擦力,三角自攻螺丝独特的断面形状,被用来减小磨擦力。相对小的力矩就足以使螺丝安装到位。随着三角螺丝的转动,有强度的、有硬度的母体螺纹线也被成形出来。缓解螺纹磨损与切屑问题:减少螺纹线之间的干涉,提供了不间断的塑性流动,改善连接完整性。
具有代替性:标准的螺纹系列使用后其可以用机牙螺丝来替代
。 F.T.J SH CO. LTD
F T J
盘头梅花槽三角牙自攻螺钉自挤 锁紧 花形螺丝
产品介绍 它可被旋入金属或非金属的主体制件中,形成螺纹连接.它们也可被拆除和再被使用。装配方便,效率较高,降低了零部件的生产成本.多用于薄的金属板之间的连接,其螺纹为具有弧形三角截面的普通螺纹,螺纹表面具有较高的硬度。在连接的时候,螺钉可以再被连接件的底孔中攻出内螺纹,从而形成连接。这种螺钉的特点是具有低拧入力矩和高锁紧性能,比普通自攻螺钉具有更好的工作性能,并可以代替机械牙螺钉使用。 深沪螺栓尺寸标记说明 标记:螺纹规格D=M4,公称长度L=20mm,性能等级为4.8级,表面环保彩,产品等级为A级的盘头梅花槽三角牙自攻的标记示例 螺栓书写标记盘头梅花槽三角牙自攻4X20三价铬
表色代码:兰锌LX六价黄CX环保彩SJG环保黑SJGHX环保镍SJGN 达克罗DKL耐落NL 例:深沪简码:PTMHCSJY4*20SJG中文代表 “盘头梅花槽三角牙自攻螺纹直径为4,长度为20,牙纹螺距为0.70的镀环保彩三角牙自攻” 螺钉规格参数 尺寸检测标准 规格dk k dp槽A槽深度牙距螺纹d螺纹h M47.64~8.00 2.92~3.10≦3.45 3.95 1.27~1.660.70 3.98~4.13 3.81~3.96 M59.14~9.50 3.50~2.70≦4.35 4.50 1.52~1.910.80 4.98~5.18 4.78~4.93 M611.57~12.00 4.30~4.60≦5.19 5.60 2.02~2.42 1.00 5.99~6.16 5.78~5.93 深沪电镀产品的中性盐雾实验时间 电镀类型中性盐雾试验时间(H) 本色0 兰锌24 黄锌72 三价铬72 三价铬黑锌48 三价铬镍13 达克罗480 304不锈钢本色48
常用螺纹标准一览表
《公制、美制和英制螺纹标准手册》 我国常用螺纹标准一览表 类别标准名称标准号与国际标准的关系 普通螺纹普通螺纹基本牙型GB/T192 —1981 与ISO68等效 普通螺纹直径与螺距系列GB/T193 —1981 与ISO261等效 普通螺纹基本尺寸GB/T196 —1981 与ISO724等效 普通螺纹公差与配合GB/T197 —1981 与ISO965/1等效 普通螺纹极限偏差GB/T2516 —1981 与ISO965/3等效 商品紧固件的普JB/T7912 —1999 与ISO262等效 通螺纹选用系列 商品紧固件的中GB/T9145 —1988 与ISO965/2等效 等精度普通螺纹极限尺寸 光学螺纹光学仪器特种细牙螺纹ZBN30006—1988 - 光学仪器用目镜螺纹JB/T8204—1995 光学仪器用短牙螺纹JB/T5450-1991 紧配合螺纹过渡配合螺纹GB/T1167—1996 - 过盈配合螺纹GB/T1181—1998 小螺纹小螺纹牙型GB/T1505 4.1—1994 与ISO1501等效 小螺纹直径与螺距系列GB/T1505 4.2—1994 小螺纹基本尺寸GB/T1505 4.3—1994 小螺纹公差GB/T15054.4-1994 小螺纹极限尺寸GB/T15054.5-1994 MJ螺纹MJ螺纹基本牙型GJB/T3.1 —1982 ISO5855 MJ螺纹螺栓与螺母螺纹的尺寸与公差GJB/T3.2 —1982 MJ螺纹管路件螺纹的尺寸与公差GJB/T3.3 —1985 MJ螺纹结构件的尺寸与公差GJB/T3.4 —1985 MJ螺纹计算公式GJB/T3.5 —1985 MJ螺纹首尾GJB52-1985 梯形螺纹梯形螺纹牙型GB/T5796 .1—1986 与ISO2901等效
国标自攻螺丝详细尺寸表精编版
国家标准螺丝规格表,螺丝牙距规格表 我们螺丝行业的螺丝生产厂家,在生产制造当中,销售过程当中,服务客户过程当中,遇到客户问,什么样的螺丝规格是什么,它们的螺纹牙距是多少?那么如果有一个螺丝规格表,把螺丝螺纹牙距,螺丝种类,螺丝各方面基本信息都用一个图表来表示,清楚,明了,简单易懂。那么使用起来就方便多了。下面深圳市创固螺丝朱经理,把螺丝规格表,把螺丝螺纹牙距规格表显上,供大家方便使用,查询。 螺丝规格表 a. Slotted: 一字( Minus ) b. Phillips: 十字( Plus ) c. Phil-Slot: 一字/十字 d. Hex Scoket: 内六角 e. One Way: 单向(只可锁入,不可退出) A-4: Head Code/ 头部外型. a. Flat: 平头(锁入后,顶部与工作件齐平) b. Oval: 色拉头 c. Round: 圆头 d. Pan: 圆扁头 e. Truss: 大圆扁头 f. Hex : 六角头.
A-5: Finish Code/ 外观处理. 公制自攻螺丝:于品名后方直接标示Tapping Type. Ex: M3 x 6 –PPB, Tapping Type: M3 自攻螺丝, 6mm 长, 十字, 圆扁头, 镀黑. 螺纹规格为ST2.9 -ST6.3 的六角凸缘自钻自攻螺钉一般常用规格如下: a. Z: Zine-Plated: 镀锌 b. Ni: Ni-Plated: 镀镍 c. Tin-Plated: 镀锡 d. Zine Plated / Green Iridite: 镀锌绿膜处理. e. Radiant Plated: 镀五彩 f. Passivate: 抗氧化处理. g. Alodial Finish: 无外观处理 公制自攻螺丝钉:于品名后方直接标示Tapping Type. Ex: M3 x 6 –PPB, Tapping Type: M3 自攻螺丝钉, 6mm 长, 十字, 圆扁头, 镀黑. 一般以产品别或标示, 再判断为Sheet Metal 或塑料部品使用. B: 美规螺丝钉. a.一般以番号标示, 如#2-56, #4-40, #6-32, #8-32, #10-24…etc. b.或以英制外径表示, 如0.086-56, 0.112-40 , 0.138-32 , 0.164-32 , 0.190-24…etc. Ex: 632 – 8 – P P B: Finish Code: 外观处理规格 Head Code: 头部外型
标准螺纹螺距
标准螺纹螺距螺纹、螺距、标准默认分类 公制标准牙的牙距: M1.6*0.35 M2*0.4 M2.5*0.45 M3*0.5 M4*0.4 M5*0.8 M6*1.0 M8*1.25 M10*1.5 M12*1.75 M14*2.0 M16*2.0 M18*2.5 M20*2.5 M22*2.5 M24*3.0 M27*3.0
M30*3.5 M33*3.5 M36*4.0 车螺纹简介 将工件表面车削成螺纹的方法称为车螺纹。螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。其中普通公制三角螺纹应用最广。 图1 螺纹的种类 1. 普通三角螺纹的基本牙型 普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下: 图2 普通三角螺纹基本牙型 D—内螺纹大径(公称直径); d—外螺纹大径(公称直径); D2 —内螺纹中径; d2—外螺纹中径;
D1 —内螺纹小径; d1—外螺纹小径; P—螺距; H—原始三角形高度。 决定螺纹的基本要素有三个: 牙型角α螺纹轴向剖面内螺纹两侧面的夹角。公制螺纹α=60o,英制螺纹α=55o。 螺距P 它是沿轴线方向上相邻两牙间对应点的距离。 螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的 直径。在中径处的螺纹牙厚和槽宽相等。只有内外螺纹中径都一致时,两者才能很好地配合。 2. 车削外螺纹的方法与步骤 (1)准备工作 1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。只有 粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。如图3所示。 图3 螺纹车刀几何角度与用样板对刀 2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
螺钉长度标准
螺钉长度标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
公制机械牙螺丝设计标准 一﹑公制机械牙螺丝(ISO)特点 公制机械牙螺丝是目前世界范围内应用最广泛的螺丝种类,也是国际上正在大力推行的螺丝标准,英制(韦氏)规格﹑日本(JIS)规格﹑美国(ANSI)规格﹑德国(DIN)规格等螺纹将逐步被公制机械牙螺丝(ISO)规格替换。 公制机械牙螺丝是目前标准化﹑通用化﹑系列化程度最高的螺丝种类,应用范围极其广泛。具有互换性强﹑破坏扭力大﹑抗张力强﹑加工精度高﹑适应性强﹑可预制便于节省时间﹑进步生产效率﹑配套零件齐全﹑结合配套零件可满足各种性能要求等优点。 二﹑三角自攻螺丝(TAPTITE)主要术语及技术参数 1﹑标称直径:螺丝设计﹑生产﹑检验等公认的螺丝直径。 2﹑螺距﹑牙数:相邻两个牙顶之间的间隔或每英寸长度的牙数。 3﹑外径:螺丝所测出的最大均匀外径。 4﹑有效径:螺丝截面面积等效为一个圆形截面时所对应的直径。 5﹑标称长度:螺丝设计﹑生产﹑检验等公认的长度。 6﹑破坏扭力:螺丝达到扭裂或扭断状态所需要最小扭力。 7﹑抗张力:螺丝在轴向产生塑性变形或断裂状态所需要最小拉力。 8﹑表面硬度:螺丝表面头部较平坦部位测出的均匀硬度。 9﹑心部硬度:螺丝断面距中心约1/2半径位置所测出的均匀硬度。 10﹑渗碳硬化层深度:螺丝经表面渗碳处理后硬化层的厚度。 三﹑螺丝相关尺寸标准 <一>﹑公制机械牙粗牙规格螺丝尺寸标准(牙型角:60) 标称尺寸Designation 螺距Pith 外径Circle 有效直径Triangle 最大Max 最小Min 公差Tolerance 最大Max 最小Min 公差Tolerance
最详细的螺丝牙型分类图文解说
螺丝牙型分类图解 电镀产品种类 蓝锌白锌五彩黑锌+防锈油黑锌+Lacquer涂装镀镍镀红铜镀黄铜镀锡 镀铬镀古铜不锈钢清洗■基本头型 P 头 B 头V 头 R 头T 头O 头 C 头 F 头I 头 喇叭头H 头IP 头 ■基本槽型
十字槽十一槽一字槽 梅花槽内六角槽米字槽精密机械牙小螺丝 *种类 1.精密小螺丝 ( 1.4 <= d < 2.6 ) 2.特殊极微小螺丝 ( d < 1.4 ) .*头型 *螺丝公差 1. 精密小螺丝 ( 1.4 <= d < 2.6 ) 公称直径螺距 外径有效径 最小最大最小最大
2. 特殊极微小螺丝 ( d < 1.4 )
1.20.25 1.200~0.06 1.5~1.00~0.2 精密自攻牙小螺丝1. S Type 公称直径螺距 外径先端部推拨长度 C D d1E 最小最大最小最大最小最大最小最大 1.40.3 1.37 1.43 1.31 1.370.81 1.010.60 1.10 1.60.35 1.57 1.63 1.50 1.560.93 1.150.75 1.25 1.70.35 1.67 1.73 1.60 1.66 1.05 1.250.75 1.25 2.00.4 1.96 2.04 1.88 1.96 1.28 1.48 1.00 1.50 2.50.45 2.47 2.55 2.38 2.46 1.66 1.83 1.75 2.25 2.B Type
公称直径螺距 外径先端部推拨长度 C D d1E 最小最大最小最大最小最大最小最大1.40.45 1.37 1.43 1.31 1.370.720.920.60 1.10 1.60.5 1.57 1.63 1.50 1.560.8461.0460.75 1.25 1.70.5 1.67 1.73 1.60 1.660.9461.1460.75 1.25 2.00.6351.96 2.04 1.88 1.96 1.16 1.36 1.00 1.50 2.50.9 2.46 2.54 2.37 2.45 1.55 1.75 1.75 2.25 3.P Type 公称直径外径
(完整版)最新GB公制螺纹标准
普通螺纹标准规格表
螺纹基本知识 一、螺纹的名词术语 螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。 圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。 右旋螺纹:顺时针旋转时选入的螺纹。 左旋螺纹:逆时针旋转时选入的螺纹。 完整螺纹:牙顶和牙底具有完整形状的螺纹。 不完整螺纹:牙底完整而牙顶不完整的螺纹。 螺尾:向光滑表面过渡的牙底不完整的螺纹。 有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。 公称直径:代表螺纹尺寸的直径。 大径:外螺纹的顶径、内螺纹的底径。 小径:外螺纹的底径、内螺纹的顶径。 中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。 单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。 作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。 牙型角:在螺纹牙型上,两相邻牙侧间的夹角。 螺距:相邻两牙在中径线上对应两点间的轴向距离。 螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。 二、.螺纹概述 一般将螺纹分为圆柱螺纹和圆锥螺纹。 (一)圆柱螺纹 1. 普通螺纹(又称米制或公制螺纹) 螺纹代号M,牙形角60°,基本牙形为平顶。 精度等级:内螺纹4~8级,外螺纹3~9级。 2. 美标统一螺纹(又称60°英制螺纹) 螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。 精度等级:内螺纹1B~3B,外螺纹1A~3A。 3. 非螺纹密封的管螺纹(又称圆柱管螺纹) 螺纹代号G,牙形角55°,基本牙形为圆顶圆底。 精度等级:内螺纹标准级和D级,外螺纹A、B级。 4. 梯形螺纹 螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。 精度等级:7~9级,(美标为2G~6G)。 5. 其他螺纹 锯齿螺纹 美标圆柱管螺纹 气瓶专用螺纹 。。。。。。 (二)圆锥螺纹 1. 用螺纹密封的管螺纹 螺纹代号R、Rc、Rp,牙形角55°,基本牙形为圆顶圆底,锥度1:16。 2. 60°圆锥管螺纹
自攻螺钉类型与应用指南.doc
更新时间: 自攻螺钉类型与应用指南 2009-10-9来源: () 点击数:189 自攻螺钉是一种同时具有攻丝和紧固两种功能的特殊紧固件品种,自攻螺钉在各类紧固件中属于是一个比较 大的类别。这个类别不仅范围和它所包括的内容比较大,而且它仍然在不断变化中,也就是说,属于自攻螺钉范畴 的产品,仍然不断在增加、在变化。自攻螺钉是这一类别或这一大类产品的总称,它包括:普通自攻螺钉、自 切自攻螺钉、自挤自攻螺钉、自钻自攻螺钉、金属驱动螺钉等。以及近二十年来出现的墙板自攻螺钉(干壁钉)、纤维板钉、刨花板钉等等。自攻螺钉属于一种强度高(相比木螺钉)、单件、单体、单侧装配和连接的紧固件。 由于自攻螺钉能形成或切削出与自身连接的螺纹,故其具有良好的连接配合,能阻止螺钉在使用中的松动。另外,自攻螺钉可以拆卸,可以再次或多次重复使用。而且,由于自攻螺钉具有较高的强度和良好的使用性能,所以, 它在各种工程结构上,得到了广泛的应用。 一、自攻螺钉的发展和演变过程 自攻螺钉自诞生以来,已有近一百年的历史,下面我介绍一下它的演变过程和发展的几个阶段。自攻螺钉是上个世纪初,大约在 1914 年被大量引入工业中的。开始是模仿木螺钉,只不过它采用淬硬钢制造,具有一定强度, 这样,与木螺钉相比,有了更为广泛的应用场合。下面是它的演变过程和发展的几个阶段。 第一阶段普通自攻螺钉,它是早期薄板金属螺钉的直接产物。所以也被称为“金属薄板螺钉”,主要应用于连接供热和通风系统的薄板金属通道。当把它拧入预制孔里时,使得紧靠着孔周围的金属材料产生移位,并同时把 金属材料推入螺钉螺纹之间的空隙,进而形成与螺钉相连接的内螺纹。所以,普通自攻螺钉,也被称为“螺纹成形自攻螺钉”。这就是应用最早、最基本直到目前也是应用最广泛的自攻螺钉。 第二阶段自切自攻螺钉,由于普通自攻螺钉的螺纹,只有在相当薄,而且韧性比较好的金属薄板材料上才能形成螺纹。而无法应用于较厚的材料,或较硬、较脆以及变形能力较差的材料。于是工程技术人员开发出螺钉杆 部末端带有切削凹槽或刃口的自攻螺钉—自切自攻螺钉。当把这种改良后的自攻螺钉拧入预制孔里时,螺钉就可 以像丝锥那样,切削出与自身相连接的螺纹,这样,一种新型自攻螺钉—自切自攻螺钉就诞生了。这就是自攻螺 钉发展的第二阶段。 第三阶段自挤自攻螺钉,到了二十世纪五十年代初,紧固件工程技术人员根据丝锥的冷锻成型设计原理,并 把这一原理应用于自攻螺钉的设计上,研制出了新一代的自攻螺钉—自挤自攻螺钉。工程师为这种螺钉设计了螺 杆(包括螺纹)和杆部末端。这种螺钉的螺杆通常为三棱形,螺钉通过其螺纹牙顶,而不是在整个螺纹牙的侧面,对被连接件施加间歇的、周期性的压力,从而形成内螺纹。通过集中和限止成形压力,使紧靠着的受压材料更容 易流动,并更好地填入(或挤入)自攻螺钉的牙侧和牙底。而且,正是由于有被连接件金属材料的嵌入,在被连 接件内孔上形成“内榫”,对螺钉的拧入或退出都形成了阻力。所以自挤自攻螺钉具有了较高的锁紧性能。因而它 也被称为“自攻锁紧螺钉”。另外这种自攻螺钉的螺杆大多为三棱形,所以民间也称它为三角螺纹螺钉。还有一 点需要指出:三棱形螺杆的自挤自攻螺钉在拧入基体时,对基体材料所施加的作用力为间歇性的,因此拧入时,所 承受的磨擦阻力,要远低于普通自攻螺钉,从而也易于拧入较厚的金属材料中。这种自攻螺钉具有较好的拧入控制 和较强的紧固扭矩,而且也极大地改善了连接强度和连接的整体牢固性,这是自攻螺钉的一种结构性变革。 第四阶段—自钻自攻螺钉。以上三个阶段产生的自攻螺钉在使用上有一个共同点:就是在被连接件上,必须事先加工出预制孔。这也是以上三种自攻螺钉共同的弱点。经过统计我们知道:在构成装配成本的各个项目中,最高的一项就是加工预制孔。而且,以上三种自攻螺钉所需要加工的预制孔,对于相同公称直径的三种螺钉来讲, 都各不相同。而且还必须严格控制相应预制孔的公差范围。否则,拧入后的连接效果就会大打折扣。这样,在二 十世纪六十年代初,紧固件工程师们就研制出了“自钻自攻螺钉”,一种在自攻螺钉端部带有钻头形状的自攻螺钉。 由于使用时不需要事先加工预制孔,实现了钻、削、攻丝,紧固一次加工,一步到位。降低了总装配成本,这就 是自攻螺钉发展的第四阶段:自钻自攻螺钉。 以上就是自攻螺钉自二十世纪初到二十世纪六十、七十年代所经历的四个主要发展阶段,本文开始我就提到了 自攻螺钉产品仍在不断发展变化中,新的自攻螺钉产品,随着工业的发展,不断被研制出来。近二十年来出现了:
史上最详细的螺丝牙型分类解说
螺丝牙型分类图解 電鍍產品種類 藍鋅白鋅五彩黑鋅+防鏽油黑鋅+Lacquer塗裝鍍鎳鍍紅銅鍍黃銅鍍錫 鍍鉻鍍古銅不鏽鋼清洗
■基本頭型 P 頭 B 頭V 頭 R 頭T 頭O 頭 C 頭 F 頭I 頭 喇叭頭H 頭IP 頭■基本槽型 十字槽十一槽一字槽 梅花槽內六角槽米字槽精密機械牙小螺絲 *種類 1.精密小螺絲( 1.4 <= d < 2.6 ) 2.特殊極微小螺絲( d < 1.4 )
.*頭型 *螺絲公差 1. 精密小螺絲( 1.4 <= d < 2.6 ) 外徑有效徑公稱直徑螺距 最小最大最小最大M1.4 0.3 1.320 1.400 1.135 1.205 M1.6 0.35 1.496 1.600 1.291 1.373 M1.7 0.35 1.610 1.700 1.393 1.473 M2.0 0.4 1.890 2.000 1.660 1.740 M2.3 0.4 2.190 2.300 1.960 2.040 M2.5 0.45 2.380 2.500 2.118 2.208 M2.6 0.45 2.480 2.600 2.218 2.308 2. 特殊極微小螺絲( d < 1.4 ) 公稱直徑螺距外徑長度
標准尺寸公差範圍公差 0.6 0.15 0.60 0~0.05 0.8~6 0~0.15 0.7 0.175 0.70 0.8~7 0.8 0.2 0.80 0.8~8 0.9 0.225 0.90 0.8~9 1.0 0.25 1.00 0.8~10 1.2 0.25 1.20 0~0.06 1.5~1.0 0~0.2 精密自攻牙小螺絲 1. S Type 公稱直徑螺距 外徑先端部推撥長度 C D d1 E 最小最大最小最大最小最大最小最大1.4 0.3 1.37 1.43 1.31 1.37 0.81 1.01 0.60 1.10 1.6 0.35 1.57 1.63 1.50 1.56 0.93 1.15 0.75 1.25 1.7 0.35 1.67 1.73 1.60 1.66 1.05 1.25 0.75 1.25 2.0 0.4 1.96 2.04 1.88 1.96 1.28 1.48 1.00 1.50 2.5 0.45 2.47 2.55 2.38 2.46 1.66 1.83 1.75 2.25
自攻螺丝的应用及检测方法
自攻螺丝的应用及检测方法 自攻螺丝 自攻螺丝虽然已使用很久,一般也知道怎么制作,但对于各规范所规定之标准及要求,也许并不是很清楚,在此仅藉由收集来之规范,整理出一份适合大家阅读,使能对自攻螺丝有多一层之认识.自攻螺丝是在金属或非金属材料之预钻孔中自行攻钻出所配合阴螺纹之一种有螺纹扣件.具有高拉力,单件,单边组合特色.由于其自行成型或攻出其配合螺纹,因此在组合上具有高防松能力,且可以装卸.在小形螺丝上其尺寸、螺纹型式、头型、攻钻性能在工程用途上几乎无可限量. 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Screws)─系直接由铁皮螺丝发展而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出;螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料,. 螺纹滚成自攻螺丝(Thread Rolling Tapping Screws)─三角牙自攻螺丝,又称为Type TT(Type Tai 目前仍有专利)系基于成型螺丝攻之原理发展而成,螺纹滚成自攻螺丝具有特殊设计之螺纹及尾端使螺丝可以在断续之压力下自行滚成配合之阴螺纹.同时在孔周围之材料可以更轻易的填补自攻螺丝螺纹及牙底之空间,由于其磨擦力较螺纹成型自攻螺丝为小,因此可以使用在更厚之材料上,旋转所需之扭矩更好控制,且组合后强度更高.螺纹滚成自攻螺丝其工程标准定义比成型或切削自攻螺丝在材料,热处理,强度上之定义更高且更为明确,使得螺纹滚成自攻螺丝成为真正的”构造用”扣件. 钻尾自攻螺丝(Self Drilling Tapping Screws)─又称为Tec,在组装自攻螺丝之所有过程中,最耗费成本的是预钻孔的准备.自攻螺丝的使用,必需先钻孔.而且孔径也必需限制.无需预钻孔而在某些方面可以节省成本.这就是集钻, 攻, 旋紧于一次作业的钻尾自攻螺丝.钻尾螺丝的表面硬度及心部硬度比一般自攻螺丝高一点,这是因为钻尾螺丝多了一个钻孔之作业,另外钻尾螺丝尚需作贯穿试验,用以测试螺丝可以在规定时间内钻孔并攻出螺纹.上述为四种主要自攻螺丝之设计及发展过程,另有两种为特殊螺纹设计之螺丝,第一种为;高低牙自攻螺丝(High
自攻螺丝的介绍与规格
自攻螺丝 一般是指尖头的,粗牙的,质地较硬的木螺丝,也有用于铝合金、塑料的。用于金属孔开螺纹的一种特殊自攻螺丝被叫做丝攻。 自攻螺丝用于非金属或较软的金属,不用打低孔和攻丝; 自攻螺丝是尖头的,这样才能"自攻";普通螺丝都是平头的,粗细一致. 自攻螺丝是说:钻的孔为无屑攻牙的孔,用的螺丝和一般的不同,头为尖尖的,牙距比较大,与无屑丝攻有点像,可以不用攻牙直接旋进去,金属与塑胶通常使用这种方法。 自攻螺丝,就是不用螺母的螺丝。 它可以在被固结的材料上,靠其自身的螺纹,将被固结体“攻-钻、挤、压”出相应的螺纹,使之相互紧密配合。 补充:(来自同济大学教材) 自攻螺丝是一种带有钻头的螺丝,通过专用的电动工具施工,钻孔、攻丝、固定、锁紧一次完成。自攻螺丝主要用于一些较薄板件的连接与固定,如彩钢板与彩钢板的连接,彩钢板与檩条、墙梁的连接等,其穿透能力一般不超过6mm,最大不超过 12mm。自攻螺丝常常暴露在室外,自身有很强的耐腐蚀能力;其橡胶密封圈能保证螺丝处不渗水且具有良好的耐腐蚀性。 自攻螺丝通常用螺钉直径级数、每英寸长度螺纹数量及螺杆长度三个参数来描述。螺钉直径级数有10级和12级两种,其对应螺钉直径分别为4.87mm和5.43mm;每英寸长度螺纹数量有14、16、24三种级别,每英寸长度螺纹数量越多,其自钻能力越强。 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Scr ews)─系直接由铁皮螺丝发展 而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出;螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用
螺丝与螺母基本介绍及螺丝柱的设计要求-06-20-2013
1. 螺丝、螺母的基本介绍 1.1 螺丝的种类: 自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。 机械螺丝与自攻螺丝的区别: 一是他们的螺纹。机械螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。机械螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。 1.2 螺丝的主要参数 螺纹 1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。 2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径 3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径 4、螺距P 相邻两牙在中径上的对应两点间轴向距离。 5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。 6、螺纹升角φ 在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。 7、牙型角α 轴向剖面内螺纹牙型两侧面的夹角。 8、牙型斜角β 轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
1.3 螺丝头的形状 1.4 螺丝头的槽型
1.5 常见螺丝材质 a. 低碳钢 b. SS-304 c. SS-302 d. 铝合金 5052 d. 黄铜 e. 青铜 f. 锑铜 其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。当然有时为了需要更高的机械强度时,就可以考虑用不锈钢SS304,它的缺点是价格较高。 1.6 螺丝的表面处理 a. 镀锌 b. 镀镍 c. 镀锡 d. 镀锌绿膜处理. e. 镀五彩 f. 抗氧化处理. 1.7 螺母的种类 螺母是将两个部件紧密连接起来的零件,通过内侧的螺纹,跟同等规格的螺丝、螺栓连接在一起。螺母和螺丝、螺栓的连接属于可拆卸连接,当把螺母从螺丝、螺栓上旋下后,两个被连接的部件可分离。 1)碳钢或不锈钢系列: 自锁螺母防松螺母锁紧螺母四爪螺母旋入螺母保险螺母细杆螺钉连接螺母 自锁六角盖形螺母专用地脚螺钉用螺母六角冕形薄螺母吊环螺母 细牙全金属六角法兰面锁紧螺母全金属六角法兰面紧螺母细牙非金属嵌件六角法兰面锁紧螺母细牙六角法兰面螺母 焊接方螺母焊接六角螺母扣紧螺母嵌装圆螺母 带槽圆螺母侧面带孔圆螺母端面带孔圆螺母小圆螺母 圆螺母环形螺母蝶形螺母 2)铜材和无铅铜系列: 铜螺母镶嵌铜螺母滚花铜螺母嵌装铜螺母注塑铜螺母等
公制螺纹标准
普通螺纹基本尺寸(mm)普通螺纹基本尺寸(mm) 公称直径螺距 p 中径小径 公称 直径 螺距 p 中径小径 2 0.4 1.740 1.567 24 3 22.051 20.752 2.5 0.45 2.208 2.013 (27) 2 25.701 24.835 3 0.5 2.675 2.459 (27) 3 25.051 23.752 4 0.7 3.54 5 3.242 30 2 28.701 27.835 5 0.8 4.480 4.134 30 3.5 27.727 26.211 6 1 5.350 4.91 7 (33) 2 31.701 30.835 8 1 7.350 6.917 (33) 3.5 30.727 29.211 8 1.25 7.188 6.647 36 3 34.051 32.752 10 1 9.350 8.917 36 4 33.042 31.670 10 1.25 9.188 8.647 (39) 3 37.051 35.752 10 1.5 9.026 8.376 (39) 4 36.042 34.670 12 1.25 11.188 10.647 42 3 40.051 38.752 12 1.5 11.026 10.376 42 4.5 39.077 37.129 12 1.75 10.863 10.106 (45) 3 43.051 41.752 (14) 1.5 13.026 12.376 (45) 4.5 42.077 40.129 (14) 2 12.701 11.835 48 3 46.051 44.752 16 1.5 15.026 14.376 48 5 44.752 42.587 16 2 14.701 13.835 (52) 4 49.402 47.670 (18) 2.5 16.376 15.294 (52) 5 48.752 46.587 20 1.5 19.026 18.376 56 4 53.402 51.670 20 2 18.701 17.835 56 4.5 52.428 50.046 20 2.5 18.376 17.294 (60) 4 57.402 55.670 22 1.5 21.026 20.376 (60) 5.5 56.428 54.046 (22) 2.5 20.376 19.294 64 4 61.402 59.670 24 2 22.701 21.835 64 6 60.103 57.505 括号内为第二系列,有底纹的为粗牙螺纹。
螺柱通用设计规范
螺柱通用设计规范
1. 目的 2. 实用范围 3. 术语\定义\名词解释 4 螺丝、螺母的基本介绍 螺丝的分类 螺丝的主要参数 螺母的分类与基本介绍 5. 常见的螺丝柱类型 自攻牙螺丝柱 嵌入螺母型螺丝柱 钣金翻边螺丝柱 钣金铆接螺丝柱 压铸件螺丝柱6. 螺丝柱的基本设计原则 6.1塑胶类螺丝柱的设计 (1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱 6.2钣金件螺丝柱的设计 (1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱 6.3压铸件螺丝柱的设计
(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计 7. 螺丝柱的配合设计原则 螺丝的种类: 自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。 机螺丝与自攻螺丝的区别一是她们的螺纹。机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。 螺丝的主要参数 螺纹 1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径 3、中径d2(D2)一个假想圆柱面的直径,其母线经过牙型上牙厚和牙间宽相等圆柱面的直径
4、螺距P 相邻两牙在中径上的对应两点间轴向距离。 5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。 6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。 7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。 8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。 螺丝头的形状
螺丝名称的中英文对照表
螺丝名称的中英文对照表 常用英文单词及简写形式 No. 单词简写中文 1 screw scr 螺丝 2 nut nut 螺母 3 washer wash 垫圈 4 head hd 头 5 thread thre 螺纹 6 coating coat 镀层 7 rivet riv 铆钉 8 standoff stdoff 内外六角钉 9 driver driv 穴 10 hexagon hexa 六角 11 tooth tooth 齿 12 lock lck 锁 13 spring spr 弹簧 14 wave wave 波浪型 15 pitch pitch 牙距 16 partial thread P T 半螺纹 17 PT PT 一种螺纹形式 18 Full Thread FT 全螺纹 19 silver silv 银 20 cone cone 锥形 21 Eco-syn Eco 30度牙的一种螺纹 22 Thread Forming TF 自攻螺纹 23 Self Tapping self tapp 自切屑螺纹 24 pin pin 销 25 shaft Shaf 轴 26 steel St 铁 27 stainless steel SS 不锈钢 28 Brass(Cu) Bras(Cu) 铜 29 Aluminum AL 铝 30 Rubber Rub 橡胶 31 machine screw mech scr 机制螺丝 32 SEM screw SEM Scr 组合螺丝 33 Material material 材料 34 Grade GD 等级 35 Finish Finish 表面处理 36 Point Point 点 37 Clamp Clam 夹子 38 internal Int 内 39 external ext 外 40 thickness / 厚度 41 length / 长度 42 hole / 孔
自攻螺丝资料
自攻螺丝 自攻螺丝虽然已使用很久,一般也知道怎么制作,但对于各规范所规定之标准及要求,也许并不是很清楚,在此仅藉由收集来之规范,整理出一份适合大家阅读,使能对自攻螺丝有多一层认识。 自攻螺丝是在金属或非金属材料之预钻孔中自行攻钻出所配合阴螺纹之一种有螺纹扣件,具有高拉力,单件,单边组合特色.由于其自行成型或攻出其配合螺纹,因此在组合上具有高防松能力,且可以装卸.在小形螺丝上其尺寸、螺纹型式、头型、攻钻性能在工程用途上几乎无可限量。 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Screws)─系直接由铁皮螺丝发展而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出。 螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料。 螺纹滚成自攻螺丝(Thread Rolling Tapping Screws)─三角牙自攻螺丝,又称为Type TT(Type Tai 目前仍有专利)系基于成型螺丝攻之原理发展而成,螺纹滚成自攻螺丝具有特殊设计之螺纹及尾端使螺丝可以在断续之压力下自行滚成配合之阴螺纹.同时在孔周围之材料可以更轻易的填补自攻螺丝螺纹及牙底之空间,由于其磨擦力较螺纹成型自攻螺丝为小, 因此可以使用在更厚之材料上,旋转所需之扭矩更好控制,且组合后强度更高.螺纹滚成自攻螺丝其工程标准定义比成型或切削自攻螺丝在材料,热处理,强度上之定义更高且更为明确,使得螺纹滚成自攻螺丝成为真正的”构造用”扣件。 钻尾自攻螺丝(Self Drilling Tapping Screws)─又称为Tec,在组装自攻螺丝之所有过程中,最耗费成本的是预钻孔的准备.自攻螺丝的使用,必需先钻孔.而且孔径也必需限制.无需预钻孔而在某些方面可以节省成本.这就是集钻, 攻, 旋紧于一次作业的钻尾自攻螺丝.钻尾螺丝的表面硬度及心部硬度比一般自攻螺丝高一点,这是因为钻尾螺丝多了一个钻孔之作业, 另外钻尾螺丝尚需作贯穿试验,用以测试螺丝可以在规定时间内钻孔并攻出螺纹。 上述为四种主要自攻螺丝之设计及发展过程,另有两种为特殊螺纹设计之螺丝,第一种为; 高低牙自攻螺丝(High – Low Tapping Screws)─使用在塑料或其它低密度材料。双螺纹设计, 高螺纹( 牙部外径较大)具有更平更尖锐螺纹角为30度之螺纹型式.低螺纹(牙部外径较小)具有一60度之螺纹角,牙高只有高螺纹的一半.高低螺纹之组合设计降低了旋转扭矩, 改善了拉出强度,大幅降低了组合工件破裂的危险性另一种用在建筑工业上干墙(Drywall) 之组装用途上.,具有此类螺纹设计之自攻螺丝特别适合于塑料,零件板及木头.另一种为; 双螺纹自钻尾喇叭头自攻螺丝(Twin Lead Self Drilling Point Tapping Screws) ─组装时可以
TAPTITE_II-48度-2 三角自攻螺丝标准
COPYRIGHT 2001, Research Engineering & Manufacturing Inc. 1. Size/TPI – The PLASTITE ? 48-2 screw size designation combines the commonly used numerical screw size with the major diameter (Max. “D”) as measured with ordi-nary micrometers, followed by the number of threads per inch. 2. Recommended pilot hole sizes are subject to variation dependent on depth of engagement, ease of driving required and material being tapped. Users of PLASTITE ? 48-2 screws should perform their own test to determine the most efficient pilot hole size for their own particular use, or contact the appli-cation engineering department of a qualified supplier or REMINC. MATERIAL:Low Carbon Steel,Suitably Hardened and Tempered FINISH:As Requested LENGTH TOLERANCES Nom.Length Tol.Thru 3/4"± .030"Over 3/4"± .050"Over 1/4" Dia.All Lengths ± .050"
自攻螺钉螺钉柱设计规范
自攻螺钉螺钉柱设计规范 1、螺钉柱的高度 螺钉柱的高度在4mm~35mm 为宜,若攻丝深度太小(小于4mm)则自攻螺钉吃不住劲容易滑丝;若螺钉柱高度太高(大于35mm)则镶芯(或丝针)太长容易变形。 2、螺钉柱的强度 螺钉柱应有一定的强度,当螺钉柱的高度H>5T 时,应加2-4个角撑保证螺钉柱的强度(见图1)。 图1中字母表示的尺寸及其关系下面列出: T:顶面壁厚; d:按照《常见塑料制品壁厚筋厚设计参考值》设计 a=2T~3T h≥32H H-h≥2(没有特殊装配要求时) 图1
3、螺钉柱的防缩 设计螺钉柱应考虑防缩,外观要求严格的表面螺钉柱应加斜顶进行防缩(见图2),设计时应考虑制品上有无其他结构影响斜顶的顶出,斜顶的行程是否足够。设计斜顶防缩螺钉柱时应尽量减小倒扣的深度(L ),螺钉柱的底座应设计成喇叭口以利于斜顶的出模(喇叭口单边斜度3-5°)。对于过高的螺钉柱,螺钉柱的高度不应超过35mm ,其余部分设计在螺钉柱底座上。 图2 无法加斜顶进行防缩的螺钉柱应加深孔内外的深度减轻缩水,加 深的深度值为顶面壁厚的2/5,见图3,n =52 T ,柱外侧槽的宽度 1.5mm ~2mm ,槽的外边缘渐变过渡防止亮痕。
图3 4、螺钉柱的内外径 螺钉柱的内外直径应符合加工工艺性,优先选用值见表1。 表1 自攻螺钉规格 螺钉柱内径?(mm)螺钉柱外径?(mm) (国标) ST2.2 1.75 ST2.9 2.36 ST3.5 2.87 ST3.9 3.27或8 ST4.2 3.47或8 ST4.8 3.88 ST5.5 4.49 ST6.3 5.112 5、螺钉柱的脱模斜度 当螺钉柱顶面为外观面时,螺钉柱的内外径不需设计脱模斜度,加工时由抛光自然生成斜度。 当螺钉柱的顶面为非外观时,螺钉柱的内外表面应设计0.5°的脱模斜度以利于出模,设计斜度时应以螺钉柱的顶面为基准拔模,即