非接触测量
https://www.360docs.net/doc/8f15820738.html,
光学应变测量系统的研究现状与展望
李娜1,金霞2
南京航空航天大学机电学院(南京) 210016
fengtingyuexie@https://www.360docs.net/doc/8f15820738.html,
摘要: 随着科学技术的发展,应变测量技术已为公众所瞩目,而光学测量技术应用到应变测量中则成为国内外学者关注的重心。文中分析了目前国内外光学测量技术在应变测量方面的研究现状及研究动态。并结合作者在应变测量计算方面的实践经验以及对金属塑性加工领域的了解,提出了光学测量技术在力学测量方面进一步的研究方向。
关键词: 光学测量技术应变测量塑性加工
中图分类号: TH823
1.引言
测量是将一个预定的标准与一个未知量进行定量比较的过程或结果。为使该结果具有一定的意义,在测量过程中必须符合两个条件:(a)标准必须是精确的已知量,并为国际上所公认;(b)用来进行这种比较的设备和程序必须能被证明为正确的。为了能够进行统一的定量比较,已建立长度、质量、时间的标准以及由这些基本单位导出的标准。测量通常有两种方法:(a)与基准或标准进行直接比对;(b)通过一个标定系统与标准进行间接比对[1]。
在金属板材塑性加工中,确定在变形中的实际应力分布是必须的。对应力分布进行评估就称之为应力分析,它包括应力的大小和方向。就应力分析而言,应力不能直接进行测量,但可以间接地通过对变形或应变的测量而获得数据[2]。故测量技术成为影响板材应力分布准确性的一个重要因素。
随着科学技术的不断发展,测量技术也随着新的物理原理、新的技术成就的不断引入而获得长足发展。对机械量的测量也由过去的机械式测量发展为光学式测量。将光学测量技术应用到金属塑性加工中应变测量方面具有重大意义.
2.工具显微镜法[3]
通常,金属板材在经过单拉、双拉等冲压工艺后,将会发生塑性变形,为了研究板材在变形中的实际应力分布,就采用网格分析法,即通过研究网格(通常是圆形网格或者方形网格)在变形前后几何量的变化,来确定板材变形后的应变,进而确定板料的实际应力分布,从而进行工艺分析、对有限元仿真模拟进行验证等.实验室最常用的做法就是通过工具显微镜,测量圆形网格变形前后直径的变化,来计算主应变。
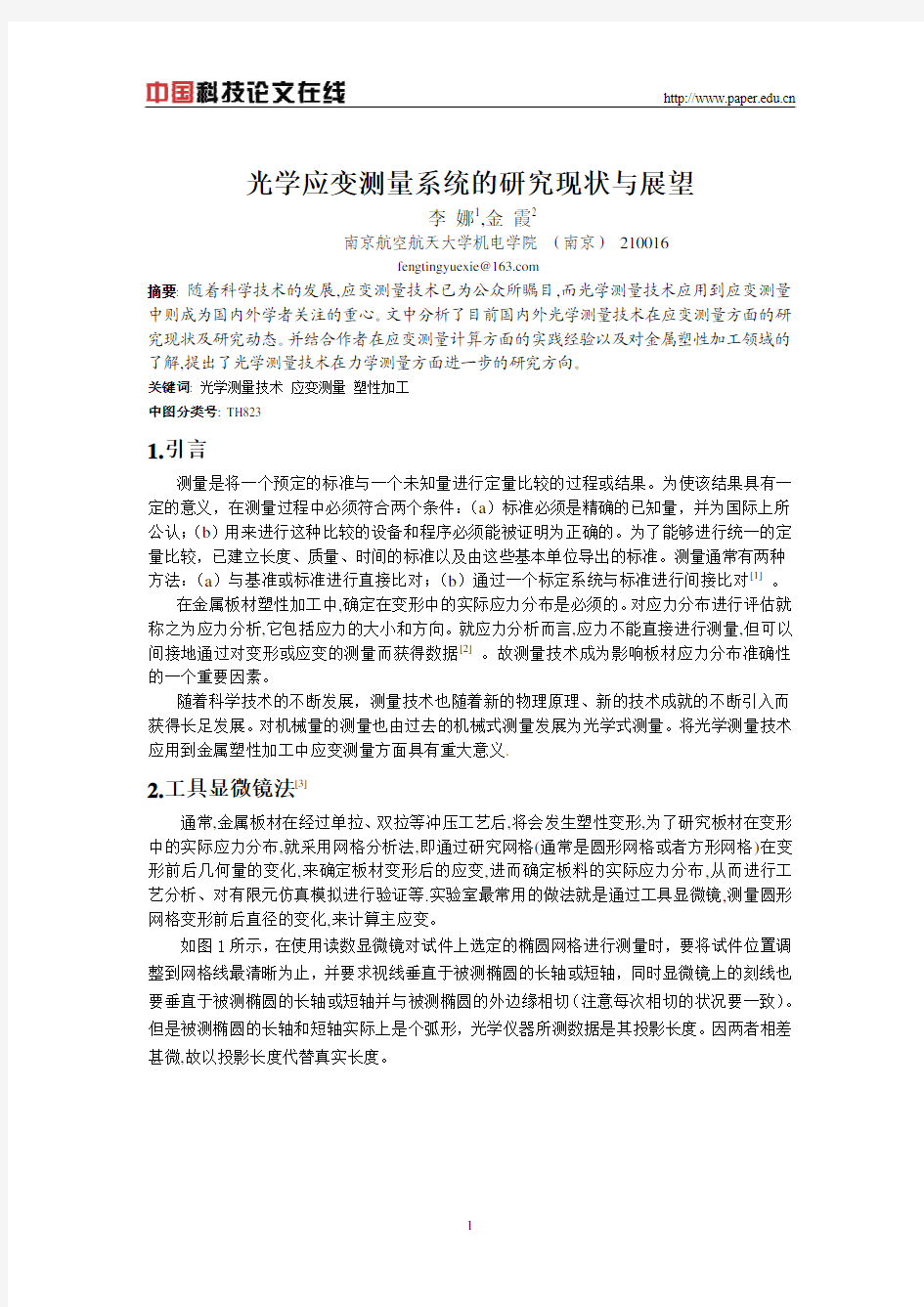
如图1所示,在使用读数显微镜对试件上选定的椭圆网格进行测量时,要将试件位置调整到网格线最清晰为止,并要求视线垂直于被测椭圆的长轴或短轴,同时显微镜上的刻线也要垂直于被测椭圆的长轴或短轴并与被测椭圆的外边缘相切(注意每次相切的状况要一致)。但是被测椭圆的长轴和短轴实际上是个弧形,光学仪器所测数据是其投影长度。因两者相差甚微,故以投影长度代替真实长度。
图1 工具显微镜测量原理
由此可见,使用工具显微镜进行测量计算应变,需要一定的工作环境,速度慢,效率低。
3.二维的光学测量软件
目前国内已研究开发出了二维的光学应变测量系统软件。该软件通过测量板材上印制的圆形网格几何量的变化,进而计算应变值,绘制出成形极限曲线。这在一定程度上简化了计算分析的过程,提高了精度.与此同时因该软件是采用一个CCD进行图像的捕捉,此过程中单目CCD将在零件表面移动,以找到最清晰的网格进行测量;每个测量过程只能选定一个网格,并且在捕捉图像的过程中由于光线的缘故,捕捉图像的时间可能会比较长,因此这就降低了测量的效率。
国外也有此类软件,比如美国的ASAME系统就可以对平面零件进行测量.与之不同的是,ASAME软件可以测量多种网格,且每次可测量多个网格,并能够以色温图的形式显示出应变的不同。另外,可以对板材的性能进行分析[4]。
但是仅有二维零件的光学测量系统是不够的,通常板材经过塑性加工后,很大程度是要变为三维零件的,故我们要将其还原为立体状态再对其进行测量分析。因此就有了三维的光学应变测量系统.
4.三维的离线光学应变测量系统
所谓离线测量, 是针对在线测量来说的,指待零件加工完之后对零件的测量分析过程。离线测量是在已知材料性能的前提下,对变形工艺进行验证。可见,之所以进行离线测量是为了验证冲压工艺中模具的性能等,因此不需测量中间过程的应变,只需测量变形后的应变。
目前的三维离线光学应变测量系统主要是根据印制在板材上的网格在变形前后几何量的变化来测量计算的。印制的网格形状一般是规则的方形网格或者是圆形网格.这些网格因板材的变形而变形,不会因为压力或者摩擦力的作用而擦除。变形后,从不同角度进行拍摄照片,利用两张照片上的相同的点拼接成一幅照片(定义的网格如图2所示),然后根据网格图案在照片上的位置,以及拍摄时的相机的位置确定网格的三维坐标值,进而计算出网格变形前后几何量的差值[4]。
图2定义的网格
鉴于此方法,在板材变形前,利用电化学蚀刻的方法在板材表面蚀刻规则的模板规则圆点图案,在成形过程中,这些由小圆点构成的图案也会随板材的变形而发生变形。计算机根据这些圆点图案对板材定义虚拟网格(即将相邻四个圆点的圆心连成方形网格,如图3所示),那么通过虚拟网格在变形前后几何量的变化就可以计算出应变值,并测量出网格的三维坐标等。同时可以进一步的优化冲压工艺,对有限元仿真进行验证和优化、检验冲压模具、侦测临界变形的部位、解决复杂成形问题等[5]。
图3 虚拟网格计算及编辑
之后开发出一套精度相对较高的测量系统。该系统利用计算机对板材上随机的或者规则的喷涂物(通常是喷粉或喷漆,以简化样件的准备工作)定义许多小面片,根据小面片变形前后的几何量的变化来计算板材的应变。相对前两种方法,其测量范围较大, 并且该系统携带方便。其组成设备包括:立体数码相机、图像处理系统、触发器、采集触发信号,如图4所示。
图4 三维光学离线测量系统的组成
综上,可以看出三维离线光学应变测量系统的基本原理是一致的,都是根据网格变形前后几何量的变化确定其应变的。同时也可以看到,三维离线光学应变测量系统已获得了长足的发展,正趋于成熟。但是,该系统也存在一定的不足之处,如由于是离线测量故存在特征点的精确匹配问题,因此这将影响到测量的最终精度。
5.三维在线光学应变测量系统[5]
与离线测量相对的即是在线测量。在线测量是指在板材变形过程中就对其进行测量分析的过程。可见,之所以对其进行在线测量,是为了测量其变形过程中的拉伸、疲劳等物理量,因此需要对板材的变形过程进行跟踪。同时为了提高精度,样件表面图案通常是采用随机的喷涂物,该喷涂物一般采用喷漆或者是喷粉,以便于跟踪测量。其原理如图5所示。
图5在线光学应变测量系统原理
三维在线光学应变测量系统是一种非常适合测量实际零件在静载或动载下的三维变形和应变分布的应变测量系统。该系统采用了非接触式测量,并且可以测量各种材料的变形和应变,适用于测量零件的尺寸、确定材料的成形极限曲线、强度评估、考察材料的非线性行为,描述蠕变和时效过程等。
运用此方法,就需采用一个或多个CCD相机对负载状态下的样件进行测量。首先,将样件的表面处理成随机的或规则的图案,这些图案会与样件一起变形。在不同加载情况下,采用CCD相机记录变形。图像处理的第一步是在初始状态的图像中定义许多宏观小面片(如图6所示)。
https://www.360docs.net/doc/8f15820738.html,
左右
图6变形前定义的小面片
然后,在加载的各个阶段,采用摄影测量技术精确地计算出试件表面上的这些小面片(如
图7所示)的三维坐标值[4]。
左右
图7变形后的小面片
根据测量得到的3D坐标值,可以精确地计算出样件表面的三维位移、应变和形状,并
且具有极高的分辨率。计算结果可用图形的方式显示,并可输出为TIFT或JPEG格式的文
件。另外,数据也能以用户定义的ASCII格式输出,以供进一步处理。
6.研究动态与展望
以上是目前国内外光学测量技术在应变测量中的应用现状。这些方法各有优缺点,且有
一定的适用范围.。光学测量技术在应变测量中的应用已得到了较大的发展,并取得了一系列
的重要成果。但也应该注意到,目前的研究工作还是有一定的局限性的,尚需要做大量的研究
工作。作者认为应着重于研究以下问题:
(1) 所开发的系统可以计算应力,给出应力成形极限图(FLSD)[6]-[9]
目前作为板料成形破坏判据的板料成形极限图(FLD)由于具有路径相关性缺陷,不能合
理预测零件在成形过程中何时何处会发生破坏。特别是在板料多道次成形中,由于板料经过
多次加载/卸载,采用FLD作为破坏判据更不合理。现在一些国外学者在板料成形极限图的基
础上提出了板料应力成形极限图(FLSD)的概念,认为FLSD具有与路径无关的特点[5]。故对
FLSD的研究是一个大的趋势,因此光学测量技术也应该着眼于FLSD来进行进一步的研究。
(2) 提高精度,推进实用化进程
光学应变测量系统具有操作简便快捷的长处,但是如果测量范围太大,由于象素的缘故,
则会带来精度的下降,因而对应变的测量计算提出了更高的要求。虽然对一些精度要求不太
高的场合已经得到了应用,但是对于精度要求较高的方面如何实现,仍是一个主要障碍和主攻
方向。
(3) 根据实际情况选择合适的应变测量方法
https://www.360docs.net/doc/8f15820738.html,
应根据不同的应用目的以及板材零件的特征,有针对性的选择应变测量方法,并配合适当的辅助手段,建立有目的的和面向对象的光学应变测量分析系统。
总之,光学应变测量系统的研究作为一种方便快捷的板材三维测量分析手段,已经吸引了国内外越来越多的学者们的注意。随着计算机及光电技术的发展,光学式非接触测量方法与光学成像法等正逐步占据重要地位。同时随着其理论与方法的不断完善和发展,必将会得到更加广泛的应用。
参考文献
[1] R.S. 西罗汉, H.C.雷迪哈.克里斯纳.力学测量.北京:科学普及出版社,1984
[2]许大才.机械量测量仪表.北京:机械工业出版社,1980
[3]《工具显微镜》编写组 编著. 工具显微镜.北京:机械工业出版社,1978
[4]The Automated Strain Analysis and Measurement Environment Reference Manual. United States of America:Hitchcock-Manthey,2000
[5] Oliver Erne, Optical Measuring Techniques,第二界亚洲测试论坛,江苏苏州,2005,德国:GOM, 2005:5-8.
[6] 王东,板料应力成形极限研究:[硕士学位论文].南京:南京航空航天大学,2005.
[7]肖景容等. 冲压工艺学. 机械工业出版社,1999:1-3.
[8]梁炳文等. 钣金成形性能. 机械工业出版社,1999:52-63
[9]M.M. Moshksar*,S. Mansorzadeh, Determination of the forming limit diagram for A1 3105 sheet, Journal of Materials Processing Technology ,2003,No.141:138-142
STATE ON THE ART AND FUTURE OF THE OPTICAL STRAIN MEASUREMENT SYSTEM
Na LI Xia JIN
(Nan jing university of Aeronautics and Astronautics college of Mechanical and Electrical Engineering )
Abstract
With the development of the technology, strain measurement technique has been known by all of the people in the world. Optical measurement technique is widely used in the strain measurement , which has been the focus of the scholar at home and abroad. The state on the art and research dynamic of the optical strain measurement technique at home and abroad are analyzed. Being the hands-on in the strain measurement and the realization in the fields of the metal plastic processing, the development trends of the optical strain measurement technique are brought forward.
Key words:Optical measurement technique; Strain measurement; Plastic processing
作者简介:李娜,女,1980年生,硕士研究生。研究方向:光学应变测量技术。
非接触式测量
非接触式测量的定义 非接触测量是以光电、电磁等技术为基础,在不接触被测物体表面的情况下,得到物体表面参数信息的测量方法。典型的非接触测量方法如激光三角法、电涡流法、超声测量法、机器视觉测量等等。 概况 V-STARS(Video-Simultaneous Triangulation and Resection System)系统是美国GSI公司研制的工业数字近景摄影三坐标测量系统。该系统主要具有三维测量精度高(相对精度可达1/20万)、测量速度快和自动化程度高和能在恶劣环境中工作(如热真空)等优点,是目前国际上最成熟的商业化工业数字摄影测量产品。 该系统是基于数字摄影的大尺寸三坐标测量系统,也称为工业摄影测量系统(Industrial Photogrammetry System)、数字近景摄影测量系统、数字近景摄影视觉测量系统、数字摄影三维测量系统、三维光学图像测量系统(3D Industrial Measurement System)。 它通过V-STARS软件(如图3)处理采集好的照片来得到待测点的三维坐标,而这些照片是用一个高精度的专业相机(如美国GSI公司的INCA3相机),通过在不同的位置和方向,对同一物体进行拍摄所获取的,V-STARS软件会自动处理这些照片,通过图像匹配等处理及相关数学计算后得到待测点精确的三维坐标。一旦处理完毕,被测对象的三维数据将会进入到坐标系统中,就好像以前测量过或者处理过一样。如果需要的话,V-STARS 软件还内置了分析工具,三维数据可以被输出。这些被测量的物体一般是事先手动贴上回光反射标志,或者是通过投点器投射上点,或者是探测棒上的点。 技术特点 (1)高精度:单相机系统在10m范围内测量精度可以达到0.08mm,而双相机系统则可以达到0.17mm; (2)非接触测量:光学摄影的测量方式,无需接触工件; (3)测量速度快:单相机几分钟即可完成大量点云测量,双相机实时测量; (4)可以在不稳定的环境中测量(温度,震动):测量时间短受温度影响小,双相机系统可以在不稳定环境中测量; (5)特别适合狭小空间的测量:只要0.5m空间即可拍照、测量; (6)数据率高,可以方便获取大量数据:像点由计算机软件自动提取并量测,测量1000个点的速度几乎与10个点的一样;
基于热电堆红外探测器的非接触人体表面温度测量系统
基于热电堆红外探测器的非接触人体表 面温度测量系统 1 技术指标 设计一个非接触人体表面温度系统,要求: (1)通过热电堆TP337A来探测人体表面的温度; (2)由LED数码管显示测量的温度,要求显示温度精度能够达到0.1℃; (3)可以连续测量人体表面或环境温度。 其整体方案如图1所示: 图1 系统硬件设计原理图
2 设计方案及其比较 通过技术指标中的硬件设计的原理,及设计要求,提出了以下三种设计方案 2.1 方案一 采用TPS333热电堆设计电路,热反应堆和放大部分,如图2所示,由于热电堆直接 测量产生的电压范围只有几毫伏到几十毫伏,无法由A/D转换芯片PTCF8591直接处理,需要经过放大处理,又因为需要将电压信号放大一千倍,如果采用一级放大会出现零点 漂移等一系列的问题,且放大信号有很强的干扰,所以选择了两级放大。 图 2 方案一红外与放大模块的设计 2.2 方案二 在调试方案一时,电路仍然出现了不稳定的现象,零飘等现象仍然存在一些,说明电 路仍然不稳定,为此在方案一的基础的上提出了方案二,如图3,方案一与方案的二的区 别在于在两级放大电路的中间加了一个电容,其作用是消除零飘,滤波等一系列作用。
图 3 方案二红外与放大模块的设计 2.3 方案三 为了更强劲的抑制零点漂移和抑噪声与干扰的能力,方案三在放大部分采用的是差分放大电路,如图4所示: 图4 方案三放大电路模块
3 实现方案 3.1电路原理 通过将三种方案进行对比,得出方案二电路的性能更加稳定,且电路简单,所以实 现方案采用方案二。实现的电路图如图3所示,对于热电堆部分,因为红外温度测量技术的最大的优点是测量速度快,1秒内就可测试完毕,由于它只接受人体对外发射的红外辐射,没有任何其他物理和化学因数作用于人体,所以对人体无任何伤害,在方案中采用 的是TPS333热电堆,由于热电堆直接测量产生的电压范围只有几毫伏到几十毫伏,无法 由A/D转换芯片PTCF8591直接处理,需要经过放大处理,又因为需要将电压信号放大 一千倍,如果采用一级放大会出现零点漂移等一系列的问题,且放大信号有很强的干扰,所以选择了两级放大。在两级放大电路的中间加入一个电容为了的使电路更加稳定,起 滤波的作用。其放大的倍数为R5 R4?R6 R7 。系统的硬件由单片机模块、TPS-333温度传感器模 块、LM358电压信号放大器模块、A/D转换模块、LED数码管显示模块,硬件的设计流 程是TPS-333红外温度传感器将红外信号转换为电压信号,由于输出的电压信号很微弱,所以采用LM358组成的运算放大器进行前置放大,然后将放大的电压信号发送到由 PCF8591组成的A/D转换电路,再将转换后得到的数字信号送至单片机进行处理,最后 将处理后的结果送至LCD数码管显示屏进行实时温度的显示, 3.2 电路元件的选择 表 1 实验所用器件
非接触式液位传感器使用说明分析
XCK-Y25-xxx智能型非接触式 (2016-04-12) 液 位 传 感 器 使 用 说 明 书 深圳市星科创科技有限公司 Shenzhen XingKeChuang Technology Co., Ltd. 电话:86-0755-******** 传真:86-0755-********
一、产品概述 智能型非接触式液位感应器(以下简称液位感应器)采用了先进的信号处理技术及高速信号处理芯片,突破了容器壁厚的影响,实现了对密闭容器内液位高度的真正非接触检测。液位传感器(探头)安装于被测容器外壁的上下方(液位的高位与低位),非金属容器无需对其开孔、安装简易、不影响生产。可实现对高压密闭容器内的各种有毒物质﹑强酸﹑强碱及各种液体的液位进行检测。液位感应器对液体介质和容器的材质无特殊要求,可广泛使用。 智能型非接触式液位感应器分四种信号输出接口,分别为高低电平输出接口、NPN输出接口、PNP输出接口和RS485通信接口;分别对应四种型号: 高低电平输出接口——型号:XKC-Y25-V NPN输出接口——型号:XKC-Y25-NPN PNP输出接口——型号:XKC-Y25-PNP RS485通信接口——型号:XKC-Y25-RS485 二、产品特性 ?非接触式液位传感器,适用于非金属容器外壁而无需与液体直接接触,不会受到强酸强 碱等腐蚀性液体的腐蚀,不受水垢或其他杂物影响。 ?智能化液位基准调整及液位记忆功能,液位状态显示方式,可实现多点串联接线;可支 持高低电平输出、NPN、PNP信号输出和RS485通信接口输出(选型时与厂家说明即可)。 ?检测准确稳定,可检测沸水液面。 ?纯电子电路结构,非机械工作方式,性能稳定寿命耐久。 ?高稳定性,高灵敏度,刚干扰能力强,不受外界电磁干扰,针对工频干扰及共模干扰有 做特殊处理,以兼容市面上所有的5~24V电源适配器。 ?强大兼容性,穿透各种非金属材质的容器,如塑料、玻璃、陶瓷等容器,感应距离可达 20mm;液体、粉末、颗粒物均可检测。 ?开集电极输出方式,电压范围宽(5~24V),适合连接各种电路及产品应用。 三、工作原理 智能型非接触式液位感应器是利用水的感应电容来检测是否有液体存在,在没有液体接近感应器时,感应器上由于分布电容的存在,因此感应器对地存在一定的静态电容,当液面慢慢升高接近感应器时,液体的寄生电容将耦合到这个静态电容上,使感应器的最终电容值变大,该变化的电容信号再输入到控制IC进行信号转换,将变化的电容量转换成某种电信号的变化量,再由一定的算法来检测和判断这个变化量的程度,当这个变化量超过一定的阈值时就认为液位到达感应点。 电话:86-0755-******** 传真:86-0755-********
光学非接触式三维测量技术_图文
光学非接触式三维测量技术_图文 光学三维测量技术及应用 摘要:随着现代科学技术的发展,光学三维测量已经在越来越广泛的领域起到了重要作用。本文主要对接触式三维测量和非接触式三维测量进行了介绍。着重介绍了光学三维测量技术的各种实现方法及原理。最后对目前光学三维测量的应用进行了简单介绍。 随着科学技术和工业的发展,三维测量技术在自动化生产、质量控制、机器人视觉、反求工程、CAD/CAM以及生物医学工程等方面的应用日益重要。传统的接触式测量技术存在 测量时间长、需进行测头半径的补偿、不能测量弹性或脆性材料等局限性,因而不能满足现代工业发展的需要。。 光学测量是光电技术与机械测量结合的高科技。光学测量主要应用在现代工业检测。借用计算机技术,可以实现快速,准确的测量。方便记录,存储,打印,查询等等功能。 光学三维测量技术是集光、机、电和计算机技术于一体的智能化、可视化的高新技术,主要用于对物体空间外形和结构进行扫描,以得到物体的三维轮廓,获得物体表面点的三维空间坐标。随着现代检测技术的进步,特别是随着激光技术、计算机技术以及图像处理技术等高新技术的发展,三维测量技术逐步成为人们的研究重点。光学三维测量技术由于非接触、快速测量、精度高的优点在机械、汽车、航空航天等制造工业及服装、玩具、制鞋等民用工业得到广泛的应用。 2 三维测量技术方法及分类 三维测量技术是获取物体表面各点空间坐标的技术,主要包括接触式和非接触式测量两大类。如图1所示。 图1 三维测量技术分类 2.1 接触式测量 物体三维接触式测量的典型代表是坐标测量机(CMM,Coordinate Measuring Machine)。CMM是一种大型精密的三坐标测量仪器[1],它以精密机械为基础,综合应用电子、计算机、光学和数控等先进技术,能对三维复杂工件的尺寸、形状和相对位置进行高精度的测量。 三坐标测量机作为现代大型精密、综合测量仪器,有其显著的优点,包括: (1)灵活性强,可实现空间坐标点测量,方便地测量各种零件的三维轮廓尺寸及位置参数;(2)测量精度高且可靠;(3)可方便地进行数字运算与程序控制,有很高的智能 化程度。
非接触测量心跳要点
非接触测量心跳 1 引言 心率是临床检测生命参数的重要指标,现行的方法主要采用接触式检测技术,生物医学信号的接触式检测是指利用电极或传感器直接或间接地接触人体,达到检测医学信息的目的,它可分为对人体固有信息的检测(如血压、心率测量等)和借助外能量的信息检测(如X射线、B超检测等),检测过程中对人体有一定的约束。 非接触式检测是指借助于外来能量(探测媒介),不接触人体,而且隔一定的距离,隔一定的介质,通过检测人体生理活动所引起的各种微动,进而获取各类生理信息。 非接触式生命检测技术,按照采用的媒质可以分为:红外检测技术、激光检测技术、微波检测技术和声波检测技术。 微波检测技术也即雷达式非接触生命检测技术,是以电磁波为媒质,采用雷达检测人体生理活动所引起的身体颤动,从而获得重要的生命参数的一种非接触式生命参数探测方法。电磁波照射人体时,会反射包含人体一些生理特征的信息,利用人体微动与回波幅度和相位之间的关系,可以从人体表面微动引起的回波信号变化中提取出重要的人体生命参数。 本文介绍采用微波作为探测媒介,以心跳作为研究信号,对雷达回波信号中的人体生命参数进行检测。检测原理为:雷达发射的电磁波穿透介质照射到人体时,产生反射信号,该信号是反映人体生理特征的调制信号,雷达天线接收到回波信号后,经混频后就可以得到输出信号。再通过实验测试和基带数字信号处理,得到人体心跳等生命特征信号。 由于心跳所引起的人体微动及其微弱,因此,研究的系统必须具有很高的微
动检测灵敏度,同时还必须有强的抗“动目标”干扰能力,而这两者是一对矛盾,必须很好解决。 2 心跳测量仪器的设计 非接触心跳检测系统硬件组成单元框图。 工作原理: 设振荡器产生的信号为: s(t)=Acosω0t 为发射角频率,为振幅。 式中ω 该信号经定向偶合器,一路通过环行器由天线发射出去,另一路去混频器。当发射信号碰到人体等目标,将产生散射,天线接受到散射信号,并通过环行器送入混频器。从人体散射的回波信号频率已被人体表面的微动所频移,设目标散射的回波信号为: s r(t)=KAcos(ω0t+ωd t+φ) 式中K为系数,ωd为多普勒角频移。根据多普勒效应,ωd=2Vω /C,其中V 为目标的相对径向运动速度,C为光速,φ为相对于发射信号的初相。 s(t)、s r(t)二路信号经混频解调后产生低频信号:
光学非接触式三维测量技术
光学三维测量技术及应用 摘要:随着现代科学技术的发展,光学三维测量已经在越来越广泛的领域起到了重要作用。本文主要对接触式三维测量和非接触式三维测量进行了介绍。着重介绍了光学三维测量技术的各种实现方法及原理。最后对目前光学三维测量的应用进行了简单介绍。 1 引言 随着科学技术和工业的发展,三维测量技术在自动化生产、质量控制、机器人视觉、反求工程、CAD/CAM以及生物医学工程等方面的应用日益重要。传统的接触式测量技术存在测量时间长、需进行测头半径的补偿、不能测量弹性或脆性材料等局限性,因而不能满足现代工业发展的需要。。 光学测量是光电技术与机械测量结合的高科技。光学测量主要应用在现代工业检测。借用计算机技术,可以实现快速,准确的测量。方便记录,存储,打印,查询等等功能。 光学三维测量技术是集光、机、电和计算机技术于一体的智能化、可视化的高新技术,主要用于对物体空间外形和结构进行扫描,以得到物体的三维轮廓,获得物体表面点的三维空间坐标。随着现代检测技术的进步,特别是随着激光技术、计算机技术以及图像处理技术等高新技术的发展,三维测量技术逐步成为人们的研究重点。光学三维测量技术由于非接触、快速测量、精度高的优点在机械、汽车、航空航天等制造工业及服装、玩具、制鞋等民用工业得到广泛的应用。 2 三维测量技术方法及分类 三维测量技术是获取物体表面各点空间坐标的技术,主要包括接触式和非接触式测量两大类。如图1所示。 图1 三维测量技术分类
2.1 接触式测量 物体三维接触式测量的典型代表是坐标测量机(CMM,Coordinate Measuring Machine)。CMM是一种大型精密的三坐标测量仪器[1],它以精密机械为基础,综合应用电子、计算机、光学和数控等先进技术,能对三维复杂工件的尺寸、形状和相对位置进行高精度的测量。 三坐标测量机作为现代大型精密、综合测量仪器,有其显著的优点,包括:(1)灵活性强,可实现空间坐标点测量,方便地测量各种零件的三维轮廓尺寸及位置参数;(2)测量精度高且可靠;(3)可方便地进行数字运算与程序控制,有很高的智能化程度。 早期的坐标测量机大多使用固定刚性测头,它最为简单,缺点也很多[2]。主要为(1)测量时操作人员凭手的感觉来保证测头与工件的接触压力,这往往因人而异且与读数之间很难定量描述;(2)刚性测头为非反馈型测头,不能用于数控坐标测量机上;(3)必须对测头半径进行三维补偿才能得到真实的实物表面数据。针对上述缺陷,人们陆续开发出各种电感式、电容式反馈型微位移测头,解决了数控坐标测量机自动测量的难题,但测量时测头与被测物之间仍存在一定的接触压力,对柔软物体的测量必然导致测量误差。另外测头半径三维补偿问题依然存在。三维测头的出现可以相对容易地解决测头半径三维补偿的难题,但三维测头仍存在接触压力,对不可触及的表面(如软表面,精密的光滑表面等)无法测量,而且测头的扫描速度受到机械限制,测量效率很低,不适合大范围测量。 2.2 非接触式测量 非接触式测量技术是随着近年来光学和电子元件的广泛应用而发展起来的,其测量基于光学原理,具有高效率、无破坏性、工作距离大等特点,可以对物体进行静态或动态的测量。此类技术应用在产品质量检测和工艺控制中,可大大节约生产成本,缩短产品的研制周期,大大提高产品的质量,因而倍受人们的青睐。随着各种高性能器件如半导体激光器LD、电荷耦合器件CCD、CMOS图像传感器和位置敏感传感器PSD等的出现,新型三维传感器不断出现,其性能也大幅度提高,光学非接触测量技术得到迅猛的发展。 非接触式三维测量不需要与待测物体接触,可以远距离非破坏性地对待测物体进行测量。其中,光学非接触式测量是非接触式测量中主要采用的方法。 3 光学非接触式三维测量的概述 光学非接触式三维测量技术根据获取三维信息的基本方法可分为两大类:被动式与主动式。如图2所示[3]。 主动式是利用特殊的受控光源(称为主动光源)照射被测物,根据主动光源的已知结构信息(几何的、物体的、光学的)获取景物的三维信息。被动式是在自然光(包括室内可控照明光)条件下,通过摄像机等光学传感器摄取的二维灰度图像获取物体的三维信息。
非接触式雷达测流系统
多普勒电波流速仪河道流量测量 技术方案
目录 一、系统概述 二、总体方案设计 三、产品介绍 Decatur SVR 传感器 Flowstar 流量积算仪 ZMY-5超声波液位计 四、施工方案 五、报价表
一、系统概述 为了服务我国的水文事业,使面广量大的测验实现自动测量、自动存储。根据实际需要,我公司研制开发了非接触式多普勒电波测流系统。 本系统设计合理,计数准确,存储可靠,外形美观,操作使用方便,可以通过设置各种参数和接收数据。 二、总体方案设计 多普勒电波流量测量方案由四部分组成: 1)采用多普勒电波流速仪测量流速; 2)采用超声波液位计测量河道断面水位; 3)采用定制流量、断面面积积算仪根据水文流体学,运用速度面积法计算水流量,并进行累计运算,通过RS485端口远程传输数据到环保、水资源等上级部门。 4)水利系统无线采集软件(不在本报价中,预留端口供水 利系统采集总体设计方案图,如图1所示:
图1 非接触式雷达测流系统系统设计图 在本系统中,传感器所测得的流速数据首先存储在测控通信单元(水文信息采集仪),达到报警流速数值时(报警数值在水文信息采集仪上随时可改),测控通信单元通过GSM数据发送模块实时地发送到数据监测终端,从而达到对整个河流流速进行完全监控和实时测报,保证整河流场所防汛工作的安全调度、防汛抗洪科学有效进行。
三、产品介绍 1、Decatur SVR 传感器 1.1 简介: 美国Decatur公司是全球最大的 测速雷达制造厂。测速雷达在军事、警用、运动测速领域得到广泛应用,产品行销全球,在中国销量已近万台。Decatur SVR传感器由警用测速雷达升级改造,增加了水平角和垂直角改正、流速平均、信号强度检测、串口通信控制等功能,适合水面流速自动遥测应用。 Decatur SVR拥有多项世界领先的专利技术,包括微波收发强度自适应、高速多普勒DSP芯片。 SVR采用专门为水面流速测量开发的智能表面回波分析算法,可有效排除与水面流速无关的干扰信号,测量水面流速稳定可靠。 1.2 技术参数: * 测速范围:0.20~18.00米/秒; * 测速精度:±0.05米/秒; * 平均时间:0~99.9秒; * 数据接口:RS485; * 供电电压:9~16VDC; * 工作电流:最大400mA; * 波束宽度:12°; * 微波功率:50毫瓦;
非接触式测量技术
目录 摘要 (1) 1 引言 (1) 2 非接触式测量技术简介 (1) 2.1 非接触式测量方法的定义 (1) 2.2 非接触式测量方法的分类 (2) 3 非接触测量技术发展的现状 (2) 3.1 光学法 (2) 3.1.1 结构光法 (2) 3.1.2 激光三角法 (3) 3.1.3 激光测距法 (4) 3.1.4 光学干涉法 (5) 3.1.5 图像分析法 (6) 3.2 非光学法 (7) 3.2.1 声学测量法 (7) 3.2.2 磁学测量法 (8) 3.2.3 X射线扫描法 (9) 3.2.4 电涡流测量法 (10) 3.3 非接触测量技术存在的不足和总结 (11) 4 非接触式机器人测量系统 (11) 5 非接触测量技术在船体分段测量中的应用 (14) 5.1 非接触测量技术在船厂的应用情况 (14) 5.2 船体分段测量方法介绍 (14) 5.2.1 传统测量方法系统 (14) 5.2.2 激光经纬仪测量系统 (14) 5.2.3 近景摄影测量系统 (15) 5.2.4 全站仪测量系统 (17) 5.2.5 三维扫描测量系统 (18) 5.3 测量方法的比较 (19) 6 非接触测量技术的发展趋势 (21) 7 结束语 (21) 参考文献 (22)
摘要 非接触测量方法以光电、电磁、超声波等技术为基础,在仪器的感受元件不与被测物体表面接触的情况下,即可获取被测物体的各种外表或内在的数据特征。详细阐述了部分常用的光学法和非光学法测量技术及相应的测量仪器,并结合船体分段测量方法说明了这些非接触测量方法的原理、优缺点、精度及适用范围,指出了未来非接触测量技术的发展趋势。 关键词:非接触测量; 光学法; 非光学法;船体分段 1 引言 开展船体分段测量技术研究的意义在于首先它是实现分段无余量对接的保证,可以大大缩短分段吊装搭接的船台占用时间,其次采用这项技术有助于实现船舶建造的信息流闭环,以及生产状态下的船体建造的“动态虚拟装配”。最后精确、快速、可靠的船体分段测量技术的突破有助于提升我国造船企业的国际竞争力[1]。 建造精度直接影响船舶建造的总周期,建造质量也将影响后道工序的质量,影响船舶的航运性能。船体建造的精度控制技术是以船体建造精度标准为基本准则,通过科学的管理方法与先进工艺手段,对船体零部件、分段和全船舰装件进行尺寸精度控制,最大限度的减少船台船坞修整工作量,并为提高预舶装率、降低涂装破损率创造有利条件。它对保证船体建造质量、缩短造船周期、提高生产效率等诸多方面都有不容置疑的作用,是船舶建造技术的重要组成部分。推进造船精度控制技术需要更加完善的管理体制与先进的测量手段。因此,对先进测量手段的研究具有重要意义。测量方法包括传统测量方法和非接触式测量方法。随着计算机科学的发展,非接触式测量技术逐渐成为研究热点。 2 非接触式测量技术简介 2.1 非接触式测量方法的定义 非接触测量[2]是以光电、电磁、超声波等技术为基础,在仪器的感受元件不与被测物体表面接触的情况下,得到物体表面参数信息的测量方法。
非接触式测温系统
附件3:毕业设计规格式 学号 年级 远程和继续教育学院 毕业设计 基于单片机的非接触式测温系统 专业 姓名
指导教师 评阅人 ⅩⅩⅩⅩ年Ⅹ月 中国 学术声明: 重声明 本人呈交的毕业设计,是在导师的指导下,独立进行研究工作所取得的成果,所有数据、图片资料真实可靠。尽我所知,除文中已经注明引用的容外,本设计(论文)的研究成果不包含他人享有著作权的容。对本设计(论文)所涉及的研究工作做出贡献的其他个人和集体,均已在文中以明确的方式标明。本设计(论文)的知识产权归属于培养单位。 本人签名:日期:
摘要 本设计根据设计任务和实际考察进行了方案设计和方案论证,并且设计了相应的硬件电路和软件系统,研制了非接触式测温系统。 该系统采用MLX90614红外温度传感器和80C51单片机为核心技术设计的非接触式测温系统,利用传感器自带的低噪放大器、A/D转换将传感器采集的温度电压信号经过处理输出给单片机,从而单片机控制显示温度和高温声音报警。对非接触式测温的实现技术进行了有意义的探索与研究,在快速、安全测温方面有一定参考价值。 关键词:80C51;MLX90614;非接触式测温;
ABSTRACT According to the design task and the actual investigation, the design and the scheme demonstration are carried out, and the corresponding hardware and software systems are designed, and the non-contact temperature measurement system is developed.The system uses the MLX90614 infrared temperature sensor and the 80C51 MCU as the non contact temperature measuring system. Using the low noise amplifier with the sensor and the A/D conversion, the temperature and voltage signals collected by the sensor are processed and output to the single chip microcomputer, and the microcontroller is controlled to display the temperature and the high temperature sound alarm. It has made a meaningful exploration and Research on the realization technology of non-contact temperature measurement, and has a certain reference value in fast and safe temperature measurement. Key words: 80C51; MLX90614;Non-contact temperature measurement;
非接触式测温系统
附件3:毕业设计规范格式 学号 年级 远程和继续教育学院 毕业设计 基于单片机的非接触式测温系统 专业 姓名 指导教师 评阅人 ⅩⅩⅩⅩ年Ⅹ月 中国苏州
学术声明: 郑重声明 本人呈交的毕业设计,是在导师的指导下,独立进行研究工作所取得的成果,所有数据、图片资料真实可靠。尽我所知,除文中已经注明引用的内容外,本设计(论文)的研究成果不包含他人享有著作权的内容。对本设计(论文)所涉及的研究工作做出贡献的其他个人和集体,均已在文中以明确的方式标明。本设计(论文)的知识产权归属于培养单位。 本人签名:日期:
摘要 本设计根据设计任务和实际考察进行了方案设计和方案论证,并且设计了相应的硬件电路和软件系统,研制了非接触式测温系统。 该系统采用MLX90614红外温度传感器和80C51单片机为核心技术设计的非接触式测温系统,利用传感器自带的低噪放大器、A/D转换将传感器采集的温度电压信号经过处理输出给单片机,从而单片机控制显示温度和高温声音报警。对非接触式测温的实现技术进行了有意义的探索与研究,在快速、安全测温方面有一定参考价值。 关键词:80C51;MLX90614;非接触式测温;
ABSTRACT According to the design task and the actual investigation, the design and the scheme demonstration are carried out, and the corresponding hardware and software systems are designed, and the non-contact temperature measurement system is system uses the MLX90614 infrared temperature sensor and the 80C51 MCU as the non contact temperature measuring system. Using the low noise amplifier with the sensor and the A/D conversion, the temperature and voltage signals collected by the sensor are processed and output to the single chip microcomputer, and the microcontroller is controlled to display the temperature and the high temperature sound alarm. It has made a meaningful exploration and Research on the realization technology of non-contact temperature measurement, and has a certain reference value in fast and safe temperature measurement. Key words: 80C51; MLX90614;Non-contact temperature measurement;
【CN209863802U】一种基于雷达的非接触式生命体征测量系统【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920452118.6 (22)申请日 2019.04.03 (73)专利权人 湖南省顺鸿智能科技有限公司 地址 410205 湖南省长沙市高新开发区尖 山路39号长沙中电软件园有限公司总 部大楼G0224室 专利权人 长沙军民先进技术研究有限公司 (72)发明人 傅其祥 夏利锋 刘进 夏祖泉 张吉楠 吴茜 王绍丽 (74)专利代理机构 长沙市护航专利代理事务所 (特殊普通合伙) 43220 代理人 谢新苗 (51)Int.Cl. A61B 5/0205(2006.01) A61B 5/11(2006.01) (ESM)同样的发明创造已同日申请发明专利 (54)实用新型名称一种基于雷达的非接触式生命体征测量系统(57)摘要本实用新型公开了一种基于雷达的非接触式生命体征测量系统,所述系统包括依此连接的射频收发模块、信号采集装置、信号处理装置及显示装置:射频收发模块用于向生命体发射雷达信号,并接收经生命体反射后的雷达回波信号,以形成原始回波数据;信号采集装置用于采集原始回波数据,并将原始回波数据传输至信号处理装置;信号处理装置用于对接收的原始回波数据进行处理,形成生命体的生命体征信息;显示装置用于显示生命体的生命体征信息。本实用新型以微波雷达信号作为感应媒介,在实现了非接触式测量,提升生命体的舒适感的同时,可有效提取生命体的呼吸率、心率和体动,做到实时监测 和预警的目的。权利要求书1页 说明书4页 附图3页CN 209863802 U 2019.12.31 C N 209863802 U
非接触式液位计安装示例
迅创科技-非接触式液位计专用超声波处理技术为系统内核,实现了超高速的数字信号处理功能。它的安装,不穿孔、不动火、不损伤罐体,精度高,稳定可靠,今天为大家讲解一下实例安装。 一、卧罐安装 如:介质:液氯;粘度:0.07mpa·S;温度范围:-30~-10°C;易燃易爆;剧毒;容器:卧罐;直径:3000mm;壁厚:24mm;材质:16MnR;有保温层;工艺:进料速度缓慢,无大量气泡;液位变化范围:300~2700mm 安装步骤: 1、测量点选择 液位传感器安装首选位置为距进液口较远支座的内侧;校准传感器安装位一般选在距液位测量点最近的罐体半径高度处 2、主机固定位置:校准传感器下方 二、球罐安装 如:介质:聚乙烯;温度范围:0~30°C;压力:0.4MPA;易燃易爆;容器:球罐;直径:12300mm;壁厚:38mm;材质:16MnR;工艺:进料速度缓慢,无大量气泡;液位变化范文:1000~11000mm 安装步骤: 1、测量点选择 液位传感器安装首选位置为靠近罐底入孔旁边,校准传感器安装位置选在罐子赤道处 2、主机固定位置:校准传感器下方 三、立罐安装 如:介质:甲醇;粘度:0.47mpa·S;温度范围:0~40°C;常压、易燃易爆;容器:立罐;直径:9000mm;高度:12000mm;壁厚:6mm;材质:碳钢;工艺:进料速度缓慢,无大量气泡;液位变化范围:1000~10000mm 安装步骤: 1、测量点选择 液位传感器安装位置一般为距进液管口较远(大于90°)的安装槽内。校准传感器安装位置选在罐体外部侧壁外侧,距罐底0.5m~1m高处 2、主机安装位置:校准传感器下方
非接触式液位传感器
一、产品概述 智能型非接触式液位感应器(以下简称液位感应器)采用了先进的信号处理技术及高速信号处理芯片,突破了容器壁厚的影响,实现了对密闭容器内液位高度的真正非接触检测。液位传感器(探头)安装于被测容器外壁的上下方(液位的高位与低位),非金属容器无需对其开孔、安装简易、不影响生产。可实现对高压密闭容器内的各种有毒物质﹑强酸﹑强碱及各种液体的液位进行检测。液位感应器对液体介质和容器的材质无特殊要求,可广泛使用。 智能型非接触式液位感应器分四种信号输出接口,分别为高低电平输出接口、NPN输出接口、PNP输出接口和RS485通信接口;分别对应四种型号: 高低电平输出接口——型号:XKC-Y25-V NPN输出接口——型号:XKC-Y25-NPN PNP输出接口——型号:XKC-Y25-PNP RS485通信接口——型号:XKC-Y25-RS485 二、产品特性 ?非接触式液位传感器,适用于非金属容器外壁而无需与液体直接接触,不会受到强酸强 碱等腐蚀性液体的腐蚀,不受水垢或其他杂物影响。 ?智能化液位基准调整及液位记忆功能,液位状态显示方式,可实现多点串联接线;可支 持高低电平输出、NPN、PNP信号输出和RS485通信接口输出(选型时与厂家说明即可)。 ?检测准确稳定,可检测沸水液面。 ?纯电子电路结构,非机械工作方式,性能稳定寿命耐久。 ?高稳定性,高灵敏度,刚干扰能力强,不受外界电磁干扰,针对工频干扰及共模干扰有 做特殊处理,以兼容市面上所有的5~24V电源适配器。 ?强大兼容性,穿透各种非金属材质的容器,如塑料、玻璃、陶瓷等容器,感应距离可达 20mm;液体、粉末、颗粒物均可检测。 ?开集电极输出方式,电压范围宽(5~24V),适合连接各种电路及产品应用。 三、工作原理 智能型非接触式液位感应器是利用水的感应电容来检测是否有液体存在,在没有液体接近感应器时,感应器上由于分布电容的存在,因此感应器对地存在一定的静态电容,当液面慢慢升高接近感应器时,液体的寄生电容将耦合到这个静态电容上,使感应器的最终电容值变大,该变化的电容信号再输入到控制IC进行信号转换,将变化的电容量转换成某种电信号的变化量,再由一定的算法来检测和判断这个变化量的程度,当这个变化量超过一定的阈值时就认为液位到达感应点。
非接触测量
https://www.360docs.net/doc/8f15820738.html, 光学应变测量系统的研究现状与展望 李娜1,金霞2 南京航空航天大学机电学院(南京) 210016 fengtingyuexie@https://www.360docs.net/doc/8f15820738.html, 摘要: 随着科学技术的发展,应变测量技术已为公众所瞩目,而光学测量技术应用到应变测量中则成为国内外学者关注的重心。文中分析了目前国内外光学测量技术在应变测量方面的研究现状及研究动态。并结合作者在应变测量计算方面的实践经验以及对金属塑性加工领域的了解,提出了光学测量技术在力学测量方面进一步的研究方向。 关键词: 光学测量技术应变测量塑性加工 中图分类号: TH823 1.引言 测量是将一个预定的标准与一个未知量进行定量比较的过程或结果。为使该结果具有一定的意义,在测量过程中必须符合两个条件:(a)标准必须是精确的已知量,并为国际上所公认;(b)用来进行这种比较的设备和程序必须能被证明为正确的。为了能够进行统一的定量比较,已建立长度、质量、时间的标准以及由这些基本单位导出的标准。测量通常有两种方法:(a)与基准或标准进行直接比对;(b)通过一个标定系统与标准进行间接比对[1]。 在金属板材塑性加工中,确定在变形中的实际应力分布是必须的。对应力分布进行评估就称之为应力分析,它包括应力的大小和方向。就应力分析而言,应力不能直接进行测量,但可以间接地通过对变形或应变的测量而获得数据[2]。故测量技术成为影响板材应力分布准确性的一个重要因素。 随着科学技术的不断发展,测量技术也随着新的物理原理、新的技术成就的不断引入而获得长足发展。对机械量的测量也由过去的机械式测量发展为光学式测量。将光学测量技术应用到金属塑性加工中应变测量方面具有重大意义. 2.工具显微镜法[3] 通常,金属板材在经过单拉、双拉等冲压工艺后,将会发生塑性变形,为了研究板材在变形中的实际应力分布,就采用网格分析法,即通过研究网格(通常是圆形网格或者方形网格)在变形前后几何量的变化,来确定板材变形后的应变,进而确定板料的实际应力分布,从而进行工艺分析、对有限元仿真模拟进行验证等.实验室最常用的做法就是通过工具显微镜,测量圆形网格变形前后直径的变化,来计算主应变。 如图1所示,在使用读数显微镜对试件上选定的椭圆网格进行测量时,要将试件位置调整到网格线最清晰为止,并要求视线垂直于被测椭圆的长轴或短轴,同时显微镜上的刻线也要垂直于被测椭圆的长轴或短轴并与被测椭圆的外边缘相切(注意每次相切的状况要一致)。但是被测椭圆的长轴和短轴实际上是个弧形,光学仪器所测数据是其投影长度。因两者相差甚微,故以投影长度代替真实长度。
Lightscan 三维非接触叶片测量系统
GE 检测科技 光学测量 数字化 | 涡流 | 胶片 | 检测系统 | 超声波 | X射线 Lightscan 三维非接触叶片测量系统 Lightscan 是一套完整的自由型面测量系统,它能在不到20秒的时间内测量和分析叶片所有已编入程序的参数,可用于测量表面光洁度不同的多种叶片,无须喷涂或其它特殊的表面处理。 Lightscan 系统采用全封闭的设计,工作环境适应性强,可用于生产过程不同工段的零件测量。根据电脑计算并显示在屏幕上的空间几何测量数据,操作人员可及时判断零件合格与否。测量数据也可以方便地打印成报告或保存为文档资料。GE Lightscan 系统为叶片检测提供了精确的自动化解决方案,比传统的测量方法或三坐标测量效率提高5-10倍。
?2005 通用电气公司。版权所有。 GEIT-85000CN(10/05) 本公司保留不事先通知而进行技术修订的权利。 https://www.360docs.net/doc/8f15820738.html, Lightscan 技术 使用 Lightscan 系统测量叶片快速准确,步骤如下: 使用结构光条纹投射的方法,从两个视角实现零件表面密集三维点云的采集。 对三维点云进行分段、拼接等一系列软件处理,生成数字化的CAD三维模型,并将其与设计的主模型进行对比。 系统将自动生成轮廓等的特征参数,以及弓形度、挠曲度和厚度等测量结果。 操作人员根据预先制定的标准,判断产品合格与否。 Lightscan 优点 完整的自动化测量系统—安装方便,操作简单 即插即用式解决方案,无需另外支持—新零件编程小于4小时提高工厂检测能力和生产率 极大缩短了产品检测周期—小于20秒 系统能迅速切换到另一产品类型—预计编程时间不超过10分钟 精度优于三坐标测量机—低于0.0005英寸 相比经常需要购买和维护的传统量具,本系统的使用和维护费用低 快速获取和评估详细测量数据提供更直观、可视化的测量结果 Lightscan 部件组成 非接触式三维光学测量探头精密转台计算机系统 容纳所有系统部件的全封闭移动式机架,分上下两层:上层是探头和转台 提供手工或自动装夹/卸载方案,供客户选择 连续补充过滤空气,保持上舱环境的清洁 下层包括固定支架上的工业PC机,控制器和电源设备过滤周围空气,确保下舱恒温状态 非接触式测量方案的先锋 Lightscan 仅仅是GE检测科技引领新型非接触式测量技术的一个例子。借助广泛的工业知识和经验,GE挑战传统方法,响应现代需求,重新定义全球的检测技术标准,从而帮助全球各行业显著改善 检测效率、检测质量和安全性。 测量技术性能比较 1.2.3.4.o o o o o
利用光学方法对液体表面张力的非接触式测量
2008年1月西安邮电学院学报Jan.2008第13卷第1期JOURNALOFXI’ANUNIVERSITYOF嘲ANDTELECOMMUNICATIONSV01.13No.1利用光学方法对液体表面张力的非接触式测量 董军 (西安邮电学院电子与信息工程系,陕西西安710121) 摘要:实验上对频率为几百赫兹的低频液体表面波进行了研究,得到了清晰稳定的衍射条纹。理论上对这一现象进行了分析,得出了衍射条纹角宽度与表面波波长之间的解析关系式。根据流体力学中的色散关系可知,利用实验测量所得的表面波波长,可以得到液体表面张力。因此,本文建立了一种用来实时、无损测量液体表面张力的方法。 关键词:液体表面波;色散关系;表面张力 中图分类号:0436.1文献标识码:A文章编号:1007—3264(2008)01—0141—03 自上世纪60年代激光问世以后,由于其在测量方面具有快速,实时等特性,很快人们就将激光用作信息载体,来对液体表面波LSW(LiquidSurfacewave)进行研究L1_6J。’对液体进行研究,目的就是要获取液体的物理参量,例如表面张力,粘滞系数等等。实际上,对表面张力的测量有很多方法,常见的有WillhelmyPlate方法、滴定法、毛细管法等,但大多都属于静态的测量方法,测量中与液体有一定的接触,并且不能对液体表面张力进行实时性测量。 在我们对动态液体表面进行实验研究时发现,周期性振动的液体表面对入射光有调制作用,可以形成衍射图样。因此,就有可能通过这种非接触式方法,根据所得到的衍射图样来研究液体物理参量。本文就是利用液体表面波对入射光波的衍射效应,来对液体进行研究。实验研究表明,液体表面波可视为一位相型光栅,表面波波长即为光栅常数,改变表面波频率,就可以得到实时变频光栅。因此,利用液体表面光栅及流体色散关系可以对液体表面张力进行实时测量。 1实验装置 实验装置及实验原理图如图l所示。实验装置由四部分组成:低频信号发生器,样品池,激光光源,光电数据采集和数据处理系统。 (a)实验装置图 Co)买验原理圈 图1实验装置及原理图 低频信号发生器输出的信号驱动表面声波激发器,在液体表面上产生表面声波。该液体表面波可以看作位相型光栅。表面声波激发器固定在一个可以上下左右调节位置的支架上。以调节声波波源与 收稿日期:2007—05—08 基金项目:西安邮电学院中青年科研基金项目(101—0424)。 作者简介:董军(1981一),男,安徽金寨人,西安邮电学院电子与信息工程系助教。 万方数据
像差检测-光学测量Word版
§5-3象差测量 概述 光学系统成象质量的好坏,是最后评定此光学系统优劣的主要标准。 影响象质的因素有: ① 设计水平:校正象差的完善程度 ② 加工水平:加工误差、装配误差、材料误差 ③ 杂光 几何象差与光学设计密切联系 误差测量与物光联系密切 §5-3-1 二次截面法(哈特曼法)测几何象差 1900—1904年由德国哈特曼提出,利用几何光学概念,找出这些光线经光学系统后的空间位置。 一、 原理 用区域光阑将不同孔径的光分开 1、 轴向象差 ① 球差 区域光阑(哈特曼光阑) 小孔直径')4001~1001(f =Φ ②位置色差 2、 垂轴象差 ① 象散 轴外球差曲线 d b b b S sn sn sn sn 2 11+= d b b b S tn tn tsn tn 211 += ② 场曲 d b b b S s d s b b n n n n n n n n 2 112 1+=→-=
③ 慧差 子午慧差 C 1G 1=PA=RG 2=a 1 PB=PA+AB=a 1+AB d S R C PB t =2 d s a a AB a d S R C AB a t t =++==+21121 AB=-Kt=12 1a s d a a t -+ 1 2 1211)(a S d a a AB S a a ABd d a t t -+=+=+ t t S d a a a K 2 11'+- = 弧矢慧差一般不测量(只在大视场时测量) t s K K 3 1'= 哈特曼法无法测畸变,因光轴无法确定,因而也不能测倍率色差。 二、 测量装置及注意事项 1、 装置:阿斯卡 光具座 2、 调整及注意事项 ① 平行光管小孔校正在物镜焦平面上,转臂在轴向位置 ② 根据物镜相对孔径选择区域光阑小孔直径,一般Φ=(1/100~1/400)f'小一些好,但太小衍射严重,光斑反而大。 ③ 使被测物镜光轴和平行光管光轴重合(光束法线转动物镜法) ④ 确定E 1位置,一般'5 1 ,'71f S d f n n =-=σ ⑤ 确定曝光时间 ⑥ 测轴外象差时,使斜光束对称中心线和米字孔光阑中心孔重合,为此要纵向移动物镜,保证每一视场哈特曼光阑中心孔通过的光束通过被测物镜入瞳,同时相应移动E 1和E 2(两者精确相等)。 三、 测量误差分析