VW_60250_2010_12_Englisch 大众高强度螺栓
High-Strength Bolts and Screws and Similar Threaded Parts Technical Supply Specifications
Previous issues
VW 60250: 1986-05, 1992-06, 1992-11, 1993-06, 1994-11, 2002-06Changes
The following changes have been made compared with VW 60250: 2002-06:–Technical responsibility changed
–Contents of VDA 235-204: 2009-11 incorporated in all requirements and supplemented
–Information supplemented compared to VDA 235-204: 2009-11 is written in italics in order to
improve recognizability
–Surface flaws restricted as compared to DIN EN 26157-3–Chemical composition (Table 2) changed –Standard completely revised Scope
This standard applies to fasteners and similar threaded parts with external threads made of carbon steel and alloyed steel with a tensile strength range between (1 040 and 1 370) MPa . It contains
requirements for materials and mechanical properties as a supplement to DIN EN ISO 898-1 as well as requirements for manufacturing processes which aim to improve process reliability and to avoid brittle fracture, in particular hydrogen-induced stress crack corrosion.
1
Group Standard
VW 60250
Issue 2010-12
Class. No.:61100
Descriptors:
bolt, screw, property class, list of suppliers, brittle fracture, stress crack corrosion, supply specification
Verify that you have the latest issue of the Standard before relying on it.
This electronically generated Standard is authentic and valid without signature.
The English translation is believed to be accurate. In case of discrepancies, the German version is alone authoritative and controlling.
Page 1 of 6
Confidential. All rights reserved. No part of this document may be provided to third parties or reproduced without the prior consent of the Standards Department of a Volkswagen Group member.
This Standard is available to contracting parties solely via the B2B supplier platform https://www.360docs.net/doc/8318901277.html,.
? Volkswagen Aktiengesellschaft
VWNORM-2010-08e
Description
Drawing specifications
–Example for fasteners of property class 10.9 similar to DIN EN ISO 898-1:
VW 60250 – 10.9
–
Example for fasteners quenched and tempered to a certain strength deviating from DIN EN ISO 898-1 according to drawing specification:
VW 60250 – 115
The strength is indicated by 1/10 of the minimum tensile strength value, in this case "115" for a tensile strength of R m = (1 150 + 150) MPa.
Marking of fasteners
The fasteners must be marked with the appropriate strength code (e.g., 10.9 or 115) and the manu‐facturer's code.
Requirements Mechanical properties
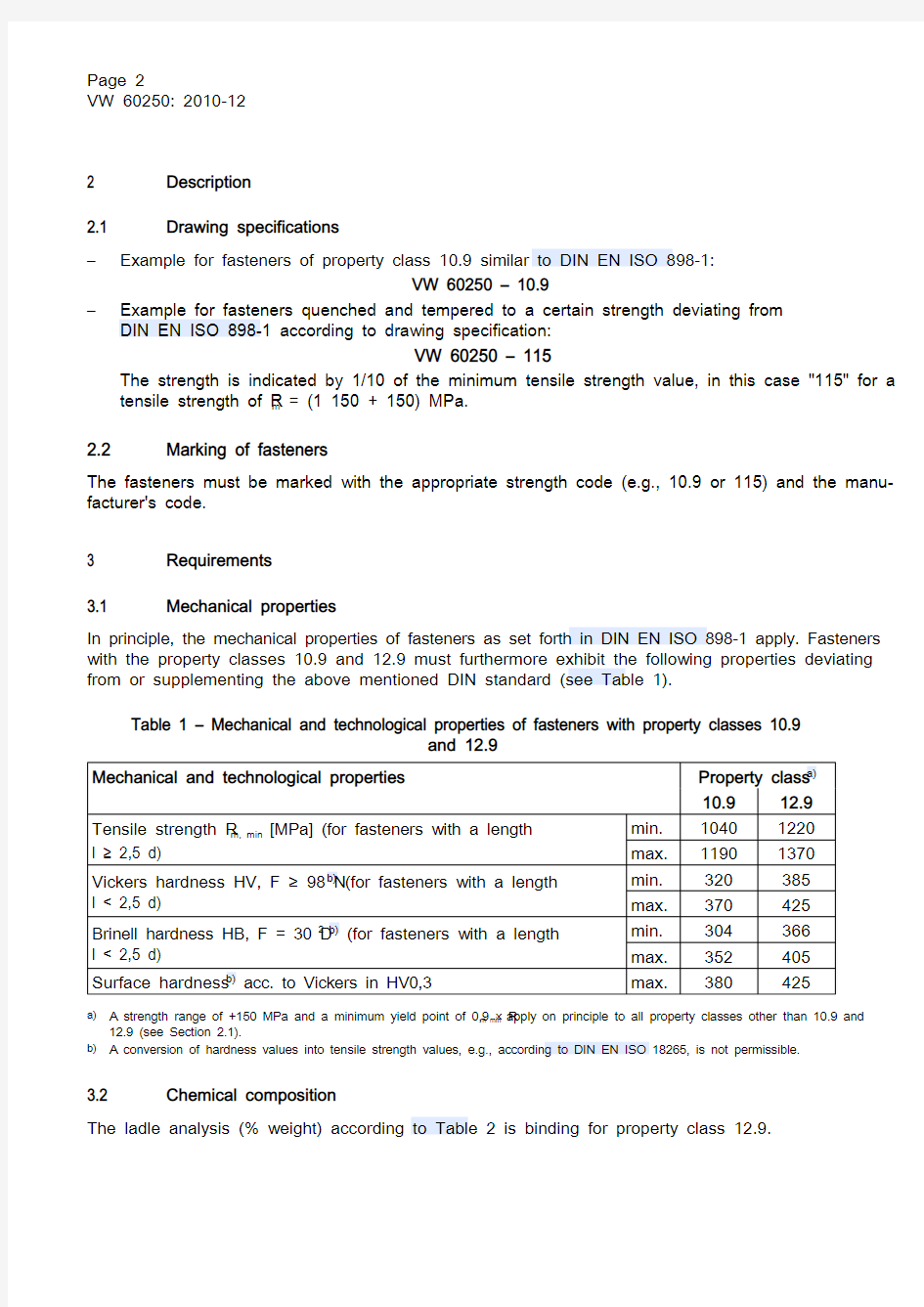
In principle, the mechanical properties of fasteners as set forth in DIN EN ISO 898-1 apply. Fasteners with the property classes 10.9 and 12.9 must furthermore exhibit the following properties deviating from or supplementing the above mentioned DIN standard (see Table 1).
Table 1 – Mechanical and technological properties of fasteners with property classes 10.9
and 12.9
a)
A strength range of +150 MPa and a minimum yield point of 0,9 × R m min apply on principle to all property classes other than 10.9 and
12.9 (see Section 2.1).
b) A conversion of hardness values into tensile strength values, e.g., according to DIN EN ISO 18265, is not permissible.
Chemical composition
The ladle analysis (% weight) according to Table 2 is binding for property class 12.9.
2 2.1 2.2
3 3.1
3.2 Page 2
VW 60250: 2010-12
Table 2
C Si Mn P
S
Al B Cr, Mo, Ni,
V 0,30 to 0,45Max. 0,15
Max. 0,9
Max. 0,02Max. 0,015
0,02 to 0,05
Max. 0,005
Σ ≥ 0,9
Heat treatment
Fasteners according to this standard must be dephosphated prior to heat treatment. Post-quenching
and -tempering of phosphated fasteners is impermissible if the phosphate coating has been applied for reasons of corrosion protection and/or to obtain a given coefficient of friction.
Austenitizing must take place in a controlled furnace atmosphere that is matched to the carbon con‐tent of the material, or in a protective atmosphere. Heat treatment is not permissible on systems that
are used for case hardening and/or carbonitriding.
It must be ensured that, in the hardened state before tempering, the materials of the fasteners have a martensite proportion of at least 90% in the core microstructure of the threaded part.DIN EN ISO 898-1 applies to the re-tempering test.
Permissible suppliers
Fasteners according to this standard must only be manufactured by authorized suppliers. The current list of suppliers must be requested from the respective Procurement Department.
δ-Ferrite
Where subjected to tensile stresses, the surface must not exhibit a metallographically detectable layer enriched with phosphorus (δ-ferrite border).State of carburization
For the property class 12.9, the minimum height of the non-decarburized thread zone is 7/8 H1 (H1:thread depth of the thread, see DIN EN ISO 898-1).Surface flaws
DIN EN 26157-3 applies to permissible surface flaws within the context of qualitative and quantitative evaluation of the fasteners after forming and thread manufacture.
Deviating from DIN EN 26157-3, pickling marks or surface flaws with a depth h ≤ 0,01 × d (d = nominal thread diameter) are permissible in the head-to-shank transition and on the head bearing surface.For larger nominal thread diameters, the depth must not exceed 0,1 mm.
Surface treatment
For high-strength fasteners with tensile strength values R m ≥ 1 040 MPa (320 HV), both the surface treatment and the heat treatment (tempering) processes must always represent the state of the art.This is to avoid hydrogen-induced brittle fractures (please refer to VW 13750 for further information).Fasteners with zinc flake coatings must always be cleaned mechanically or by alkaline treatment. If the parts have to be cleaned chemically (pickling) due to functional reasons (e.g., combined parts,
3.3
3.4 3.5
3.6
3.7
3.8
Page 3
VW 60250: 2010-12
parts with internal threads, rack-plated goods, etc.), only acids with suitable inhibitors must be used for pre-treatment/cleaning.
In order to avoid hydrogen-induced brittle fractures, the surface coatings of fasteners with tensile strength values Rm ≥ 1 040 MPa must not be removed by means of electrochemical processes.Coefficients of friction / installation characteristics
The coefficients of friction occurring when tightening a threaded joint are mostly dependent on the respective conditions of application. The limits of the coefficients of friction are set forth in
VW 01129.
Testing and acceptance
First samples must be delivered together with a first-sample test report according to the applicable QA management agreements for supply parts (Formula Q-Konkret).
The material report must contain the results based on specific tests of the delivery batch at least for the following characteristics:–tensile strength and/or hardness,
–state of carburization, checking for δ-ferrite,–metallographic evaluation of the microstructure,–surface hardness/edge hardness in HV0,3,
–ladle analysis (test report 2.2 acc. to DIN EN 10204),–tempering temperature ,
–information regarding surface treatment (layer thickness, corrosion test report including sam‐ples/images),
–
measurement report (dimensional stability).
Further properties to be tested must be agreed upon between Volkswagen and the manufacturer.The number of parts to be supplied is indicated by the tester of the first sample. They also specify additional test characteristics if necessary.
Each change made to relevant manufacturing methods entails an associated sampling process.Validation of process quality at the manufacturer
The following requirements apply to process validation at the manufacturer:Heat treatment
–Actual manufacturing process: dephosphating directly prior to heat treatment
–Heat treatment at the manufacturer′s facilities or at suppliers released via process audits of the manufacturer
–Process-controlled quenching and tempering facilities: annealing ovens with controlled atmo‐sphere
–Controlled feed
–
Process monitoring of the following characteristics: hardness/tensile strength, oven tempera‐ture , and atmosphere (carbon level)
3.9
4
5
5.1 Page 4
VW 60250: 2010-12
–Metallographic inspections
–Failure-response strategy in case of facility failures
Laboratory
The laboratory must possess the following testing facilities in order to allow manufacturing processes of fasteners to be monitored in a qualified manner:
–complete equipment required for: metallographic testing, hardness and tear testing, proof that
parts are free of phosphate, layer thickness measuring device, test bed for determining the co‐efficient of friction,
–qualified laboratory personnel (e.g. material testers),–failure-response strategy and stand-in regulation.
The use of external laboratory facilities must be agreed upon between Volkswagen and the manu‐facturer.
Surface treatment
–Surface treatment at the manufacturer′s facilities or at suppliers released via process audits of the manufacturer
–Pickling pre-treatment only using acids with suitable inhibitors, specifications for max. pickling duration and concentration
–Tempering after/during electroplating treatments of surfaces (see Section 3.8) - qualified lubri‐cant treatment, if required
–
The specified ranges of the coefficient of friction as well as the corrosion resistance must be ensured
Characteristics for which documentation is mandatory
The following characteristics must be documented for reasons of process validation:–Dimensions /(comparison between desired/actual) and additional requirements as per drawing (e.g., absence of cracks), if required –Tensile strength and/or hardness –
Metallographic evaluation:–Structure
–State of carburization –δ-ferrite
–Parameters of the oven′s atmosphere
–Ladle analysis (test report 2.2 acc. to DIN EN 10204)–Tempering temperature
–Parameters of the coating process
–
Surface flaws and other characteristics rated as critical by the supplier .
Special characteristics for fasteners acc. to VDA Volume 1 "Documentation and Archiving" are spec‐ified in coordination between Volkswagen and the manufacturer. If special characteristics are re‐quired, a product drawing und/or a master data list (SDL, German abbreviation) is to be referenced.
5.2
5.3 6
Page 5
VW 60250: 2010-12
Archiving period
The archiving period for the documents mentioned in Section 6 is to be agreed upon between the manufacturer and Volkswagen.Other applicable documents
The following documents cited in this Standard are necessary to its application.
Some of the cited documents are translations from the German original. The translations of German terms in such documents may differ from those used in this Standard, resulting in terminological inconsistency.
Standards whose titles are given in German may be available only in German. Editions in other languages may be available from the institution issuing the standard.VW 01129Limit Values for Coefficients of Friction; Mechanical Fasteners with Metric ISO Threads
VW 13750Surface Protection of Metal Parts; Surface Protection Types, Codes DIN EN 10204Metallic products - Types of inspection documents
DIN EN 26157-3Fasteners; surface discontinuities; bolts, screws and studs subject to spe‐cial requirements
DIN EN ISO 18265Metallic materials - Conversion of hardness values
DIN EN ISO 898-1
Mechanical properties of fasteners made of carbon steel and alloy steel -Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread
7 8
Page 6
VW 60250: 2010-12
高强螺栓检测的相关标准
中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—2006 1.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。 本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接 连接副扭矩系数试验 4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。 扭矩系数计算公式如下: T K P d 式中: K一扭矩系数; T——施拧扭矩(峰值),单位为牛米(N·m); P——螺栓预拉力(峰值),单位为千牛(kN); d——螺栓的螺纹公称直径,单位为毫米(mm)。 4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。 4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。轴力计的最小示值应在1 kN以下。 4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。 4.4.5 组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。试验时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。 5 检验规则 出厂检验按批进行。同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm 时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。 同批高强度螺栓连接副最大数量为3 000套。 连接副扭矩系数的检验按批抽取8套,8套连接副的扭矩系数平均值及标准偏差均应符合3.3.1规定。 螺栓楔负载、螺母保证载荷、螺母硬度和垫圈硬度的检验按批抽取,样本大小n=8,合格判定数 Ac=0。 螺栓、螺母和垫圈的尺寸、外观及表面缺陷的检验抽样方案按GB/T 的规定。 用户对产品质量有异议时,在正常运输和保管条件下,应在产品出厂之日起6个月之内向供货方提出。如有争议,双方按本标准的要求进行复验裁决。 6 标志与包装 螺栓应在头部顶面制出性能等级和制造厂凸型标志(见图3),标志中“·”可以省略。标志中第一部分数字(“·”前)表示公称抗拉强度的1/100,第二部分数字(“·”后)表示公称屈服强度与公称抗拉强度比值的10倍,字母S表示钢结构用高强度大六角头螺栓,XX为制造厂标志。 螺母应在顶面上制出性能等级和制造厂标志(见图4)。标志中数字表示螺母性能等级,字母H表示钢结构用高强度大六角螺母,XX为制造厂标志。 ××
螺栓性能等级的含义
如对您有帮助,请购买打赏,谢谢您!目前,我国采用8.8S和10.9S两种强度的性能等级高强度螺栓。 小数点前的数字8或10表示螺栓经热处理后的最低抗拉强度“100Mp a"的近似值。二者的实际抗拉强度分别为830Mpa--1030Mpa和1040Mp a--1240Mpa;小数点后面的0.8或0.9表示螺栓经而处理的屈服比(即螺栓的条件屈服抗拉强度与最低抗拉强度的比值) S表示螺栓,H表示螺母,螺母分为8H和10H两级。 我国8.8S级螺栓常用45号或35号钢制造,10.9S级螺栓常用20 MnTiB、48B或35VB钢制造,垫圈常用45号35号钢制造,螺母常用 45号、15MnVB钢或35号钢制造 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓8.8级和10.9级 是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
螺栓强度等级分类标准2010
钢结构连接用螺栓性能等级 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度,
X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线
螺栓强度等级对照表
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
高强螺栓性能表
高强螺栓性能表 螺栓螺母性能表 1 钢结构用高强度螺栓连接副型号、规格、性能等级 类型名称性能等级规格连接副组成 GB/T1228-91 钢结构用高强度大六角头螺栓10.9S 8.8S M12-M30 一件螺栓;一件螺母;二件垫圈 GB/T1229-91 钢结构用高强度大六角螺母 GB/T1230-91 钢结构用高强度垫圈 GB/T1231-91 钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件 GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副10.9S M16-M24 一件螺栓;一件螺母;二件垫圈GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件 2 材料 类型性能等级螺纹规格选用材料 螺栓10.9S M12~M24 20MntiB M27~M30 35VB 8.8S M12~M16 35# M20~M24 20MnTib M27~M30 35VB 螺母8H10H M12~M30 35# 垫圈35~45 HRC 12~30 45# 材料的化学成分 材料C% Si% Mn% Ti% V% B% P% S% 20MnTiB 0.17~0.24 0.17~0.37 1.30~1.60 0.04~0.10 0 0.0005~0.0035 ≤0.035 ≤0.035 35VB 0.31~0.37 0.17~0.37 0.50~0.90 0 0.05~0.12 0.001~0.004 ≤0.04 ≤0.04 35# 0.32~0.40 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.035 45# 0.42~0.50 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.035 3 机械性能 3-1 螺栓机械性能 材料试件机械性能 性能等级抗拉力强度 σb MPa 屈服度σ0.2 MPa 伸长率δ5 % 收缩率ψ
高强度螺栓基本知识
高强度螺栓的知识 高强度螺栓在生产上全称叫高强度螺栓连接副,一般不简称为高强螺栓。 根据安装特点分为:大六角头螺栓和扭剪型螺栓。其中扭剪型只在10.9级中使用。 根据高强度螺栓的性能等级分为:8.8级和10.9级。其中8.8级仅有大六角型高强度螺栓,在标示方法上,小数点前数字表示热处理后的抗拉强度;小数点后的数字表示屈强比即屈服强度实测值与极限抗拉强度实测值之比。8.8级的意思就是螺栓杆的抗拉强度不小于800MPa,屈强比为0.8;10.9级的意思就是螺栓杆的抗拉强度不小于1000MPa,屈强比为0.9。 结构设计中高强度螺栓直径一般有M16/M20/M22/M24/M27/M30,不过M22/M27为第二选择系列,正常情况下选用M16/M20 /M24/M30 为主。 高强度螺栓在抗剪设计上根据设计要求分为:高强度螺栓承压型和高强度螺栓摩擦型。摩擦型的承载能力取决于传力摩擦面的抗滑移系数和摩擦面数量,喷砂(丸)后生赤锈的摩擦系数最高,但从实际操作来看受施工水平影响很大,很多监理单位都提出能否降低标准来确保工程质量。承压型的承载能力取决于螺栓抗剪能力和栓杆承压能力的最小值。在只有一个连接面的情况下,M16摩擦型抗剪承载力为21.6~45.0kN,而M16承压型抗剪承载力为 39.2~48.6 kN,性能要优于摩擦型。在安装上,承压型工艺要简单一些,连接面仅需清除油污及浮锈。沿轴杆方向抗拉承载力,在钢结构规范中写的很有意思,摩擦型设计值等于0.8倍预拉力,承压型设计值等于螺杆有效面积乘
以材料抗拉强度设计值,看起来似乎有很大区别,实际上两个值基本一致,我一直不太明白规范为什么要这么写,采用的都是同一种材料为何要用两种表达方式计算同一个数值? 在同时承受剪力和杆轴方向拉力时,摩擦型要求是螺栓承受的剪力与受剪承载力之比加上螺杆承受轴力与受拉承载力应力比之和小于1.0,承压型要求是螺栓承受的剪力与受剪承载力之比的平方加上螺杆承受轴力与受拉承载力比的平方之和小于1.0,也就是说在同种荷载组合情况下,相同直径的承压型高强度螺栓在设计上的安全储备要高于摩擦型高强度螺栓的。 考虑到在强震反复作用下,连接摩擦面可能会失效,这时候的抗剪承载力还是要取决于螺栓抗剪能力和板件承压能力,因此抗震规范规定了高强度螺栓极限受剪的承载力计算公式。 尽管承压型在设计数值上占有优势,但由于其属于剪压破坏型式,螺栓孔为类似普通螺栓的孔隙型螺栓孔,在承受荷载作用时的变形远大于摩擦型,所以高强度螺栓承压型主要用于非抗震构件连接、非承受动荷载构件连接、非反复作用构件连接。 这两种型式的正常使用极限状态也是有区别的: 摩擦型连接是指在荷载基本组合作用下连接摩擦面发生相对滑移;承压型连接是指在荷载标准组合作用下连接件之间发生相对滑移;焊缝与螺栓知识 焊缝等级 1. 焊缝等级是施工验收等级,有三级。三级最低,只要求外观检查和尺寸检查。二级要求部分作超声波探伤检查。一级最高,要求全部做探伤检查。 2. 对焊缝等级来说,原则是受拉等级高于受压,受动力的高于受静
高强度螺栓连接检验批质量验收记录
高强度螺栓连接检验批质量验收记录 注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
填写说明 一、填写依据 1 《铝合金结构工程施工质量验收规范》GB50576-2010。 2 《建筑工程施工质量验收统一标准》GB50300-2013。 二、检验批划分 高强度螺栓连接工程应按相应的铝合金结构制作或安装检验批的划分原则划分为一个或若干个检验批。 单层铝合金安装工程应按变形缝或空间刚度单元等划分成一个或若干个检验批;多层铝合金结构安装工程应按楼层或施工段等划分成一个或若干个检验批。 铝合金空间网格结构安装工程应按变形缝、施工段或空间刚度单元划分成一个或若干个检验批。 铝合金幕墙结构安装工程应下列规定划分检验批: 1 相同设计、材料、工艺和施工条件的幕墙工程每500~1000为一个检验批,不足500应划分为一个检验批。每个检验批每100抽查不应少于一处,每处不应小于10。 2 同一单位工程的不连续的幕墙工程应单独划分检验批。 3 异型或有特殊要求的幕墙检验批的划分,应根据幕墙的结构、工艺特点及幕墙工程规模,由监理单位(或建设单位)和施工单位协商确定。 三、GB50576-2010规范摘要 主控项目 6.3.1 铝合金结构制作和安装单位应按本规范附录B的规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,试验结果应符合设计要求。 检查数量:见本规范附录B。 检验方法:检查摩擦面抗滑移系数试验报告和复验报告。 6.3.2 高强度大六角头螺栓连接副终拧完成后、48h内应进行终拧矩检查,检查结果应符合本规范附录B的规定。检查数量:按节点数抽查10%,且不应少于10个;每个被抽查节点按螺栓数抽查10%,且不应少于2个。 检验方法:见本规范附录B。 6.3.3 扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头者外,未在终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%。对所有梅花头未拧掉的扭剪型高强度螺栓连接副应采用扭矩法或转角法进行终拧并作标记,且按本规范第6.3.2条的规定进行终拧扭矩检查。 检查数量:按节点数抽查10%,且不应少于10个节点;被抽检节点中梅花头未拧掉的扭剪型高强螺栓连接副全数进行终拧扭矩检查。 检验方法:观察检查及本规范附录B。 一般项目 6.3.4 高强度螺栓连接副的施拧顺序和初拧、复拧扭矩应符合设计要求和国家现行有关标准的规定。 检查数量:全数检查资料。 检查方法:检查扭矩扳手标定记录和螺检施工记录。 6.3.5 高强度螺栓连接副终拧后,螺栓丝扣外露应为2扣~3扣,其中可允许有10%的螺栓丝扣外露1扣或4扣。 检查数量:按节点数抽查5%,且不应少于10个。 检验方法:观察检查。 6.3.6 高强度螺栓连接摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、污垢等缺陷,除设计要求外摩擦面不应涂漆。 检查数量:全数检查。 检验方法:观察检查。 6.3.7 高强度螺栓应自由穿入螺栓孔。高强度螺栓孔不应采用气割扩孔,扩孔数量应征得设计同意,扩孔后的孔径不应超过螺栓直径的1.2倍。 检查数量:被扩螺栓孔全数检查。
螺栓的性能等级
螺栓的性能等级 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级 性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9GPa 8.8 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 8.8级螺栓的前一个8的含义是每平方毫米的抗拉强度是800牛也就是80公斤的拉力,后一个八的意思是8.8级产品的屈服点为6400N/mm2 。 一般的螺栓是用"X.Y"表示强度的,X*100=此螺栓的抗拉强度,X*100*(Y/10)=此螺栓的屈服强度(因为按标识规定:屈服强度/抗拉强度=Y/10) 如4.8级则此螺栓的抗拉强度为:400MPa;屈服强度为:400*8/10=320MPa。另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释螺纹预紧力是根据材料屈服强度δs算出来的,8.8级的δs=640MPa,4.8级δs=320MPa 根据杆件受力情况,确定螺栓的直径;选择螺栓材质时,可考虑,一般螺栓有 3.6 4.6 4.8 5.8 6.8 8.8 10.9 12.9等几个等级,根据连接的重要程度进行选择,重要的钢结构选择10.9级或12.9级,一般钢结构选择8.8级就可以啦,一般8.8级以下为普通螺栓材质为20或35号钢,8.8级以上的材质为45或40Cr经调质处理
螺栓强度等级表
螺栓强度等级表 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释
度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#,5#,6#,7#,8#,10#,12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。 等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。1B级比2B级大50%,比3B级大75%。
螺栓强度等级
螺栓强度等级如何确定 普通螺栓又分A级、B级(精制螺栓)和C级(粗制螺栓)两种 A、B级螺栓采用5.6级和8.8级钢材,C级螺栓采用4.6级和4.8级钢材。高强度螺栓采用8.8级和10.9级钢材。10.9级中10表示钢材抗拉极限强度为fu=1000N/mm2,0.9表示钢材屈服强度fy=0.9fu,其他型号以此类推。锚栓采用Q235或Q345钢材。 A级、B级螺栓(精制螺栓)由毛坯经轧制而成,螺栓杆表面光滑,尺寸较准确,螺孔需用钻模钻成,或在单个零件上先冲成较小的孔,然后在装配好的构件上再扩钻至设计孔径(称I类孔)。螺杆的直径与孔径间的空隙甚小,只容许0.3mm左右,安装时需轻轻击人孔,既可受剪又可受拉。但A级、B级螺栓(精制螺栓)制造和安装都较费工,价格昂贵,在钢结构中只用于重要的安装节点处,或承受动力荷载的既受剪又受拉的螺栓连接中。 C级螺栓(粗制螺栓)用圆钢辊压而成,表面较粗糙,尺寸不很精确,其螺孔制作是一次冲成或不用钻模钻成(称Ⅱ类孔),孔径比螺杆直径大1--2mm,故在剪力作用下剪切变形很大,并有可能个别螺栓先与孔壁接触,承受超额内力而先遭破坏。由于c级螺栓(粗制螺栓)制造简单,价格便宜,安装方便,常用于各种钢结构工程中,特别适宜于承受沿螺杆轴线方向受拉的连接、可拆卸的连接和临时固定构件用安装连接中。如在连接中有较大的剪力作用时,考虑到这种螺栓的缺点而改用支托等构造措施以承受剪力,让它只受拉力以发扬它的优点。 C级螺栓亦可用于承受静力荷载或间接动力荷载的次要连接中作为受剪连接 不锈钢高强度螺栓 不锈钢高强度螺栓具有高强度且耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的螺栓。不会产生腐蚀、点蚀、锈蚀或磨损。不锈钢还是建筑用金属材料中强度最高的材料之一。由于不锈钢具有良好的耐腐蚀性,所以它能使结构部件永久地保持工程设计的完整性。 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。 高强度螺栓用高强度钢制造的,或者需要施以较大预紧力的螺栓,皆可称为高强度螺栓.高强度螺栓多用于桥梁、钢轨、高压及超高压设备的连接.这种螺栓的断裂多为脆性断裂.应用于超高压设备上的高强度螺栓,为了保证容器的密封,需要施以较大的预应力关于高强度螺栓的几个概念1.按规定螺栓的性能等级在8.8级以上者,称为高强度螺栓.现国家标准只罗列到M39,对于大尺寸规格,特别是长度大于%10~15倍的高强度螺栓,国内生产尚属短线。 高强螺栓与普通螺栓区别 高强度螺栓就是可承受的载荷比同规格的普通螺栓要大。普通螺栓的材料是Q235(即A3)制造的。高强度螺栓的材料35#钢或其它优质材料,制成后进行热处理,提高了强度。两者的区别是材料强度的不同。 从原材料看:高强度螺栓采用高强度材料制造。高强螺栓的螺杆、螺帽和垫圈都由高强钢材制作,常用45号钢、40硼钢、20锰钛硼钢、35CrMoA等。普通螺栓常用Q235(相当于过去的A3)钢制造。 从强度等级上看:高强螺栓,使用日益广泛。常用8.8s和10.9s两个强度等级,其中10.9级居多。
螺栓分类及性能等级
紧固件知识:螺栓分类及性能等级含义 螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。 这种连接形式称螺栓连接。如把螺母从螺栓上旋下,又可以使这两个零件分开,故螺栓连接是属于可拆卸连接。 因为螺栓也是铁路配件的一种,铁路配件是铁路线路的组成部分,这里所指的轨道包括钢轨、轨枕、连结零件、道床、防爬设备、轨撑和道岔等。作为一个整体性工程结构,轨道铺设在路基之上,起着列车运行的导向作用,直接承受机车车辆及其荷载的巨大压力。在列车运行的动力作用下,它的各个组成部分必须具有足够的强度和稳定性,保证列车按照规定的最高速度,安全、平稳和不间断地运行。 螺栓分类 1、按连接的受力方式,有普通的和有铰制孔用的.铰制孔用的螺栓要和孔的尺寸配合,用在受横向力时。 2、按头部形状有六角头的,圆头的,方形头的,沉头的,等等一般沉头用在要求连接后表面光滑没突起的地方,因为沉头可以拧到零件里。圆头也可以拧进零件里。方头的拧紧力可以大些,但是尺寸很大,六角头是最常用的。 另外为了满足安装后锁紧的需要,有头部有孔的,杆部有孔的,这些孔可以使螺栓受振动时不至松脱。 有的螺栓没螺纹的光杆要做细,叫细腰螺栓.这种螺栓有利于受变力的联结。 钢结构上有专用的高强度螺栓.头部会做大些.尺寸也有变化。 另外有特殊用处的:T形槽螺栓用,机床夹具上用的最多,形状特殊,头部两侧要切掉。地脚螺栓,用于机器和地面连接固定的,有很多种形状,U形螺栓等等。 还有焊接用的专用螺柱,一头有螺纹一头没,可以焊在零件上,另一边直接拧螺母。 螺栓性能等级的含义 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如:性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级
高强度螺栓连接副施工扭矩检验实施细则及检测报告和原始记录
1.检测目的 为确保高强度螺栓连接副施工扭矩检验工作的准确性和科学性,特制定本实施细则。 2.适用范围 此方法适用于高强度螺栓连接副施工扭矩检验。 3.检测依据 GB50205-2001《钢结构工程施工质量验收规范》 JTG/TF50-2011 《公路桥涵施工技术规范》 TBJ214-92《铁路钢桥高强度螺栓连接施工规定》 4.检测程序 4.1 检测人员:高强度螺栓连接副施工质量的检查应由专职的质量检查员进行。 4.2 检测设备;检验所用的扭矩扳手其扭矩精度误差应在3%以内。 4.3 检测时机:高强度螺栓连接副施工终拧扭矩检验应在施拧1h后,48h内完成。 4.4 仪器使用:按仪器操作规程 4.5 检验数量 4.5.1 GB50205《钢结构工程施工质量验收规范》:施工过程检查数量按节点数抽查10%,且不应少于10个节点;每个被抽查节点按螺栓数抽查10%,且不应少于2个;见证检测检查数量按GB50205附录G要求进行,按节点数抽查3%,且不应少于3个节点。 4.5.2 JTG/TF50-2011 《公路桥涵施工技术规范》、TBJ214-92《铁路钢桥高强度螺栓连接施工规定》:对主桁节点、板梁主体及纵横梁连接处,每栓群应以高强螺栓连接副总数的5%抽查,但不得少于2套,其余每个节点不少于1套进行。 4.6 检验步骤 4.6.1 观察全部终拧后的高强螺栓连接副,检查复拧后的用油漆标记的用螺栓与螺母相对位置是否发生转动,以检查终拧是否发生漏拧。 4.6.2 初拧、复拧、终拧应在同一工作日内完成,初拧扭矩应为终拧扭矩的50%. 4.6.3 GB50205《钢结构工程施工质量验收规范》: 采用扭矩法在螺尾端头和螺母相对位置划线,将螺母退回60°左右;用扭矩扳手测定拧回至原来位置时扭矩值,并做好记录,4.6.4 JTG/TF50-2011 《公路桥涵施工技术规范》: 采用扭矩法施拧高强螺栓连接副,在螺栓螺母上做标记,然后将螺母退回30°,再用检查扭矩扳手将螺母重新拧到原来位置。 4.6.5 计算
标准螺栓强度等级
标准螺栓强度等级说明 钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级 性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓级和级是指螺栓的抗剪切应力等级为和 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用""表示强度的,X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度(因为按标识规定:屈服强度/ 抗拉强度=Y/10)
如级 则此螺栓的抗拉强度为:400MPa;屈服强度为:400*8/10=320MPa。 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量:当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#,6#, 7#, 8#,10#,12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级:
高强度螺栓质量证明书
gb50205-2001 大六角头高强度螺栓连接副成品进场质量合格证明文件检查记录条)检查批次:共 批,第批。 工程名称:产品生产单位: 施工单位: 注:全数检查产品的质量证明文件中文标志及其检验报告。 材料员:质检员: 或项目技术负责人: 年月日年月日 3篇二:钢结构高强螺栓连接 钢结构高强度螺栓连接工程质量控制 篇三:高强螺栓检测 高强螺栓就是高强度的螺栓,属于一种标准件.。高强螺栓的一个非常重要的特点就是限 单次使用,一般用于永久连接,严禁重复使用。按受力状态分为:摩擦型和承压型;按施工 工艺分为:扭剪型高强螺栓和大六角高强螺栓。 高强螺栓的鉴别有专门的仪器,如南京赛峰科技仪器实业有限公司生产的sfgq-2型高强 螺栓检测仪。既能检测高强度大六角螺栓原始预拉力、平均预拉力、平均扭矩、扭矩系数、 标准偏差;又能检测扭剪型高强螺栓的预拉力 资料检验 高强螺栓连接副(螺栓、螺母、垫圈)应配套成箱供货,并附有出厂合格证、质量证明书 及质量检验报告,检验人员应逐项与设计要求及现行国家标准进行对照,对不符合的连接副 不得使用。 1.2 工地复验项目 1.2.1 扭剪型高强螺栓连接副应进行紧固轴力复验。复验用的螺栓连接副应在施工现场 待安装的螺栓批中随机抽取,每批取8套连接副进行复验。试验用的轴力计、应变仪、扭矩 扳手等计量器具应经过标定,其误差不得超过2%。每套连接副只应做一次试验,不得重复使 用,在紧固过程中垫圈发生转动时,应更换连接副,重新试验。(具体检验的合格数值标准可 以查施工手册) 1.2.2 高强度螺栓连接摩擦面的抗滑移系数值应在施工前进行复验。本项要求在制作单 位进行合格试验的基础上,由安装单位进行检测。 高强螺栓检测时每500t钢结构为一批,少于100t按一批计。在工厂处理的摩擦面试件 出厂时应有三组,作为工地复验,抗滑移系数试验的最小值应大于或等于设计规定。否则应 对摩擦面作重新处理。抗滑移系数试验用的试件,应与所代表的钢结构为同一材质、统一摩 擦面处理方法、同批制造、相同运输条件、相同条件存放,同一性能等级的高强螺栓。 高强螺栓检测过程中,当发生下列情况之一时,所对应的荷载可视为试件的滑移荷载: 1) 试验机发生明显的回针现象; 2) 试件侧面划线发生可见的错动; 3) x—y记录仪上变形 曲线发生突变; 4) 试件突然发生“嘣”的响声。 1.3 一般检验项目 1.3.1 高强度连接副的安装顺序及初拧、复拧扭矩检验。检验人员应检查扳手标定记录, 螺栓施拧标记及螺栓施工记录,有疑义时抽查螺栓的初拧扭矩。 1.3.2 高强度螺栓的终拧检验。对扭剪型高强度螺栓连接副,终拧是以拧掉梅花头为标 志,可用肉眼全数检查。非常简便。但在施工过程中,应重点检查初拧扭矩值及观察螺栓终 拧时螺母是否处于转动状态,转动角度是否事宜。 1.3.3 高强度螺栓连接副终拧后应检验螺栓丝扣外露长度,要求螺栓丝扣外露2~3扣为 宜,其中允许有10%的螺栓丝扣外露1扣或4扣,对同一个节点,螺栓丝扣外露应力求一致。 1.3.4 其它检验项目 高强度螺栓连接摩擦面应保持干燥、整洁、不应有飞边、毛刺、焊接飞溅物、焊疤、氧
高强度螺栓定义及表示方法
带M字头的都是螺栓,并非专指高强螺栓。 一般的六角头螺栓的标定一边为下述格式 M30*300-10.9-tZn 其中M30标示螺纹规格,也就是螺纹外径为30mm,300为螺栓可用长度,也就是公称长度,10.9级标示螺栓的使用性能等级,tZn为表面处理方式。 其他的形式的螺栓也有其自己的的表达方法,不过一般带螺纹的都要以"M"开头,螺母也一样。 重点讲性能等级。 螺栓的性能等级从小到大分为3.6、4.6、4.8、5.6、5.8、6.8、8.8、10.9、12.9这么多等级。这种标记方法意思以10.9为例 10标示该螺栓抗拉强度的1/100,也就是说该等级螺栓的抗拉强度必须达到1000MPa等级,实际可能高于1000MPa。 GB/T3098.1规定该等级螺栓的最小抗拉强度必须要大于1040MPa。 小数点后面的标示屈强比,也就是螺栓的(屈服强度/抗拉强度)=0.9 即屈服强度=1000*0.9=900MPa,该等级螺栓的屈服强度必须要高于900MPa才算合格。 通常我们将8.8、10.9、12.9这三个等级的螺栓称为高强螺栓。 要注意的是,GB/T3098.1中对这三个等级的螺栓都没有给出屈服强度的具体数值,这是因为对高强螺栓而言0.8、0.9都是该等级所规定的最小屈强比,由于高强螺栓都用于非常重要的链接,市面上没有现货出售,必须向螺栓生产厂家预定,因此具体的屈强比一般都是由购买方提出具体数值来生产的。 螺栓强度等级标记代号由“?”隔开的两部分数字组成。标记代号中“?”前数字部分的含义表示公称抗拉强度,如4.8级的“4”表示公称抗拉强度400N/MM2 的1/100。标记代号中“?”和点后数字部分的含义表示屈强比,即公称屈服点或公称屈服强度与公称抗拉强度之比。如4.8级产品的屈服点为320 N/mm2。 碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8 8.8级螺栓的前一个8的含义是每平方毫米的抗拉强度是800牛也就是80公斤的拉力,后一个八的意思是8.8级产品的屈服点为6400N/mm2 至于8.8s是高强钢螺栓,与普通8.8级螺栓的区别是安装时需加载一定预紧力,不可重复使用。 螺栓概念螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。
高强度螺栓级别分类
高强度螺栓级别分类 长度=连接板层总厚+紧固长度加长值+螺母公称厚度+垫圈个数*垫圈厚度+3*螺纹螺距 高强螺栓就是高强度的螺栓,属于一种标准件. 高强螺栓主要应用在钢结构工程上,用来连接钢结构钢板的连接点. 高强螺栓分为扭剪型高强螺栓和大六角高强螺栓,大六角高强螺栓属于普通螺丝的高强度级,而扭剪型高强螺栓则是大六角高强螺栓的改进型,为了更好施工. 高强螺栓的施工必须先初紧后终紧,初紧高强螺栓需用冲击型电动扳手或扭矩可调电动扳手;而终紧高强螺栓有严格的要求,终紧扭剪型高强螺栓必须用扭剪型电动扳手,终紧扭矩型高强螺栓必须用扭矩型电动扳手. 大六角强螺栓由一个螺栓,一个螺母,两个垫圈组成。 扭剪型高强螺栓由一个螺栓,一个螺母,一个垫圈组成 等级。碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、 10.9、12.9共10个性能等级。不锈钢分为60,70,80( 奥氏体);50,70,80,110(马氏体);45,60(铁氏体)三类。 高强度螺栓连接具有安装简便、迅速、能装能拆和承压高、受力性能好、安全可靠等优点。它的特点是:(1)改善结构受力情况。采用摩擦型高强度螺栓连接所受的力靠钢板表面的磨擦力传递,传递力的面积大、应力集中现象得到改善,提高了构件的疲劳强度。 (2)螺栓用量少。高强度螺栓承载能力大、一个直径d=22 mm的40硼钢高强度螺栓的承载能力为:而一个23 mm直径的普通铆钉的抗剪强度为: 可见高强度螺栓的承载能力比铆钉高约18%、在受力相同的情况下,高强度螺栓的数量相对比铆钉数量少。因此节点拼接板的几何尺寸就小,可以节省钢材。 (3)加快施工进度。高强度螺栓施工简便,对于一个不熟悉高强度螺栓施工的工人,只要经过简单的培训,就可以上岗操作。 (4)在钢结构运输过程中不易松动,且在使用中减少维护工作量。如果发生松动即可个别更换,不影响其周围螺栓的连接。 (5)施工劳动条件好,而且栓孔可在工厂一次成型,省去二次扩孔的工序。 分类: (1)摩擦型高强度螺栓:适用于钢框架结构梁、柱连接,实腹梁连接,工业厂房的重型吊车梁连接,制动系统和承受动荷载的重要结构的连接。 (2)承压型高强度螺栓:可用于允许产生少量滑动的静载结构或间接承受动荷载的构件中的抗剪连接。(3)抗拉型高强度螺栓:螺栓受拉时,疲劳强度较低,在动载作用下,其承载能力不易超过0.6P(P为螺栓的允许轴力),因此,仅适用于静载作用下使用,如受压杆件的法蓝对接、T型接头等。 1、高强度螺栓连接副的概念理解 不少工程人员错误认为扭剪型高强度螺栓是摩擦型的,而大六角高强度螺栓是承压型的。高强度螺栓在生产上全称叫高强度螺栓连接副,一般不简称为高强螺栓。每一个连接副包括一个螺栓,一个螺母,两个垫圈,均是同一批生产,并且是在同一热处理工艺加工过的产品。根据安装特点分为大六角头螺栓和扭剪型螺栓。根据高强度螺栓的性能等级分为8.8级和10.9级,其中扭剪型只在10.9级中使用。在标示方法上,小数点前数字表示热处理后的抗拉强度,小数点后的数字表示屈强比即屈服强度实测值与极限抗拉强度实测值之比。8.8级表示螺栓杆的抗拉强度不小于800MPa,屈强比为0.8;10.9级表示螺栓杆的抗拉强度不小于1000MPa,屈强比为0.9。结构设计中高强螺栓直径一般有M16/M20/M22/M24/M27/M30,不过M22/M27为第二选择系列,正常情况下选用M16/M20 /M24/M30为主。 高强度螺栓连接副组装时,螺母带圆台面的一侧应朝向垫圈有倒角的一侧。对于大六角头高强度螺栓连接副