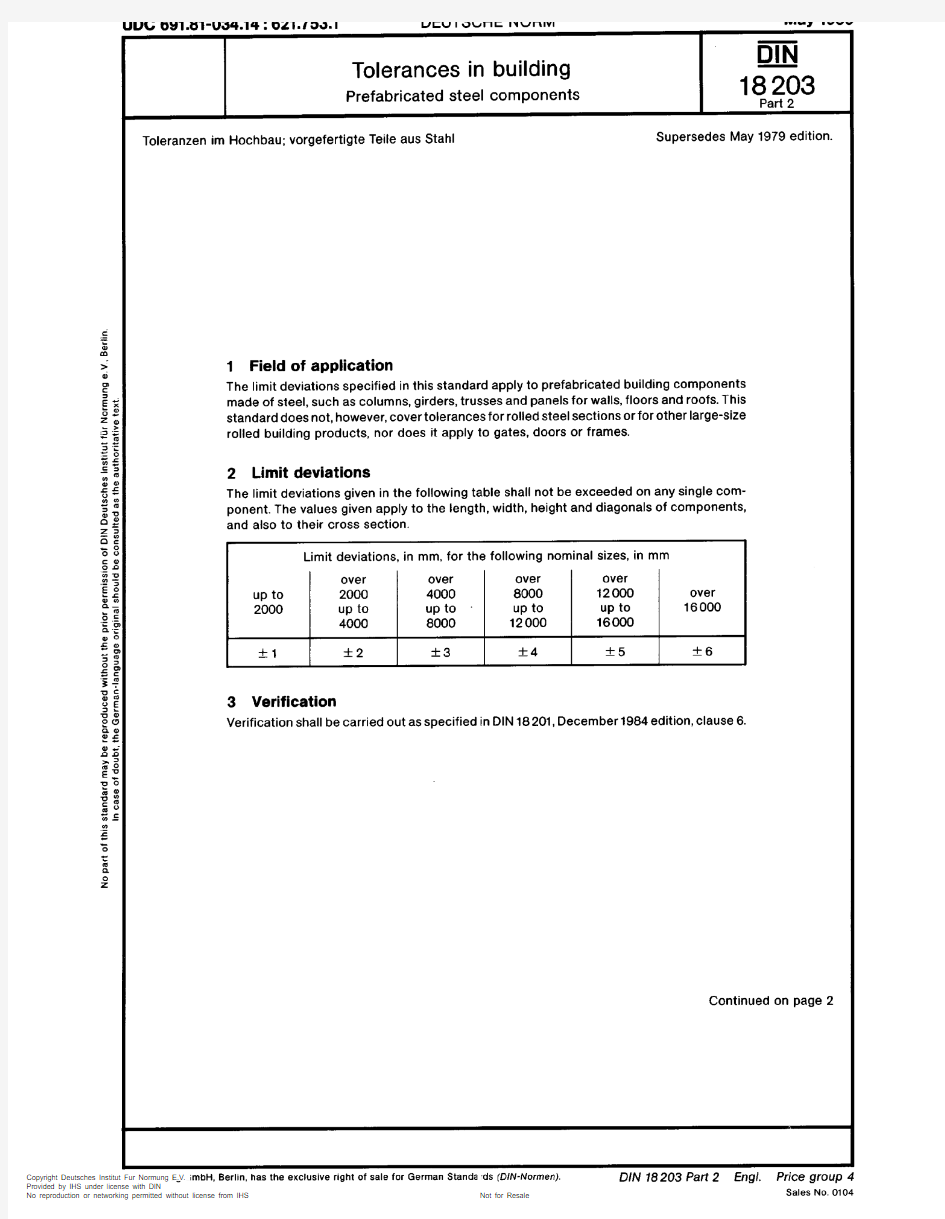
DIN 18203-2-1986 高层建筑尺寸公差.钢预制件成品
--`,,,`-`-`,,`,,`,`,,`---
标准分享网 https://www.360docs.net/doc/907301037.html, 免费下载--`,,,`-`-`,,`,,`,`,,`---
塑料件尺寸公差
塑料件尺寸公差 1.范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。 本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。 2.引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。 GB1800-79 公差与配合总论标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验 机械制图尺寸公差与配合注法 3.定义 基本尺寸basic size 设计给定的尺寸。 实际尺寸actral size 通过测量所得的尺寸。 尺寸公差dimensional tolerance 允许尺寸的变动量。 尺寸偏差dimensional deviation 某一尺寸减去基本尺寸所得的代数差。 塑料收缩率plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。 径向收缩率radial shringkage 指料流方向的塑料收缩率。 切向收缩率tangential shringkage 指垂直于料流方向的塑料收缩率。 收缩特性值contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。 受模具活动部分影响的尺寸size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。 尺寸公差、偏关的规定 基本尺寸范围为~3至600mm。基本尺寸分段~3至120mm。采用不均匀递增数列:140~1600mm,采用R20优先数系。 2公差等级及数值 公差等级分为10级,每一级公差数值按表1规定。 表1
钣金件通用公差精度的标准
钣金件通用公差精度标准 1 目的 采用统一规范的未注公差标准,规范钣金件设计、生产、验收标准,保证钣金加工件精度要求。(1)能有效简化制图,节省设计时间,高效地进行信息交换。(2)突出图样上注出公差的尺寸,方便生产制造。(3)简化检验要求,有助于质量管理。最终能达到高质量、高效率生产。 2 适用范围 从标准颁布之日起试运行,适用于颁布以后新设计钣金件(以前设计的钣金件,还按照原标准进行制造及验收)。从设计出图、生产制造到产品验收的整个阶段,按照本标准运行。 3 职责 技术中心 技术中心按照该标准进行设计,标准参考见附录一。对功能上无特殊要求的要素采用一般公差,在图样上可不注出其公差,只须在技术要求或技术文件中说明参照本标准。图样上尺寸未注公差的一般公差的公差等级,需考虑通常的车间精度。 (1)对任一单一尺寸,当功能上允许的公差等于或大于一般公差时,采用一般公差,既不需标注其公差。 (2)当要素的功能允许比一般公差大的公差,在制造上比一般公差更为经济时,其相应的极限偏差数值要在尺寸后注出。 (3)由于功能上的需要,某要素要求采用比一般公差小的公差值,应在尺寸后注出其相应的极限偏差数值。 制造中心(主指钣金件供应商) 制造中心按照该标准进行生产,标准参考见附录一。设计图样中标注公差项,依照标注的偏差数值进行生产。而对于设计图样中未注公差项,应依照规范的标准偏差数值进行生产。如果供应不能加工出设计标注的精度要求时,应与主设计人员沟通协商解决。 品质管理部 品质管理部按照该标准进行验收,标准参考见附录一。品质管理部严格按照未注
公差的标准进行钣金件的验收工作。对于超出一般公差的工件,如未达到损害其功能时及影响外观时,请与主设计人员联系,以判定是否可让步接收(但并不能说明以后都可降低标准)。若工件的功能受到损害时请供应商返工或报废。 4 制定本标准依据 参考国际标准:ISO 2768, 国家标准:GB/T 1184-1996、GB/T 1804-2000。以及现有生产供应商提供的数据(即加工所能达到的常规精度),制定出钣金件加工精度的规范未注公差标准,规定未注出公差尺寸的一般公差的公差等级和极限偏差数值。 本标准解释权归精密系统事业部技术中心标准产品室
钣金技术要求大全
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 8.未注形状公差应符合GB1184-2000. 9.未标注尺寸公差应该按照GB/T1804-m 10.铸件公差带对称于毛坯铸件基本尺寸配置。 11.未注圆角半径R5。 12.未注倒角均为2×45°。 13.锐角倒钝。 23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。 25.装配过程中零件不允许磕、碰、划伤和锈蚀。 26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。 28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。 68.补焊前必须将缺陷彻底清除,坡口面应修的平整圆滑,不得有尖角存在。 84.加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。 钣金技术要求大全 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 4.经调质处理,28HRC~32HRC。 5.零件进行高频淬火,350~370℃回火,40HRC~45HRC。 6.渗碳深度0.3mm。 7.进行高温时效处理。 8.未注形状公差应符合GB1184-2000. 9.未标注尺寸公差应该按照GB/T1804-m 10.铸件公差带对称于毛坯铸件基本尺寸配置。 11.未注圆角半径R5。 12.未注倒角均为2×45°。 13.锐角倒钝。
14.各密封件装配前必须浸透油。 15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。 21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验 部门的合格证方能进行 装配。 27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧 力矩紧固。 29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度 的60%,并应均匀分布。 30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。 32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧 不均现象。 33.粘接后应清除流出的多余粘接剂。 34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称 于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。 在上述范围内用塞尺检 查时,0.03mm的塞尺不得塞入外圈宽度的1/3。 36.轴承外圈装配后与定位端轴承盖端面应接触均匀。 37.滚动轴承装好后用手转动应灵活、平稳。 38.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。 39.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合 面和端面包持平齐状 换页 态下钻铰、配销。销打入后不得松动。 40.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不 应小于70%。 41.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核 现象,在接触角外的
钣金件技术要求
钣金件通用技术标准 本标准为产品设计者提供本公司一般的设计要求,也为质检员提供检验与判定的参考依据,同时也作为供应商产品加工的标准。此标准按钣金制作,也适合其他金属件加工的零配件和产品。 一.材料要求: 除图纸特别说明外,一般材料采用优质A3冷板(Q235A)。材料厚度符合GB709-88标准,其力学性能符合GB2975-82标准,化学成分符合GB222-84,并由供应商提供相关原材料检测报告。 二.表面要求: 1.外观:光洁平整,去除毛刺、锐边,无变形等缺陷; 2.喷涂:颜色与图纸要求或样件及色板一致,喷涂前必须经过酸洗和磷化处理(参 考GB8923-88),无挂滴、条纹、起泡、桔皮、剥落、划伤等缺陷,附着力性能可靠,划格试验不大于1级,具体标准参考表一。一般情况下涂层厚度在39~120μm之间; 3.电镀:表面镀锌结晶细致,色泽均匀,结合牢固,不允许有生锈、表层不干净、 划伤、凹坑等缺陷(参考钢铁制作机械镀锌标准要求JB/T8928-1999); 4.耐蚀性:中性盐雾实验(GB/T 1771-1991)车身内配件外表面500h后划叉处单边 扩蚀宽度≤2mm,未划叉区域无起泡、开裂、剥落、掉粉、明显变色、明显失光等涂膜病态现象内腔中性盐雾120h后红锈面积小于10%.;车身外配件1000h后基体无锈蚀。 5.丝印:文字、图案及颜色依据图纸要求,无偏斜、模糊、重影、针孔等缺陷,具 体检验标准参考附表二。 6.对于外观分为A 、B、C、D四个等级。
三.加工: 1.下料:非模具开料时必须打磨尖角和毛刺,模具落料时,未注圆角半径取料厚; 2.折弯:未注折弯内圆角半径取材料厚度, 3.焊接:牢固、平整,无虚焊、夹渣、气孔、堆积、变形等缺陷,影响到装配及外 观的部分必须打磨平整; 4.精度:未注尺寸公差按GB/T1800.3-1998中的IT14级精度制制作,同时图纸上所 标注的尺寸均为表面处理后的状态,具体数据参见表三。 附表一 划格试验 GB/T 9286-1998系等效采用国际标准ISO 2409:1992《色漆和清漆——划格试验》(第二版),代替等效采用ISO 2409:1972的GB 9286-88。该标准规定了以直角网格图形
钣金件检验规程
1.目的:规范钣金结构件的检验标准,以使各过程的产品质量得以控制。 2.适用范围: 本标准适用于各种钣金结构件的检验,图纸和技术文件同时使用。当有冲突时,以技术规范和客户要求为准。 3.引用标准: 本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行 GB/T1800.1-2009产品几何技术规范极限与配合第1部分:公差、偏差、和配合的基础 GB/T1800.2 -2009产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表 GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差 未注形位公差按GB/T1184 -1996 形状和位置公差未注公差值执行。 4。原材料检验标准 4.1金属材料: 4.1.1钣材厚度及质量应符合国标,采用钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2通用五金件、紧固件 4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.2.2性能:试装配与使用性能符合产品要求。
5、工序质量检验标准 5.1冲裁检验标准 5.1.1 对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 5.1.2 图纸中未明确标明之尖角(除特别注明外)均为R1.0。 5.1.3 冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。 5.1.4毛刺:冲裁后毛刺高L≤5%t(t为板厚)。 5.1.5 划伤、刀痕:以用手触摸不刮手为合格,应≤0.1mm。 5.1.6平面度公差要求见表一。 附表一、未注平面度公差要求 5.2 折弯检验标准 5.2.1 毛刺:折弯后挤出毛刺高L≤10%t(t为板厚)。 5.2.2 压印:看得到有折痕,但用手触摸感觉不到。(有特殊表面要求和镜面除外) 5.2.3 折弯变形标准按照《表二》及《表三》。 【附表二:对角线公差要求】
塑料零件普通尺寸公差
1/5 转向器设计手册 PDC-208 2007年9月25日制定塑料零件普通尺寸公差 年 月 日 次修订1、适用范围 本标准就转向机的塑料零件的图纸尺寸当中,在图纸及检查方法尚未用数字记入尺寸公差的长度尺寸,规定了普通尺寸公差。 2、应用方法 在塑料零件的图纸上,原则上指定本标准中规定的塑料零件的尺寸公差为并级(PLC),只对特别必要的零件才记入相当于精度等级或特别级的数值,一般来说要避免指定精度(PLB)或特别级(PLA)。 3、用语的意义 本标准中使用的主要术语的意义如下。 (1) 塑料零件 在这里规定的塑料零件,是指第4项表1所示的以树脂为原料、通过喷射成型 或压缩成型、涂装、电镀、热压、真空蒸、装配、其他后处理工艺而完成的零 件。 (2) 长度尺寸 长度尺寸是表示距离的普通尺寸 备注:长度以外的尺寸有曲率半径、拔模斜度、平行度、偏心、弯曲、凸凹度、 挠曲度、角度划分等。 4、树脂的种类 数值根据成型的种类,按表1分类。 分类 种类 树脂名 第一类 能得到高精度成型品的树脂 尿素树脂、酚醛树脂、乙酰 纤维素、醋酸铬酸纤维素、 苯乙烯、AC聚合物、ABS聚 合物、聚碳酸酯、甲苯丙烯 树脂 第二类 能得到一般精度成型品的树脂三聚氰酰胺、聚缩醛、聚酰 脂 聚丙烯,聚乙烯 第三类 只能得到粗精度的成型品的树 脂
公差分为如下的3个等级。 (1) 并级(PLC) 用普通金属模型,按一定的成型条件得到尺寸公差。 (2) 精级(PLB) 用高精度金属模型,按被管理的成型条件得到的尺寸公差。 其方法是:在塑料零件当中,由于产品形状、原料树脂、成型方法、技术模型,成型条件的不同,原定尺寸会产生偏差,测定这个尺寸偏差,将结果反馈、修正模型或更改成型条件,以提高产品精度。 (3) 特别级(PLA) 对于金属模型、成型条件进行最严格的管理而得到的尺寸公差。按“精级”的管理步骤、多次反复的进行而得到的尺寸公差,表示制造质量的界线值。 备注:树脂的种类于各级公差的绝对值之间的关系示于表2,公差的绝对值为5级。 树脂的种类 公差的绝对值 小 大 第1级 特别级 精级 并级 第2级 特别级 精级 并级 第3级 特别级 精级 并级
钣金加工技术要求
1.表面应平整光滑,不得有明显锤印; 2.焊接采用氩弧焊; 3.表面抛光达XX;(如果是不锈钢) 4.未注壁厚均为XX.(如图形效复杂尺寸无法标全) 5.盛水试验不得泄漏.(如有密封要求) 技术要求 1。材料**(要写明材料的名称和规格,有的要求写出国标代号)2。焊接要求。 3。未注圆角。 4。后处理要求(如涂装等) 5。未注公差 1.先住明你的尺寸和公差参照的标准,如ASME ... 2,限制材料的声明, 3,检测的基准和需要FAI 的尺寸; 4,表面处理要求; 5,无污染和油污; 6,重要尺寸CTF和公差表; 7,材料; 8,毛刺等等;
《钣金加工检验标准(DOC 10)》资料详细说明:1. 目的 规范钣金结构件的检验标准,以使各过程的产品质量得以控制。 2. 适用范围 本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。当有冲突时,以技术规范和客户要求为准。 3. 引用标准 本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3-1998 极限与配合标准公差和基本偏差数值表 GB/T1800.4 -1998 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差 未注形位公差按GB/T1184 –1996 形状和位置公差未注公差值执行。 4. 原材料检验标准 4.1金属材料 4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2塑粉 4.2.1塑粉整批来料一致性良好,有出厂证明与检验报告,包含粉号、色号以及各项检验参数。 4.2.2试用后符合产品要求(包括颜色、光泽、流平性、附着力等)。 4.3通用五金件、紧固件
塑料件尺寸公差及性能
塑料件尺寸公差 1. 范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。 本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。 2. 引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。 GB1800-79 公差与配合 总论 标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验 GJB4458.5-84 机械制图 尺寸公差与配合注法 3. 定义 3.1基本尺寸 basic size 设计给定的尺寸。 3.2实际尺寸 actral size 通过测量所得的尺寸。 3.3尺寸公差 dimensional tolerance 允许尺寸的变动量。 3.4尺寸偏差 dimensional deviation 某一尺寸减去基本尺寸所得的代数差。 3.5塑料收缩率 plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。 3.6径向收缩率 radial shringkage 指料流方向的塑料收缩率。 3.7切向收缩率 tangential shringkage 指垂直于料流方向的塑料收缩率。 3.8收缩特性值 contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。 3.9受模具活动部分影响的尺寸 size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。 4 公差及偏差规定 4.1尺寸公差、偏关的规定 基本尺寸范围为~3至600mm 。基本尺寸分段~3至120mm 。采用不均匀递增数列:140~1600mm ,采用R20优先数系。 4.2公差等级及数值 公差等级分为10级,每一级公差数值按表1规定。 4.3 偏差的规定 本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。例如:Φ60mm 的6级公差为0.32mm ,其上下偏差可分配为: Φ60+0.300mm ,Φ600-0.32mm ,Φ60+0.20-0.12mm ,Φ60+0.42+0.12mm ,Φ60+0.16-0.16 mm 4.4 受模具活动部分影响的尺寸公差 受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。1、2级附加值为0.02mm :3、4级附加值为0.04mm :5至7级附加值为0.1mm :8、10级附加值为0.2mm : 5 未注公差
钢板厚度偏差
热轧钢板厚度的允许偏差( 摘自GB/ T709—1988) 较高轧制精度: 公称厚度 在下列宽度时的厚度允许偏差/ mm ( 钢板和钢带) / mm 600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0. 35~0. 50 ±0. 05 ±0. 05 ----- >0. 50~0. 60 ±0. 06 ±0. 06 ----- >0. 60~0. 75 ±0. 07 ±0. 07 ----- >0. 75~0. 90 ±0. 08 ±0. 08 ----- >0. 90~1. 10 ±0. 09 ±0. 09 ----- >1. 10~1. 20 ±0. 10 ±0. 11 ±0. 11 ---- >1. 20~1. 30 ±0. 11 ±0. 12 ±0. 12 ---- >1. 30~1. 40 ±0. 11 ±0. 12 ±0. 12 ---- >1. 40~1. 60 ±0. 12 ±0. 13 ±0. 13 ---- >1. 60~1. 80 ±0. 13 ±0. 14 ±0. 14 ---- >1. 80~2. 00 ±0. 14 ±0. 15 ±0. 16 ±0. 17 --- >2. 00~2. 20 ±0. 15 ±0. 16 ±0. 17 ±0. 18 --- >2. 20~2. 50 ±0. 16 ±0. 17 ±0. 18 ±0. 19 --- >2. 50~3. 00 ±0. 17 ±0. 18 ±0. 19 ±0. 20 ±0. 23 -- >3. 00~3. 50 ±0. 18 ±0. 19 ±0. 20 ±0. 22 ±0. 26 -- >3. 50~4. 00 ±0. 21 ±0. 22 ±0. 24 ±0. 26 ±0. 30 -- >4. 00~5. 50 +0. 10 - 0. 30 +0. 15 - 0. 30 +0. 10 - 0. 40 +0. 20 - 0. 40 +0. 25 - 0. 40 -- >5. 50~7. 50 +0. 10 - 0. 40 +0. 10 - 0. 50 +0. 10 - 0. 50 +0. 20 - 0. 50 +0. 25 - 0. 60 -- >7. 50~10. 0 +0. 10 - 0. 70 +0. 10 - 0. 70 +0. 20 - 0. 70 +0. 20 - 0. 70 +0. 25 - 0. 70 -- >10. 0~13. 0 +0. 10 - 0. 70 +0. 10 - 0. 70 +0. 20 - 0. 70 +0. 30 - 0. 70 +0. 35 - 0. 70 --
钣金件未注公差精度的规范标准(试行)0614
钣金件未注公差精度的规范标准(试行) 1 目的 采用统一规范的未注公差标准,规范钣金件设计、生产、验收标准,保证钣金加工件精度要求。(1)能有效简化制图,节省设计时间,高效地进行信息交换。(2)突出图样上注出公差的尺寸,方便生产制造。(3)简化检验要求,有助于质量管理。最终能达到高质量、高效率生产。 2 适用范围 从标准颁布之日起试运行,适用于颁布以后新设计钣金件(以前设计的钣金件,还按照原标准进行制造及验收)。从设计出图、生产制造到产品验收的整个阶段,按照本标准运行。 3 职责 技术中心 技术中心按照该标准进行设计,标准参考见附录一。对功能上无特殊要求的要素采用一般公差,在图样上可不注出其公差,只须在技术要求或技术文件中说明参照本标准。图样上尺寸未注公差的一般公差的公差等级,需考虑通常的车间精度。 (1)对任一单一尺寸,当功能上允许的公差等于或大于一般公差时,采用一般公差,既不需标注其公差。 (2)当要素的功能允许比一般公差大的公差,在制造上比一般公差更为经济时,其相应的极限偏差数值要在尺寸后注出。 (3)由于功能上的需要,某要素要求采用比一般公差小的公差值,应在尺寸后注出其相应的极限偏差数值。 制造中心(主指钣金件供应商) 制造中心按照该标准进行生产,标准参考见附录一。设计图样中标注公差项,依照标注的偏差数值进行生产。而对于设计图样中未注公差项,应依照规范的标准偏差数值进行生产。如果供应不能加工出设计标注的精度要求时,应与主设计人员沟通协商解决。 品质管理部 品质管理部按照该标准进行验收,标准参考见附录一。品质管理部严格按照未注
公差的标准进行钣金件的验收工作。对于超出一般公差的工件,如未达到损害其功能时及影响外观时,请与主设计人员联系,以判定是否可让步接收(但并不能说明以后都可降低标准)。若工件的功能受到损害时请供应商返工或报废。 4 制定本标准依据 参考国际标准:ISO 2768, 国家标准:GB/T 1184-1996、GB/T 1804-2000。以及现有生产供应商提供的数据(即加工所能达到的常规精度),制定出钣金件加工精度的规范未注公差标准,规定未注出公差尺寸的一般公差的公差等级和极限偏差数值。 本标准解释权归精密系统事业部技术中心标准产品室 5 发放范围 技术中心、制造中心、品质管理部。 6 更改记录 附录一钣金件未注公差精度标准(单位:mm)
钢板厚度偏差
钢板厚度偏差 因为8mm钢板一般是热轧状态的,按轧制精度分较高精度(A)和普通精度(B)两极。厚度公差又按钢板的宽度来确定。如8mm的较高精度:宽度600-1000的允许偏差为+0.10,-0.70;宽度1000-2000的允许偏差为+0.20,-0.70;宽度2000-2300的允许偏差为+0.25,-0.70;而普通精度:宽度600-1000的允许偏差为+0.20,-0.80;宽度1000-750的允许偏差为+0.30,-0.80;宽度1500-2000的允许偏差为+0.35,-0.80;宽度2000-2300的允许偏差为+0.45,-0.80;宽度23000-2700的允许偏差为+0.6,-0.80;。 宝山钢铁股份有限公司企业标准 热连轧钢板及钢带的尺寸、 Q/BQB 301-2003 外形、重量及允许偏差代替Q/BQB 301-1999 1 范围 本标准规定了热连轧钢板及钢带的尺寸、外形、重量及允许偏差。 本标准适用于宝山钢铁股份公司生产的热连轧钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 8170-1987 数值修约规则 3 术语和定义 3.1 酸洗表面 用盐酸将热轧钢板及钢带上的氧化铁皮清除后得到的表面。 4 分类和代号 4.1 按边缘状态分为 切边 EC 不切边 EM 4.2 按轧制精度分为 普通厚度精度 PT.A 较高厚度精度 PT.B 4.3 按表面处理方式分为 酸洗表面 非酸洗表面 如未说明表面处理方式时,是指非酸洗表面。 4.4 按产品类别分为 热轧钢带(简称:钢带) 热轧钢板(简称:钢板) 热轧纵切钢带(简称:纵切钢带)
钣金件公差技术要求
DKBA 华为技术有限公司内部技术规范 Technical Specification of Huawei Technologies Co., Ltd DKBA0.400.0174 REV.A 钣金件公差技术要求 Technical Specification of Sheetmetal Tolerance 2011年08月30日发布 2011年09月01日实施 Released on Aug 30, 2011 Implemented on Sep 01, 2011 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究
修订声明Revision declaration 本规范拟制与解释部门:华为技术有限公司整机工程部 本规范的相关系列规范或文件: 相关国际规范或文件一致性: 替代或作废的其它规范或文件: 相关规范或文件的相互关系:
目录 1.钣金件公差等级代号及数值 (5) 2.公差等级表的应用 (9) 2.1.公差等级选用要求 (9) 2.2.公差在图纸中的标注 (9) 3.其它说明 (9) 4.参考文献 (9) 表目录 表1.钣金公差数值表 (5) 图目录 未找到目录项。
钣金件公差技术要求 Technical Specification of 范围: 本规范规定了钣金结构件的尺寸公差等级代号及公差数值。 本规范适用于钣金结构件。非金属材料冲裁件、成型件可参照执行。 本规范只是对公差精度等级及其数值的定义,不是对结构公差设计的具体指导,结构公差设计指导请参考《结构公差设计指南》。 简介: 结构件尺寸公差是结构件的重要属性,本规范规定了钣金结构件的尺寸公差等级代号及公差数值,以及如何选用这些公差数值。不同的加工方式所能达到的精度等级也有说明。 关键词: 钣金、尺寸、公差 引用文件: 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 缩略语: 术语和定义:
钣金件通用技术条件
钣金件通用技术条件 1.主题与范围 1、1 本通用技术条件规定了我公司钣金产品(箱、柜、操作台、架等)相关得技术要求。 1、2 本通用技术条件适用以金属板材、带材、标准型材、管材、金属丝材为原料,以剪切、冲压、 拉伸、折弯、拼焊等工艺方法成型得钣金件。 1、3 凡设计文件未明确技术要求得钣金件,均应按本通用技术条件得相应要求进行制造与验收。1、4 在某些工序中采用车削、洗削、刨切、钻孔等机械加工方法时技术要求可参照通用技术条件相 应条款或按GB1804公差与配合,GB1804形状与位置公差及相应得粗糙度选用。 2、钣金零件通用技术条件 2、1 总则 2、1、1 零件表面上不允许有裂纹、分层、裂口、锈蚀及深度超过零件最小厚度公差得压伤及划伤。 表面上得手汗迹、油痕、斑点、锈蚀、轻微得划伤、压伤等,允许在零件厚度公差范围内进行光滑修磨排除。 2、1、2 零件得内、外边缘应去除毛刺,板厚大于0、5毫米得金属制件要去锐边、倒角或制圆。2、1、3零件允许变薄后得板厚为钢板最小厚度得90%,其它材料变形后得板厚不得小于最小厚度得 85%。 2、1、4零件得表面上允许有模具及夹具留下得痕迹,但不就是剧烈得压伤或凹痕(这些地方得最小 厚度不得低于2、1、3条规定)。 2、2 钣金零件得公差 2、2、1剪切下料得尺寸偏差(表1) 剪切后得尺寸偏差及两对角线长度之差值应控制在表中偏差范围内。 (表1)mm 注:上述尺寸偏差对包容件应取正值,被包容件取负值。 2、2、2 普冲开角、冲孔得尺寸偏差 A) 开角尺寸偏差为+0、3毫米,冲孔孔径尺寸偏差为+0、3毫米。 B) 冲孔得中心距尺寸偏差应符合表2规定
钢板厚度偏差
热轧钢板厚度的允许偏差(摘自GB/T709—1988) 较高轧制精度: 公称厚度(钢板和钢带) /mm 在下列宽度时的厚度允许偏差/mm 600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0.35~0.50 ±0.05 ±0.05 ----->0.50~0.60 ±0.06 ±0.06 ----->0.60~0.75 ±0.07 ±0.07 ----->0.75~0.90 ±0.08 ±0.08 ----->0.90~1.10 ±0.09 ±0.09 ----->1.10~1.20 ±0.10 ±0.11 ±0.11 ---->1.20~1.30 ±0.11 ±0.12 ±0.12 ---->1.30~1.40 ±0.11 ±0.12 ±0.12 ---->1.40~1.60 ±0.12 ±0.13 ±0.13 ---->1.60~1.80 ±0.13 ±0.14 ±0.14 ---->1.80~2.00 ±0.14 ±0.15 ±0.16 ±0.17 --->2.00~2.20 ±0.15 ±0.16 ±0.17 ±0.18 --->2.20~2.50 ±0.16 ±0.17 ±0.18 ±0.19 --->2.50~3.00 ±0.17 ±0.18 ±0.19 ±0.20 ±0.23 -->3.00~3.50 ±0.18 ±0.19 ±0.20 ±0.22 ±0.26 -->3.50~4.00 ±0.21 ±0.22 ±0.24 ±0.26 ±0.30 -- >4.00~5.50 +0.10 -0.30 +0.15 -0.30 +0.10 -0.40 +0.20 -0.40 +0.25 -0.40 -- >5.50~7.50 +0.10 -0.40 +0.10 -0.50 +0.10 -0.50 +0.20 -0.50 +0.25 -0.60 -- >7.50~10.0 +0.10 -0.70 +0.10 -0.70 +0.20 -0.70 +0.20 -0.70 +0.25 -0.70 -- >10.0~13.0 +0.10 -0.70 +0.10 -0.70 +0.20 -0.70 +0.30 -0.70 +0.35 -0.70 --
钣金加工技术要求大全
钣金加工技术要求大全 钣金图纸的技术要求. 一般在技术要求中会注明:" S' X0 R/ P% Y 1.未注公差要求9 y3 g0 [) R" z- r6 i 2.零件的一些细节要求(如:打磨毛刺等) 3.如果需要的放,还要注明表面处理方式要求0 M$ r* D6 ?& |. ]3 {& h+ w) r 4.如果有焊接的话,还会要求对焊道的处理。 钣金技术要求大全 材料**(要写明材料的名称和规格,有的要求写出国标代号);钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。材料外观:平整无锈迹,无开裂与变形。零件尺寸:按图纸与国标要求,重要尺寸零缺陷。性能:试装配与使用性能符合产品要求。 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 4.经调质处理,28HRC~32HRC。 5.零件进行高频淬火,350~370℃回火,40HRC~45HRC。 6.渗碳深度0.3mm。 7.进行高温时效处理。 8.未注形状公差应符合GB1184-2000. 9.未标注尺寸公差应该按照GB/T1804-m 10.铸件公差带对称于毛坯铸件基本尺寸配置。 11.未注圆角半径R5。 12.未注倒角均为2×45°。
13.锐角倒钝。 14.各密封件装配前必须浸透油。 15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 16.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。 17.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 18.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。 19.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。 20.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%, 并应均匀分布。 21.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 22.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不 得低于50%。 23.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。 24.粘接后应清除流出的多余粘接剂。 25.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。 26.轴承外圈装配后与定位端轴承盖端面应接触均匀。 27.滚动轴承装好后用手转动应灵活、平稳。 28.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。 29.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状换页态下钻铰、配销。销打入后不得松动。 30.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。 31.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的 离核面积不得大于非接触区总面积的10%。 32.齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。
DIN 中文版 清晰可打印 塑料模塑件尺寸公差和检验条件
DIN16901 塑料模塑件尺寸公差和检验条件 1 引言 塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起: a) 成型工艺: ——模塑材料的均一性 ——成型设备的设定 ——模具温度 ——模具在成型压力下的弹性变形 b) 模具条件: ——模具尺寸的制造公差(参造DIN 16749) ——模具的磨损 ——模具可动部件间的配合误差 本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。 2 应用范围 本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。 表1 给出了应用于各种模塑材料的推荐公差等级。 3 概念 模塑收缩率 VS 模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。 VS= (1-L W/ L F )*100% 流向收缩率 VSR 流向收缩率是指成型时注射方向的模塑收缩率。 横向收缩率 VST 横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。 模塑收缩率差?VS 模塑收缩率差是指流向收缩率和横向收缩率之差。 ?VS=VSR-VST 更多概念请参考: DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料 DIN 16700 压塑件、传递成型件、挤出、注塑成型件 DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差 DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差 DIN 7724 标准中涉及的高聚物概念 4 公差 在模塑件检验时应使用本公差,详见第5节。 除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。 4.1 一般公差(未注公差尺寸) 一般公差等级见表1中第4列,与表2中公差等级相对应。
钣金件技术要求
钣金件技术要求 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
钣金件通用技术标准 本标准为产品设计者提供本公司一般的设计要求,也为质检员提供检验与判定的参考依据,同时也作为供应商产品加工的标准。此标准按钣金制作,也适合其他金属件加工的零配件和产品。 一.材料要求: 除图纸特别说明外,一般材料采用优质A3冷板(Q235A)。材料厚度符合GB709-88标准,其力学性能符合GB2975-82标准,化学成分符合GB222-84,并由供应商提供相关原材料检测报告。 二.表面要求: 1.外观:光洁平整,去除毛刺、锐边,无变形等缺陷; 2.喷涂:颜色与图纸要求或样件及色板一致,喷涂前必须经过酸洗和磷化处理(参 考GB8923-88),无挂滴、条纹、起泡、桔皮、剥落、划伤等缺陷,附着力性能可靠,划格试验不大于1级,具体标准参考表一。一般情况下涂层厚度在39~ 120μm之间; 3.电镀:表面镀锌结晶细致,色泽均匀,结合牢固,不允许有生锈、表层不干净、 划伤、凹坑等缺陷(参考钢铁制作机械镀锌标准要求JB/T8928-1999); 4.耐蚀性:中性盐雾实验(GB/T 1771-1991)车身内配件外表面500h后划叉处单 边扩蚀宽度≤2mm,未划叉区域无起泡、开裂、剥落、掉粉、明显变色、明显 失光等涂膜病态现象内腔中性盐雾120h后红锈面积小于10%.;车身外配件 1000h后基体无锈蚀。
5.丝印:文字、图案及颜色依据图纸要求,无偏斜、模糊、重影、针孔等缺陷,具 体检验标准参考附表二。 6.对于外观分为A 、B、C、D四个等级。 三.加工: 1.下料:非模具开料时必须打磨尖角和毛刺,模具落料时,未注圆角半径取料厚; 2.折弯:未注折弯内圆角半径取材料厚度,
钣金件通用公差精度的标准.doc
钣金件通用公差精度标准 1目的 采用统一规范的未注公差标准,规范钣金件设计、生产、验收标准,保证钣金加 工件精度要求。(1)能有效简化制图,节省设计时间,高效地进行信息交换。(2)突出图样上注出公差的尺寸,方便生产制造。(3)简化检验要求,有助于质量管理。最终能达到高质量、高效率生产。 2适用范围 从标准颁布之日起试运行,适用于颁布以后新设计钣金件( 以前设计的钣金件 , 还按照原标准进行制造及验收) 。从设计出图、生产制造到产品验收的整个阶段,按照 本标准运行。 3职责 技术中心 技术中心按照该标准进行设计,标准参考见附录一。对功能上无特殊要求的要素 采用一般公差,在图样上可不注出其公差,只须在技术要求或技术文件中说明参照 本标准。图样上尺寸未注公差的一般公差的公差等级,需考虑通常的车间精度。 (1)对任一单一尺寸,当功能上允许的公差等于或大于一般公差时,采用一 般公差,既不需标注其公差。 (2)当要素的功能允许比一般公差大的公差,在制造上比一般公差更为经济 时,其相应的极限偏差数值要在尺寸后注出。 (3)由于功能上的需要,某要素要求采用比一般公差小的公差值,应在尺寸 后注出其相应的极限偏差数值。 制造中心(主指钣金件供应商) 制造中心按照该标准进行生产,标准参考见附录一。设计图样中标注公差项,依 照标注的偏差数值进行生产。而对于设计图样中未注公差项,应依照规范的标准偏差 数值进行生产。如果供应不能加工出设计标注的精度要求时,应与主设计人员沟通 协商解决。 品质管理部 品质管理部按照该标准进行验收,标准参考见附录一。品质管理部严格按照未注 公差的标准进行钣金件的验收工作。对于超出一般公差的工件,如未达到损害其功能 时及影响外观时,请与主设计人员联系,以判定是否可让步接收(但并不能说明以后都 可降低标准)。若工件的功能受到损害时请供应商返工或报废。 4制定本标准依据
宝钢板料卷料公差标准
上海宝钢集团公司企业标准 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 Q/BQB 401-1999 代替 Q/BQB 401-94 1范围 本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。 本标准适用于上海宝钢集团公司冷轧部生产的厚度为~、宽度为900~ 1850mm 的冷连轧钢带以及由它切成的钢板及纵切钢带。 2引用标准 GB 8170-87 数值修约规则 3分类与代号 按边缘状态分为 切边 EC 不切边 EM 按尺寸精度分为 普通厚度精度 高级厚度精度 普通宽度精度 高级宽度精度 普通长度精度 高级长度精度 按不平度精度分为
普通不平度精度 高级不平度精度 钢板及钢带各类别的范围按表1 的规定。 表 1 4定义 钢板以矩形平板状供货。 钢带以成卷供货的钢带。 纵切钢带由钢带经纵切而成的窄钢带。 5尺寸 钢板及钢带的尺寸范围列于表2。 表 2 mm 钢板及钢带的优先公称厚度列于表3。
表 3 mm 钢板及钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 纵切钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 钢板的公称长度为表2所列范围内按50mm进级的任何尺寸。 根据需方需求,经供需双方协商,可以供应表2所列范围内其它尺寸规格的钢板及钢带。 6 尺寸允许偏差 厚度允许偏差 钢板及钢带的厚度允许偏差应符合表4的规定。 钢带两端总长度30m内的厚度允许偏差,当钢带厚度小于时,允许比表4规定的值超出50%;当钢带厚度不小于时,允许比表4规定值超出30%。 钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。 对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许比表4规定值 超出10%。 表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧制宽度。 宽度允许偏差 钢板及钢带的宽度允许偏差应符合表5的规定。 表 4 mm