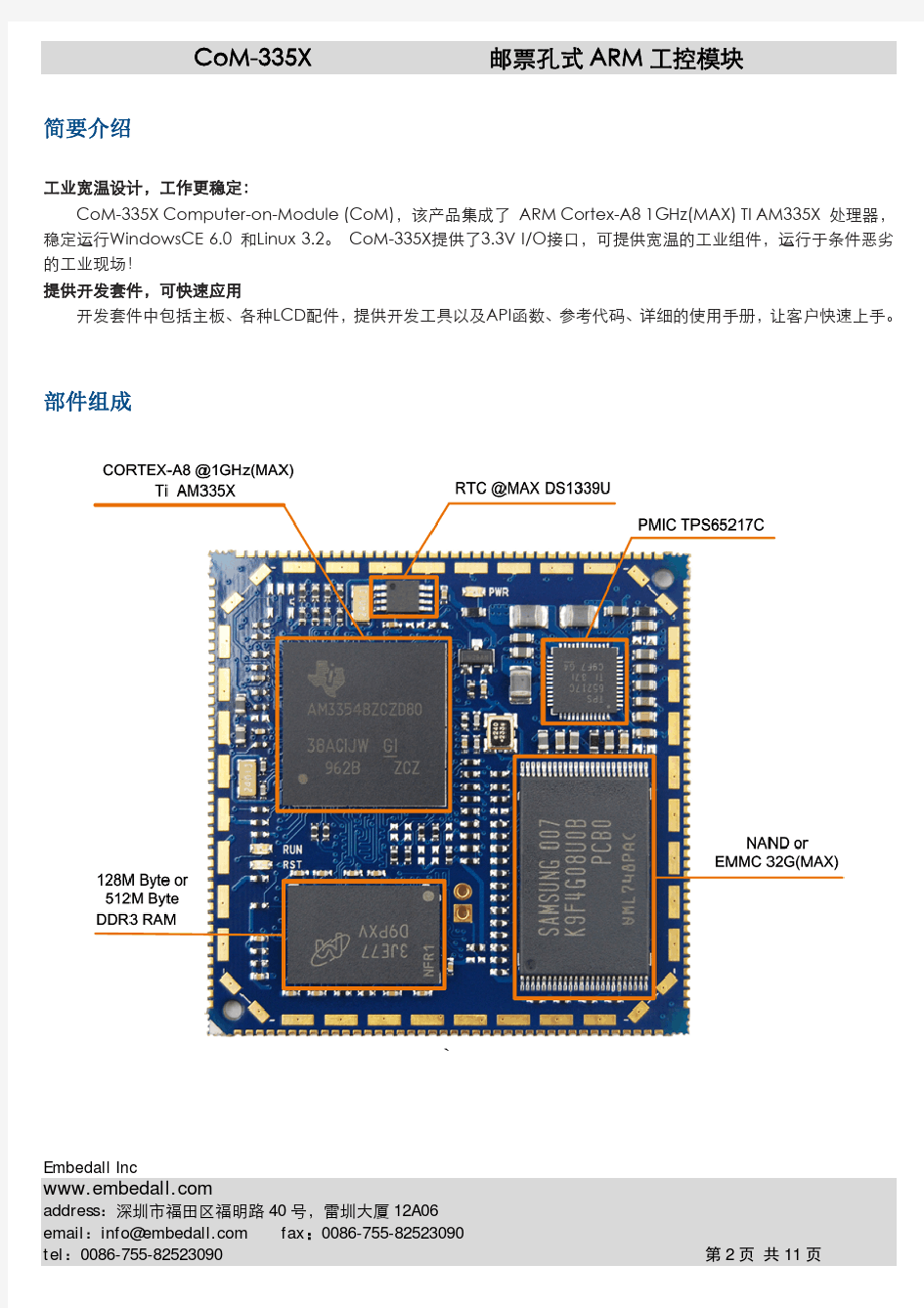
AM335X工控模块

YC1008数字量输入输出模块使用说明书V1.0
YC1008数字量输入输出模块 使用说明书V1.0 目录 一.模块介绍 二.技术参数 三.模块的型号 四.模块尺寸、模块引脚定义、隔离特性 五.模块使用说明 六.通讯协议 七.模块的MODBUS-RTU协议功能码与数据对应表 版本记录:V1.0 2011-11-20 版本创建 一.模块介绍 YC1008数字量输入输出模块广泛应用于工业控制系统,具有广泛的使用意义。YC1008模块的主要特点如下: 1. YC1008系列模块通过隔离变压器和隔离光耦实现了供电电路、数字量输入、数字量输出、通讯电路的相互隔离,模块具有很强的稳定性和抗干扰能力。 2.单电源供电,隔离在模块内部通过隔离变压器和隔离光耦实现,隔离电压2500V。 3. YC1008系列模块实现8路数字量的输入和8路数字量的输出功能。 4. 通讯接口为RS485或232,通讯波特率等参数可配置,通讯协议为MODBUS-RTU。二.技术参数 供电电源 1. 供电电压:DC12V或DC24V,电源反接保护。 2. 电流消耗:<35mA+继电器功耗。 数字量输入 1. 共有8个数字量输入通道,可以接收多种输入信号:无源开关信号(逻辑0表示断开,逻辑1表示闭合);输入信号可以接集电极开漏(OC)输出信号、接近开关信号;输入信号也可以是有源信号(逻辑0表示3~35V,逻辑1表示0~0.5V表示闭合)。 2. 内部采用隔离变压器和隔离光耦实现了输入信号和电源的隔离,隔离电压2500V。数字量输出 1.8路数字量输出信号。 2.数字量输出通过继电器(常开触点)或集电极开漏输出(OC)两种方式实现。 3.该模块配有两种继电器输出:1) 继电器触点负载容量10A/277V AC;2) 继电器触 点负载容量30A/240V AC。
基于工控机的数控系统的实时控制设计
基于工控机的数控系统的实时控制设计 发表时间:2009-1-26 许燕萍杨代华来源:万方数据 关键字:工控机数控系统实时控制 信息化应用调查在线投稿加入收藏发表评论好文推荐打印文本 分析了Windows的定时器原理,设计了一种在Windows平台下执行的实时控制程序,实现了系统微秒级的定时,可满足数控系统运动时对实时性的要求。 0 概述 计算机数控机床(CNC)是20世纪70年代发展起来的机床控制新技术,它综合了计算机、自动控制、测量技术、机械制造等领域的最新成就,使机器工具的生产效率和加工精度得到了极大提高。数控技术的先进与否直接代表了一个国家的机械工业水平,数控产业对于国家的工业现代化,乃至于国家经济安全和国防安全都具有超越其巨大经济价值的战略意义。 数控系统是先进制造装备实现控制功能的核心部件。国内对数控系统的研究由于起步较晚,在技术上还落后于国外一到两代。目前数控产业的高端市场主要由西门子、发那克、GE等大公司主导,我国每年会进口上万台高档数控机床。因此,加强数控技术的研发,发展自主知识产权的数控系统势在必行。 实时控制是数控系统开发的关键技术之一,数控机床的精度一般可达到微米级,本设计主要用作教学实践用,对精度的要求不用太高,设计时可定为0.01 mm,此级精度对于普通的零件加工也是可以满足的。数控机床的速度一般为(2~20)m/min,若要达到0.01姗的定位,系统的响应需达到(0.03~0.3)脚,即需要微秒级的响应。不光是定位,在基于PC机的数控软件中,为了保证对控制对象的实时性处理,包括数据采集、速度处理、插补及位置伺服控制、事件处理等,每一项任务都要在规定的时间内完成。因此,对于底层控制程序的设计是非常重要的。 1 Windows的定时器原理 Windows是一个消息驱动式的操作系统,Windows消息提供了应用程序与应用程序之间、应用程序与Windows系统之间进行通讯的手段。应用程序要实现的功能由消息来触发,并靠对消息的响应和处理来完成。但由于消息传递是非抢先性的,不论事件消息的急与缓,总是按到达的先后顺序排队,这就使得一些外部实时事件可能得不到及时的处理,容易造成实时系统性能不稳定。对实时控制系统而言,在精确的时间段内及时响应消息是实时系统的根本,如果不能保证系统的实时性,实时控制系统也就失去了实际意义。在计算机数控系统开发中,数据插补是一件实时性很强的工作,它要求在给定的时间段内,必须进行插补工作。插补的品质直接决定了系统的加工速度和加工精度。在Windows环境下如何实现实时中断和控制是计算机数控系统开发中的难点之一。 2 实时控制解决方案 在各种实时控制系统中,实时时钟的控制都是关键技术。因为各种控制过程、控制任务都由实时时钟来推进。在Windows环境下,常用的实时时钟获取方法有下面几种: a)设置Win32定时器并响应WM_TIMER消息来进行实时处理:这种方法是最简单的一类方法,在Windows环境下,各种可视化开发工具如VC,Delphi,C++ Builder等,都提供定时器控件Timer。通过设定控件的属性,并响应WM_TMER消息,可以实现一定的定时功能。但是由于Windows提供的定时器是建立在D0sICH中断的基础上,该中断每秒钟发生18.2次,即定时周期为54.945ms,该定时精度远不能满足数控系统对实时性的要求。另外,函数SetTimer ()中指定的计时周期虽以ms为单位,但这个值要转化为54.945ms的整数倍;定时器发送的WM_TIMER消息的优先级相当低,在应用程序的消息队列里要等高优先级的消息处理完后才能被处理。而且Windows在应用程序的消息队
工控机在列控中心系统中的应用
工控机在列控中心系统中的应用 列控中心系统是整个CTCS(China Train Control System)中的一个关键的环节,它作为地面各种轨道信号设备的总负责系统,既需要和CTC/TDCS、计 算机联锁/6502 电气集中、微机监测等既有系统接口,又是地面电子单元(LEU)和点式应答器设备的控制中心,所以列控中心是中国列控系统CTCS- 2 级标准中的核心安全设备。列控中心系统中的上位机是整个系统的监控设备,系统中所有状态都要实时地通过上位机显示给操作人员,以便操作人员能够及 时地了解并处理发生的各种问题。Passau60 是控创公司于2009 年初推出的一 款2U 无风扇工控机,它在列控中心系统中的应用如图所示。系统的监控信息 由各组双冗余的主控制器通过以太网传递到上位机Passau60,同时Passau60 把需要的信息通过以太网送达整个列控系统的微机监测设备。Passau60 能够很好地完成列控中心上位机的工作主要凭借以下几方面的特点:1 无风扇尘密结构 潮湿和灰尘是工控机的两大杀手,对于安装有机箱风扇或机箱开有通风孔的工 控机而言,如何在高湿或高尘环境下长期稳定地工作是一个比较棘手的难题, 定期的滤网除尘和风扇检查、更换等维护工作需要不少成本的投入。而 Passau60 采取了无风扇的全密闭结构,有效地隔绝了灰尘,并最大限度地降低了潮湿空气的进入,同时这种散热方式也避免了因风扇失效导致的系统故障, 使Passau60 成为免维护的设备,是整个系统中稳定可靠的环节。2 丰富的通信接口Passau60 提供了6 个串行通信接口和6 个网络接口,在列控中心上位机的应用中最多会用到6 个以太网接口,而普通的工控机一般只能提供3 个网口, 要想实现同样的功能就需要增加多块以太网卡,不但增加成本,同时也增加了 故障点。而本身即集成6 个网络接口的Passau60 则很轻松地满足了这一需求。Passau60 的串行通信接口采用模块化形式设计,不但可灵活替换,而且一个串
数控直流稳压电源设计
数字电子系统的数控直流稳压电源设计本系统以AT89C51 单片机作为系统的核心,由D/A数字模拟转换模块、按键、LED串口显示模块等模块组成一个数控电源。该系统实现了输出电压:范围 2 ~+20 .0 V,步进0.1V,纹波小于100mV;输出电流:1000mA;输出电压值由数码管显示;由“+”、“-”两键控制输出电压步进增减。输入模块的按键按下之后,单片机有一个输入,单片机将输入的数字一方面给显示模块,让它们在数码管中显示出来;另一部分输给DAC0832,让它转化为模拟量电流输出,通过运算放大器将这模拟量转化为相应的电压,这电压经过放大后控制LM317的控制端,从而实现输出电压的控制。 关键词:AT89C51 单片机, 数控电源, D/A, 直流电源 在现代家庭中各种电器的不断出现,并要求着各种不同值的电源出现,使得家庭购买不同值的电源。数字化的也更加贴近人们的生活,因为它更加的直观,易被接受,大家都开始追求数字化的各类电子产品。数控直流电源有着直观,易操作,各种电压集一身,输出精度和稳定性都较高等优点,所以越来越受广大人们的喜爱。以后家里的电视遥控,电动玩具等都可以共用一个电源。 设计要求 设计并制作有一定输出电压调节范围和功能的数控直流稳压电源,基本要求如下: 1、输出直流电压调节范围2~20V,步进值为0.1V 2、稳压系数小于0.2,纹波电压小于100mv; 3、输出电流为1000mA; 输出电压值用数码管显示,由“+”“-”两键分别控制输出电压步进增和减。 1.2 方案论证 分析本题,根据设计要求先确定了本系统的整体设计原理框图1-1.
采用8位的数字/模拟转换芯片DAC0832是 本系统是基于51单片机的数控电源的设计,8位的单片机,而MX7541是12位数字输入的,因此须用锁存器。而此数控电源要求单步0.1V,2~20V,DAC0832完全可以达到,故选择常用的DAC0832。 可调稳压芯片:根据设计要求输出电压范围2~+20.0V,输出电流1000mA,本文选择了LM317T三端可调稳压芯片。 按键控制模块:由于本数控电源需要用的按键不多,要实现步进为0.1V的设计要求,只需用一个“+”和一个“-”按键,另外再加两个按键用于实现固定电压输出,按键时可直接输出相应电压。4个按键就可实现本题的设计要求,本文采用一般的电平判键按钮。 显示模块:此系统显示的只是最终电源输出的十位、个位和十分位电压值,只需显示出三个数字,选用数码管显示,用普通的数码管显示简单的数字、符号、字母。
线性光耦原理与电路设计,4-20mA模拟量隔离模块,PLC采集应用
1. 线形光耦介绍 光隔离是一种很常用的信号隔离形式。常用光耦器件及其外围电路组成。由于光耦电路简单,在数字隔离电路或数据传输电路中常常用到,如UART协议的20mA电流环。对于模拟信号,光耦因为输入输出的线形较差,并且随温度变化较大,限制了其在模拟信号隔离的应用。 对于高频交流模拟信号,变压器隔离是最常见的选择,但对于支流信号却不适用。一些厂家提供隔离放大器作为模拟信号隔离的解决方案,如ADI的AD202,能够提供从直流到几K的频率内提供0.025%的线性度,但这种隔离器件内部先进行电压-频率转换,对产生的交流信号进行变压器隔离,然后进行频率-电压转换得到隔离效果。集成的隔离放大器内部电路复杂,体积大,成本高,不适合大规模应用。 模拟信号隔离的一个比较好的选择是使用线形光耦。线性光耦的隔离原理与普通光耦没有差别,只是将普通光耦的单发单收模式稍加改变,增加一个用于反馈的光接受电路用于反馈。这样,虽然两个光接受电路都是非线性的,但两个光接受电路的非线性特性都是一样的,这样,就可以通过反馈通路的非线性来抵消直通通路的非线性,从而达到实现线性隔离的目的。 市场上的线性光耦有几中可选择的芯片,如Agilent公司的HCNR200/201,TI子公司TOAS的TIL300,CLARE的LOC111等。这里以HCNR200/201为例介绍2. 芯片介绍与原理说明 HCNR200/201的内部框图如下所示 其中1、2引作为隔离信号的输入,3、4引脚用于反馈,5、6引脚用于输出。 1、2引脚之间的电流记作IF,3、4引脚之间和5、6引脚之间的电流分别记作IPD1和IPD2。输入信号经过电压-电流转化,电压的变化体现在电流IF上,IPD1和IPD2基本与IF成线性关系,线性系数分别记为K1和 K2,即 K1与K2一般很小(HCNR200是0.50%),并且随温度变化较大(HCNR200的变化范围在0.25%到0.75%之间),但芯片的设计使得 K1和K2相等。在后面可以看到,在合理的外围电路设计中,真正影响输出/输入比值的是二者的比值K3,线性光耦正利用这种特性才能达到满意的线性度的。
水泵自动化控制系统使用说明书
水泵自动化控制系统使用说明书 一、························概述 乌兰木伦水泵自动化控制系统是由常州自动化研究所针对乌兰木伦矿井下排水系统的实际情况设计的自动控制系统。通过该系统可实现对水泵的开停、主排水管路的流量、水泵排水管的压力、水仓的水位等信号的实时监测,并能通过该系统实现三台主水泵的自动、手动控制并和KJ95监控系统的联网运行,实现地面监控。 基本参数: 水泵: 200D43*3 3台(无真空泵) 扬程120米流量288米3/小时 主排水管路直径 200mm 补水管路直径 100mm 水仓: 3个 水仓深度分别为: 总容量: 1800米 3 主电机: 3*160KW 电压:AC660V 启动柜控制电压: AC220V 220变压器容量: 1500VA 二、系统组成 本控制系统主要由水泵综合控制柜,电动阀门及传感器三大部分组成。参见“水泵控制柜内部元件布置图:。 1、水泵综合控制柜是本系统的控制中心,由研华一体化工控机、数据采集板、KJ95分站通讯接口、中间继电器、控制按钮及净化电源及直流稳压电源组成。 其中,净化电源主要是提供一个稳定的交流220V电压给研华一体化工控机,以保证研华一体化工控机的正常工作,直流稳压电源主要提供给外部传感器、中间继电器及数据采集板的工作电源。 控制按钮包括方式转换按钮、水泵选择按钮及手动自动控制按钮,分别完成工作方式的转换、水泵的选择及水泵的手动和自动控制。本控制柜共有40个按钮,从按钮本身的工作形式来说这些按钮有两种,一种为瞬间式,即按钮按下后再松开,按钮立刻弹起,按钮所控制的接点也不保持;另外一种为交替式,即按钮按下后再松开按钮,按钮并不立刻弹起,而是再按一次后才弹起,按钮所控制的接点保持(如方式转换按钮、水泵选择按钮等)。 中间继电器采用欧姆龙公司MY4型继电器,主要完成信号的转换和隔离。另外,还对
工控机可以使用到这些地方
工控机可以使用到这些地方 自动化控制:上位机、下位机、平衡机、雕刻机、数控机床、汽车安全检测线、发动机综合测试仪、硫化机,印刷机械设备,激光打标机,包装机,衍缝机 交通行业:交通监控、高速公路收费机、电子警察、铁路、桥梁等、路口视频监控、交通管制实时监控、交通路政施工工地监控、车牌自动识别系统、列车速度监测系统、地铁售检系统、公交车信息整合系统、火车卧铺车厢环境检测系统、机车监控系统、隧道监控系统、公交电子站牌 通讯行业:CTI语音系统、电信增值业务、短消息网关系统、自动寻呼系统、多媒体查询终端、广告多媒体终端、数字转播车控制系统、会议电话集成系统(电话会议)、VOIP网关 网络安全:防火墙、网关、校园视频网络系统、客户服务中心、综合办公系统 金融行业:ATM机、银行监控、查询机、POS机、彩票终端售票机 电力行业:电力调度、配电自动化系统、电力远程抄表、电力远程监控、电厂信息系统平台、变电站自动化系统、电能电表数据采集系统、电网调度、电力设备网、核电厂水汽自控系统 煤炭行业:煤矿瓦斯监控系统、煤炭安全监测、采煤监控系统、人员考勤定位系统 医疗器械:医疗查询系统、磁共振成像系统、多参数监控仪、色谱分析仪、血细胞分析仪、主动挂号机、超声波、X射线成影设备,B超仪,医疗图形处理系统,医疗监护仪、医疗医护监控系统 军工行业: 车载系统:GPRS定位、车检、驾照考试系统、车载电脑 航天航空: 工业环保:工业废水监控系统、工业发酵自动化控制、啤酒生产自动化控制、水库信息智能化系统、工业废水监控系统、烟草包装检测、建筑检测仪器、工业实时测控、环境监测系统 石油化工:油田自动化监控、加油站管理系统、加油站媒体播放系统、油田轻烃计量系统[flash 银行ATM机控制、监控 数控冲床、切割机、火焰切割机、包装机械 铸造机械、塑料机械(少) 高速收费、电子称重、电子衡、电子警察、智能交通车载 配料、搅拌行业 监控 环保水处理、大气监测、工业锅炉 微机监测、啤酒设备 测控、电力、自动化
简易数控直流电源设计的报告
简易数控直流电源
数控直流电源是一种常见的电子仪器,广泛应用于电路,教学试验和科学研究等领域。目前使用的可控直流电源大部分是点动的,利用分立器件,体积大,效率低,可靠性差,操作不方便,故障率高。随着电子技术的发展,各种电子,电器设备对电源的性能要求提高,电源不断朝数字化,高效率,模块化和智能化发展。以单片机系统为核心而设计的新一代——数控直流电源,它不但电路简单,结构紧凑,价格低廉,性能优越,而且由于单片机具有计算和控制能力,利用它对数据进行各种计算,从而可排除和减少模拟电路引起的误差,输出电压和限定电流采用数输入采用键盘方式,电源的外表美观,操作使用方便,具有较高的使用价值。 关键词:数控直流电源单片机 ABSTRACT Numerical control dc power is a common electronic instrument, is widely used in the circuit, the teaching experiment and scientific research, etc. Current use of controlled most of the dc power supply is the point start, the use of the device division, big volume, low efficiency, poor reliability, operation convenience, not high failure. With the development of electronic technology, various kinds of electronic, electrical equipment to improve the performance requirements of power, the power supply, high efficiency, the constant digital modular and intelligent development. Based on the single chip computer system as the core and the design of a new generation of numerical control dc power, it-not only circuit is simple, compact structure, the price is low, superior performance, and because the single-chip microcomputer with the calculation and control ability, use it for data, so as to eliminate all kinds of calculation and reduce the error caused by the analog circuit, output voltage and current limit the number of the keyboard input way, the power supply appearance, convenient in operation, has higher application value. Key words:Numerical control dc power Single-chip microcomputer
940采煤机控制系统说明书
400/940-WD采煤机控制系统 说 明 书
目录 一、注意事项 (1) 二、概述 (2) 三、技术参数 (2) 四、技术特点 (4) 五、安装 (5) 六、调试 (5) 七、操作 (6) 八、变频故障查询 (15) 附录原理图
一、注意事项 1、未经严格培训的人员不能操作和维修本系统,否则可能导致人员安全事故和经济损失。 2、操作人员必须严格按照讲义和说明书及产品图纸所规定规程进行机器的开机前检查,机器开、停及各功能操作。专业维修人员在维修电器系统时也必须严格按照讲义和说明书、产品图纸规定的规程进行维修。 3、本系统既有高压线路,又有微电子数字线路,并在有爆炸、可燃性气体、粉尘环境下工作。在调整、检查、维修和更换电器元部件时,必须在断电状态下进行工作。本系统所指断电的准确含义是切断机器的全部电源,并且在5分钟后,还须在井下供电处悬挂“停电维修”标志。 4、本系统的电子元部件更换必须使用青岛天迅电气公司提供的配件。否则可能发生安全事故和导致经济损失。 5、本系统配在具体型号的采煤机上后,根据合同上用户的要求,本公司将基本参数已设定完毕,用户没有专业的技术人员,不能擅自改变。如若需要改变参数,须与本公司联系处理。 6、本系统在包装,发货、运输过程中,应有特殊防潮,防倒、防冲击标志。 7、本产品存储条件为0~35℃,湿度为<95%,不得露天存放,每三个月空载通电一次,试车前应无载运行40分钟。
8、在十分钟内启停车次数不能超过5次。 二、概述 TX400/940-WD型采煤机电控系统是青岛天迅电气有限公司根据兖矿集团的具体要求和改进建议,研制出的新型电控系统,为鸡西煤机厂MG400/940-WD电牵引采煤机配套。 该系统在其它同类产品的基础上本着简单、可靠、便维修、便维护、便操作的原则进行设计制造。主控器部分选用日本松下可编程控制器,工控机选用研华高性能工控机,配置Windows https://www.360docs.net/doc/908001122.html,操作系统和10.4’液晶屏,端头站部分选用高可靠性的小型人机界面,通过串行通信方式进行相互数据交换,操作简单便于维护。变频器采用ABB机芯。并配加遥控系统,操作简单。 三、主要技术参数 1、海拔高度低于2000米; 2、周围介质温度在-10~+35℃之间。 3、+25℃时,周围空气相对湿度不大于97%; 4、有瓦斯或煤尘爆炸危险的矿井; 5、无足以腐蚀金属和破坏绝缘气体的场所; 6、工作面倾角<=15°; 7、采煤机电源电压(V):3300 8、交流变频器: 型号:ACS800 制造商:ABB公司
PLC与单片机、PC、工控机的区别
一、PLC与单片机的本质区别 想搞清楚PLC与单片机有什么不同,在网上搜了下有许多各种各样的答案,容易看晕。综合起来分析,我认为PLC与单片机的差别有以下几点:1.PLC是应用单片机构成的比较成熟的控制系统,是已经调试成熟稳定的单片机应用系统的产品。有较强的通用性。 2.而单片机可以构成各种各样的应用系统,使用范围更广。单就“单片机”而言,它只是一种集成电路,还必须与其它元器件及软件构成系统才能应用。 3.从工程的使用来看,对单项工程或重复数极少的项目,采用PLC快捷方便,成功率高,可靠性好,但成本较高。 4.对于量大的配套项目,采用单片机系统具有成本低、效益高的优点,但这要有相当的研发力量和行业经验才能使系统稳定。 从本质上说,PLC其实就是一套已经做好的单片机(单片机范围很广的)系统,核心是单片机。(打个比方,就好像衣服的核心是布料,衣服买来就能穿,布料呢?) 但PLC也有其特点:PLC广泛使用梯形图代替计算机语言,对编程有一定的优势。你可以把梯形图理解成是与汇编等计算器语言一样,是一种编程语言,只是使用范围不同!而且通常做法是由PLC软件把你的梯形图转换成C或汇编语言(由PLC所使用的CPU决定),然后利用汇编或C编译系统编译成机器码!PLC运行的只是机器码而已.梯形图只是让使用者更加容易使用而已. 当然也可以用单片机直接开发控制系统,但是对开发者要求相当高(不是一般水平可以胜任的),开发周期长,成本高(对于一些大型一点的体统你需要做实验,印刷电路板就需要一笔相当的费用,你可以说你用仿真器,用实验板来开发,但是我要告诉你,那样做你只是验证了硬件与软件的可行性,并不代表可以用在工业控制系统,因为工业控制系统对抗干扰的要求非常高,稳定第一,而不是性能第一,所以你的电路板设计必须不断实验,改进).当你解决了上述问题,你就发现你已经做了一台PLC了,当然如果需要别人能容易使用,你还需要一套使用软件,这样你可以不需要把你的电路告诉别人。你也不可能告诉别人。
数控电源的设计毕业论文
题目: 数控电源的设计 :物理与通信电子学院 学生姓名: 学生学号: 专 业: 完成时间:
摘要 本系统以 AT89S52单片机作为系统的核心,由D/A数字模拟转换模块、按键、LED串口显示模块等模块组成一个数控电源。该系统实现了输出电压:范围2~+15.0V,步进1V,纹波不大于10mV;输出电流:500mA;输出电压值由数码管显示;由“+”、“-”两键控制输出电压步进增减。输入模块的按键按下之后,对单片机就有了一个输入,单片机将输入的数字一方面给显示模块,让它们在数码管中显示出来;另一部分输给DAC0832,让它转化为模拟量电流输出,通过运算放大器将这模拟量转化为相应的电压,这电压经过放大后控制LM317的控制端,从而实现输出电压的控制。 关键词:AT89S52单片机, 数控电源, D/A,直流电源
The AT89S52 SCM is the heart of the NC Digital-analog converter module,key module and LED display module.The Output voltage of the syetem is between 2V and +15.0V,Stepped by 1V,the ripple is not more than 10mV,and the output current is 500mA,The value of Output voltage is displayed by Digital control,and the stepping change in output voltage is controlled by "+and "-"keys.When you press the button of the input module,the SCM will have an input.On the one hand ,the SCM transfers the figures into the display module,which display the figures,on the other hand, the SCM transfers the rest information into DAC0832,making it into a simulation of output current.By the operational amplifiers the simulation is changed into the appropriate voltage,which is used to control LM317-control ,so it is success in the control of output voltage. Keywords:AT89S52 monolithic integrated circuit, numerical control power source, D/A,direct-current power supply
三菱FX系列PLC12位模拟量输入输出模块的特性
1. FX系列的12位模拟量输入/输出模块的公共特性 除FX2N-3A和FXlN–8AV–BD/FX2N–8AV–BD的分辨率是8位, FX2N–8AD是16位以外,其余的模拟量输入输出模块和功能扩展板均为12位。 电压输入时(如0~10V DC,0~5V DC)。模拟量输入电路的输入电阻为20kΩ,电流输入时(如4~20mA)模拟量输入电路的输入电阻为250Ω。 模拟量输出模块在电压输出时的外部负载电阻为2kΩ/~1MΩ,电流输出时小于500Ω。 12位模拟量输入在满量程时(如10V)的数字量转换值为4000。未专门说明时,满量程前总体精度为±1%。 功能扩展板的体积小巧,价格低廉,PLC内可安装一块功能扩展板,后者还可以和价格也很便宜的显示模块安装在一起。 2. 模拟量输入扩展板FX1N–2AD–BD FX1N–2AD–BD有两个12位的输入通道,输入为0~10V DC和4~20mA DC,转换速度。为1个扫描周期,没有隔离,不占用的I/O点,适用于FXlS和FX1N。 3. 模拟量输出扩展板FX1N–1 DA–BD FXlN–1DA–BD有1个12位的输出通道,输出为0~1OV、O~5V DC和 4~20mA DC,转换速度为1个扫描周期,没有隔离;不占用I/O点,适用于FX1S 和FX1N。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解台达PLC、西门子PLC、施耐德plc、欧姆龙PLC的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城https://www.360docs.net/doc/908001122.html,/
基于PWM的精密数控电源设计
基于PWM的精密数控电源设计 发表时间:2018-11-02T17:19:29.560Z 来源:《知识-力量》2018年12月上作者:刘景文 [导读] 设计以FPGA为控制核心的精密数控电源,通过硬件设计和参数计算,设计基于Verilog HDL相关程序,完成基于PWM的精密数控电源设计,通过调节PWM占空比实现输出电压的精密调节,调节精度达0.011V,具有一定的实用价值。关键词:(天津滨海职业学院,天津塘沽 300451) 摘要:设计以FPGA为控制核心的精密数控电源,通过硬件设计和参数计算,设计基于Verilog HDL相关程序,完成基于PWM的精密数控电源设计,通过调节PWM占空比实现输出电压的精密调节,调节精度达0.011V,具有一定的实用价值。关键词:PWM;鼠标滚轮编码器;二阶RC滤波器 一、引言 做为电子领域常用的设备,直流稳压电源在教学、科研等领域广泛应用。传统的多功能直流稳压电源功能简单、精度低且体积大、复杂度高。精密数控电源精度高、输出电压调节方便已经替代传统电源,在教学、科研等领域广泛使用。 精密数控电源广泛以单片机为控制核心,通过控制D/A电路、经集成运放转换为数控电压,最后由三极管放大、RC网络滤波,最终得到稳定数控电压。为单片机核心的精密数控电源,电路功能模块化,设计简单,结构紧凑,价格适中,性能卓越。本文提出基于PWM的精密数控电源,以FPGA/CPLD为控制核心,通过控制PWM占空比,信号经RC滤波器滤波,转换为稳定数控电压,最后由三极管进行电流放大得到稳定数控电压。本设计结构非常简单,价格便宜,调节精度高。 二、系统硬件设计与参数计算 基于PWM的精密数控电源系统的硬件由输出电压调节、二阶RC滤波器、三极管电流放大、A/D电压采集、数码显示五部分组成。采用altera公司的EPF10K10LC84为控制核心,使用40MHZ时钟频率,VCCIO电压取5V。 (一)、输出电压调节部分设计与参数选择 输出电压调节部分采用鼠标滚轮编码器,鼠标滚轮编码器本质是两个开关,在旋转的过程中,两个开关依次闭合,编码器产生A、B两路脉冲。当鼠标滚轮编码器顺时针旋转时,A路输出脉冲波形超前B路输出脉冲波形90°,当鼠标滚轮编码器逆时针旋转时,A路输出脉冲波形比B路输出脉冲波形延迟90°,通过判断A路输出脉冲上升沿时,B路输出脉冲的电平就可以判断鼠标滚轮编码器的旋转方向。鼠标滚轮编码器顺时针旋转时,PWM占空比增加;鼠标滚轮编码器逆时针旋转时,PWM占空比减小。输出电压调节部分电路图如图1所示。 图1、鼠标滚轮编码器 在图1中,R1、R2是上拉电阻,R9、C2和R10、C3起滤波作用,电阻取10K电容取103pf。MEA、MEB端输出A、B路脉冲。 (二)、二阶RC滤波器设计与参数计算 二阶RC滤波器由两个串联电阻、两个并联电容构成,为计算简单,选两电阻参数一致,两电容参数一致。 本设计采用8位PWM,一般要求1次谐波对输出电压的影响不超过1位的精度,即5V/256近似取0.02V。由于VH=5V,VL=0V,所以1次谐波的最大值是5*2/pi=3.1831V,RC滤波器提供的衰减=-20*lg(3.1831/0.02)=-20*2.2=-44。PWM的频率=40Mhz/256=156.25khz,记作f1。对2阶RC滤波器,截止频率f2按下式计算:-20lg(1+(f1/f2)^2)=-44,得f2=12.45Khz。按公式f2=1/(2*pi*r*c)计算二阶RC滤波器得r、c值,近似取C=103pf r=1.22K,用1K和220串联实现。 (三)、三极管放大、A/D电压采集、数码显示部分 三极管放大部分采用三极管共射极结构,基极直接接二阶RC滤波器输出,集电极接VCC,发射极接电阻,电阻接地,电阻同电容并联。电阻两端的电压就是精密数控电源的输出电压。 A/D电压采集使用ADC0832,ADC0832采用单端模式,选择ADC0832的通道1接三极管发射极,测量精密数控电源的输出电压。数码显示部分采用动态显示模式,用三个共阴极数码管并联实现。 三、系统软件设计 在完成硬件搭接后,PWM程序设计可以实现指定占空比时输出对应电压,A/D电压采集程序获取输出电压的值,占空比调节程序设计改变占空比值实现输出电压精密调节,采用Verilog HDL语言编程。 一)、PWM程序设计 PWM有多种实现方法,程序在时钟信号上升沿触发。首先对8比特变量cnt加一,则cnt将在0至255范围内变化。后采用if语句用cnt和占空比值high进行比较,cnt大于等于high时输出低电平,反之输出高电平。PWM效果如表1所示:
1180采煤机电控系统说明书
TX1180电控系统使用说明书青岛天迅电气有限公司
目录 概述 (1) 安全须知 (2) 主要技术参数 (3) 系统组成和工作原理 (4) 操作 (5) 电控系统安装调试 (6) 故障检修 (7) 附录: 电控系统器件明细表 电控系统原理图
一概述 感谢您使用青岛天迅电气有限公司生产的采煤机电控系统。TX1180型采煤机电控系统是青岛天迅电气有限公司根据鸡西煤机厂的技术要求和改进建议,研制开发的机载式交流变频调速电控系统,为鸡西煤机厂MG500/1180-WD电牵引采煤机配套。 该系统在其它同类产品的基础上本着简单、可靠、便于操作和维护的原则进行设计制造。主控器部分选用可编程控制器作为控制核心;选用高可靠性嵌入式工控机集中监控煤机运行状态,配置Windows https://www.360docs.net/doc/908001122.html,操作系统和10.4’液晶屏;端头站部分选用小型人机界面,通过串行通信方式和主控器进行数据交换,操作简单便于维护;配备无线遥控系统,操作安全便捷;变频器采用进口元器件。系统整体性能稳定可靠,适用于震动,高温,潮湿和强电磁干扰的矿山作业环境。 二安全须知 1、未经培训的人员不得操作和维修本系统,以免引起人身事故和设备损坏。 2、操作人员应认真阅读本说明书,并按照煤矿安全规程规定进行设备的开机前检查,机器开、停及各功能操作。维修人员在检修设备时也须按照煤矿安全规程规定进行检修。 3、本系统有高压线路和微电子数字线路,并在有瓦斯、粉尘爆炸危险的环境下工作,因此必须在断电5分钟后,方可开启箱体盖板进行检修操作。
4、本系统的配件更换须使用青岛天迅电气公司提供的配件,以免引起安全事故和导致经济损失。 5、为保证系统安全运行,非专业技术人员不得擅自改变系统设定参数。 6、本系统在包装、运输和存储过程中,应做到防尘、防潮、防倒、防碰撞。 7、本产品存储条件为0~35℃,湿度为<95%,不得露天存放,设备投入使用前应进行空载试运行。 8、在十分钟内启停车次数不能超过5次。 三、主要技术参数 1、海拔高度低于2000米; 2、工作温度:-10~+65℃。 3、+25℃时,周围空气相对湿度不大于97%; 4、无足以腐蚀金属和破坏绝缘气体的场所; 5、采煤机供电电压:3300V 6、变频器: 适配电机功率:75KW×2 输入电压:380 V (-15%~+10%) 输出频率范围:0~50Hz 四:电控系统组成和工作原理 MG500/1180-WD型采煤机装机功率1180Kw,截割电机功率500K w×2,牵引电机功率75K w×2,泵电机功率30Kw,采煤机供电电
无风扇嵌入式工控机和传统工控机的区别
无风扇嵌入式工控机和传统工控机的区别 一个新事物的出现以及发展,往往牵引着行业数万人的关注,工控机大家都清楚,说到底就是工业计算机,那么无风扇嵌入式工控机又是怎样的呢?它与传统的工控机有什么区别呢?针对这些问题,国内工控巨头研研祥智能给出了答案:传统的工控机和无风扇嵌入式工控机的区别,主要可以分为在结构上、在功能上来区别开,仅供参考。 工控机的结构上的不同 传统工控机采用4U等类型冷轧板机箱+金手指主板(全长或半长卡)+底板+大功率电源的组合方式 这样的结构会存在一些不稳定的因素: (1)CPU卡要插到底板上会有接触不良现象,比如振动、运输过程松动、金手指氧化等均会导致无法开机; (2)需要底板和CPU卡之间联接一些比如ATX信号线; (3)CPU卡由底板供电,当底板出现问题时会影响CPU卡无法正常供电,导致系统不稳定(如底板供电电路设计的不合理);CPU为外插(PGA封装)方式,连接存在隐患,并需要风扇散热,风扇与CPU连接及使用寿命为最大安全隐患; (4)供电电源功耗过大,电源需要风扇散热,当风扇出现故障时会导致电源及主板损坏;(5)CPU卡+底板的结构会对装机带来麻烦(流费时间,要装底板在装CPU卡),影响工作效率,不利于大量的装机工作。 无风扇嵌入式工控机的结构采用全铝外壳+嵌入式主板+外置低功耗电源的组合方式 系统优点: (1)全铝结构的外壳,使散热更充分,体积小、重量轻。便于安装携带。 (2)采用先进的嵌入式、低功耗CPU主板及最新嵌入式技术,和相关外设接口集成在CPU 主板上,减少了联接问题,可避免相关松动问题 (3)嵌入式CPU主板采用单+5V或+12V直流供电方式,同时配有交流适配器,使现场电源供电方式更丰富,供电更可靠 (4)由于嵌入式主板的CPU采用BGA(板载)封装方式,无需顾虑连接问题,并采用免风扇设计,使可靠性大大提高,彻底解决了传统工控机散热不足及寿命问题 (5)对于客户安装时只需利用外接插口连接硬盘及内存,即可使用,缩短了装机时间,提高了工作效率。 总结:CPU卡与底板或外部接口存在大量的联接线,就导致系统联接松动或接错的问题,带来整个系统的不稳定(就如系统中有风扇);嵌入式工控机采用先进的技术,从根本上解决了传统工控机无法解决的问题,使系统更稳定,结构更精悍。 工控机的功能上不同 传统工控机由CPU卡驱动无源底板上的相关接口卡
数控直流电源设计
数控直流电源 功能说明: 本作品采用DAC0832作为电压信号输出。DAC0832是一款采用CMOS工艺制成的单片电流输出型8位数/模转换器。DAC0832有三种工作方式:不带缓冲工作方式,单缓冲工作方式,双缓冲工作方式。因为输出电压量程为10V,VREF基准电压范围为-10V---+10V,基准电压可以为5.12V,这样在DAC0832的8脚输出电压的分辨率为:即D/A输入数据端每增加1,电压增加0.02V。D/A的电压输出端接放大器OP27的输入端,放大器的放大倍数为5 ,才能得到输出电压的电压分辨率:0.02V×5=0.1V这样当调节电压的时候,以每次0.1V的梯度增加或者降低电压。 硬件电路图: 1.波形转换与放大部分 选用51系列的单片机产生和控制波形。数模转换器用的是DAC0832,本方案中DAC0832采用单缓冲模式。 电路如图五所示,P0口和DAC0832的数据口直接相连,2 WR和XFER接地,DAC数据寄存器处于直通状态,ILE=1,和连接后接P2.0。在选中该片的地址(=0)时,写入数字量,该数字信号就立即传送到DAC输入寄存器,并直通至DAC数据寄存器,经过短暂的建立时间,即可以获得相应的模拟电压。写入操作结束,和立即变为高电平,写入的数据被输入寄存器锁存,直到再次写入刷新。 图一波形产生与转换电路 图二电流放大电路
2.键盘与数码显示部分电路如图七 图三键盘与显示电路 3.稳压电源部分 电源部分输出+5V,+15V,-15V电压供给系统,另外还制作+5.12V直流稳压电源做DAC0832的VERF的基准电压。 软件设计与流程图 1.软件介绍 软件部分采用模块化程序设计的方法编写,系统软件由主控制程序、数码显示子程序、键盘服务子程序组成。还添加了自动扫描键盘、显示器的自动刷新、过零保护的功能。编程中C函数和汇编函数相互调用。 2.程序流程图如图四所示 开始 系统初始化 显示0.0 扫描键盘 +键按下? -键按下? 方波键按下?锯齿波键按下执行电压增加子程序执行电压减小子程序 N N N N 执行产生方波 子程序 执行产生锯齿波 子程序 Y Y Y Y 图四软件流程图
搅拌站控制系统使用说明书
混凝土搅拌站控制系统使用说明书 长沙中联重工科技发展股份有限公司
目录 一.产品简介........................................................ - 1 - 二.系统组成........................................................ - 2 - 2.1 硬件需求.................................................................................................................................... - 2 - 2.1.1上位机部分....................................................................................................................... - 2 - 2.1.2 下位机部分...................................................................................................................... - 2 - 2.1.3 通信部分.......................................................................................................................... - 3 - 2.1.4 打印机部分...................................................................................................................... - 3 - 2.1.5 仪表部分.......................................................................................................................... - 3 - 2.1.6 动力保护、控制部分...................................................................................................... - 3 - 2.1.7监控系统部分.................................................................................................................. - 3 - 2.2 软件需求..................................................................................................................................... - 3 - 2.2.1 操作系统.......................................................................................................................... - 3 - 2.2.2数据库:.......................................................................................................................... - 4 - 2.2.3 其他工具.......................................................................................................................... - 4 - 三.系统安装........................................................ - 5 - 3.1硬件安装方法............................................................................................................................ - 5 - 3.1.1 动力部分和监控部分的安装:...................................................................................... - 5 - 3.1.2 上位机的安装.................................................................................................................. - 5 - 3.1.3 打印机的安装.................................................................................................................. - 5 - 3.1.4 可编程的安装.................................................................................................................. - 5 - 3.2 软件安装方法............................................................................................................................. - 6 - 3.3 系统登陆..................................................................................................................................... - 6 - 四.系统调试........................................................ - 8 - 4.1 校秤............................................................................................................................................. - 8 - 4.2 调试输出信号............................................................................................................................. - 9 - 五.系统操作....................................................... - 10 - 5.1 准备工作................................................................................................................................... - 10 - 5.1.1 关于手动操作台............................................................................................................ - 10 - 5.1.2 电源开启顺序................................................................................................................ - 10 - 5.2 生产信息录入.......................................................................................................................... - 10 - 5.2.1 基本信息........................................................................................................................ - 10 - 5.2.1.1 客户管理.......................................................................................................... - 10 - 5.2.1.2 车辆管理...........................................................................................................- 11 - 5.2.1.3 工程管理.......................................................................................................... - 12 - 5.2.1.4 系统管理.......................................................................................................... - 13 - 5.2.2 生产信息........................................................................................................................ - 15 - 5.2.2.1 生产任务单...................................................................................................... - 15 - 5.2.2.2 配比通知单...................................................................................................... - 17 - 5.2.2.3 生产记录(生产明细).................................................................................. - 17 - 5.2.2.4 生产调度(生产登记).................................................................................. - 18 - 5.2.2.5 手工录入.......................................................................................................... - 20 - 5.2.2.6 生产统计.......................................................................................................... - 21 -