焊接工艺评定记录(PQR)
PROCEDURE QUALIFICATION RECORD
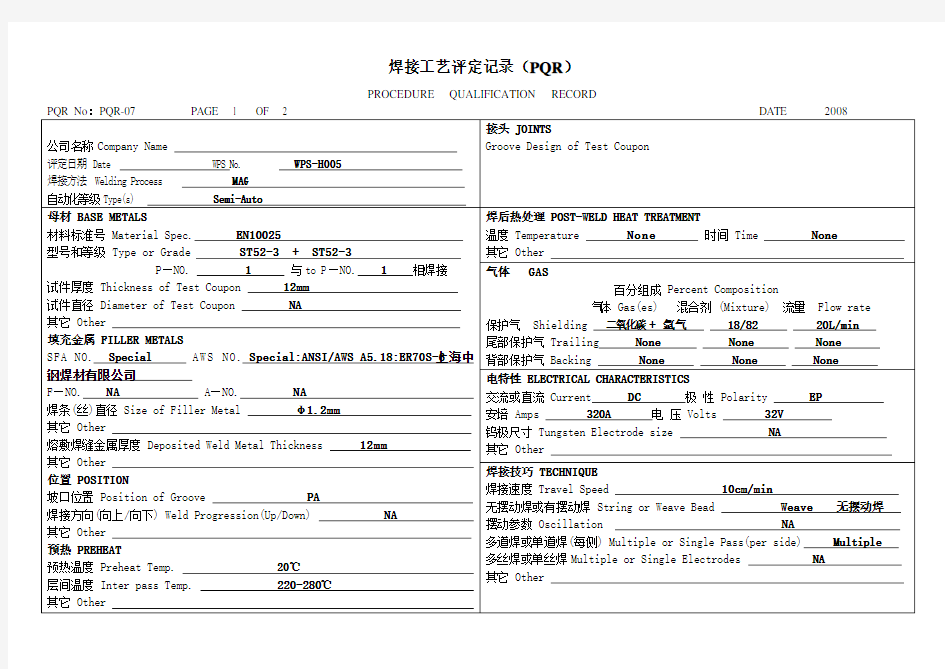
PQR No :PQR-07 PAGE 1 OF 2 DATE 2008
公司名称Company Name 评定日期Date WPS No. WPS-H005 焊接方法 Welding Process MAG 自动化等级 Type(s) Semi-Auto
接头 JOINTS
Groove Design of Test Coupon
母材 BASE METALS 材料标准号 Material Spec. EN10025 型号和等级 Type or Grade ST52-3 + ST52-3 P —NO. 1 与to P —NO. 1 相焊接 试件厚度 Thickness of Test Coupon 12mm 试件直径 Diameter of Test Coupon NA 其它 Other 填充金属 FILLER METALS SFA NO. Special AWS NO. Special:ANSI/AWS A5.18:ER70S-6上海中钢焊材有限公司 F —NO. NA A —NO. NA 焊条(丝)直径 Size of Filler Metal φ1.2mm 其它 Other 熔敷焊缝金属厚度 Deposited Weld Metal Thickness 12mm 其它 Other
位置 POSITION
坡口位置 Position of Groove PA
焊接方向(向上/向下) Weld Progression(Up/Down) NA
其它 Other
预热 PREHEAT
预热温度 Preheat Temp. 20℃
层间温度 Inter pass Temp. 220-280℃ 其它 Other 焊后热处理 POST-WELD HEAT TREATMENT
温度 Temperature None 时间 Time None 其它 Other 气体 GAS 百分组成 Percent Composition 气体 Gas(es) 混合剂 (Mixture) 流量 Flow rate 保护气 Shielding 二氧化碳+ 氩气 18/82 20L/min 尾部保护气 Trailing None None None 背部保护气 Backing None None None 电特性 ELECTRICAL CHARACTERISTICS 交流或直流 Current DC 极 性 Polarity EP 安培 Amps 320A 电 压 Volts 32V 钨极尺寸 Tungsten Electrode size NA 其它 Other 焊接技巧 TECHNIQUE
焊接速度 Travel Speed 10cm/min
无摆动焊或有摆动焊 String or Weave Bead Weave 无摆动焊
摆动参数 Oscillation NA
多道焊或单道焊(每侧) Multiple or Single Pass(per side) Multiple
多丝焊或单丝焊Multiple or Single Electrodes NA
其它 Other
PROCEDURE QUALIFICATION RECORD
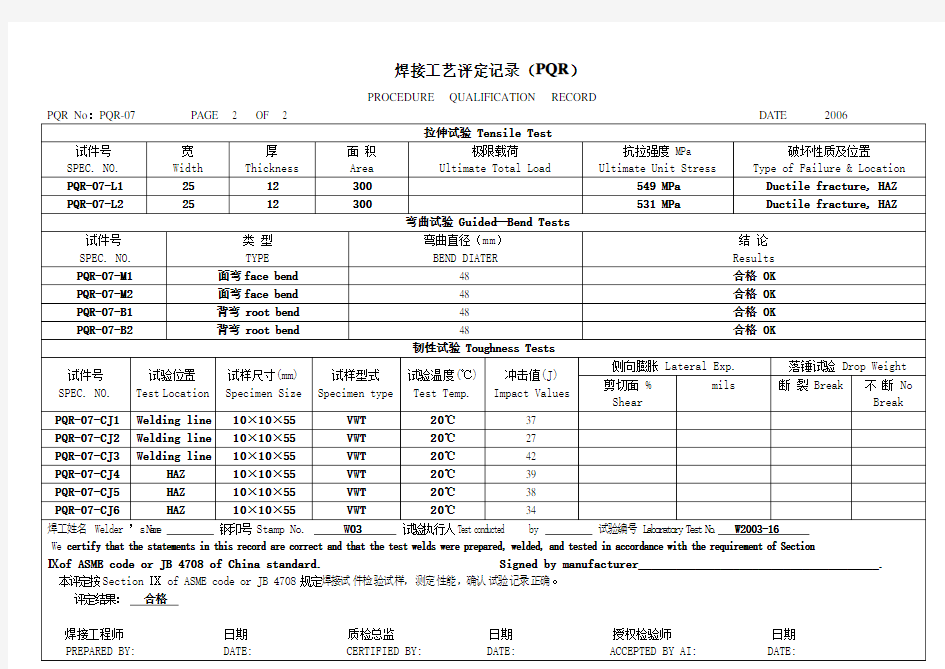
PQR No:PQR-07 PAGE 2 OF 2 DATE 2006
拉伸试验 Tensile Test
试件号SPEC. NO.
宽
Width
厚
Thickness
面积
Area
极限载荷
Ultimate Total Load
抗拉强度 MPa
Ultimate Unit Stress
破坏性质及位置
Type of Failure & Location
PQR-07-L1 25 12 300 549 MPa Ductile fracture, HAZ PQR-07-L2 25 12 300 531 MPa Ductile fracture, HAZ
弯曲试验 Guided—Bend Tests
试件号 SPEC. NO.类型
TYPE
弯曲直径(mm)
BEND DIATER
结论
Results
PQR-07-M1面弯face bend48 合格 OK PQR-07-M2面弯face bend48 合格 OK PQR-07-B1背弯 root bend48 合格 OK PQR-07-B2背弯 root bend48 合格 OK
韧性试验 Toughness Tests
试件号SPEC. NO.
试验位置
Test Location
试样尺寸(mm)
Specimen Size
试样型式
Specimen type
试验温度(℃)
Test Temp.
冲击值(J)
Impact Values
侧向膨胀 Lateral Exp.落锤试验 Drop Weight
剪切面 %
Shear
mils 断裂 Break 不断 No
Break
PQR-07-CJ1Welding line 10×10×55 VWT 20℃37
PQR-07-CJ2Welding line 10×10×55 VWT 20℃27
PQR-07-CJ3Welding line 10×10×55 VWT 20℃42
PQR-07-CJ4 HAZ10×10×55 VWT 20℃39
PQR-07-CJ5 HAZ10×10×55 VWT 20℃38
PQR-07-CJ6 HAZ10×10×55 VWT 20℃34
焊工姓名 Welder’s N a m e钢印号 Stamp No. W03 试验执行人Test conducted by 试验编号L a b o r a t o r y T e s t N o. W2003-16
We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirement of Section Ⅸof ASME code or JB 4708 of China standard. Signed by manufacturer______________________________________.
本评定按Section Ⅸ of ASME code or JB 4708规定焊接试件检验试样,测定性能,确认试验记录正确。
评定结果:合格
焊接工程师日期质检总监日期授权检验师日期
PREPARED BY: DATE: CERTIFIED BY: DATE: ACCEPTED BY AI: DATE:
工程资料报审表格选用及资料报审相关要求的说明
关于2016年工程资料报审表格选用及资料报审 相关要求的说明 各参建单位: 为规范2016年地面工程资料管理,确保施工单位(施工承包商)资料选用表格的统一性,特编制《2016年工程资料报审表格选用及资料报审相关要求的说明》。 一、编制参考依据 1、《建设工程监理规范》(GB/T 50319-2013) 2、《建设项目工程总承包管理规范》(GB/T 50358-2005) 3、《建设工程项目管理规范》(GBT 50326-2006) 4、《石油天然气建设工程交工技术文件编制规范》(SY/T 6882-2012) 5、《石油化工建设工程项目交工技术文件规定》(SHT 3503-2007) 6、《油气田地面建设工程(项目)竣工验收手册》(2010年修订版) 7、《石油天然气建设工程质量资料标准化管理手册》长庆质监站 8、《中石油监理工作表式与《建设工程监理规范》(GB/T 50319-2013)监理工作表式不一致问题”的商讨会”会议纪要》(技术质量科2016-01号文) 二、报审资料表格选用与说明 1、监理工作表式选用目录(含部分通用管理类) 监理工作表式选用目录(含部分通用管理类)
2、表格使用说明 除上述表格外,其他GB/T 50319-2013规范中没有明确的表格,均按照竣工验收手册中相关表格执行,对于检验批施工质量验收记录表格维持不变,按SY4200及GB50300系列质量验收规范执行。 3、资料表格、字体字号及页边距及页面要求 (1) 2016年所用资料表格优先选择GB/T50319-2013《建设工程监理规范》中的表格,国标中未要求的表格采用《石油天然气建设工程质量资料标准化管理手册》中表格,表格正文栏目不得随意更改; (2)所有表格题头字体规定为黑体小三加黑,段前间距0.5行,行间距1.5倍,段后间距:0;表格序列如“JL-B01”字体规定为黑体小四;表格正文字体为宋体五号;审查意见为小四号华文行楷(电脑字体库中无此种字体的,自行在网上下载安装);数字、英文:采用Times New Roman;日期采用“*年*月*日”方式表示。 (3)页边距规定 竖向:左边距25mm,右20mm,上下边距20mm。表格的外框线为粗实线,线条为1.5磅,内框线为细实线,线条为0.5磅;归档资料订口25mm(横排订口在上边,竖排订口在左边)。 横向:左右边距20mm,上边距25mm,下边距20mm。表格的外框线为粗实线,线条为1.5磅,内框线为细实线,线条为0.5磅;归档资料订口25mm(横排订口在上边,竖排订口在左边)。 4、报验资料要求 (1)报验资料的编排打印格式要求规范、美观,签字齐全、印章清楚,资料打印过
焊接工艺评定报告记录模板
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
焊接工艺评定报告一览表
编制说明 根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。具体见目录。 需要说明的是: 1.焊接工艺评定编号: 编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。 HGP-焊接工艺评定代号。 顺序号编排从001、002、003……。 接头型式代号:B——板对接;G——管对接;J——角接接头。 试件规格:板件用厚度表示;管件用直径×壁厚表示。 材料类组别号见相应评定标准。 焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。 坡口型式及代号见有关国家标准。如V——V型坡口;X——VX型坡口;K——K型坡口等。 焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定; 3G——板对接立焊;4G——板对接仰焊; 5G——管对接水平固定;6G——管对接45°固定; 2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。 1 / 22
焊接工艺评定报告下向焊
焊接工艺评定报告 报告编号:YAⅡ-PQR-PP-55 焊接工艺名称:Fe-1-2组管对接(5GX)主线路连头 焊接工艺 焊接方法:焊条电弧焊(SMAW) 母材:L290 Φ813x9.5 焊材:打底E6010 填充盖面E7010-P1 焊接工艺用途:天然气管道L415M主线路下向焊接 评定执行标准:SY/T0452-2012《石油天然气金属管 道焊接工艺评定》 陕西建工安装集团有限公司 2017年11月20日 目录 表F.1预焊接工艺规程(PWPS) (1)
表F.1预焊接工艺规程(PWPS)续 (2) 表F.2焊接工艺评定报告(PQR) (3) 焊接工艺评定外观检验记录 (4) 试件检验记录 (5) 表F.2(续)焊接工艺评定结论 (6) 母材与焊材原始数据 (7)
表F.1 预焊接工艺规程(pWPS) 单位名称陕西建工安装集团有限公司 预焊接工艺规程编号YAⅡ-pWPS-55 编制日期2017.11.20 焊接方法SMAW 机动化程度手工(手工、机动、自动) 焊接接头: 坡口形式:V型坡口衬垫(材料及规格)无其他简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-2 与类别号Fe-1 组别号Fe-1-2 相焊或标准号GB/T9711 材料代号L415M 与标准号GB/T9711 材料代号L415M 相焊 对接焊缝焊件母材厚度范围 1.5~13mm 角焊缝焊件母材厚度范围/ 管子直径、壁厚范围:对接焊缝管径不限,壁厚1.5mm~13mm 角焊缝/ 其他 填充金属: 焊材类别:焊条(根焊)焊条(填充/盖面) 焊材标准:AWS A5.1AWS A5.5 填充金属尺寸:Φ3.2 Φ4.0 焊材型号:E6010 E7010-P1 焊材牌号(金属材料代号):BOHIER FOX CEL BOHIER FOX CEL 75 填充金属类别: 其他: 对接焊缝焊件焊缝金属厚度范围: 1.5-13mm 角焊缝焊件焊缝金属厚度范围:/ 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 0.14 0.13 0.52 0.010 0.009 0.04 0.05 0.01 < 0.01 0.06 < 0.01 其他: 注:1.对每一种母材与焊接材料的组合均需分别填表。 2.材料分类号根据对象按照SY/T0452-2012<<石油天然气金属管道焊接工艺评定>>规定填写。
焊接工艺评定报告记录
焊接工艺评定报告记录
————————————————————————————————作者:————————————————————————————————日期:
钢结构焊接工艺评定报告 报告编号:HD-WPQ-2014-09-01 编制: 审核: 批准: 单位: 日期:年月日
表B.0.1 焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告HD-WPQ-2014-09-01 1 2 焊接工艺指导书HD-WPS-2014-09-01 1 3 焊接工艺评定记录表HD-PDJL-01 1 4 附表1:弯曲报告 1 5 附表2:母材材质证明书(复印件) 1 6 附表3:焊材材质证明书(复印件) 5 7 8 9 10 11 12 13 14 15 16 17 18 19
20 表B.0.2 焊接工艺评定报告 共1页第1 页 工程(产品)名称评定报告编号HD-WPQ-2014-09-01委托单位工艺指导书编号HD-WPS-2014-09-01 项目负责人依据标准《钢结构焊接规范》(GB50661-2011) 试样焊接单位施焊日期2014,9,22 焊工资格代号01 级别一级 母材钢号Q235B 板厚或管径 x壁厚 T=14 轧制或热处理 状态 热轧生产厂家 马鞍山钢 铁化学成分和力学性能 C (%)Mn (%) Si (%) S (%) P (%) Cr (%) M o V Cu Ni B R eH(R el )(N/m㎡) Rm (N/m㎡) A (%) Z (% ) A KV (J) 标准≤0.2≤0.7≤0.3≤0.045≤0.045 ≤0.0 3-- -- -- -- -- ≥245 370-5 30 ≥20-- ≥34 合格证14 44 23 0.009 0.016 -- -- -- -- -- -- 270 415 27 -- 119 复验-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- C eq,11W (%)C+ Mn 6+ Cr+Mo+V 5+ Cu+Ni 15=-- P cm (%) C+ Si 30+ Mn+Cu+Cr 20+ Ni 60+ Mo 15+ V 10+5B=-- 焊接材料生产厂牌号类型直径 (mm) 烘干制度(℃×h)备注 焊条金桥焊材E4303 -- 4.0 -- -- 焊丝亨昌焊材SJ-50 -- 1.2 -- -- 焊剂或气体-- CO2-- -- -- 焊接方法GMAW焊接位置平焊接头形式T型熔透焊接工艺参数见焊接工艺评定指导书清根工艺背面清根 焊接设备型号NBC-500 电源及极 性 直流反接 预热温度(℃)-- 道间温度(℃)60~100 后热温度(℃)及时间(min)-- 焊后热处理-- 评定结论:本评定按《建筑钢结构焊接技术规程》GB50661-2011规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数范围按本评定指导书执行。
NB47014-2011焊接工艺评定表格[教材]
NB47014-2011焊接工艺评定表格[教材] 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb / / / / / / / / / / / 其他:
注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动) 接头简图: :(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
ASME焊接工艺评定_焊工技能评定表格WORD版
QW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code) Sheet 1 of 2 Company Name By Welding Procedure Specification NO. Date Supporting PQR NO.(s) Revision No. Welding Process(es) Types
QW-482 (Back) WPS No. Rev.
Record Actual Conditions Used to Weld Test Coupon Company Name Procedure Qualification Record No. Date WPS No. Welding Process(es) Types (Manual, Automatic, Semi-Automatic)
QW-483 (Back) PQR No. Tensile Test (QW -150) Comments: Acceptable Fillet-Weld Test (QW-180) Resul – Satisfactory: Yes N/A No Penetration into Parent Metal: Yes No Macro—Results Other Tests Type of Test N/A Deposit Analysis Other ----------------------------------------------------------------------------------------------------------------------------------------------------- Welder’s Name Clock No. Stamp No. Tests Conducted by Laboratory Test No. We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirements of Section IX of the ASME BOILER AND PRESSURE VESSEL CODE. Preparation: atify: Manufacturer: Date Issued:
焊接工艺评定记录(PQR)
PROCEDURE QUALIFICATION RECORD PQR No :PQR-07 PAGE 1 OF 2 DATE 2008 公司名称Company Name 评定日期Date WPS No. WPS-H005 焊接方法 Welding Process MAG 自动化等级 Type(s) Semi-Auto 接头 JOINTS Groove Design of Test Coupon 母材 BASE METALS 材料标准号 Material Spec. EN10025 型号和等级 Type or Grade ST52-3 + ST52-3 P —NO. 1 与to P —NO. 1 相焊接 试件厚度 Thickness of Test Coupon 12mm 试件直径 Diameter of Test Coupon NA 其它 Other 填充金属 FILLER METALS SFA NO. Special AWS NO. Special:ANSI/AWS A5.18:ER70S-6上海中钢焊材有限公司 F —NO. NA A —NO. NA 焊条(丝)直径 Size of Filler Metal φ1.2mm 其它 Other 熔敷焊缝金属厚度 Deposited Weld Metal Thickness 12mm 其它 Other 位置 POSITION 坡口位置 Position of Groove PA 焊接方向(向上/向下) Weld Progression(Up/Down) NA 其它 Other 预热 PREHEAT 预热温度 Preheat Temp. 20℃ 层间温度 Inter pass Temp. 220-280℃ 其它 Other 焊后热处理 POST-WELD HEAT TREATMENT 温度 Temperature None 时间 Time None 其它 Other 气体 GAS 百分组成 Percent Composition 气体 Gas(es) 混合剂 (Mixture) 流量 Flow rate 保护气 Shielding 二氧化碳+ 氩气 18/82 20L/min 尾部保护气 Trailing None None None 背部保护气 Backing None None None 电特性 ELECTRICAL CHARACTERISTICS 交流或直流 Current DC 极 性 Polarity EP 安培 Amps 320A 电 压 Volts 32V 钨极尺寸 Tungsten Electrode size NA 其它 Other 焊接技巧 TECHNIQUE 焊接速度 Travel Speed 10cm/min 无摆动焊或有摆动焊 String or Weave Bead Weave 无摆动焊 摆动参数 Oscillation NA 多道焊或单道焊(每侧) Multiple or Single Pass(per side) Multiple 多丝焊或单丝焊Multiple or Single Electrodes NA 其它 Other
管与管对接焊接工艺评定报告
管与管对接焊接工艺评定报告
JH/QR-4-A32 焊接工艺评定报告 编号:PQR-JH(GYPD)00 编制: 焊接责任: 批准: 诸暨市金猴游乐设备制造有限公司 年月日
焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告PQR-JB(GYPD)07 1 2 焊接工艺评定指导书JR08-12 1 3 焊接工艺评定记录表JR08-12 1 4 焊接工艺评定检验结果JR08-12 1 5 材料质量证明书2008-05-08- 6 1 6 焊接材料质量证明书COD268887-75 1 7 焊接评定试板施焊及焊缝外观检查记录JR08-12 1 8 理化分析试验报告2008LH-RCT268-004 2 9 10 11 12 13 14 15 16 17 18 19 20
焊接工艺评定报告 工程(产品)名称工艺试板评定报告编号PQR-JB(GYPD)07委托单位诸暨市金猴游乐设备制造有限公司工艺指导书编号JR08-12 项目负责人费良本依据标准《建筑钢结构焊接技术规程》(JGJ 81-2002) 试样焊接单位诸暨市金猴游乐设备制造有限公司施焊日期2008.10.18 焊工汤洪飞资格代号TS6JSXG00542 级别Ⅰ 母材钢号20#规格Ф140×6 供货状态长期生产厂新余新良钢管有限公司 化学成分和力学性能 名称 C (%) Rn ( % ) Si ( % ) S (%) P (%) σs (RPa) σb (RPa) δ5 ( %) Ψ ( %) A KV (J) 标准 合格证0.19 0.43 0.26 0.019 0.019 310/330 530/520 31/32 77 复验 碳当量公式 焊接材料生产厂牌号类型直径(RR)烘干制度(℃×h)备注焊条天津市金桥焊材集团有限公司J422 氧化钛钙Ф2.5/Ф3.2 200℃/1h 焊剂或气体 焊接方法手工电弧焊焊接位置钭45°焊接接头形式管与管对接 焊接工艺参数见焊接工艺评定指导书清根工艺 焊接设备型号BX1-500 电源及极性交流无极性 预热温度(℃)层间温度(℃)后热温度(℃)及时间(Rin) 焊后热处理 评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ 81-2002)规定,根据工程情况编制工艺评定指导书、焊接试件、制取
焊接工艺记录范文完整的焊接工艺评定报告
焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告 单位名称: 焊接工艺评定报告编号:容评焊接工艺指导书编号: 焊接方法:机械化程度: 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) TGTAW =┨,TSMAW =┨TSAW =┨ 母材: 材料标准: 钢号: 类别号:与类别号:相焊
厚度:δ= 直径:φ× 其他:焊后热处理: 热处理温度(℃):℃ 保温时间(h): h 保护气体: 保护气体成分: Ar 混合比: 99.99% 气体流量(L/min): L/min 正面:背面: / 尾部: / 填充金属: 焊材标准:
焊材牌号: 焊材规格:φφ 焊缝金属厚度: 其他:电特性: 电流种类:直流极性: 焊接电流(A): 电弧电压(V): 钨极尺寸:铈钨极φ2.5 其他: / 焊接位置: 对接焊缝位置:水平方向:向上、向下
角焊缝位置: / 方向:向上、向下技术措施:焊接速度: cm/min 摆动或不摆动:不摆动 摆动参数: / 每面单(多)道焊:单双面单多道焊 单(多)丝焊:单丝焊 其他: / 预热: 预热温度(℃):≥℃ 层间温度(℃):≤℃ 其他: /
金相检验(角焊缝): 根部(焊透、未焊透):焊缝(熔合、未熔合):焊缝、热影响区(有裂纹、无裂纹): 检验截面ⅠⅡⅢⅣⅤⅥⅦⅧ 焊脚差(mm) 无损检测: 无损检测标准:检测种类: 检测比例:合格级别: 其他: 耐蚀堆焊金属化学成分(重量%): C Si Mn P S Cr Ni Mo V Ti Nb
分析表面或取样开始表面至熔合线的距离(mm): 附加说明:结论: 本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。 评定结果: 合格 焊工钢印日期第三方检验 编制审核批准监检 日期日期日期日期试验标准:JB4708-2000 拉伸试验试验报告编号: 样 号取样
焊接工艺评定记录01-05(改)
焊接工艺评定记录01-05(改)
SY/QR-11-04 焊接工艺评定记录(PQR ) (参见ASME 锅炉及压力容器规范第IX 卷,QW-200.2) 记录焊接试件的真实条件 公司名称 山西腾飞石油钻具有限公司 工艺评定记录编号 PQR-01 日期 2012.12.15 焊接工艺规程编号 WPS-01 焊接方法 手工电弧焊 自动化等级(手工、自动、半自动化) 手工 接头(QW-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 75o 10
母材(QW-403) 材料标准号 GB/T1591-2008 型号和等级 Q345-B P-No. 1 与P-No. 1 相焊接 厚度 10mm 直径 / 其他 / 填充金属(QW-404) SFA No. / AWS No. J502(E5023) F-No. / A- N o. / 焊条(丝)直径 φ3.2 φ4.0, 其他 / 熔敷焊缝金属厚度 / / 位置(QW-405) 坡口位置 3G 焊接方向(向上、向下) 立焊 向上 其他 / 预热(QW-406) / 预热温度 / 层间温度 / 其他 / 焊后热处理(QW-407) 温度 / 时间 / 其他 / 气体(QW-408) 气 体 混合体 (%) 流 量 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 电特性(QW-409) 电流 AC 极性 反极 安培 第1层100A 伏特 24V 钨极尺寸 / 其他 140-220A 电压26~34V 焊接技巧(QW-410) 焊接速度 200-260mm /min 无摆动焊接或有摆动焊 摆动 多道焊或单道焊(每侧) 多道焊 多丝焊或单丝焊 单丝焊 其他 堆焊层全部为多层焊
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00版本号:A版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日
编号:PQR-01焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 2
一、焊接工艺评定任务书(表 1) 3 母材 牌号 0Gr18Ni9 接 头 示 意 图 规格 D60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂 牌号 规格 焊接方法 手工氩弧焊 其他 技 术 要 求 焊缝外观质量 √ 射线探伤 √ 其他 ∕ 机 械 性 能 拉伸(GB228) 数 量 2 件 冲击 ∕ 弯曲 (GB232) 项目 数量 各 项 指 标 面弯 2 件 弯曲直径 12 热影响区 ∕ 背弯 2 件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕ 弯曲角度 180° 其他 ∕ 金相 宏观 ∕ 微观 ∕ 晶间腐蚀 ∕ 合 格 标 准 外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透 X 射线探伤 JB/T 4730.2-2005 射线检测 ∕ 机 械 性 能 拉伸 GB228 金 相 宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观 ∕ 其他 ∕ 金 相 ∕ ∕ 晶间腐蚀 ∕ 编制 桑叶 日期 2010.04.20
现场焊接工艺评定报告记录
现场焊接工艺评定报告记录
————————————————————————————————作者:————————————————————————————————日期: 2
常州科技金融中心钢结构工程 (现场环境) 焊 接 工 艺 评 定 报 告 报告编号: PD0726004 编制: 审核: 审批: 江苏常虹钢结构工程有限公司 二0一五年七月
焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告PD0726004 1 2 焊接工艺评定指导书(对接平焊)ZDS2015055 2 3 焊接工艺评定记录表(对接平焊) 3 4 焊接工艺评定指导书(对接横焊)ZDS2015056 4 5 焊接工艺评定记录表(对接横焊) 5 6 焊接工艺评定指导书(对接立焊)ZDS201505 7 6 7 焊接工艺评定记录表(对接立焊)7 8 焊接工艺评定检验结果8
第1页共8页工程(产品)名称常州科技金融中心(钢结构)评定报告编号PD0726004 委托单位江苏常虹钢结构工程有限公司工艺指导书编号ZDS2015055-57 项目负责人孙尚依据标准《钢结构焊接规范》(GB50661-2011) 试样焊接单位江苏常虹钢结构工程有限公司施焊日期20150730 焊工杨和良资格证号苏D102013000509 级别/ 母材钢号Q345B 板厚或管 径X壁厚 25 轧制或热 处理状态 热轧生产厂江西萍钢实业股份有限公司 化学成分(%)和力学性能 C Mn Si S P V Cr Ni Cu Mo ReH(Rel) (N/m㎡) Rm (N/m㎡) A (%) Z (%) Akv (J) 标准≤ 0.20 ≤ 1.70 ≤ 0.50 ≤ 0.00 35 ≤ 0.03 5 / / / / / ≥345 470~630 ﹥20 / / 合格证0.16 0.84 0.26 0.01 2 0.00 8 399 523 29 复验0.17 0.87 0.29 0.00 6 0.03 4 385 530 24 C ep,Ⅱw (%) C+Mn/6+(Cr+Mo+V)/5 +(Cu+Ni)/15= Pcm(%) C+Si/30+(Mn+Cu+Cr)/20+Ni/60 +Mo/15+V/10+5B= 焊接材料生产厂牌号类型直径(mm) 烘干制度 (℃×h) 备注 焊条 焊丝常州华通焊业 股份有限公司 ER50-6 气保 焊丝 Φ1.2mm 焊剂或气体常州合众工业 气体有限公司 CO2 气体 焊接方法平焊、立焊、横焊焊接位置接头 形式 V型对接 焊接工艺参数见焊接工艺评定指导书清根工艺碳弧气刨焊接设备型号NBC-500 电源及极性直流反接 预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间 (min) / 焊后热处理/ 评定结论:本评定按《钢结构焊接规范》(GB50661-2011)规定,根据工程情况编制焊接工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数适用范围按本评定指导书执行。 评定 评定单位(签章):审核 技术负责
焊接工艺评定记录
南车长江车辆有限公司 C S R Ya n g t z e R o l l i n g St o c k C o.,L t d 工艺评定记录Procedure Qualification Record
工艺评定记录编号CAJ-PQR-GDS-004 P ro c e d u re Q u a l i f i c a t i o n R e c o r d N o. CAJ-PQR-GDS-004 试验结果 POR Test Results 拉伸试验(Tensile Test) 导向弯曲试验(Guided Bend Test)
我们签字人,证明本记录所载正确无误,试验焊缝的制备、焊接和试验符合AWS-D15.1(2001年版) 《机车车辆铁路焊接规程》第十八章要求。 The undersigned certify that the statements in this record are correct, and that the test welds prepared, welded, and tested in accordance with the requirements of Chapter 18 of AWS-D15.1,2001: Railroad Welding Spec.: Cars and Locomotives. 南车长江车辆有限公司 C S R Ya n g t z e R o l l i n g S t o c k C o.,L t d 填表人签字郭文亮日期2011.3.30 Prepared by: Guo Wenliang Date: Mar.30.2011 校核人签字武永亮日期2011.3.30 Checked by: Wu Yongliang Date: Mar.30.2011 批准人签字张厚胜日期2011.3.30 Approved by: Zhang Housheng Date: Mar.30.2011