高速拉丝机恒张力收线数控系统设计

第32卷增刊2006年8月光学技术
0PTICALTECHNIQUE
V01.32Suppl.
August2006
文章编号:1002—1582(2006)S037l一03
高速拉丝机恒张力收线数控系统设计+
黄斌,唐艮宝
(桂林电子科技大学机电与交通工程系,广西桂林541004)
摘要:介绍了一种用于高速拉丝机恒张力收线的数字控制系统。在该系统中其控制核心主要由单片机8098、转速电流输入通道、数字PID调节器等组成。系统通过对张力与电机电流和转速三个参数的实时采集和处理,能够在运行中获得良好的动静态性能。由于系统性价比高,结构简单,具有一定的实用价值和推广意义。
关键词:8098单片机;PID控制;拉丝机;恒张力
中图分类号:TP27文献标识码:A
Thenumeralcontrolsysternofthehighspeeddrawbench
HUANGBin,TANGLiang.bao
(DepartmentofMechatronicsandTrafficEngineering,GuilinUniversityofElectronicTechnology,Guilin541004,China)Abstract:AkindofusedforthenumeralcontrolsystemthatthehighspeedwiredrawingmachiRetoacceptthelineintheconstanttensionisintroduced.Thecontrollingsystemmainlyconsistsofsinglechip,motorspeedandcurrentinput,digitalPIDregulators.ThesystemcanacquiretOmovingandstaticstateperformancegcx)dlyinthemovementthroughthetensionanddee—triccurrentandturnscollectedwithprocessing.Becausepricetheratioofthesystemishighandthestructureissimple,thesys.ternhaspracticalvalueandexpandingmeaning.
Keywords:8098singlechip;PIDcontrol;drawbench;constanttension
1引言
拉丝过程中,随着收线盘上缠绕的金属丝越来越多,收卷盘直径也逐渐增大,如果此时不对收线电机进行调速控制,当收线盘线速度大于拉丝主电机塔轮上的金属丝的线速度时,就会影响金属丝的质量甚至导致断丝,反之,张力过d,Bg,会产生乱丝缠绕现象。为避免上述问题的发生,需要在收线过程中始终保持金属丝张力恒定。为此,设计了一种采用三闭环控制结构的PID调节器控制系统。
2系统硬件设计
本系统中,采用8098单片机为控制核心,主要包含有收线电机速度信号输入电路,速度检测反馈电路,张力检测反馈电路,电流检测反馈电路,PWM功率放大器电路等电路。它能使被调能量紧随信号量的变化,并对被包围在负反馈环节内的一切主通道上的扰动都能有效的加以抑制。而对于比例放大器的静差可以由单片机的PID数值调节器来消除。系统图如图1所示。
2.1恒张力卷取控制原理
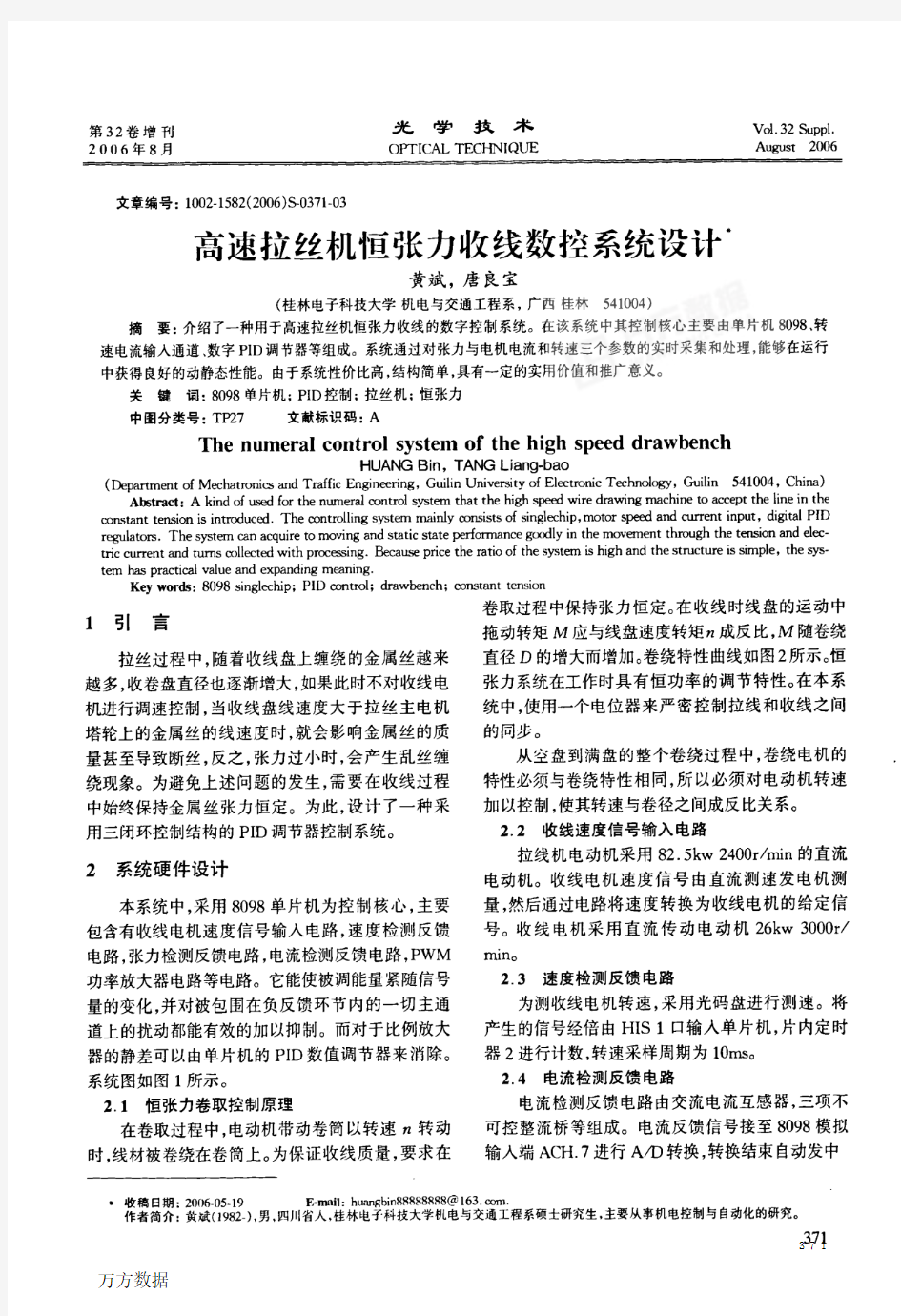
在卷取过程中,电动机带动卷筒以转速理转动时,线材被卷绕在卷筒上。为保证收线质量,要求在卷取过程中保持张力恒定。在收线时线盘的运动中拖动转矩M应与线盘速度转矩,z成反比,M随卷绕直径D的增大而增加。卷绕特性曲线如图2所示。恒张力系统在工作时具有恒功率的调节特性。在本系统中,使用一个电位器来严密控制拉线和收线之间的同步。
从空盘到满盘的整个卷绕过程中,卷绕电机的特性必须与卷绕特性相同,所以必须对电动机转速加以控制,使其转速与卷径之间成反比关系。
2.2收线速度信号输入电路
拉线机电动机采用82.5kw2400r/min的直流电动机。收线电机速度信号由直流测速发电机测量,然后通过电路将速度转换为收线电机的给定信号。收线电机采用直流传动电动机26kw3000r/rain。
2.3速度检测反馈电路
为测收线电机转速,采用光码盘进行测速。将产生的信号经倍由HIS1口输入单片机,片内定时器2进行计数,转速采样周期为10ms。
2.4电流检测反馈电路
电流检测反馈电路由交流电流互感器,三项不可控整流桥等组成。电流反馈信号接至8098模拟输入端ACH.7进行A巾转换,转换结束自动发中
?收稿日期:2006—05.19E-mail:hua唱bin88888888@163锄.
作者简介:黄斌(1982一),男,四川省人,桂林电子科技大学机电与交通工程系硕士研究生,主要从事机电控制与自动化的研究。
371
光学技术
第32卷
断请求信号,电流采样周期为lms。
2.5PWM功率放
大电路
此电路简单可靠,防止了两管直通和二次击穿。输入信
图1系统原理图图2收线机构及其卷绕特性
号A、B采用方波,且严格保持反相。T1~T4是做开关用的大功率三极管。T5~T6为驱动三极管,D1~D4起保护续流作用,D5、D6为阻塞二极管,D为收线电机。
2.6存储器配置电路
由8098单片机和一片EPROM2764A、一片6264RAM组成存储系统电路。EPROM2764作为程序存储器存放应用程序和表格;RAM6264A作为外部存储器,存放数据。
3系统软件设计
在本系统中,系统软件主要分三个部分:主程序、子程序和中断服务程序。
3.1主程序
主程序主要用于设置单片机8098的初始化及各个状态的初始值。如图3所示。
3.2数字PID控制子程序
在收线机控制系统中,将给定信号和各种反馈信号通过模数转换电路后输入到单片机中进行PID算法运算,从而将其转变成收线电机的转速控制信号。数字PID算法的目的就是要使收线机能够迅速随着主电机的转速的变化而变化,并保持钢丝的张力的恒定。系统框图如4所示。
372
3.3中断服务程序
系统程序的中断服务
程序共分4个部分:
外部中断服务程序:
此程序用于发生意外或系
统出现自身无法检测的故
障时由操作人员实现的中
断。转人本程序后马上采
取急停措施。
软件定时器中断服务
程序:此程序用于通过软
件定时器0完成电流、张
力和速度给定量的采样与
调节,采用对A/D命
令寄存器置位的方法
来启动A巾转换以
获得电流、张力和速
度给定量的值,采样
周期为lrns。软件定
时器l完成速度反馈
809例始化
工作参数颅
丌
图3主程序框图
PID算法初始●
山m锋ade(”)+I
fiI算e(一)I
hI算础e(”一2)l
山
l计箅a归(盯)I
山
l计算△“(”)I
l计算口-e(n?1)I山
I更新I
图4PID算法子程序流程图
量的采样和调节,采样周期为10ms。
HSO中断服务程序:本程序是使HSO在触发时刻到达时,能够输出一定宽度的脉冲。
A巾转换完中断:电流模拟量、张力模拟量和速度模拟量转换成数字量后产生转换结束中断,服务程序取走A巾转换结果,而后执行PID控制器子程序。如图5所示。
4结论
本文给出了高速拉丝机数字式收线控制系统的
增刊
黄斌,等:高速拉丝机恒张力收线数控系统设计
上
多通道A/D转换
l
给有效A/D#换值欲符号
上
——三■\\RGI:存放结粜指针
N
\”…%’/
^
、1~
-/
r
lRG2:A/D铸换启动命令字I
/、
\
^,
Y
7-I
/
\“,
送A/D命令字
/
卅月皓
\
i
t
\刈‘/电流王1、u【D训符
公Y\/
I
由\:/
Y
速度环PID调节
、
T断
产生2I制电流
服
存放A/D转换结果
7弁
l
l调肯高速输,mtiS0
启动下一个A/D通道
P
入
RET
N//
今社蝙,圭,\\
Y
图5中断服务程序框图
原理、电路图和程序。应用实践表明,该系统有效地解决了普通拉丝机收线时张力难以控制的问题,提高了高速拉丝机的控制精度和可靠性,且成本低廉,同时该系统还可以采用灵活的控制策略。参考文献:
[1]朱伯欣.德国电气技术[J].E海:E海科学技术文献出版社.
1992.
[2]万健如,等,8098全数字直流双闭环PWM调速系统[J].天津
大学学报.1998,31(5).
.
[3]陈小惠.单片机构成的直流PWM调速系统[J].华东船舶工业
学院学报,1994,8(1).
[4]孙巧榆.8098单片机控制的直流调速系统[J].淮海工学院学
报.1998,9(3)
[5]巨永峰.单片机控制的PWM系统设计[J].电气自动化.1996。
5(5).
(上接第370页)
准时间对本文的方法进行了评价。从图2(C)和图2(d)可以看出,刚体配准与本文方法配准后,癌症肿块都在靠近肝脏表面的位置,分别将癌症肿块叠加在MR图像上(图3(a),图3(b)),可以看出,刚体配准后,癌症肿块处于肝脏内部,而经过本文的方法配准后,癌症肿块处于接近肝脏表面的位置,比较接近实际位置。
通过对配准后的肝脏表面误差进行比较,本文的方法约为1.5mm,而Andre方法约为4mm,本文的方法可以得到较高的配准精度。
但是本文方法需要更多的时间,约为30min,30min是一个可以承受的时间。
8结论
当采用开放式MR系统进行肝癌手术的时候,本文的方法能够精确地确定癌症肿块的位置,虽然
需要较多时间,但是在许可范围之内。将来的工作是设计快速算法,尽量减少本文方法所需要的时间。参考文献:
[1]CurleySA,Radiofrequencyablationofmalignantlivertumors[J].
A/lna[sofSurgicalOncology.2003.10:338—347.
【2JMorikawaS,lnubushiT,KurumiY,eta1.MR.Guidedmicrowave
thermocoagulationtherapyoflivertu/llor¥.initialclinicalexperi.
ences
usinga0.5TopenMRsystem[J].JSagaRe,onImaging,
2002,16:576—583.
[3jVenotA。GolmardJL,LebruchecJF,eta1.Digitalmethodsfor
changedetectioninmedicalimages[J].Informationprocessinginmedicalimaging,1983.16.
[4]ScottAM..MacapinlacH,ZhallgJ,eta1.Imageregistrationof
SPECTandCI"ilTlsgesusinga.11externalfiduciarybandandthree-dimensionalsurfacefittinginmetastaticthyroidcancer[J].Journal
ofnuclearmedicine.1995,36:100~103.
[5]MehrdadS,eta1.AutomaticCTsPEcTregistrationoflivers
treatedwithradioactivemicrospheres[J].PhysMedBiol,2004,49.
[6jAndresC,JeffreyLD。JonathanSL,eta1.Semiautomatic3-Dim.
ageregistrationasappliedtointerventionalMRIIivercancertreat.merit[J],IEEETransactiononMedicalIrrlagmg.2000,19:175一185.
[7]xuc,PrinceJL.Snake.shape,andgradientvectorflow[J].
IEEETrsi'ks()nImageProcessing,1998.7(3):359—369.
[8]RueckertD.SonodaLI,HayesCD,eta1.Nonrigidregistration
usingfree-formdeformations:applicationtObreastMRirr嘲es[J].IEEETransactiononMedicallmaglng,1999,18(8):712~721.
373
高速拉丝机恒张力收线数控系统设计
作者:黄斌, 唐良宝, HUANG Bin, TANG Liang-bao
作者单位:桂林电子科技大学,机电与交通工程系,广西,桂林,541004
刊名:
光学技术
英文刊名:OPTICAL TECHNIQUE
年,卷(期):2006,32(z1)
引用次数:0次
参考文献(5条)
1.朱伯欣德国电气技术 1992
2.万健如8098全数字直流双闭环PWM调速系统 1998(5)
3.陈小惠单片机构成的直流PWM调速系统 1994(1)
4.孙巧愉8098单片机控制的直流调速系统 1998(3)
5.巨永峰单片机控制的PWM系统设计 1996(5)
相似文献(10条)
1.期刊论文潘策.陈晓楠.杨培林基于最优PID控制的直流脉宽调速系统-机床电器2003,30(6)
介绍了基于8098单片机编程来实现最优PID控制的直流脉宽(PWM)调速系统,并且详细论述了该系统的控制方法、结构、参数计算、程序设计等方面的问题.经实践应用证明,该系统结构简单,调速性能好,性能价格比高,真正实现了直流调速系统的高精度控制.
2.期刊论文潘策.杨培林.陈晓楠基于最优PID控制的直流脉宽调速系统-包装与食品机械2003,21(4)
介绍了基于8098单片机编程来实现最优PID控制的直流脉宽(PWM)调速系统,并且详细论述了该系统的控制方法、结构、参数计算、程序设计等方面的问题.经实践应用证明,该系统结构简单,调速性能好,性能价格比高,真正实现了直流调速系统的高精度控制.
3.学位论文靳方义智能控制的BDCM交流伺服系统1999
该文分析了交流伺服系统的工作原理,探讨了无刷直流电机的数学模型和力矩脉动的原因,采取了许多措施,设计出高性能BDCM交流伺服系统.硬件结构上采用以8098单片机为核心,由无刷直流电机、IGBT-PWM逆变器等构成计算机控制的交流伺服系统;在控制算法上,采用模糊控制和PID控制组合的Fuzzy-PID复合控制规律,实现系统的智能控制;在软件结构上,采用8098单片机软件程序实现速度闭环、位置闭环控制.理论、仿真和实际现场运行结果表明了该BDCM交流伺服务系统的性能优越:系统响应快、速度基本无超调、调速范围宽、定位精度高、力矩脉动小、抗扰能力好、鲁棒性强,并成功地实现了高性能BDCM交流伺服系统的智能控制.
4.学位论文张宗军彩色印刷对版自动检测与控制系统1998
该论文的主要工作包括以下几个部分:1.通过对对版系统的分析和对版的技术要求,采用高速光电扫描头和8098单片机组成测控系统来检测和处理对版误差,同时介绍了高速光电扫描头的工作原理,给出了它的结构,给出了8098单片机接口电路和输入、输出通道设计,并给出了整个系统的软件结构设计;2.由塑膜彩色印刷的技术工艺所决定,控制系统的采样周期由印刷工艺决定,根据这一特点和对版的实际要求,该系统采用了模糊+PID复合控制算法;3.对控制算法用MATLAB进行了仿真实验,将该控制系统安装到长泰公司引进的日本FGL-6型印刷机上进行联机调试,并与日本大洋公司90年代生产的DT-860型自动对版系统进行了对比实验.
5.学位论文沈永茂模糊控制在电梯速度跟踪系统中的应用1997
该文所设计的系统采用了功能强大的8098单片机,从而保证了控制的快速性和精确性.该文旨在研究模糊控制算法在电梯中应用,硬件设计输入通道,用作测速反馈;输出通道,用作8098单片机输出控制变频器;显示电路用于表示电机的转速.系统仿真软件用C语言编制,对模糊控制和PID控制作了比较;硬件电路的调试通过SICE仿真器进行调试,实验结果表明模糊控制电梯系统具有良好的动、静态性能.
6.期刊论文唐良宝.黄斌.TANG Liang-bao.HUANG Bin基于神经网络的拉丝机恒张力自适应控制-微计算机信息
2009,25(7)
介绍了一种基于神经网络的拉丝机恒张力收线智能控制系统.该系统针时拉丝机恒张力收线控制系统的非线性与传统PID控制方法的不足,采用了一种单神经元自适应PID控制器对张力环进行调节的方法,以提高控制系统的性能.在该系统中,其控制核心主要由单片机8098、转速电流输入通道、单神经元自适应PID控制器,数字PID控制器等组成.系统通过对张力与电机电流和转速三个参数的实时采集和处理,能够在运行中获得良好的动静态性能.应用结果表明,系统的硬件和软件设计合理,其控制效果优于传统的PID控制器.
7.期刊论文罗昌由.Luo Changyou单片机控制的发动机数字式电子调速器的理论设计-衡阳师专学报(自然科学
)1998,19(6)
提出了一种采用MCS-8098单片机控制的发动机数字式电子调速器.通过单片机对发动机转速进行数字PID调节,克服了传统机械式调速器的许多缺点.
8.会议论文袁朝辉.李俨一种以8098单片机为核心的基本控制器的设计及应用1995
9.期刊论文何新军.张涛基于8098单片机的模糊PID控制系统-长沙大学学报2002,16(2)
本文介绍一种控制方案,用高性能的单片机MCS-8908作为控制器,以实现对变频器驱动交流电机的高精度调速.该控制器采用模糊PID控制,结合MATLAB仿真技术,不需要建立系统的精确模型,适用于非线性、强耦合的电机控制系统.实验结果表明,该控制器结构简单、实用性强,具有较好的抗负载扰动特性.
10.期刊论文郝晓弘.靳方义.侯景阳.刘梅.郭慧丽.HAO Xiao-hong.JIN Fang-yi.HOU Jing-yang.LIU Mei.GUO
Hui-li8098单片机智能控制的BDCM交流伺服系统-甘肃工业大学学报2000,26(2)
介绍了一种以8098单片机为核心,由无刷直流电机、IGBT-PWM逆变器等构成的8098单片机智能控制的BDCM交流伺服系统.控制算法采用FUZZY-PID控制
规律实现系统的智能控制.现场运行结果表明了该系统性能优越:系统响应快、速度基本无超调、调速范围宽、定位精度高、力矩脉动小、抗扰能力好、鲁棒性强.
本文链接:https://www.360docs.net/doc/9012360600.html,/Periodical_gxjs2006z1058.aspx
下载时间:2010年1月12日
小型电缆自动收放器
机械工程学院 毕业设计(论文)开题报告毕业设计(论文)题目: 小型电缆自动收放器 学生姓名 : 指导教师姓名: 专业: 年月日
爆。 由于在电缆收放过程中容易造成电缆外皮磨损、电缆绞缠在一起、电缆内部导线损坏等事故,从而造成不必要的损失,所以这些都是在设计电缆收放装置时所必须考虑到的。 几种收放装置介绍: (1)电磁盘收放电缆装置:该装置主要由弹簧、拉簧夹板和卡线夹板组成,电缆固定在卡线夹板上,该装置的上下两端分别固定于吊车和电磁盘。当电磁盘下降时,在其重力的作用下拉簧受拉力,而使拉簧夹板和卡线夹板展开;当电磁盘上升时,由于拉簧的恢复力,而使拉簧夹板和卡线夹板折合在一起,保证电磁盘升降过程中电缆线的自动收与放。 (2) 全液压电缆自动收放器:现场使用情况如图1,
当钻机上升或下降时,由于电缆长度的变化,其自重产生的下垂力也在变化。收放机电子自动控制系统使工作电缆所受张紧力保持不变。如图2, 液压系统工作原理如图3,
部分文献报道如下: (1)目前, 在煤矿井下的许多自移式设备中, 大多采用防爆电动机作为动力驱动装置, 如何实现电缆随设备移动而自动收放则是困扰人们的一个大问题,解决这一问题的途径有3条: (1)采用不用电力的动力装置---防爆柴油机;(2)将电机所需的电源随车放置;(3)安装收放电缆装置。 地面作业的、以电机为动力装置的设备(如天车)都会用到电缆卷筒,其电源的传递同样是通过电刷滑环完成的,由于地面不存在防爆问题,因而电缆卷筒的设计较为简单。防爆电缆卷筒是解决地下向电网取电的自移式设备的电缆随设备移动而自行收放的理想装置,本文的设计思路完全符合煤矿安全规程的要求,下一步将根据用户的需要进行电缆卷筒的生产。 (2)长期以来,吊机电缆都是由工人随着吊机的移动而收放,劳动条件不好,还经常出现轧断电缆的事故。因此,电缆收放的革新,早已是个课题。在毛主席革命路线指引下,经过批林批孔运动,四桥处二队成立了电缆收放器研制小组,由工人自己设计,因地制宜,节约利废,到目前为止一共试制成功四种不同类型的电缆收放器,即:①同步式;②平衡重式;③摩擦式和④行星式电缆收放器。 (3)电缆收放单轨吊,是一种多功能、高效率、多用途的井下辅助运输设备。其轨道不仅承载着整个装置的重量,还是挂缆车的运行通道。电缆收放单轨吊结构紧凑,便于挂缆车的顺利通过,可靠性好,稳定性高,适应能力强,安装方便,省时省力,经济高效。适应煤矿现代化文明生产的需求。
张力控制变频收卷的控制原理及在纺织机中的应用
张力控制变频收卷的控制原理及在纺织行业的应用 -------作者:中达电通上海分公司 FAE李强 一.前言: 用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。对收卷来说,收卷的卷 经 是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不 同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间,加速,减速,停车,大卷启动 时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷 时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 1.传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基 本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客 户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。 2.张力控制变频收卷的工艺要求 * 在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 * 在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 * 在加速、减速、停止的状态下也不能有上述情况出现。 * 要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 3.张力控制变频收卷的优点 * 张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿. * 使用先进的控制算法:卷径的递归运算;空心卷径启动时张力的线性递加; 张力锥度计算公式的应用;转矩补偿的动态调整等等. * 卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且 在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 * 因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、 减速、停车、再启动时很容易造成爆纱和松纱的现象,将直接导致纱的质量。 而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒 定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施, 使得收卷的性能更好。 * 在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本
全数字张力控制系统的研究
全数字张力控制系统的研究-机械制造论文 全数字张力控制系统的研究 陈杰金霍览宇 (湖南机电职业技术学院电气工程系,湖南长沙410151) 【摘要】本文研究了国内外张力控制系统的数字化发展趋势,并分析对比目前市面上各种张力控制系统的特点和不足,提出了基于通用PLC控制器和变频器为核心的全数字张力控制系统设计方案。 关键词数字化;张力控制系统;PLC;变频器 ※基金项目:湖南省2013年度教育厅科学研究项目(13C254)。 作者简介:陈杰金(1979.02—),女,吉林松原人,湖南机电职业技术学院电气系,讲师。 1 问题的提出 很多行业涉及到张力的控制,张力控制系统是以卷材为材料的生产机械上最重要的控制系统,在冶金、纺织、造纸、印染等许多行业应用广泛,各种产品如钢板、铝箔、布料、塑料薄膜、纸张等卷材,这些材料在加工过程中需要卷曲或者开卷等工序,如铝箔张力控制系统,铝带经过粗轧、精轧等多个工序,变为铝箔之后卷曲成一卷成品。这个过程中张力的控制非常重要,张力过大、过小都会造成卷材质量问题,导致成品率低,比如在放卷、收卷以及过程中,都要保持一定的张力(或者称之为拉伸力),过大的张力会导致材料变形、甚至断裂,而过小的张力又会松弛,导致褶皱,张力控制不稳也会造成不匀、切断长度不稳定等现象,所以必须对张力进行控制,保持张力恒定。由于张力会随着卷径而变化,而张力的变化对卷取效果会有很大影响。因此说恒张力控制是高精度卷取控制的关
键环节。 在某些某冶金企业中仍有为数不少的卷取张力控制设备,其张力控制系统仍采用传统的模拟电子插板式控制系统,以分立的电子器件控制,设备老化,故障频发,急需进行控制系统的升级改造。本文主要是针对这个问题,提出了基于PLC 和变频器为核心的恒张力的控制方案,以较低的成本和较好的控制效果,实现设备的价值再现。 2 国内外研究现状综述 目前高精度的张力控制均能采取闭环控制,通常根据控制方式可分为直接张力控制、间接张力控制和复合张力控制三种方式。直接张力控制,是构建张力闭环控制系统,利用张力检测元件的检测信号与给定张力值比较,通过张力调节器,驱动执行机构,调节张力辊的位移,进而达到控制张力的目的;间接张力控制则是对卷取张力建模,通过对卷取机构的转矩方程进行静态、动态分析,确定影响张力的相关因素(如电流、卷径等),进而对这些因素进行反馈控制(如电流反馈、反电势反馈、卷径反馈控制等),从而达到恒张力控制的目的。复合恒张力控制则是两者的结合。在间接张力控制方式的基础上,增加一个张力闭环,形成三环控制系统。近年来,国内外卷取张力控制现状主要有以下两个方面:(1)利用制动器(磁粉离合器)的励磁电流与输出力矩的线性关系,通过控制和调节磁粉离合器的励磁电流进而控制输出力矩,实现张力控制。这种方式主要应用在轻工业如纺织、印刷行业等,代表产品有三菱张力控制器、华纳张力控制器等等,市场上产品丰富。 (2)通过标准工艺张力控制板及附带的控制软件,通过交直流传动装置,完成张力控制中的动态力矩补偿、卷径计算、恒张力控制等功能,进而实现恒张力
利用PLC S7-200自动绕线机控制系统设计
学生毕业设计(论文)原创性声明 本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得XXXXXXXX或其它教育机构的学位或证书而使用其材料。与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。 毕业设计(论文)作者(签字): 年月日
摘要 针对传统变压器绕线机械结构复杂的缺点,提出一种主轴与排线分离驱动的新型控制模式,实现绕线参数的柔性化调整。一方面,系统采用PLC为控制核心,送线轴恒张力变频驱动,步进驱动器配合卷绕主轴控制步进电机高精度排线。另一方面,系统提供了方便的人机界面,实现了绕线工艺的可编程化;同时,采用PLC驱动执行器和接收控制信号,提高了系统的可靠性。事实证明上述控制系统应用于绕线机具有操作简单, 运行可靠, 工艺参数修改方便, 自动化程度高等优点。 本课题来源于工程实际。所以,本设计从实际出发,从系统的安全、可靠、经济等多方面考虑。我们主要从对系统硬件的选型、搭配,软件的设计与调试等方面进行设计和论证。在本设计中力求可靠、稳定、直观、易于操作。本自动绕线控制系统采用西门子S7-200系列PLC与台达DOP-A57GSTD型触摸屏,并配以现场信号传感器和执行机构构成该系统。应用step7软件包和台达触摸屏软件开发PLC控制、组态程序,实现绕线机运行自动化。 通过仿真调试,本系达到了任务设计的要求,可以达到较好的生产效果,满足产品质量的要求。 关键词:变压器自动绕线 PLC 触摸屏
气动张力控制系统的建模与仿真
气动张力控制系统的建模与仿真 摘要:本文简单介绍了张力控制的相关知识及气动张力控制系统的组成及工作原理,并对张力控制系统的收卷控制部分进行了数学建模与仿真。建立了比例压力阀控缸开环系统的简化模型,采用PID控制方法,在Matlab仿真平台进行系统模型仿真,得到了系统仿真曲线。 关键词:张力控制气动比例控制系统建模与仿真 近年来,气动技术以其自身独特的传动方式和优点,如清洁、结构简单、气体来源充足和成本相对较低,已在工业自动化领域广泛应用。将气动技术应用于恒张力控制系统已成为一个重要研究领域,PID控制,现代控制理论,智能控制等都被应用到气动系统的控制中。但是气动控制系统,由于气体的可压缩性,阀口非线性及气缸摩擦力等因素的影响,导致了气动伺服系统的强非线性、固有频率低、刚度小、阻尼小等特点,要得到满意的控制伺服系统比较困难。要对气动伺服控制系统进行分析和研究,一般需要首先建立该控制系统的数学模型。 本文通过介绍张力控制的相关知识及气动比例控制系统原理与组成,针对张力控制系统的收卷控制部分建立简单的比例压力阀控缸开环控制系统的数学模型,并在Matlab环境下进行了仿真。 一、张力控制的基础知识 张力控制,简单地说就是要控制物体在设备上输送时物体上相互拉长或绷紧的力。张力控制系统往往是张力传感器和张力控制器的一种系统集成,是一种实现恒张力或者锥度张力控制的自动控制系统,主要应用于造纸、纺织、薄膜、电线等轻工业中,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。在带材或线材的收卷和放卷过程中,为保证生生产的质量和效率,保持恒定张力是很重要的。 这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等。 1.典型收卷张力控制示意图
恒张力控制系统
第一章设计说明 课题简介 设计一个恒张力收盘控制系统,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。本系统采用人及交互式的控制方法,由使用者输入设定张力值,通过磁粉制动器、传感器、转换芯片与单片机组成一个闭环系统,使张力恒定在设定值,达到恒张力控制的效果。 设计目的 通过本次课题设计,应用《单片机原理及应用》等所学相关知识及查阅资料,完成恒张力收盘控制系统的设计,以达到理论与实践更好的结合、进一步提高综合运用所学知识和设计的能力的目的。通过本次设计的训练,可以使我在基本思路和基本方法上对基于MCS-51单片机的嵌入式系统设计有一个比较感性的认识,并具备一定程度的设计能力。 设计任务 在本次课程设计中,主要完成如下方面的设计任务: 1、设计单片机系统原理图(A0,PROTEL/CAD或手画); 2、编写系统程序(主程序+子程序); 3、写设计说明书;(设计说明,程序流程图,程序); 4、答辩(十九周周四下午两点); 设计方法 由按键驱动单片机中断,进入按键及显示程序,通过使用者输入数据并通知在LED上显示,输入数据储存在相关区域内备之后使用,返回到主程序后单片机接受由力传感器产生的经AD转换芯片转换后的数字力信号,通过与之前设定值的比较计算,得出控制信号,经DA 转换芯片变为模拟电压信号输入磁粉制动器控制端。若没有键盘中断,则如此往复运行信号检测、运算、输出程序达到动态平衡。
浅析分切机张力控制系统
浅析分切机张力控制系 An Analysis on Tension Control System of Cutter Zhang Y uncai ,Qi xingguang,Zhanghaili 摘要: 分切机的张力控制是分切机控制的核心。本文介绍了分切机张力的形成、影响张力稳定的主 要因素、张力控制的实现形式以及张力控制系统应用性能分析。 关键词: 分切机 张力 张力控制 1.引言 分切机主要是用来完成中低定量纸张(如卷烟纸、铝箔纸、玻璃纸、电容器纸等)和薄膜(如BOPP 、PVC 等)及类似薄型材料的纵向分切和复卷。一般情况下,车速比较快,控制精度要求比较高,其中张力控制是其控制的核心。张力控制是指能够持久地控制原料在设备上输送时的张力的能力。这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多[1]。 2.张力的形成 张力的形成有多种实现形式,但其基本原理都是一致的。如简图1所示, 设张力为F ,收料卷运行线速度为V 1 , 放料卷运行线速度为V 2 ,根据胡克定律可得张力F: dt V V L F t o ? -=)(21εσ, 式中:ε为原料的弹性模量;σ为原来的横截面积;L 为原料牵引长度;t 为原料传送时间,t=L/ V 1 。由此可见,张力的形成是一个积分环节。在启动过程中,V 1>V 2,以使收卷辊内产生一 定的张力,当收卷达到我们所要求的合适张力后,及时调节动力机构使V 1、V 2稳定,这样,原料就在此张力 下稳定运行。张力控制系统就是要满足整机的张力稳定[2]。 2. 影响张力稳定的因素 张力产生波动和变化的因素往往比较复杂,其主要影响因素大致有以下几个方面: (1) 机器的升降速变化必然会引起整机张力的变化。 (2) 分切机在收、放卷过程中,收卷和放卷直径是不断变化的,直径的变化必然会引起原料张力的变化。放卷在制动力矩不变的情况下,直径减少,张力将随之增大。而收卷则相反,如果收卷力矩不变时,随着收卷直径增大,张力将减少。这是在运行中引起原料张力变化的主要因素。 (3) 原材料卷的松紧度变化同时会引起整机张力的变化。
(新)台达数控定子绕线机伺服系统应用实例_
台达数控定子绕线机伺服系统应用实例 利用中达CNC数控系统强大的轴控功能和台达伺服系统快速精准的运动响应,使绕线机的工作效率得到了很大的提高。 本文主要介绍了数控定子绕线机功能的需求,以及系统操作界面和I/O的规划。 一、前言 图1 数控定子绕线机外观 目前绕线机的市场可谓庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机等。本文主要介绍的是利用中达CNC数控系统和伺服产品构建出的设备:数控定子绕线机。他的最大特点是可以自动变换绕线方向,所绕的线圈整齐且圈数准确。操作简便,节省人工,提高产量,产品品质好,其绕线、排线、停车、换槽,完全按程序自动执行。排线宽幅可调,圈数准确。生产速度快,并大量节省线材。下面概述如何利用中达的数控和台达的伺服整合此方案。 二、技术和精度要求 客户原用PLC+伺服控制整台设备,因其加工出来的产品的合格率较低,且一些功能无法实现,满足不了市场上需求,故提出开发数控定子绕线机,并且需要控制系统和伺服满足如下条件: 1.伺服运动轴 在机械上,需要三轴的控制坐标系。其中,排线X轴采用伺服电机直接驱动螺距为4mm 的滚珠丝杠,在连接工作台做直线运动;飞叉Y轴采用伺服电机驱动1:2的齿轮箱间接传动,做360度的圆周运动;分度Z轴采用伺服电机驱动1:9的齿轮箱间接传动,做360度的圆周运动。这3个轴要求能够联动。 此外,对于飞叉轴来说,由于在运动过程中,机械负载惯量会因为绕线的速度的不同而发生较大的变化,这就要求伺服系统具有优异的稳定性、相应性和对负载变化自适应能力。 2.精度要求 机械回零精度:排线轴0.005mm 飞叉轴+/-1度分度轴+/-1度 定位精度:0.02mm +/-1度 要求控制系统和伺服系统能够具有检测反馈,来保证机械运动精度。 3.CNC控制系统 因定子绕线机不仅讲究绕的匝数要准确,而且排线出来的密度要均匀,即最少需要两轴之间做插补运算,实现联动;画面可以自由规划;要给客户方便传输加工程序,并且可以对NC程序编辑和存储;控制系统要提供一个D/A口,实现恒张力控制功能。 另外,客户希望数控系统再开放一个轴,以备后用。
张力控制原理介绍
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图 2
2.2 张力控制方案介绍 对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。 1、开环转矩控制模式 开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。 根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。 MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。 2、与开环转矩模式有关的功能模块: 1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。 2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。 3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。摩 3
张力控制系统中的张力控制与变频
张力控制系统中的张力控制与变频
————————————————————————————————作者:————————————————————————————————日期:
张力控制系统中的张力控制与变频 1.力控制原理。以造纸机的张力控制为例,在图1a)所示的张力控制示意图中,传动电动机M的张力实际值是位于它前面的张力传感器的实际值。通过检测该处的张力情况,来控制传动电动机M的速度,从而形成一个张力闭环。电动机M的速度加快,则纸幅拉紧,张力的实际值就会上升;相反,速度降低,则纸幅松垂,张力的实际值就下降。 在这里,纸幅张力的设定值为T设定,实际值为T实际,经过张力控制器(T-控制)的PID调节器后,再乘以3%的偏移量,作为该传动点速度设定值的一个组成部分。原来传动的速度设定值(V设定)加上该组成部分,就是速度环(V-控制)的输入值,然后即可进行速度控制。在这里设置3%偏移量的目的就是通过传动速度的改变而使张力得到有效的控制。
图1 张力控制示意图 在图1b)所示的张力控制原理中,T-控制就是张力控制模块的实现,包括自动和手动两种方式。张力控制模块投运前需先检测判定现在的张力实际值是否在可投运的范围之内,否则就不能投运,此时按手动投运按钮或当自动投运信号为“1”时,即进入张力控制模块的循环中。张力PID模块的退出,它的条件为相关部位检测到断纸信号或按手动退出按钮。 2.力控制软件流程。这里以某一点的张力控制为例,采用plc语言编程进行张力软件的设计,其示意如图2示。由此可以推广到多点张力控制中去。 ①读取张力设定值。张力设定值的输入可从工艺控制台上进行,并可通过脉冲开关的动作对设定值微调,以符合实际纸幅稳定运行的需要。 ②读取张力实际值。张力实际值的产生是从PLC的模拟量板中获取的,调用相应的功能块程序。本过程读取张力的模拟量值后,在输出端得到标准化的量值,并可通过“高限”和“低限”参数来设置量程。从模拟量输入板读出的模拟量值首先变换为右边对齐的定点数(以标称范围为基础)。 ③张力控制投入判断。张力控制是否投入取决于工艺的需要和纸幅是否已经上卷,纸幅是否断裂,在其他逻辑块中进行手动按钮投入或自动信号投入的设定,以及自动退出。因此这里需要判断张力控制是否投入,如已投入,则进入张力PID控制模块,否则就只显示数值和
接收机系统设计
接收机系统设计 接收机设计是一种综合性的挑战,首先要明确设计目的,即设计那一种接收机,不同种类接收机的设计方法是大不相同的。然后根据系统设计的指标要求进行全面分析,寻找出设计重点或难点,即是高灵敏度设计;或是高线性设计;或是大动态范围设计;还是宽频带设计。不同的设计重点有不同的实现方法,根据系统要求的性能指标,首先要确定: 1.接收机的结构形式,设计系统实现的原理方框图。 确定采样超外差式结构,零中频结构,还是数字IF结构;确定采样 本振频率合成器的类型;确定是一次变频还是多次变频结构,是否 用高中频;确定信号的动态范围及接收机的线性度。 2.接收机功能电路实现及系统线路组成,设计电路图。 本章对一般接收机的设计方法不作详细的讨论,只重点讨论接收机设计中有关高线性度和大动态范围实现的具体方法,这也是本课题实现中的难点所在。 §大动态范围接收机设计方法 接收机动态范围DR(Dynamic Range),是指接收机能够接收检测到的信号功率从最小可检测信号MDS到接收机输入1-dB压缩点之间的功率变化范围,是接收机最重要的性能指标之一。第二章对动态范围已经作了详细的论述。通常,一般的接收机都具有60dB~80dB的动态范围,现代接收机则对动态范围指标提出相当苛刻的要求,往往超过100dB。如本项目动态范围指标要求做的大于120dB。 实现接收机动态范围的功能电路是接收机中的AGC,自动增益控制电路。AGC是一个闭环负反馈自动控制系统,是接收机最重要的功能电路之一。接收机的总增益通常分配在各级AGC电路中,各级AGC电路级联构成总的增益。在接收微弱信号时,接收机要具有高增益,将微弱信号放大到要求的电平,在接收机靠近发射电台式时,AGC控制接收机的总增益,使接收机对大信号的增益很小,甚至衰减。接收机动态范围实现的示意图如下图所示。
汇川变频器的行业应用方案汇总
1.自动扶梯 NICE2000是当今最先进的自动扶梯一体化控制系统,集成了变频驱动和扶梯逻辑控制,辅以简单的外设就可构成完整的扶梯控制系统,该一体化控制系统申请了两项国家发明专利。NICE2000的出现解决了困挠变频扶梯多年的三大难题:成本居高不下、重载下行的安全隐患、变频工频切换的振动。 旁路变频 取消制动电阻能量直接反馈电网 模块化的优点 ■结构紧凑、安装方便; ■先进的矢量控制算法、电机参数自动调谐(静止调谐和完全调谐两种)、运行接触器控制、抱闸接触器控制、旁路变频节能控制、全变频节能控制、速度跟踪控制等多种扶梯控制专用功能;
5.5kW变频器轻松拖动11kW电机。无需PLC 控制变频一体化 高度集成的一体化驱动器,无需PLC,轻松实现旁路变频、全变频、自启动、故障显示、自动加油、方向显示等所有扶梯功能。 2. 电梯专用ME320L是一款专为电梯开发的专用变频器,分为异步变频器和IP后缀同步变频器。ME320L标准配置PG卡、直流电抗器和制动单元,全部功能专为电梯设计,调试简单、性能优越。同步和异步系列的功率范围均从2.2kW到55kW,适合别墅电梯、住宅电梯、商用电梯、载货电梯以及各种速度场合。 1、主回路适用于ME320L-4002~ME320L-4030系列变频器,大于30kW请加装制动单元 2、状态信号输入输出(功能定义全部为默认值) 3、模拟量速度给定
4、多段速速度给定 5、编码器分频输出(编码器输入,根据编码器类型选择相应PG卡,根据PG卡说明接编码器进线) 假设多段速1为高速、多段速2为爬行、多段速3为检修,以1m/s为例 3. 拉丝机专用 MD系列变频器—拉丝行业应用方案专家 产品特点: 高端: 主拉、收线采用电流矢量控制变频器:超强的低频转矩、快速的动态特性、优秀的稳速精度;
6 卷纸张力控制系统
指导教师评定成绩: 审定成绩: 重庆邮电大学 自动化学院 自动控制原理课程设计报告 设计题目:卷纸张力控制系统 单位(二级学院): 学生姓名: 专业: 班级: 学号: 指导教师: 设计时间: 重庆邮电大学自动化学院制
目录 一、设计题目 二、设计报告正文 摘要 关键词 (一)、卷纸张力控制系统原理 (二)、控制过程分析 (三)、系统的时域分析与频域分析 (四)、系统校正 三、设计总结 四、参考文献
一、 设计题目 在造纸厂的卷纸过程中,卷开轴和卷进轴之间的纸张张力采用下图所示的卷纸张力控制系统进行控制,以保持张力F 基本恒定。 要求: (1) 查阅相关资料,分析系统的工作原理,指出被控对象、被控量和给定量,画出系统 方框图。 (2) 分析系统每个环节的输入输出关系,代入相关参数求取系统传递函数。 (3) 分析系统时域性能和频域性能。 (4) 运用根轨迹法或频率法校正系统,使之满足给定性能指标要求。 (已知:m T =0.35 n T =3 12k = 22k = 1m k = 3n k = 反馈系数:1α= 要求:4,40c c ω≥γ≥) 二、 设计报告正文 摘要: 关键词:
(一)、卷纸张力控制系统原理 图1-1卷纸张力控制系统 系统工作原理: 在造纸厂的卷纸过程中,当纸张不断地从卷开轴向卷进轴运动时,线速度就会下降,从而纸张承受的张力会相应的减小。为保证张力的基本恒定,必须调整电机的转速。 图1-1所示的控制系统中,采用三个滑轮和一个弹簧组成的张力测量器来 测量纸上的张力。 将测量的实际张力与预设张力进行比较,经放大器放大后得到电机的输入电压。通过电压的变化来调节电机的转速,进而调节卷开轴向卷进轴运行的线速度。最终,使纸张的张力保持基本恒定。 电机---被控对象 预设张力---系统给定量 实际张力---系统控制量 通过对系统的分析,可得卷纸张力控制系统的方框图如图1-2所示 图1-2卷纸张力闭环控制系统方框图
高频电子线路收音机课程设计模板
高频电子线路 课程设计报告 系(部):三系 专业:通信工程 班级: 11级(1)班 姓名:陈文卿 学号: 20110306119 成绩: 指导老师:陈飞李海霞 开课时间: 2012-2013 学年 2 学期
一、设计题目 HX108-2 AM收音机的组装与调试 二、主要内容 1、学习收音机原理 2、组装、焊接收音机 3、调试收音机 4、书写课程设计报告 三、具体要求 1、对照原理图讲述整机工作原理; 2、对照原理图看懂装配接线图; 3、了解图上符号,并与实物对照; 4、根据技术指标测试各元器件的主要参数; 5、认真细致地安装焊接,排除安装焊接过程中出现的故障。 6、书写一份完整的设计报告。报告包括设计题目、设计任务、详细的设计 过程、原理说明、各模块参数的说明、仿真波形、调试总结、心得体会、参考文献(在报告中参考文献要做标注,不少于4篇) 四、进度安排 第十七周: 周三,周四通过查阅书本,参考资料,网络等学习收音机工作原理。周五开始焊接收音机。 第十八周: 周一、周二焊接收音机 周三调试收音机 周四、周五书写课程设计报告 五、成绩评定 课程设计成绩按优、良、中、及格、不及格评定,最终考核成绩由四部分组成: 1、平时考勤占30% 2、组装的收音机质量占30% 3、答辩占20% 4、实验报告占20%
目录 1、收音机组装与调试的目的与意义 (1) 2、收音机的原理 (2) 2.2总体概述 (4) 2.3输入回路 (5) 2.4变频级 (5) 2.5中放级 (6) 2.6检波级 (7) 2.7 自动增益控制 (8) 3、收音机的组装 (8) 3.1元器件准备与检查 (8) 3.2.1焊接步骤 (8) 3.2.2注意事项 (9) 3.3组合件准备 (10) 3.4装大件 (10) 3.5开口检查与试听 (10) 3.6前框准备 (10) 4、收音机的调试 (11) 4.1收音机的调试步骤 (11) 4.2故障分析与处理 (11) 4.2.1检查顺序 (11) 4.2.2 万用表检查的方法 (11) 4.3.3焊接、组装、调试中易出现的问题以及解决方案 (12) 5、安全及注意事项 (12) 6、心得与体会 (13) 7、元件清单 (13) 8、参考文献 (15)
自动绕线机设计方案说明
自动绕线机设计方案说明 一、绕线机工作原理: 绕线机是用于切割硅单晶上的一种细合金钢丝,由于是在美国进口的大卷筒估计有50000米左右长(重量?),用在线切割机太大太重不能使用,在正常工作情况下只能使用小卷的合金钢丝筒,因此需要将大卷合金钢丝筒,卷成小的合金钢丝筒,小卷的合金钢丝筒约2500-5000米,(重量?)才能用于线切割机使用,合金钢丝直径为Ф0.31。 二、绕线机主要技术要求分析: 1、由于合金钢丝直径只有Ф0.31mm比较细,而且合金钢丝本身比较硬,在绕制过程中拉紧容易断,绕松了容易跑而且排列不整齐,不符合工艺要求, 2、在绕制过程中,绕线的速度不能太快,也不能太慢,启动或停止时,不能堵启、堵停刚好适应合金钢丝本身物理特性。 3、大卷的合金钢丝筒与小卷合金钢丝筒,在绕制合金钢丝过程中(过度轮1)与(过度轮2)垂直下拉转到小卷合金钢丝筒上,而且合金钢丝在小卷合金钢丝筒上从左到右,从右到左依次循环进行绕制,要保证绕线筒合金钢丝排列整齐,松紧适宜,传动部分必须采用高精度、转速恒定可调的步进电机、伺服电机。由于精度高,转速恒定可调是通过内部的脉冲信号来控制与外部传感器信号来控制电机转速、起步、运行、停止等工作状态,才能满足工艺及技术要求。 三、绕线机设计方案: 1、绕线机是根据客户公司提供有关绕线机加工工艺要求及技术要求来进行设计,根据以上工作原理主机控制均采用进口品牌欧姆龙、或西门子PLC可编程器、主要传动部分采用步进电机、伺服电机。合金钢丝绕制过程中的张力松、紧信
号采用张力传感器、计数频率采用旋转编码器,所有传感器采集的控制信号如速度、同步、张力、计数送到PLC进行运算,完成绕线机绕线工艺技术要求。 2、步进电机传动总成叫标准拖板固定安装在工作平台上,同时小卷合金钢丝筒传动总成,水平固定在步进电机传动总成标准拖板上,同步控制信号的采集是安装在2号传动轮上旋转编码器脉冲信号(转速),来控制小卷合金钢丝筒传动总成与步进电机传动总成的同步,方向控制信号由两边的接近开关分别进行控制左、右换向从而达到绕制过程同步。由PLC内部运算的结果,去控制大卷合金钢丝筒传动总成与小卷合金钢丝筒总成转速。 3、合金钢丝在绕制过程中的张力大小,由张力传感器测量出张力模拟信号,去控制大合金钢丝筒的伺服电机扭矩大小。 4、小卷合金钢丝筒传动总成与步进电机传动总成的转速及同步,是通过PLC发出脉冲信号与旋转编码器测量信号,进行自动控制,旋转编码器安装在过度轮的支撑板上面与(过度轮2)的位置上,同时也进行计数测量电机转速,当绕到5KM米(可调)全部绕线过程自动停止。 5、由于在绕线工艺流程非常严格要求同步、整齐、平整,我们在过度轮的支撑板上面安装一套自动垂直绕线装置,由于小卷合金钢丝筒传动总成与左右行走步进电机传动总成拖板同步,合金钢丝左、右摆动是通过支撑板上的自动垂直绕线装置,使(过度轮1)(过度轮2)绕制过程中使(过度轮1),端始与前端终保)垂直,才能保证绕线过程每一层排列整齐。 9、绕线机最好采用触摸屏控制,非常方便进行各种功能的设置,如速度、同步、张力、计数等参数,可减少面板上的控制按钮,操作使用更方便。 10、技术人员到现场了解,针对实际加工工艺流程进行深入了解并提出了以上初步设计方案,另外机械传动部分初步设计方案,需要贵公司配合,如小卷合金钢丝筒,大卷合金钢丝筒的具体安装尺寸,而且需要比较详细工艺要求。
张力控制系统
张力控制系统MAGPOWR (美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。 工作原理 这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。 人工控制 MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案. 我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。该系统最适合应用于: ( 1 )需要自然锥角的收卷场合 ( 2 )卷装成形保持不变的点到点应用场合 ( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合 人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。 可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。 可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。 张力控制系统(3张) 控制方式
张力控制的目的就是保持线
在这种模式下,无需张力检测反馈装置,就可以获得更为稳定的张力控制效果,结构简洁,效果较好。但变频器需工作在闭环矢量控制方式,必须安装测速电机或编码器,以便对电机的转速做精确测量反馈。转矩的计算公式如下: T= ( F× D ) / ( 2× i ) 其中: T 变频器输出转矩指 令 F 张力设定指令 i 机械传动比 D 卷筒的卷径 电机的转矩被计算出来后, 用 来控制变频器的电流环, 这样就可以控制电机的输出转矩。 控制电机的输出转 矩。 控制电机的输出转矩 所以转矩计算非常重要。 这种控制多用在对张力精度
要求不高的场合, 在我鑫科公司就有广 泛的应用。如精带公司的脱脂机、气垫炉 的收卷控制中都采用了这中控制模式。 二、转矩模式下转矩模式下的张力开环控 制 张力闭环控制是在张力开环控制的基础上增加了张力反馈闭环调节。 通过张力 检测装置 反馈张力信号与张力设定值构成 PID 闭环调节,调整变频器输出转矩 指令,这样可以获得 更高的张力控制精度。其张力计算与开环控制相同。不论采 用张力开环模式还是闭环模式, 在系统加、减速的过程中,需要提供额外的转矩 用于克服整个系统的转动惯量。如果不加补 偿,将出现收卷过程加速时张力偏 小,减速时张力偏大,放卷过程加速时张力偏大,减速时 张力偏小的现象。 这种 控制模式多用在造纸、 纺织等卷取微张力控制的场合下。 在我公司尚无需这种控 制。 卷径计算 在所有的模式中都需要用到卷筒的卷径,
大家知道, 在生产过程 中开卷机的卷径是在不 断变小,卷取机的卷径在不断变大,也就是说转矩必须随着卷径的变化而变化,才能获得稳 定的张力控制。可见卷筒的卷径计算是多么地 重要。卷径的计算有两中途径:一种是通过外 部将计算好的卷径直接传送给变频 器,一般是在 PLC 中运算获得。另一种是变频器自己运 算获得, 矢量控制型变 频器都具有卷径计算功能, 在大多数的应用中都是通过变频器自己运 算获得。这 样可以减少 PLC 程序的复杂性和调试难度、降低成本。 变频器自己计算卷径的 方法有三种: 变频器自己计算卷径的方法有三种: 1 、 速度计算法: 、 速度计 算法:
接收机的设计
高频电子线路课程设计 简 易 调 频 接 收 机 的 设 计 专业:电子信息工程 班级:07级2班 姓名: 学号: 指导老师: 时间:2010.06
目录 摘要 (3) 一、选题意义 (3) 二、总体方案 (4) 2.1.设计目的 (4) 2.2.设计思路 (4) 三、调频接收机的基本工作原理 (5) 四、调频接收机的主要技术指标 (6) 4.1.工作频率范围 (6) 4.2.灵敏度 (6) 4.3.选择性 (6) 4.4.频率特性 (6) 4.5.输出功率 (7) 五、各部分性能分析 (7) 5.1、高频放大电路 (7) 5.2、混频电路 (8) 5.3、本振电路 (8) 5.4 、混频器 (10) 5.5、中频放大电路 (12) 5.6 确定电路参数 (13) 5.7、鉴频电路 (14) 5.8、低频放大电路 (15) 5.9 电路参数: (16) 六、心得体会 (17) 七、参考文献 (18)
简易调频接收机的设计 摘要 本次课程设计,其目的是得到一个超外差式的调频接收机。所谓超外差,是指将所要接收的电台在调谐电路里调好以后,经过电路本身的作用,就变成另外一个预先确定好的频率,然后再进行放大和检波。这个固定的频率,是由差频的作用产生的。 在超外差式调频接收机的设计过程中,应将其分为选频网络、高频放大、变频、中频放大、解调、低放和低频功放七个部分。但是在设计时必须全面考虑,妥善处理一些相互牵制的矛盾,特别要抓住主要矛盾(稳定性、选择性、失真等),才能使得接收机有较好的指标。超外差式接收机能够大大提高接收机的增益、灵敏度和选择性。。超外差电路的典型应用是超外差接收机,其优点是:①容易得到足够大而且比较稳定的放大量。②具有较高的选择性和较好的频率特性。③容易调整。缺点是电路比较复杂,同时也存在着一些特殊的干扰,如像频干扰、组合频率干扰和中频干扰等。随着集成电路技术的发展,超外差接收机已经可以单片集成。 关键词:超外差,调频,本振,混频 一、选题意义 社会发展到今天,现代化的工具显得越来越重要。接收机的功能是恢复用于调制发射机的原始信号。该过程称作解调,实现这一恢复功能的电路称作解调器。检波器这一术语也在使用,有时将单个超外差式接收机的解调器称为第二检波器。对于模拟解调器,我们希望能够使失真和噪声最小,这样输出信号波形就会尽可能地接近原始信号了。数字解调的作用是产生或恢复出与发射机输入同样类型的数字输出,且具有尽可能少的误差和正确的信号速率。因此,模拟与数字信号解调器的性能测量方法是个同的。通常,数字解调器可在调制解调器中单独配制,也可与数字调制器一起构成发射机。
绕线机原理
绕线机原理 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
原理建模: 根据线绕电阻器的结构特点及生产要求,建立了如下图所示的绕制模型。 如图所示,骨架夹持定位后,送线装置从1#位置向前移动,把伸出的一小段电阻丝送到始焊点位置,然后焊机把电阻丝前段与左侧金属帽焊接在一起,接着骨架旋转一定的角度并同时移动一小段距离(前间距),将电阻丝绕到瓷棒上,然后送线装置摆动一个角度(前摆角)到达2#位置,在这一位置电阻丝与骨架轴线垂直。接着开始绕线,如图b所示,骨架在旋转的同时向左排线移动,而送线装置固定不动,这样就在瓷棒上绕出了螺旋线,当绕制到合适位置时,骨架停止旋转及排线移动。然后,如图C所示,送线装置向右摆动一定角度(后摆角)返回到1#位置,接着骨架旋转一定的角度并移动一段距离(后间距),将电阻丝绕到金属帽上,然后焊机把电阻丝与金属帽焊接在一起。在焊接的同时送线装置向后移动,把电阻丝拉断,接着骨架向右移动到初始位置,更换骨架,进行下一个骨架绕制。 主要技术控制 (1)恒张力的控制: 绕制电阻时,需要对电阻丝施加一定的阻力来产生线张力,以确保电阻丝紧密地绕在瓷棒表面。线材状态、放线卷的松紧程度、放线卷上电阻丝的排列方式、运动系统的速度变化等因素都会引起线张力的变化。张力太大会使电阻丝材料发生塑性变形,甚至导致电阻丝被拉断;张力波动幅度大,线张力不均匀,会使绕成的螺旋线各处内应力变化
大,后工序处理时各处弹性恢复不一致,进而导致电阻阻值变化,甚至断线失效。由于电阻丝直径微小而且对电阻阻值一致性要求较高,因此对电阻丝的张力控制要求非常严格。采用控制绕线与放线的线速度差控制线张力的方法(检测线材的线速度、控制放料卷转速、补偿其线速度的变化),要达到张力的波动幅度小或波动幅度处于受控状态,机械结构与控制系统比较复杂,影响因素众多,技术难度大,因此,线材的张力是影响电阻器质量的重要因素之一。 (2)精密排线和定位检测技术 线绕电阻器的绕线质量实际反映的是绕线节距精度,因此,实现排线系统的精确走位以达到控制节距精度的目的,既是衡量制造的线绕电阻器是否符合设计要求,又是考核绕制系统技术水平高低的重要参数,是系统研究设计的核心。排线与绕线的运行关系形成节距,排线系统运动的位置精度,直接影响绕线节距精度。排线系统要求实现u级位移精度,由于其静态质量、运动系统的动态加速度、传动误差等,会引起运动迟缓或运动突变,破坏运行关系;运动系统由于受动载荷、运行频率、环境温度、干扰源的影响,系统的电气参数偏离控制范围,均引起绕线节距精度的变化。这种变化量对线绕电阻器绕制系统影响很大。因此,准确控制排线的位置精度和稳态控制节距精度,是必须研究与解决的关键技术。另外,由于来料的骨架和金属帽长度不一致,使用标准骨架长度来定位很难达到实际的要求,如何进行准确的定位,也是需要解决的关键技术。 功能分析: