Value Stream VSM Template
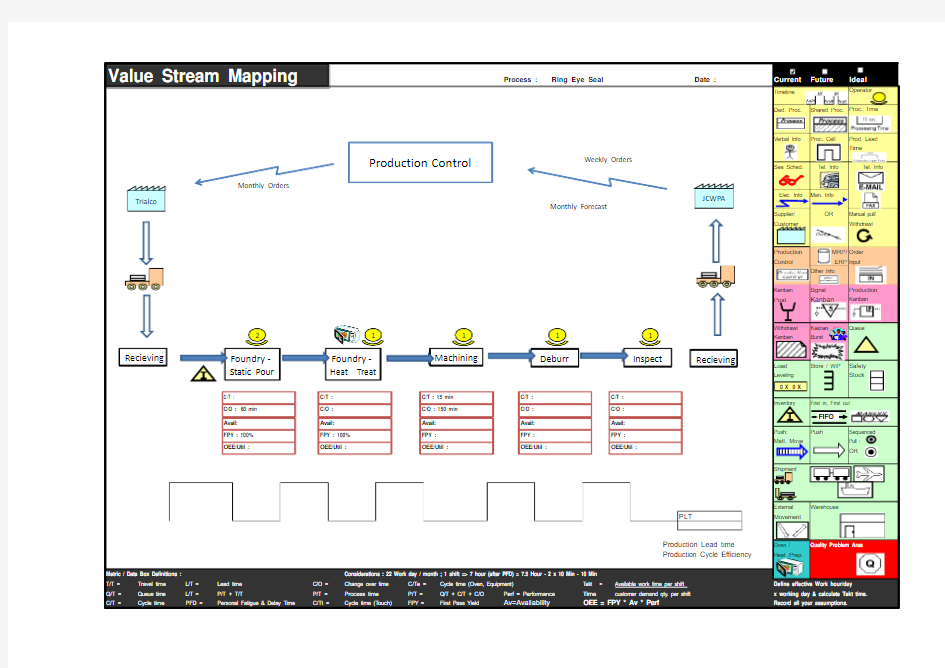
Value Stream Mapping
Process :Ring Eye Seal Date :Current
Future
Ideal
Timeline
Operator
Ded. Proc.
Shared Proc.Proc. Time
Verbal Info Proc. Cell Prod. Lead Time
See Sched.Tel. Info Tel. Info
Elec. Info Man. Info
Supplier/OR
Manual pull/Customer Withdrawl
Production MRP/Order Control ERP Input
Other Info Kanban Signal
Production Post Kanban
Kanban
Withdrawl Kaizan Queue
Kanban
Burst
Load Store / WIP Safety Leveling
Stock
Inventory First in, First out
Push:Push
Sequenced Matl. Move
Pull :OR
Shipment
External
Warehouse
PLT
Movement
Production Lead time
Oven /Quality Problem Area
Production Cycle Efficiency
Heat /Prep. Metric / Data Box Definitions :Considerations : 22 Work day / month ; 1 shift => 7 hour (after PFD) = 7.5 Hour - 2 x 10 Min - 10 Min
T/T = Travel time L/T = Lead time C/O =Change over time C/Te =Cycle time (Oven, Equipment)Takt =Available work time per shift Define effective Work hour/day Q/T =Queue time L/T = P/T + T/T
P/T =Process time P/T =Q/T + C/T + C/O Perf = Performance
Time
customer demand qty. per shift
x working day & calculate Takt time. C/T =
Cycle time
PFD =
Personal Fatigue & Delay Time
C/Tt =
Cycle time (Touch)
FPY =
First Pass Yield
Av=Availability OEE = FPY * Av * Perf
Record all your assumptions.
0 X 0 X
FIFO
C/T : C/O : 60 min
Avail:
FPY : 100%OEE/Util :
Trialco
JCWPA
Production Control
Recieving
Foundry -Static Pour
Foundry -Heat Treat
Machining
2111Weekly Orders
Monthly Forecast
Monthly Orders
Deburr 1
Inspect
C/T :C/O :
Avail:
FPY : 100%OEE/Util :
C/T : 15 min C/O : 150 min
Avail:
FPY :OEE/Util :
C/T :C/O :
Avail:
FPY :OEE/Util :
C/T :C/O :
Avail:
FPY :OEE/Util :
Recieving
Check
Check
Check