产品结构设计—止口扣位手机设计

今天要发的这份教程是止口与反止口的设计要点详解,共分为:
一、认识止口
二、止口的作用
三、止口设计的基本原则
四、止口设计的作图方法
五、止口与扣位的关系
六、止口与反止口关系
七、反止口的不同的结构及变化形式
一、认识止口:
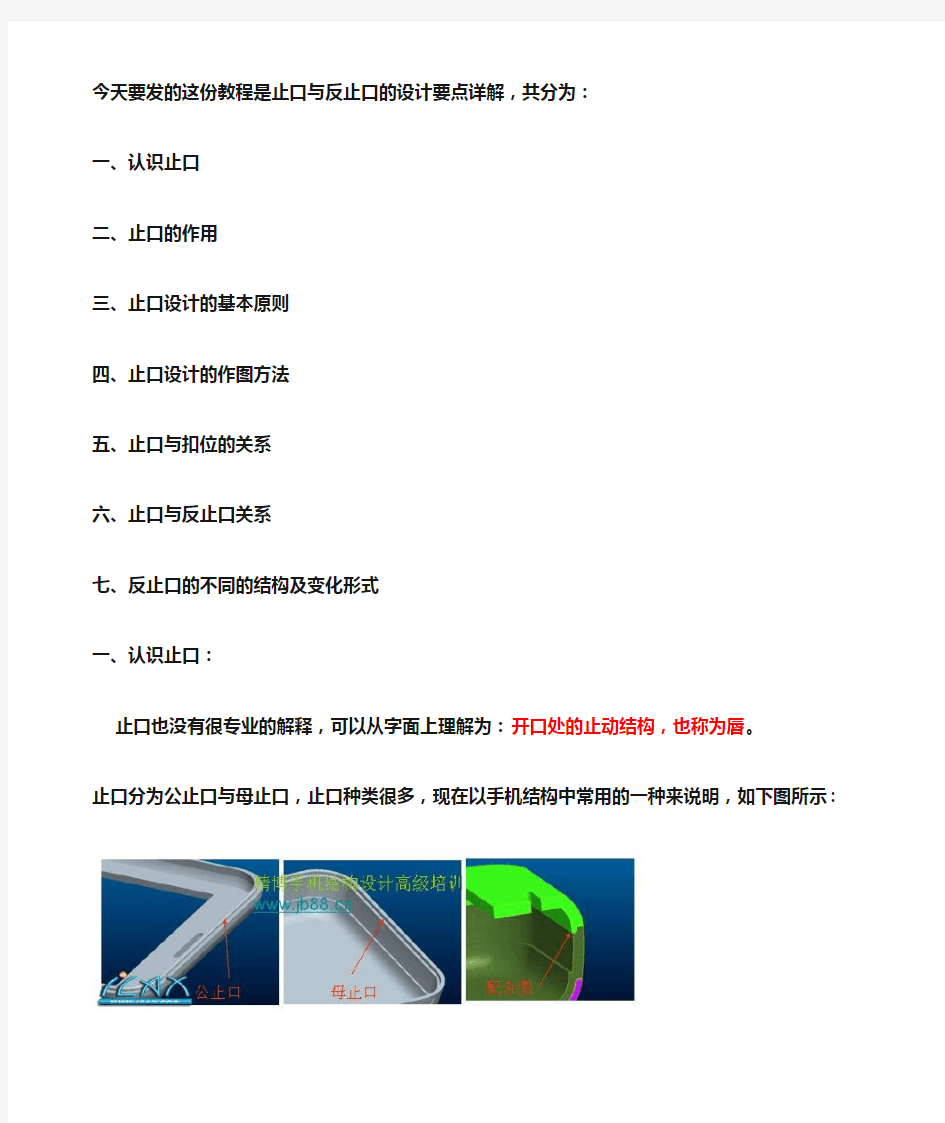
止口也没有很专业的解释,可以从字面上理解为:开口处的止动结构,也称为唇。
止口分为公止口与母止口,止口种类很多,现在以手机结构中常用的一种来说明,如下图所示:
二、止口的作用为什么要设计止口呢?止口有什么作用?总的来说,止口的主要作用归纳为:
1、限位。防止壳体装配时错位、产生断差。如图所示:止口的作用为:防止A壳朝外变形,同时防止B壳朝内缩。
2、防静电。止口也称静电墙,可以阻挡静电从外进入内部,从而保护内部电子元件,所以在设计时尽可能的保留整圈止口的完整
三、止口设计的基本原则止口设计的基本原则:A、公止口一般长在厚度薄的壳体上。
B、母止口一般做在厚度厚的壳体上。补充说明:手机壳体中,绝大部分是A壳薄,B壳厚,所以,A壳一般是长公止口。但要注意的就是公止口不一定就长在A壳,如果A壳厚,B壳薄,公止口就长在B壳
C、公止口的尺寸说明:
1、尺寸a为公止口的高度,常用范围为0.60-0.80
2、尺寸b为公止口根部宽度,常用范围为0.60-0.80,最小尺寸要保证拔模后顶部最小宽度不少于0.50
3、尺寸c1、c2是公止口两侧拔模尺寸,2-3度即可
4、尺寸d倒角尺寸,好装配,常用0.25-0.30
D、止口的配合尺寸说明:
1、尺寸A为配合面尺寸,为0.05
2、尺寸B为止口纵向避让尺寸,常用0.10-0.20,建议0.20,防止尺寸偏差时造成装配干涉。
3、尺寸C是过渡圆角,主要是胶位突变的圆滑过渡,也不能太大,防止装配时干涉。
4、尺寸D为壳体外观面胶厚尺寸,应≥0.80
四、止口设计的作图方法止口的设计作图方法也是很多种,主要有:1、扫描直接做出。扫描可以一步做出,是既快又省步骤的做法,值得推荐,尤其适用于分型面是平面的零件。缺点为分型面是弧面或者断差面的,扫描出来的曲面可能会扭曲,满足不了要求
2、用“唇”命令。Proe中的“唇”命令是用来做止口的,比较方便,一个命令就可以做出来。缺点是容易失败。
3、先拉伸、再拔模。这也是很常用的一种做止口的方法,尤其适用于不便于沿边扫描时,这种方法的好处就体现出来了
4、曲面偏移命令。这种方法明显的缺陷就是步骤多,麻烦。适合于分型面是弧面或者断差面时,又不能用以上方法作止口时,可采用。
五、止口与扣位的关系
A、扣位分公扣与母扣,与止口的关系为:正常布扣方法:母扣布在公止口的壳上,同理,公扣就布在母止口的壳上
B、反扣:母扣布在母止口的那一侧,就叫反扣。
做反扣时要注意,要把公扣两侧的公止口单边切掉至少6MM,否则扣位不能变形,成了死扣
六、止口与反止口关系
A、止口与反止口息息相关,配合使用。反止口的作用与止口相反,如下图所示:反止口是防止B壳朝外变形,同时防止A壳朝内缩。
B、反止口是做在母止口的那个壳上。
C、设计反止口时要注意离公扣单边8.0MM,至少 6.0MM,因为扣位要变形。反止口与止口的配合尺寸如下图:
D、反止口与止口的配合尺寸如下图:
1、尺寸A1为配合面尺寸,为0.10,最大不超过0.15
2、尺寸B1为反止口高度,应B1≥ 0.60,建议0.80
3、尺寸C1为反止口纵向长度,应C1≥1.00,不要太小,否则反止口没有强度,易断
七、反止口的不同的结构及变化形式
A、标准反止口这种反止口是最普遍使用的,结构设计时要注意:为保证足够的强度,要成对做。
B、反止口变化形式一(骨位纵向延伸与母止口连起来)这种反止口是第一种变化而来的,主要适用于PCB离壳体太近,没有空间做标准反止口。
为保证足够的强度,也要成对做。缺点:要切掉另一个壳上的公止口
C、反止口变化形式二(工字骨)工字骨反止口做法也很普遍,主要适用于PCB离壳体太近,没有空间做标准反止口。优点:这种反止口强度好,又不必切另一个壳的公止口,值得推荐。
D、反止口变化形式三这种骨位是由工字骨演变而来,主要适用于PCB离壳体太近,没有空间做标准反止口。缺点:要切掉另一个壳上的公止口,还要注意保证另一个壳的胶厚。
产品结构设计准则--扣位 ( Snap Joints )
产品结构设计准则--扣位( Snap Joints ) 基本设计手则 扣位提供了一种不但方便快捷而且经济的产品装配方法,因为扣位的组合部份在生产成品的时候同时成型,装配时无须配合其他如螺丝、介子等紧锁配件,只要需组合的两边扣位互相配合扣上即可。 扣位的设计虽可有多种几何形状,但其操作原理大致相同:当两件零件扣上时,其中一件零件的勾形伸出部份被相接零件的凸缘部份推开,直至凸缘部份完结为止;及後,藉着塑胶的弹性,勾形伸出部份即时复位,其後面的凹槽亦即时被相接零件的凸缘部份嵌入,此倒扣位置立时形成互相扣着的状态,请参考扣位的操作原理图。 扣位的操作原理 如以功能来区分,扣位的设计可分为成永久型和可拆卸型两种。永久型扣位的设计方便装上但不容易拆下,可拆卸型扣位的设计则装上、拆下均十分方便。其原理是可拆卸型扣位的勾形伸出部份附有适当的导入角及导出角方便扣上及分离的动作,导入角及导出角的大小直接影响扣上及分离时所需的力度,永久型的扣位则只有导入角而没有导出角的设计,所以一经扣上,相接部份即形成自我锁上的状态,不容易拆下。请叁考永久式及可拆卸式扣位的原理图。
永久式及可拆卸式扣位的原理 若以扣位的形状来区分,则大致上可分为环型扣、单边扣、球形扣等等,其设计可参阅下图。 球型扣(可拆卸式)
扣位的设计一般是离不开悬梁式的方法,悬梁式的延伸就是环型扣或球型扣。所谓悬梁式,其实是利用塑胶本身的挠曲变形的特性,经过弹性回复返回原来的形状。扣位的设计是需要计算出来,如装配时之受力,和装配後应力集中的渐变行为,是要从塑料特性中考虑。常用的悬梁扣位是恒等切面的,若要悬梁变形大些可采用渐变切面,单边厚度可渐减至原来的一半。其变形量可比恒等切面的多百分之六十以上。 不同切面形式的悬梁扣位及其变形量之比较 扣位装置的弱点是扣位的两个组合部份:勾形伸出部份及凸缘部份经多次重覆使用後容易产生变形,甚至出现断裂的现象,断裂後的扣位很难修补,这情况较常出现於脆性或掺入纤维的塑胶材料上。因为扣位与产品同时成型,所以扣位的损坏亦即产品的损坏。补救的办法是将扣位装置设计成多个扣位同时共用,使整体的装置不会因为个别扣位的损坏而不能运作,从而增加其使用寿命。扣位装置的另一弱点是扣位相关尺寸的公差要求十分严谨,倒扣位置过多容易形成扣位损坏;相反,倒扣位置过少则装配位置难於控制或组合部份出现过松的现象。 不同材料的设计要点 PA 免时,特别的造模零件是可以达致以上效果。另一种可得到倒扣效果的设计是考虑塑胶物料的特性。利用塑胶柔软的变型,将倒扣的地方强顶出模具,但通常要注意不会把倒扣的地方括伤。以下是扣位的计算方式。尼龙的百份比在5% 左右。脱模角大一点和倒扣的地方离底部高时是可有10%。
塑料产品结构设计第三章拔模斜度
第三章拔模斜度 基本设计守则 塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离岀来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设汁的过程上已预留岀模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,岀模角的考虑在产品设汁的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。 岀模角的大小是没有一肚的准则,多数是凭经验和依照产品的深度来决泄。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用1/8度或1/4 度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每O.O25m m深的织纹,便需要额外1度的出模角。岀模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为塞考之用。此外,当产品需要长而深的筋及较小的岀模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。 出模角度与单边间隙和边位深度之关系表
拔模斜度:为便于拔模,塑件壁在岀模方向上应具有倾斜角度(】,其值以度数表示(参见表2-4 )o 3. 1拔模斜度确定要点 (1)制品精度要求越高,拔模斜度应越小。 (2)尺寸大的制品,应采用较小的拔模斜度。 (3)制品形状复杂不易拔模的,应选用较大的斜度。 (4)制品收缩率大,斜度也应加大。 (5)增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。 (6)制品壁厚大,斜度也应大。
产品结构设计案例
一个完整产品的结构设计过程 1.ID造型; a.ID草绘............ b.ID外形图............ c.MD外形图............ 2.建模; a.资料核对............ b.绘制一个基本形状............ c.初步拆画零部件............ 1.ID造型; 一个完整产品的设计过程,是从ID造型开始的,收到客户的原始资料(可以是草图,也可以是文字说明),ID即开始外形的设计;ID绘制满足客户要求的外形图方案,交客户确认,逐步修改直至客户认同;也有的公司是ID绘制几种草案,由客户选定一种,ID再在此草案基础上绘制外形图;外形图的类型,可以是2D 的工程图,含必要的投影视图;也可以是JPG彩图;不管是哪一种,一般需注名整体尺寸,至于表面工艺的要求则根据实际情况,尽量完整;外形图确定以后,接下来的工作就是结构设计工程师(以下简称MD)的了; 顺便提一下,如果客户的创意比较完整,有的公司就不用ID直接用MD做外形图; 如果产品对内部结构有明确的要求,有的公司在ID绘制外形图同时MD就要参与进来协助外形的调整; MD开始启动,先是资料核对,ID给MD的资料可以是JPG彩图,MD将彩图导入PROE后描线;ID给MD的资料还可以是IGES线画图,MD将IGES线画图导入PROE后描线,这种方法精度较高;此外,如果是手机设计,还需要客户提供完整的电子方案,甚至实物;
2。建摸阶段, 以我的工作方法为例,MD根据ID提供的资料,先绘制一个基本形状(我习惯用BASE作为文件名);BASE就象大楼的基石,所有的表面元件都要以BASE 的曲面作为参考依据; 所以MD做3D的BASE和ID做的有所不同,ID侧重造型,不必理会拔模角度,而MD不但要在BASE里做出拔模角度,还要清楚各个零件的装配关系,建议结构部的同事之间做一下小范围的沟通,交换一下意见,以免走弯路; 具体做法是先导入ID提供的文件,要尊重ID的设计意图,不能随意更改; 描线,PROE是参数化的设计工具,描线的目的在于方便测量和修改; 绘制曲面,曲面要和实体尽量一致,也是后续拆图的依据,可以的话尽量整合成封闭曲面局部不顺畅的曲面还可以用曲面造型来修补; BASE完成,请ID确认一下,这一步不要省略建摸阶段第二步,在BASE的基础上取面,拆画出各个零部件,拆分方式以ID的外形图为依据; 面/底壳,电池门只需做初步外形,里面掏完薄壳即可; 我做MP3,MP4的面/底壳壁厚取1.50mm,手机面/底壳壁厚取2.00mm,挂墙钟面/底壳壁厚取2.50mm,防水产品面/底壳壁厚可以取3.00mm; 另外面/底壳壁厚4.00mm的医疗器械我也做过,是客人担心强度一再坚持的,其实3.00mm 已经非常保险了,壁厚太厚很容易缩水,也容易产生内应力引起变形,担心强度不足完全 可以通过在内部拉加强筋解决,效果远好过单一的增加壁厚; 建摸阶段第三步,制作装配图,将拆画出各个零部件按装配顺序分别引入,选择参考中心 重合的对齐方式;放入电子方案,如LCD,LED,BATTERY,COB。。。将各个零部件引入装配图时,根据需要将有些零部件先做成一个组件,然后再把组件引入装配图时。 例如做翻盖手机时,总装配图里只有两个组件,上盖是一个组件,下盖是一个组件。上盖组件里面又分为A壳组件,B壳组件和LCD组件。下盖组件里面又分为C壳组件,D壳组件,主板组件和电池组件等。还可以再往下分
产品结构设计工程师必备之结构篇
结构篇 塑料的外观要求:产品表面应平整、饱满、光滑,过渡自然,不得有碰、划伤以及缩孔等缺陷。产品厚度应均匀一致,无翘曲变形、飞边、毛刺、缺料、水丝、流痕、熔接痕及其它影响性能的注塑缺陷。毛边、浇口应全部清除、修整。产品色泽应均匀一致,表面无明显色差。颜色为本色的制件应与原材料颜色基本一致,且均匀; ?需配颜色的制件应符合色板要求。 ?上、下壳外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面 ?壳)。可接受面刮<0.15mm,可接受底刮<0.1mm。所以在无法保证零段差时,尽量 ?使产品:面壳>底壳。 ?一般来说,上壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大, ?一般选0.5%,底壳成型缩水较小,所以缩水率选择较小,一般选0.4%。 结构设计的一般原则:力求使制品结构简单,易于成型;壁厚均匀;保证强度和刚度;根据所要求的功能决定其形状尺寸外观及材料,当制品外观要求较高时,应先通过外观造型在设计内部结构。 尽量将制品设计成回转体或对称形状,这种形状结构工艺性好,能承受较大的力,模具设计时易保证温度平衡,制品不以产生翘曲等变形。应考虑塑料的流动性,收缩性及其他特性,在满足使用要求的前提下制件的所有转角尽可能设计成圆角或用圆弧过渡。 塑料件设计要点 开模方向和分型线 每个塑料产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯机构和消除分型线对外观的影响; 开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 脱模斜度 脱模斜度的要点 脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。具体选择脱模斜度时应注意以下几点: a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为
一个完整产品的结构设计过程样本
一种完整产品构造设计过程 一.ID造型; 1.ID草绘 2.ID外形图 3.MD外形图 二.MD设计; 1.建模; a.资料核对 b.绘制一种基本形状 c.初步拆画零部件 2.拆件; a.LENS构造 b.LCD构造 c.夜光构造 d.通关柱构造 e.防水构造 f.按键构造 g.PCB构造 h.电池构造 i.辅助构造 j.尺寸检查 k.手板跟进
m.模具跟进 其她讨论资料: 1.防水圈构造 2.瓦楞纸板构造 3.把JPG图导入PRO/E 4.“止口”构造 5.其她公司开发流程 1:一种完整产品设计过程,是从ID造型开始,收到客户原始资料(可以是草图,也可以是文字阐明),ID即开始外形设计; ID绘制满足客户规定外形图方案,交客户确认,逐渐修改直至客户认同; 也有公司是ID绘制几种草案,由客户选定一种,ID再在此草案基本上绘制外形图。
2:外形图类型,可以是2D工程图,含必要投影视图,也可以是JPG 彩图; 不论是哪一种,普通需注明整体尺寸,至于表面工艺规定则依照实际状况,尽量完整 3:外形图拟定后来,接下来工作就是构造设计工程师(如下简称MD)了; 顺便提一下,如果客户创意比较完整,有公司就不用ID直接用MD 做外形图; 如果产品对内部构造有明确规定,有公司在ID绘制外形图同步MD 就要参加进来协助外形调节;(附图为MD做外形图)
4:MD开始启动,先是资料核对,ID给MD资料可以是JPG 彩图,MD将彩图导入PROE后描线; ID给MD资料还可以是IGES线画图,MD将IGES线画图导入PROE 后描线,这种办法精度较高; 此外,如果是手机设计,还需要客户提供完整电子方案,甚至实物;(附图为将IGES线画图导入PROE
手机充电器电路设计[1]
手机充电器电路设计 摘要:通过对课程的学习设计。了解手机充电器的工作原理及设计流程,确定相关参数和电路图。 关键字:隔离变压器频率绝缘电阻绝缘强度可燃性自由跌落湿热试验工作原理工作流程 1 前言(李洋) 1 电路设计思想 从手机锂离子二次电池的恒流/恒压充电控制出发,用220V 交流电通过配置的内置储能锂电池对手机锂离子电池充电。电路的具体工作流程如图1所示。 图1 工作流程图 2 电路设计方案 充电芯片选用美信半导体公司的锂电池充电芯片,这款充电芯片具
有很强的充电控制特性,可外接限流型充电电源和P沟道场效应管,能对单节锂电池进行安全有效的快充。其最大特点是在不使用电感的情况下仍能做到很低的功率耗散,且充电控制精度达0.75%;可以实现预充电;具有过压保护和温度保护功能,其浮充方式能够充至最大电池容量。当充电电源和电池在正常的工作温度范围内时,接通电源将启动一次充电过程。充电结束的条件是平均的脉冲充电电流达到快充电流的1%,或时间超出片上预置的充电时间。所选用的充电芯片能够自动检测充电电源,在没有电源时自动关断以减少电池的漏电。启动快充后打开外接的P型场效应管,当检测到电池电压达到设定的门限时进入脉冲充电方式,充电结束时,外接LED指示灯将会进行闪烁提示。 电路工作原理 内置储能电池的充电及其保护电路其中包括:LED显示、热敏电阻,电流反向保护。ADJ引脚通过10kΩ的电阻与内部1.4V的精密基准源相连接,当ADJ对地没有连接电阻时,电池充电电压阈值为缺省值:VBR =4.2V;当需要自行设置充电阈值时,可在ADJ引脚与GND间接一精度为1%的电阻RADJ,阻值由式(1)确定:RADJ=10kΩ/(VBR/VBRC-1) (1) 由图3可知,充电阈值为4.1V,可得RADJ=410k 做手机充电器电路设计,需先对其工作环境进行分析,了解其工作原理。
产品结构设计止口扣位手机设计
产品结构设计止口扣位手 机设计 The document was prepared on January 2, 2021
今天要发的这份教程是止口与反止口的设计要点详解,共分为: 一、认识止口 二、止口的作用 三、止口设计的基本原则 四、止口设计的作图方法 五、止口与扣位的关系 六、止口与反止口关系 七、反止口的不同的结构及变化形式 一、认识止口: 止口也没有很专业的解释,可以从字面上理解为开口处的止动结构,也称为唇。 止口分为公止口与母止口,止口种类很多,现在以手机结构中常用的一种来说明,如下图所示:
二、止口的作用 为什么要设计止口呢止口有什么作用总的来说,止口的主要作用归纳为: 1、限位。防止壳体装配时错位、产生断差。 如图所示:止口的作用为:防止A壳朝外变形,同时防止B壳朝内缩。 2、防静电。止口也称静电墙,可以阻挡静电从外进入内部,从而保护内部电子元件,所以在设计时尽可能的保留整圈止口的完整 三、止口设计的基本原则 止口设计的基本原则: A、公止口一般长在厚度薄的壳体上。 B、母止口一般做在厚度厚的壳体上。
补充说明:手机壳体中,绝大部分是A壳薄,B壳厚,所以,A壳一般是长公止口。但要注意的就是公止口不一定就长在A壳,如果A壳厚,B壳薄,公止口就长在B壳 C、公止口的尺寸说明: 1、尺寸a为公止口的高度,常用范围为 2、尺寸b为公止口根部宽度,常用范围为,最小尺寸要保证拔模后顶部最小宽度不少于 3、尺寸c1、c2是公止口两侧拔模尺寸,2-3度即可 4、尺寸d倒角尺寸,好装配,常用 、止口的配合尺寸说明: 1、尺寸A为配合面尺寸,为 2、尺寸B为止口纵向避让尺寸,常用,建议,防止尺寸偏差时造成装配干涉。
产品结构设计概述
产品结构设计概述 第1版 目录 1. 设计流程 (2) 2. 设计方案 (3) 2.1. 建模 (3) 2.1.1. 建立文件夹 (3) 2.1.2. 选择基础文件路径 (4) 2.1.3. 选择新建模型路径 (5) 2.1.4. 编辑 (6) 2.1.5. 建立模型 (7) 2.2. 调整外形及尺寸 (7) 2.3. 分析计算 (7) 2.4. 写设计方案 (7) 3. 详细设计 (8) 3.1. 调整模型 (8) 3.2. 更新模型属性 (8) 3.2.1. 导入模型 (9) 3.2.2. 删除模型 (9) 3.2.3. 导入模型属性&导入属性列表 (9) 3.2.4. 更新模型属性 (10) 4. 工程图 (11) 4.1. 调整工程图 (11) 4.2. 工程图转换 (11) 4.2.1. 导入DXF格式图纸 (11) 4.2.2. 转为dwg格式图纸 (12) 5. 明细表 (13) 5.1. 选择整件图纸 (13) 5.2. 导入整件明细 (13) 5.3. 导入部件明细 (14) 5.4. 保存明细表 (14) 6. 批量打印 (16) 7. 发图 (17) 7.1. 设置发图单位 (17) 7.2. 导入图纸名称 (17) 7.3. 生成发图登记表 (18) 7.4. 发放表排序 (18) 根据公司实际应用情况开发设计, 不适用于外部环境
产品设计流程及方法 东方科技·结构室 2014-7-9 产品是一个企业的核心之一,产品质量关系到企业的持久发展。“低成本、周期短、高质量”是企业对产品的要求。三者之间存在相互的关联,在出厂前,成本主要包括设计成本、采购成本、制造成本及装配成本。其中,采购成本在短周期内是比较固定的,随着量的增加会呈逐步减少的趋势。制造、装配成本与设计相关,设计不同会产生成本的差异。周期也主要包括设计周期、采购周期、制造及装配周期,随着ERP系统的上线,对采购周期的缩短提供了有利条件,制造、装配周期也与设计相关。质量包括产品的可靠性、准确性,可靠性由设计者决定,准确性由制造装配者决定。对于新产品或者白图,设计与成本、周期、质量都相关,设计周期短会降低设计成本,会有更多时间关注产品质量。所以,设计是产品的核心。 我们做任何事情都有一定的方法及次序,把这种方法总结出来便成为流程。不同的流程对事情的处理速度千差万别,因此需要有一种统一的流程,大家都按这种流程工作,会产生最大的效益。 在实际工作中,技术含量较高的工作包括:系统结构布局,性能分析(散热分析、结构强度分析、模态分析、电磁分析等),模型设计优化,工程图及要求。重复性较多的工作包括:建立模型(修改名称、模型替换等),修改模型属性,工程图转换,生成明细表,图纸打印,图纸发放表。两者合起来,就组成了产品的设计流程。 重复性的工作占整个设计流程的一半以上,并且给设计者带来沉重的负担,增加了设计周期及成本。很多软件都考虑到了这一点,所以都设置了跟VB的接口程序,来满足企业对软件二次开发的要求,称为VBA(Visual Basic for Applications)。通过VBA开发的程序,设计者可以实现上述工作的自动化。因此,实现了工作 中使用软件的自动化后,工作效率将得到大幅提高,工作强度将得到很大降低。 下面在设计流程的基础上,讲解VBA程序的使用方法,设计者需要在学习VBA程序的同时,了解设计流程。
产品结构设计经验
塑胶产品结构设计注意事项 目录 第一章塑胶结构设计规范 1、材料及厚度 1.1、材料选择 1.2、壳体厚度 1.3、零件厚度设计实例 2、脱模斜度 2.1、脱模斜度要点 3、加强筋 3.1、加强筋与壁厚的关系 3.2、加强筋设计实例 4、柱和孔的问题 4.1、柱子的问题 4.2、孔的问题 4.3、“减胶”的问题 5、螺丝柱的设计 6、止口的设计 6.1、止口的作用 6.2、壳体止口的设计需要注意的事项 6.3、面壳与底壳断差的要求 7、卡扣的设计 7.1、卡扣设计的关键点 7.2、常见卡扣设计 7.3、
第一章塑胶结构设计规范 1、材料及厚度 1.1、材料的选取 a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲 击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支 架、LCD支架)等。还有就是普遍用在电镀的部件上(如按钮、侧键、 导航键、电镀装饰件等)。目前常用奇美PA-757、PA-777D等。 b. PC+ABS:流动性好,强度不错,价格适中。适用于作高刚性、高冲击 韧性的制件,如框架、壳体等。常用材料代号:拜尔T85、T65。 c. PC:高强度,价格贵,流动性不好。适用于对强度要求较高的外壳、 按键、传动机架、镜片等。常用材料代号如:帝人L1250Y、PC2405、 PC2605。 d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸 水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。常用于滑轮、 传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。 e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。常用于齿轮、滑轮等。 受冲击力较大的关键齿轮,需添加填充物。材料代号如:CM3003G-30。 f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳 光,室外十年仍有89%,紫外线达78.5% 。机械强度较高,有一定的耐
手机遥控电路设计
河南科技学院 2009届本科毕业生论文(设计) 论文(设计)题目: 手机遥控电路设计 学生姓名: 所在院系:新科学院 所学专业:电子信息工程 导师姓名: 完成时间:2010年5月10日
摘要 进入21实际以来,数字化技术取得了更加迅猛的发展并日渗透到各个领域。随着intemet网向普通家庭生活不断扩展,通讯一体化趋势日益明显。智能化信息家电产品已经开始步入社会和家庭。家用电器手机遥控可以用手机远程控制整个智能住宅系统以及实现安防系统的自动电话报警系统。无论你在哪里,只要一个电话就可以随时实现对住宅内所有家用电器的远程控制。离家时忘记关掉电器,打个电话就可以实现关闭,回家前,打个电话可以先把热水器启动,空调打开。若配臵了安网系统,则当家庭发生入室抢劫等险情时,安防系统会自动拨打预设的电话,随时通知主人。 关键词:自动控制技术,手机,遥控
The first control circuit design household appliances Abstract With the level of industrial automation in many industries left unattended at the scene. hope to be able to control remote equipment and measurement. as well as set up remote data terminals and data collection. the gradual popularization of mobile phone makes cell phone use in the industrial scene as a possible. In addition with the improved quality of life. people would very much like the same as anywhere in the home for the remote control of home appliances. In this way. the heat of summer. the owner can work the remote control to open half an hour before air-conditioning. work into the home have a very cool feeling. can remotely open the microwave oven. rice cooker and other cooking utensils. a home can enjoy delicious meals. In the high-tech convenience to the people at the same time. the family has become increasingly security conscious attention. if the police family situation (such as fire. theft alarm. etc.). the owner also informed the police hope that in time the situation and take timely effective measures. Keywords: Automatic control technology, Remote control, Phone
电子产品结构设计的标准及原则
电子产品结构设计的标准及原则 一、壁厚设计原则 塑胶材料基本设计守则壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。一般的热塑性塑料壁厚设计应以4mm 为上限从经济角度来看过厚的产品不但增加物料成本 延长生产周期增加生产成本。从产品设计角度来看过厚的产品增加产生气孔的可能性大大削弱产品的刚性及强度。 模具的温度都比塑材的熔融温度低,当塑材刚从唧嘴中进入模具时,由于模具的温度更低,在模具表面会形成一层结晶层,约有0.2MM,造成能通过胶料的空间非常小,需要非常大的注塑压力,很有可能造成无法填满,现在有一些薄壁注塑技术就是应此而生的。最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题 二、筋位设计原则 加强筋的作用加强筋在塑胶部件上是不可或缺的功能部份。加强筋增加产品的刚性和强度而无需大幅增加产品切面面积对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。此外,加强筋更可充当内部流道助模腔充填,对帮助塑料流入部件的支节部份很大的作用。设计原则加强筋一般被放在塑胶产品的非接触面其伸展方向,应跟随产品最大应力和最大偏移量的方向选择加强筋的位置,亦受制於一些生产上的考虑如模腔充填、缩水及脱模等 三、柱位设计原则 1.支柱突出胶料壁厚是用以装配产品、隔开物件及支撑承托其他零件之用。 2.空心的支柱可以用来嵌入件、收紧螺丝等。 四、止口设计原则 反叉骨设计的一般尺寸 A、止口与反止口息息相关 配合使用。反止口的作用与止口相反,反止口是防止B壳朝外变形,同时防止A壳朝内缩。 B、反止口是做在母止口的那个壳上。 C、设计反止口时要注意离公扣单边8.0MM 至少6.0MM,因为扣位要变形 五、卡扣设计原则原理
手机界面设计调研报告
手机界面设计调研报告 概要 界面设计项目自金山企业带入我国问世以来,经过多年的发展,已经成长为新型设计行业的一大巨头,成为众多移动终端生产商和应用程序开发者青睐的选择。这次调研分析了手机界面设计的特点,介绍了手机界面设计的构架、市场占有率、各版本的更新,以及使用效果的简单分析。概括了手机界面设计行业能取得成功的原因,以及手机界面设计的发展面临的困难和问题。 UI UI即User Interface(用户界面)的简称。 UI设计则是指对软件的人机交互、操作逻辑、界面美观的整体设计。好的UI设计不仅是让软件变得有个性有品味,还要让软件的操作变得舒适、简单、自由,充分体现软件的定位和特点。 UI的实质 界面设计就像工业产品中的工业造型设计一样,是产品的重要买点。一个友好美观的界面会给人带来舒适的视觉享受,拉近人与电脑的距离,为商家创造卖点。界面设计不是单纯的美术绘画,他需要定位使用者、使用环境、使用方式并且为最终用户而设计,是纯粹的科学性的艺术设计。检验一个界面的标准即不是某个项目开发组领导的意见也不是项目成员投票的结果,而是最终用户的感受。所以界面设计要和用户研究紧密结合,是一个不断满足用户操作体验和视觉体验的过程。 UI的发展现状 目前在国内UI还是一个相对陌生的词。我们经常看到一些招聘广告写着:招聘界面美工、界面美术设计师等等。这表明在国内对UI的理解还停留在美术设计方面,认为UI的工作只是描边画线,缺乏对用户交互的重要性的理解;另一方面在软件开发过程中还存在重技术而不重应用的现象。许多商家认为软件产品的核心是技术,而UI仅仅是次要的辅助,这点在人员的比例与待遇上可以表现出来。 但这不是UI设计真正的价值体现,只是UI设计发展的一个必经过程。我们以物质产品手机行业为例,当手机刚刚进入市场的时候不但价格贵的惊人,而且
MTK手机外围电路设计
MTK电路原理分析 ?MTK使用的是6229的BB芯片,Transeiver使用的是MT6140,PA为3159芯片。 ?6229和6230的区别为CAMERA的支持像数,6229支持200万像数,6230只支持30万像数。 ?6229和6226,6225等BB芯片的区别为6229内部多了一个DSP用于支持EDGE,并且6229的主频为104MHZ,相对于传统的BB芯片52MHZ的主频处理速度快了许多,所以6229不仅可以支持OTG,TVOUT,并且还支持WI-FI。?OTG只支持USB1.1版本,OTG的数据线规范要求不能大于20CM,如果过长会对信号有较大的衰减和反射。 ?6229也使用的是32.768KHZ的晶振产生时序电路基准信号。32.768kHz是RTC(实时时钟)晶振,用32.768是因为32768是2的15次幂,可以很方便的分频,很精确的得到一秒的计时。所有的RTC晶振一般都是32.768或是其倍频。在手机电路中还有一主时钟,一般为13MHz或是其倍频。之所以选用13M这样的时钟是为了与基站同步。
MTK存储器 ?MTK和其他机种使用的FLASH也是不同的。MTK采用混合储存器的方式不同于以往的NOR+NAND存储器方式。 ?NOR+NAND存储器采用NOR来存储BIOS代码,采用NAND存储代码(操作系统和应用软件)和数据,易失性RAM被用来存储执行代码时的变量和数据结构。这种存储器解决方案采用代码映射或请求调页来执行存储在NAND中的操作系统和应用软件。 ?混合存储器采用SRAM和NAND,采用NAND作为非易失性存储器,所以这类解决方案的存储密度能做得很高。这些解决方案可以直接从NAND引导,不再需要高端蜂窝手机中昂贵的引导NOR,因此可降低总系统成本。它们还可以减少元器件数量,节省了电路板空间。但是,这些混合解决方案的引导时间较长、复杂度较高、难以集成且需要主机上有支持请求调页的先进操作系统。
产品管理-通讯产品结构设计 精品
结构设计指引 (Design Guide Line) 目录 第一章 Handset (手机)Structure & Assembly ( 4---11) 一、外形设计 ---Line Drawing 的确定 二、结构设计 ---Assembly Drawing 的确定 1、设计的一般规则 2、零件结构设计 2.1、 Case Front 2.2、 Case Rear 2.3、 Battery Door 2.4、 Lens 2.5、 Light Guide 2.6、 Volume Rubber Key 2.7、 Slide Switch 2.8、 Charge Contact 2.9、 Buzzer 和 Mic Holder 2.10、 Belt Clip 2.11、 Jack Cover 2.12、 Antenna 及附件 第二章 Base Unit(座机) Structure & Assembly (12---- 20) 一、外形设计 ---Line Drawing 的确定 二、零件结构设计 1、 Base top上的Cradle 设计 2、电池仓设计 3、 Key 及 Keypad 的设计 4、喇叭位的设计 5、天线结构设计 6、 Light Guide 设计 7、 Charge Contact 设计 8、 Wall Mount 设计 9、 Base 细节设计 10、PU Foot 10、排线设计 第三章 Plastic Part Structure Design (21--- 26)
一、孔结构 二、柱结构 三、骨位结构 四、壁厚设计 第四章 Rubber Keypad Design (27--- 29) 一、设计参数 二、结构设计 1、 Key 的结构设计 2、与胶件配合的结构设计 3、 Keypad 设计的其它一些要点 第五章 Metal Part Design (30--- 32) 一、材料 1、 P-bronze with Cu-Ni Plating 2、 Nickel Silver 3、 CRS 和 Galvanized steel 4、 Brass 二、充电片设计要注意的问题 三、性能测试 第一章 Handset(手机)Structure & Assembly Handset 的装配设计由彩色效果图 (Rendering)开始,可以从外形及结构两方面交叉进行。 一、外形设计 --- Line Drawing 的确定 根据彩色效果图( Rendering )画出初步的外形草图, 所有描线及尺寸须圆整,过渡光滑顺畅,构图简单 , 确保符合彩色效果图 (Rendering) 的风格。在此基础上再作如下修改。 1、确定 Handset 正面轮廓线 考虑 PCB的宽度和长度以及零件的高度,如 Receiver、 Mic 等,确保装配空间足够,间隙合理。画出“ 危险” 截面图,保证扣位空间及位置正确。 2、 Handset 侧面轮廓线的定义 调整 PCB的装配位置高度,确保 LCD、 Shield Can、 Receiver、 Buzzer、 Mic 和电池有足够的空间。 Receiver 和 Mic 不能形成自激回路 ( Feed Back) ,应考虑密封性。还要考虑 Buzzer 的共鸣腔及出声口。 3、确定 Part Line,须考虑以下几个方面:
一个完整产品的结构设计过程
一个完整产品的结构设计过程 一.ID造型; 1.ID草绘 2.ID外形图 3.MD外形图 二.MD设计; 1.建模; a.资料核对 b.绘制一个基本形状 c.初步拆画零部件 2.拆件; a.LENS结构 b.LCD结构 c.夜光结构 d.通关柱结构 e.防水结构 f.按键结构 g.PCB结构 h.电池结构 i.辅助结构 j.尺寸检查 k.手板跟进
m.模具跟进 其他讨论资料: 1.防水圈的结构 2.瓦楞纸板的结构 3.把JPG图导入PRO/E 4.“止口”的结构 5.其他公司的开发流程 1:一个完整产品的设计过程,是从ID造型开始的,收到客户的原始资料(可以是草图,也可以是文字说明),ID即开始外形的设计;ID绘制满足客户要求的外形图方案,交客户确认,逐步修改直至客户认同; 也有的公司是ID绘制几种草案,由客户选定一种,ID再在此草案基础上绘制外形图。
2:外形图的类型,可以是2D的工程图,含必要的投影视图,也可以是JPG彩图; 不管是哪一种,一般需注明整体尺寸,至于表面工艺的要求则根据实际情况,尽量完整 3:外形图确定以后,接下来的工作就是结构设计工程师(以下简称MD)的了; 顺便提一下,如果客户的创意比较完整,有的公司就不用ID直接用MD做外形图; 如果产品对内部结构有明确的要求,有的公司在ID绘制外形图同时MD就要参与进来协助外形的调整;(附图为MD做的外形图)
4:MD开始启动,先是资料核对,ID给MD的资料可以是JPG 彩图,MD将彩图导入PROE后描线; ID给MD的资料还可以是IGES线画图,MD将IGES线画图导入PROE 后描线,这种方法精度较高; 此外,如果是手机设计,还需要客户提供完整的电子方案,甚至实物;(附图为将IGES线画图导入PROE
手机界面设计教程
手机软界面设计——基础篇 一、界面设计的原则 (1) 二、定制界面版式 (1) 1界面层级 (1) 2界面构成的基本单位 (2) 1)状态区: (2) 2)标题区: (2) 3)功能操作区: (2) 4)公共导航区: (2) 3界面元素的分解与组合 (3) 1)界面三个信息区的图形切片 (3) 2)提供相关bgcolor的16进制色值及配色方案 (3) 3)提供数据准确的界面版式分割图及关键切片的坐标位置图示 (3) 三、视觉效果 (3) 1简约明快型 (3) 2趣味与独创型 (4) 3高贵华丽型 (4) 四、视觉元素的设计 (5) 1图形元素设计原则: (5) 2图形元素设计流程: (5) 1) 确定风格: (5) 2) 确定图标功能: (5) 3) 确定图标的造型: (6) 4) 进行界面设计制作: (6) 3设计注意事项 (7) 1)色彩问题: (7) 2)可实现性问题: (7) 一、界面设计的原则 手机软界面是置身于手机操作系统中的人机交互的窗口,设计界面必须基于手机的物理特性和软件的应用特性进行合理的设计,界面设计师首先应对手机的系统性能有所了解,例如:手机所支持的最多色彩数量、手机所支持的图像格式,其次应该对软件的功能详细了解熟悉每个模块的应用模式。从而做到最大限度的利用现有资源进行用户界面的开发。 二、定制界面版式 1界面层级 idle(待机界面)-- mainmenu(主菜单)-- submenu(二级菜单)-- third level menu (三级菜单)
2界面构成的基本单位 主要界面的构成被分为几个标准的信息区域(主要针对于按键手机,触屏手机相对灵活): 状态区、标题区、功能操作区、公共导航区 Sony Ericsson 1)状态区: 标示手机目前运行状态及事件的区域,可以包含电池电量、信号强度、运营商名称、未处理事件icon及数量、时间等。状态区域并不是必须存在,可依照交互需求进行取舍。 2)标题区: 主要是LOGO、名称、版本以及相关图文信息。 3)功能操作区: 它是软件的核心部分,也是版面上面积最宽的部分。包含有列表(list)、焦点(highlight)、滚动条(scroalbar)、图标(icon)等很多不同的元素。不同层级的界面包含的元素是不同的,需要依据具体情况合理搭配运用。 4)公共导航区: 也称之为软键盘区域,它是对软件操作进行宏观操控的区域,随时可见,在这里它可以保存当前操作结果、切换当前操作模块、退出软件系统,实现对软件的灵活操控。 针对于嵌入式软件,界面版式的设定,在很大程度上需要借鉴相关手机系统界面的版式,以确保样式的相对统一,利于系统与软件的整合。当然也要考虑软件本身的应用特性,结合操作的可用性和可实施性,对版式进行合理的调整,使呈现信息的区域与区域之间协调统一,主次得当。确保用户可以方便快捷地进行功能操作。 对于整个手机的操作系统界面,需要根据不同的设计需求进行成体系的风格设计。
手机的音频电路原理设计
摘要 本论文先分别论述了手机用麦克、耳机、蓝牙送话、受话、录音的原理,还论述了播放MP3、MIDI音、录音的原理,先从大体上分析了手机的音频原理。 接着以MOTO的经典机型E680为例,详细分析了手机的音频电路原理。 最后是关于手机音频的维修分析。 通过这次论文,在分析原理的基础上指导维修。 关键字:语音总线PCAP集成芯片龙珠(主CPU)NEP(从CPU) Abstract This paper first describes respectively phone with Mike, headphone, Bluetooth sent, the subject, recording the principle, also outlined the play MP3, MIDI Music, the recording of principle, with the general on the phone audio principle. MOTO then to the classic models E680 for example, gave a detailed account of the phone audio circuit. Finally, with regard to the maintenance of cell phone audio analysis. Keywords : Speech PCAP IC Bus
目录 第一章绪论 (3) 第二章手机音频原理论述 (3) 2.1主MIC(麦克)的打电话原理 (4) 2.2主听筒接电话原理 (5) 2.3普通录音原理 (5) 2.4 播放普通录音原理 (6) 2.5耳机送话原理 (6) 2.6 耳机受话原理 (7) 2.7 蓝牙打电话原理 (7) 2.8 蓝牙接电话原理 (8) 2.9 播放MP3原理 (8) 2.10 免提接电话原理 (9) 2.11 播放MIDI音原理 (9) 2.12收音机使用原理 (9) 2.13 E680音频原理总结 (10) 第三章音频电路原理的详细分析 (11) 3.1 Y AMAHA电路原理分析 (11) 3.2收音机电路原理分析 (12) 3.3 音频的路由选择 (16) 3.4 耳机电路原理分析 (20) 3.5蓝牙电路原理分析: (22) 第四章音频故障维修分析 (23) 4.1 无铃声故障 (23) 4.2收音机不能调台,无声音 (26) 4.3无振铃,耳机无声 (27) 4.4 插耳机无收音机 (28) 第五章总结 (32)
产品的结构设计注意事项(塑胶类)
塑胶结构篇 塑料的外观要求:产品表面应平整、饱满、光滑,过渡自然,不得有碰、划伤以及缩孔等缺陷。产品厚度应均匀一致,无翘曲变形、飞边、毛刺、缺料、水丝、流痕、熔接痕及其它影响性能的注塑缺陷。毛边、浇口应全部清除、修整。产品色泽应均匀一致,表面无明显色差。颜色为本色的制件应与原材料颜色基本一致,且均匀; ?需配颜色的制件应符合色板要求。 ?上、下壳外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面 ?壳)。可接受面刮<0.15mm,可接受底刮<0.1mm。所以在无法保证零段差时,尽量 ?使产品:面壳>底壳。 ?一般来说,上壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大, ?一般选0.5%,底壳成型缩水较小,所以缩水率选择较小,一般选0.4%。 结构设计的一般原则:力求使制品结构简单,易于成型;壁厚均匀;保证强度和刚度;根据所要求的功能决定其形状尺寸外观及材料,当制品外观要求较高时,应先通过外观造型在设计内部结构。 尽量将制品设计成回转体或对称形状,这种形状结构工艺性好,能承受较大的力,模具设计时易保证温度平衡,制品不以产生翘曲等变形。应考虑塑料的流动性,收缩性及其他特性,在满足使用要求的前提下制件的所有转角尽可能设计成圆角或用圆弧过渡。 塑料件设计要点 开模方向和分型线 每个塑料产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯机构和消除分型线对外观的影响; 开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 脱模斜度 脱模斜度的要点 脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。具体选择脱模斜度时应注意以下几点: a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。如下图1-1。 b. 凡塑件精度要求高的,应选用较小的脱模斜度。