图解olige6.0

引物设计软件oligo应用简介
2008年03月04日星期二上午 10:11
在专门的引物设计软件中,“Oligo”是最著名的。它的使用并不十分复杂,但初学者容易被其复杂的图表吓倒。Oligo 5.0的初始界面是两个图:Tm图和ΔG图;Oligo 6.0的界面更复杂,出现三个图,加了个Frq图。“Oligo”的功能比“Premier”还要单一,就是引物设计。但它的引物分析功能如此强大以至于能风靡全世界。oligo的下载和安装我就不多说了,打开oligo相信也无需多讲。打开oligo的页面如下:
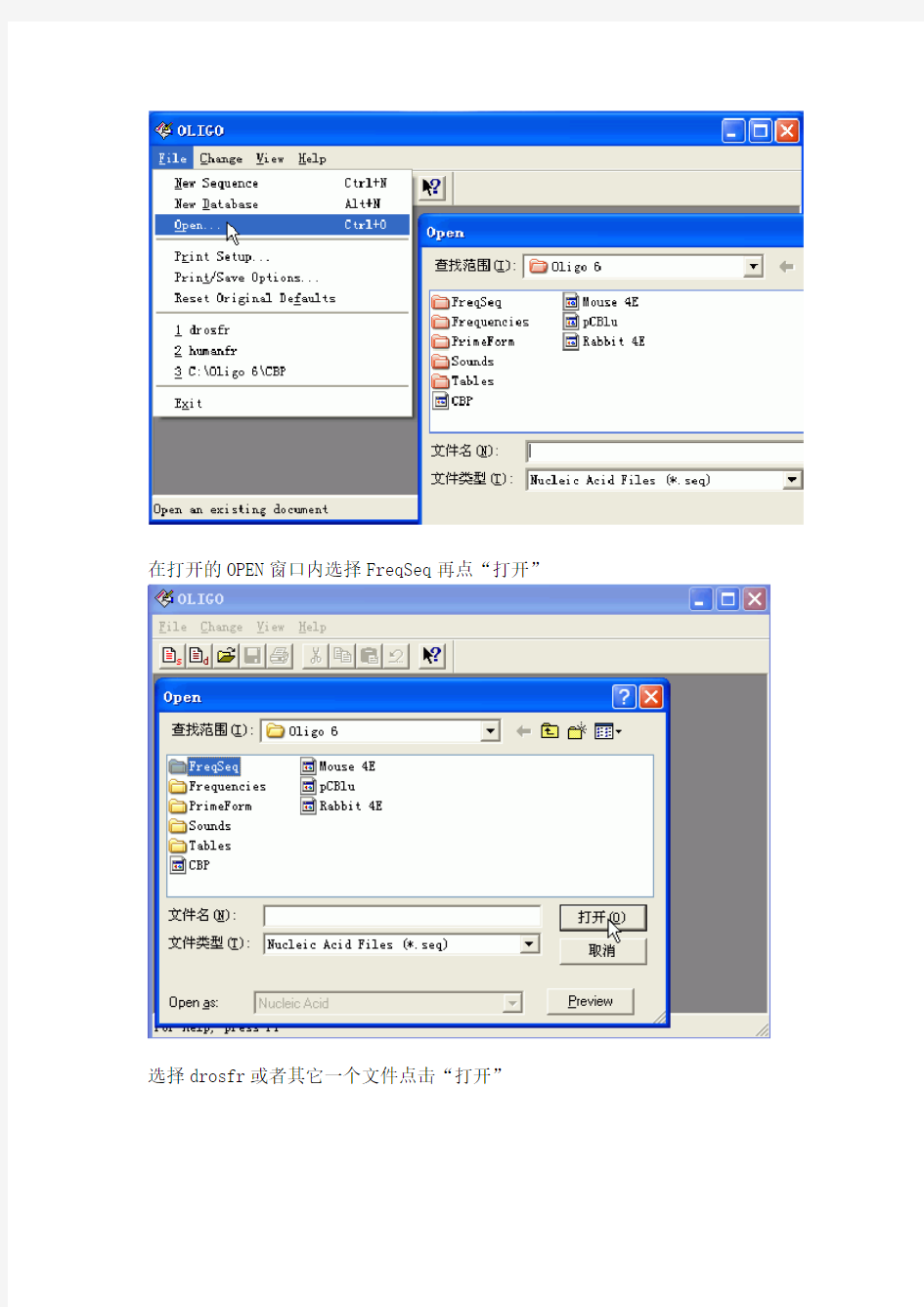
单击file菜单再点open或点击“打开”快捷图标或者用快捷键“CTrl+O”可打开下面的窗口
在打开的OPEN窗口内选择FreqSeq再点“打开”
选择drosfr或者其它一个文件点击“打开”
出现以下窗口,点击“window”再点击“Tile”
出现以下窗口,图中显示的三个指标分别为Tm、ΔG和Frq,其中Frq是6.0版本的新功能,为邻近6至7个碱基组成的亚单位在一个指定数据库文件中的出现频率。该频率高则可增加
错误引发的可能性。因为分析要涉及多个指标,起动窗口的cascade排列方式不太方便,可从windows菜单改为tile方式。如果觉得太拥挤,可去掉一个指标,如Frq,这样界面的结构同于Oligo 5.0,只是显示更清楚了。
?G值反映了序列与模板的结合强度,最好引物的?G值在5’端和中间值比较高,而在3’端相对低(如图:)
Tm值曲线以选取72℃附近为佳,5’到3’的下降形状也有利于引物引发聚合反应。
Frq曲线为“Oligo 6”新引进的一个指标,揭示了序列片段存在的重复机率大小。选取引物时,宜选用3’端Frq值相对较低的片段。
再点击Search再点“Fo'r Primers and probes”或使用快捷键F3
出现以下窗口,点OK就OK了。当然你也可以点击“Prameters”和“Search Range”选择你要的参数和你上下游引物的位置及你扩增产物的长度。
出现Search Status窗口,点“OK”
出现Primer pairs窗口,#代表引物对的编号,依次为引物对所处的位置、产物的长度、最适合的退火温度、和GC的百分含量
点击任一行出现“PCR”窗口,告知你扩增片断的位置,最合适的退火温度等等信息。
关掉“PCR窗口”和“primer Pairs窗口”回到原来的窗口你就能看到你引物的序列和位置,图中手型鼠标所指即为引物序列。
至此引物设计已经完成,你可以用“Analyse”菜单分析你的引物:有无引物二聚体、发卡结构等等。
当上下游引物全选好以后,需要对引物进行评价并根据评价对引物进行修改。首先检查引物二聚体尤其是3’端二聚体形成的可能性。需要注意的是,引物二聚体有可能是上游或下游引物自身形成,也有可能是在上下游引物之间形成(cross dimer)。二聚体形成的能值越高,越不符合要求。一般的检测(非克隆)性PCR,对引物位置、产物大小要求较低,因而应尽可能选取不形成二聚体或其能值较低的引物。第二项检查是发夹结构(hairpin);与二聚体相同,发夹结构的能值越低越好。一般来说,这两项结构的能值以不超过4.5为好。当然,在设计克隆目的的PCR引物时,引物两端一般都添加酶切位点,必然存在发夹结构,而且能值不会太低。这种PCR需要通过灵活调控退火温度以达到最好效果,对引物的发夹结构的检测就不应要求太高。第三项检查为GC含量,以45-55%为宜。有一些模板本身的GC含量偏低或偏高,导致引物的GC含量不能被控制在上述范围内,这时应尽量使上下游引物的GC含量以及Tm值保持接近,以有利于退火温度的选择。好了,oligo使用的简单介绍到此结束。谢谢各位!
(完)
如何看懂电路图(超级完整版)
如何看懂电路图1--学电子跟我来系列文章 电子设备中有各种各样的图。能够说明它们工作原理的是电原理图,简称电路图。 电路图有两种,一种是说明模拟电子电路工作原理的。它用各种图形符号表示电阻器、电容器、开关、晶体管等实物,用线条把元器件和单元电路按工作原理的关系连接起来。这种图长期以来就一直被叫做电路图。 另一种是说明数字电子电路工作原理的。它用各种图形符号表示门、触发器和各种逻辑部件,用线条把它们按逻辑关系连接起来,它是用来说明各个逻辑单元之间的逻辑关系和整机的逻辑功能的。为了和模拟电路的电路图区别开来,就把这种图叫做逻辑电路图,简称逻辑图。 除了这两种图外,常用的还有方框图。它用一个框表示电路的一部分,它能简洁明了地说明电路各部分的关系和整机的工作原理。 一张电路图就好象是一篇文章,各种单元电路就好比是句子,而各种元器件就是组成句子的单词。所以要想看懂电路图,还得从认识单词——元器件开始。有关电阻器、电容器、电感线圈、晶体管等元器件的用途、类别、使用方法等内容可以点击本文相关文章下的各个链接,本文只把电路图中常出现的各种符号重述一遍,希望初学者熟悉它们,并记住不忘。 电阻器与电位器 符号详见图 1 所示,其中( a )表示一般的阻值固定的电阻器,( b )表示半可调或微调电阻器;( c )表示电位器;( d )表示带开关的电位器。电阻器的文字符号是“ R ”,电位器是“ RP ”,即在 R 的后面再加一个说明它有调节功能的字符“ P ”。 在某些电路中,对电阻器的功率有一定要求,可分别用图 1 中( e )、( f )、
( g )、( h )所示符号来表示。 几种特殊电阻器的符号: 第 1 种是热敏电阻符号,热敏电阻器的电阻值是随外界温度而变化的。有的是负温度系数的,用NTC来表示;有的是正温度系数的,用PTC来表示。它的符号见图( i ),用θ或t° 来表示温度。它的文字符号是“ RT ”。 第 2 种是光敏电阻器符号,见图 1 ( j ),有两个斜向的箭头表示光线。它的文字符号是“ RL ”。 第 3 种是压敏电阻器的符号。压敏电阻阻值是随电阻器两端所加的电压而变化的。符号见图 1 ( k ),用字符 U 表示电压。它的文字符号是“ RV ”。这三种电阻器实际上都是半导体器件,但习惯上我们仍把它们当作电阻器。 第 4 种特殊电阻器符号是表示新近出现的保险电阻,它兼有电阻器和熔丝的作用。当温度超过500℃ 时,电阻层迅速剥落熔断,把电路切断,能起到保护电路的作用。它的电阻值很小,目前在彩电中用得很多。它的图形符号见图 1 ( 1 ),文字符号是“ R F ”。 电容器的符号 详见图2 所示,其中( a )表示容量固定的电容器,( b )表示有极性电容器,例如各种电解电容器,( c )表示容量可调的可变电容器。( d )表示微调电容器,( e )表示一个双连可变电容器。电容器的文字符号是 C 。 电感器与变压器的符号 电感线圈在电路图中的图形符号见图 3 。其中( a )是电感线圈的一般符号,( b )是带磁芯或铁芯的线圈,( c )是铁芯有间隙的线圈,( d )是带可调磁芯的可调电感,( e )是有多个抽头的电感线圈。电感线圈的文字符号是“ L ”。
505调节系统中文说明书
引言 505/505E是以微处理器为基础的调速器,适用于单执行机构或双执行机构的汽轮机控 制。调速器采用菜单驱动软件以引导现场工程师根据具体的发电机或机械驱动应用要求对调速器进行编程组态。本说明书主要介绍调速器的工作原理、系统构成、面板操作。由于英文版手册存在不断增加和更改内容等方面的因素,使用woodward 505/505E 时,还请 参考随调速器提供的woodward正式英文版手册。 二、505/505E 的工作原理及系统介绍 505/505E电子调节器比一般液压系统控制精度高,自动化水平大大提高,热电负荷 自整性也高,它能实现升速(手动或自动),配合电气并网,负荷控制(阀位控制或功频控制),抽汽热负荷控制及其它辅助控制,并与DCS通讯,控制参数在线调整和超速保护功能等。能使汽轮机适应各种工况并长期安全运行。 2.1基本原理 并网前在升速过程中,转速闭环为无差控制,505/505E控制器将测量的机组实际和给 定转速的偏差信号经软件分析处理及PID运算后输出标准电流信号给电液转换器,电液转 换器接受调节器输出的标准电流信号,输出与输入电流信号相对应的调节信号油压。调节 信号油压经液压伺服机构放大,控制油动机活塞移动,通过调节杠杆,改变调节汽阀的开 度,调节汽轮机高压段、低压段的进汽量。从而减少转速偏差,达到转速无差控制,当转速达到3000r/min,机组可根据需要定速运行,此时505/505E可接受自动准同期装置发出的或运行人员手动操作指令,调整机组实现同步,以便并网。 机组并网后,如果采用功率闭环控制,可根据需要决定505/505E使机组立即带上初
负荷,DEH实测机组功率和机组转速作为反馈信号,转速偏差作为一次调频信号对给定功 率进行修正,功率给定与功率反馈比较后,经PID运算和功率放大后,通过电液转换器和 油动机控制调节阀门开度来消除偏差信号,对机组功率实现无差调节,若功率不反馈,则以阀位控制方式运行,即通过增加转速设定,开大调节汽阀,增加进汽量达到增加负荷的目的。在甩负荷时,505/505E自动将负荷调节切换到转速调节方式。机组容量较小时建议可不采用功率闭环控制。 在机组带上一定电负荷后可根据需要带热负荷,投入抽汽控制。505/505E控制器根据 机组工况图对机组电负荷及抽汽压力进行自整控制。 2.2 505/505E 系统构成 505/505E是基于32位微处理器控制用的数字控制器。它集现场组态控制和操作盘于一体。操作盘包括一个两行(24个字符)显示,一个有30个操作键的面板,操作盘用来组态505/505E,在线调整参数和操作汽轮机起停及运行。通过操作面板上的两行液晶屏可观察控制参数的实际值和设定值。 控制回路/ / 505/505E 控制器内有三个相互独立的控制器通道:转速/负荷控制PID 回路、辅助控制PID回路、抽汽控制PID回路。前两者通过低选输出,另外有一个PID控制回路可串接在转速控制回路上用于串级控制。其通讯接口有三种。控制器有三种操作模式:程序模式、运行模式和服务模式,程序模式用于组态控制器的功能以适合具体的控制要求,程序模式一旦组态后不再改变,直至需要改变控制功能时。运行模式主要用于操作汽轮机启动正常运行至停机整个控制过程。服务模式可以在运行状态修改参数,根据具体汽轮机控制需要通过编程组态于相应的系统。 输入及输出//本系统控制器有两个控制回路输出4-20mA,负载能力为360ohm,同
常见K线组合
常用K线组合图解 1.阳包阳线最后一根日线被第二阳线所包含,此为涨势缩小的证明。尤其出现在主升走势中,表示即将形成天井.在这时多头应速平仓为宜。 图示:操作提示;卖 2.阴包阳线次日大阴线将前日的小阳线怀抱住,为卖势信号,若在高位区应果断卖出,而在长期升势中,如出现此线形,应即抛售。 图示:操作提示:卖 3.阳包阴线次日的太阳线将前日的小阴线怀抱住了,此为—种极佳的买势信号,特别是在低价区出现或在长期下跌走势中,如最后出现怀抱阳线则可以买进。 图示:操作提示:买 4阴包阴线在位于下降走势中,最后的一根阴线为倒数第二根所包含表示卖力缩小,预示底部将出现,可逢低买入。 图示:操作提示:买 5.浪高线一种波涛汹涌的欲掀大浪之势,到最后看两根日线的发展情形,第—根为小阳线.上下影线较长,表示上升受阻,收盘实体为小的阳线,表示存在多空分歧,次日的开盘成为关键。如次日仍然无大发展,仅出孕出线,故整个大涨之势即告终止,浪高线的顶端如出现长的上影线,表示这—波涨势尾声,获利卖出为好。
图示:操作提示;卖 6.逆势线逆势线和下放三星的情况十分类似,是在下跌走势中遭遇极大阻力,由于多方全力反扑,故收大阳线阻挡前路,这种形态一旦出现容易使底部反转,故以适量买人为宜。 图示:操作提示:买 7.低档转化线在下挫走势中,突然冒出一根太阳线阻挡前路,究竟是喜是忧无法确定,必须再往后看衔接什么日线。不过可确信的是下挫之势已受阻碍,再住下跌亦十分有限。 图示:操作提示;观望 8.插入线在较长期的下降走势之中.突然插入一根反转阳线,被套者不必抛售,应适时补仓,执行买人方针.如连续出现10根创新低的阴线时,当出现阳线插入的情况,此为市道转强的先兆,应迅速买人。 图示:操作提示:买 9.阳切人线第二天开盘的阳线切在前日之最低点(包括影线在内),属于看涨信号,是酒田战法的主要线形之一,此线形出现即有大行情来临。
电气焊安全技术措施方案
整体解决方案系列 电气焊安全技术措施(标准、完整、实用、可修改)
编号:FS-QG-87928电气焊安全技术措施 Electrical welding safety technical measures 说明:为明确各负责人职责,充分调用工作积极性,使人员队伍与目标管理科学化、制度化、规范化,特此制定 1、电气焊人员必须经过专业培训考试合格,并且持证上岗。 2、电气焊作业人员必须具备一定消防安全知识,能熟练使用消防灭火器材。 3、作业时跟班领导一定要进行现场统一指挥,在现场将措施落实到位,并指定专人在场检查和监督,发现问题及时汇报。 4、焊、割等设备的运输执行有关运输安全规程。氧气瓶、乙炔瓶在装卸、运输时不得同油脂、易燃、易爆物品同车上下,必须轻装轻放、捆绑牢固,防止碰撞、滚动。氧气瓶上应装设防震胶圈,搬运前检查安全阀是否拧紧。 5、工作场所必须选择在安全地点,顶板离层、片帮必须处理彻底,
在支护完好的地方,必要时用不燃性材料设临时支护。 6、电焊、气割等工作地点的前后两端各10m的井巷范围内,应是不燃性材料支护,并应有供水管路,有专人负责喷洒水。工作地点至少备有2个个干粉灭火器和足够数量灭火沙袋。 7、作业之前利用清水对作业地点20米范围内煤尘、浮煤、巷帮、煤壁和底板进行冲洗清理,电焊、气割等工作完毕后,工作地点应再次用水喷洒,并应有专人在工作地点检查1h,发现异状,立即处理。 8、在井口房、井筒和倾斜巷道内进行电焊、气割和焊接等工作时,必须在工作地点的下方用不燃性材料设施接受火星。 9、电焊、气割等工作地点,作业过程中要求安监员和瓦检员在现场监督检查,随身携带光学瓦斯检测仪和便携瓦检仪,要保持常开,并且瓦检员每隔一小时使用光学瓦检仪检测一次瓦斯浓度,作业地点风流中瓦斯浓度大于0.5%时不得作业,只有在检测证明作业地点附近20m范围内巷道顶部及其他边角部位无瓦斯积存时,方可进行作业。
505操作说明
505操作说明 一、505一般介绍 (一)505转速控制器的键盘和显示器 505转速控制器的操作屏由操作面板上的键盘和显示器组成。显示器具有二行,每行显示14个字符,用于以英文显示运行参数和故障报警查向参数。此外,还有30个键,提供丁505调速面板上的全部操作。汽轮机的控制操作不需要附加的控制屏,每个汽轮机控制功能都能通过505转速控制器的面板执行。 (二)505键盘上:各个键的功能 1)键盘中央的大菱形键,在其四个角上带有箭头。 ←→(左右翻动)使编程或运行方式下的功能块显示左移或右移。 ↑↓ (上下翻动)使编程或运行方式下的功能块显示上下移动。2)SELECT(选择键) 选择键用于505显示器上行或下行变量的选择控制。@符号用于指出哪一行(变量)能通过调整键ADJ来进行调整。只有当上、下行都为可调变量时,SELECT键和@符号才能起作用。当显示器只显示一个变量时,SELECT 键和@符号的位置将不起作用。 3)ADJ(调整键) 在运行方式中,“▲”增大可调参数,“▼”减少可调参数。 4)PRGM(编程键) 当505处于跳车状态或停机状态时,用该键选择编程方式。在运行方式中,该键用于选择程序临视方式。在程序临视方式中,能浏览所编制的程序但不能修改。 5)RUN(运行键) 从505画面显示(CONTROLLING PARAMETR/PUSH RUN OR PRGM)状态触发汽轮机运行即启动指令。 6)STOP(停止键) 一旦予以确认,触发汽轮机控制停机(运行方式)。能过通过服务方式设定值(在“键选择”下来取消“STOP”指令。
7)RESET(复位键) 对运行方式的报警和停机状态作复位/清除。在停机后按该键还可使调速器返回到(CONTROLLING PARAMETR/PUSH RUNORPRGM)状态。 8)O/NO: 输入O/NO或退出。 9)1/YES: 输入1/YES或投入。 10)2/ACTR(执行机构): 输入2(编程方式)或显示执行机构位置(运行方式),按“下翻箭头”显示输入执行机构的电流。 11)3/CONT(控制参数): 输入2(编程方式)或显示控制参数(运行方式),按“下翻箭头”显示505的最近—次跳车原因、达到的最高转速和就地/远程状态。 12)4/CAS(串级控制): 输入4或显示串级控制信息(运行方式),未使用。 13) 5/RMT<远程控制): 输入5或显示远程转速给定值控制信息(运行方式)。 14) 6/LMTR(阀位限制器): 输入6或显示阀位限制器信息。 15) 7/SPEED: 输入7或显示就地转速值(二选一,选最高值)和转速设定值。 16) 8/AUX(辅助): 输入8或显示辅助控制信息(运行方式)。 17) 9/KW(负荷): 输入9或显示KW/负荷或第一级压力信息(运行方式)。 18)CLEAR:
电气焊作业安全操作规程
编号:CZ-GC-06786 ( 操作规程) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 电气焊作业安全操作规程 Safety operation procedures for electric welding
电气焊作业安全操作规程 操作备注:安全操作规程是要求员工在日常工作中必须遵照执行的一种保证安全的规定程序。忽视操作规程在生产工作中的重要作用,就有可能导致出现各类安全事故,给公司和员工带来经济损失和人身伤害,严重的会危及生命安全,造成终身无法弥补遗憾。 电气焊作业安全操作规程 1.电焊、气焊工均为特殊工种,身体必须检查合格,并经专业安全技术学习,训练和考试合格,获得相应的职业资格证书后方可独立操作。 2.焊接现场禁止堆放易燃、易爆物品,应备有消防器材,保证足够的照明和良好的通风。临时工地若有此类物品,而又必须在此操作时,应通知消防部门和安监部门到现场检查,采取临时性安全措施后,方可进行操作。 3.工作前必须穿戴好防护用品,操作时所有工作人员,必须戴好防护眼镜或面罩,仰面焊接扣紧衣领,扎紧袖口,戴好防护帽。 4.未经上级锅炉压力容器焊工考试合格并持有操作证的焊工,不得从事锅炉、压力容器的焊接工作。对受压容器,密闭容器,各种油桶、管道,沾有可燃气体和溶液的工件进行操作时,必须事先进
行检查清洗,除掉有毒、有害、易燃,易爆物质,解除容器及管道压力,消除容器密闭状态,再进行工作。施工时,应清除周围的易燃、易爆物品或进行可靠的防护措施。严禁焊接任何带有压力的工作物。 5.在焊接,切割密闭空心工件时,必须留有出气孔。在容器内焊接,外面必须设专人监护,并有良好的通风措施;照明电压应采用12-36V;禁止在已做油漆或喷涂过塑料的容器内焊接。 6.电焊机外壳必须必须有良好的接零或接地保护;电焊机接地零线及电焊工作回线都不准搭在易燃易爆的物品上,也不准接在管道和机床设备上,工作回线应接地良好,机壳接地必须符合安全规程。 7.高空作业应系好安全带,采取防护措施,不准将回线缠在身上,地面应有人监护。 8.电焊机电源的装拆应由电工进行。 9.电焊机的一次与二次绕组之间,绕组与铁芯之间,绕组、引线与外壳之间,绝缘电阻均不得低于0.5兆欧。 10.焊钳与把线必须绝缘良好、连接牢固。
手相图解大全
手相图解大全 手相图解大全,我们可以发现,一个人的运气好,他的气色就好,手的色泽看起来也一样比较健康;同样地,他的手相纹路看起来比较清晰,直观上就是一个思路清楚而理性的人;如果一个人的手相纹路很复杂,直观上就是一个思绪较复杂的人,而且事实上也正是如此。由此可见‘以相取人’是很符合自然现象的,这也就是‘手相’预测的基本原理,手相图解大全。 手相图解大全:1.生命线 生命线——即生命纹。从大拇指与食指中间的掌边开始,往掌底走的纹路。手相图解大全,生命纹的长短并不代表寿命的长短,而是代表生命力的强弱,所以生命纹其实应该叫做生命力纹。 生命纹长、深、红润的,生命力强,对疾病的抵抗力强,不容易生病;相反,如果纹浅、弱,就比较衰弱。 纹粗的,适合劳动或运动;手相图解大全,纹细的,适合用脑。 生命纹包围的掌丘范围大的,也是精力充沛,爱欲旺盛;范围小的嬴弱,容易疲倦。 生命纹开头(靠掌边)有链形纹的,儿童时期体弱多病。 生命纹尾端有如流苏,要防老人病。 生命纹上有岛纹,代表某一时间生病或住院,岛纹大小代表病情的轻重与时间长短。 手相图解大全:2.智能线 智能线——即脑纹。是掌相中最重要的一纹,中国手相中此纹代表自己,又称人纹。起点与生命线同,向小指方向走,至无名指与小指指缝间停最好,太短不够聪明,太长则精明过度,亦不好。
脑纹以深细为佳,表示思想能够集中,头脑聪明。 脑纹上有岛纹就表示思想不集中,记意力弱或脑部受挫。 脑纹起点有链形,外在环境影响求学。 智能纹与生命纹起点一起,两纹合为一,一段距离后才分开,表示内向,谨慎,考虑周详。手相图解大全,连的太长,则多虑,容易犹豫不决。 如果生命线和智能线起点一起随后马上分开走,个性果断,能随机应变。 如果两线分开有距离,是大胆外向的个性,天不怕地不怕。 如果两线起点分开超过半公分以上,就成莽撞不经大脑的个性了。 手相图解大全:3.感情线 感情线——即天纹或父纹。从小指下掌边起向食指方向走,以走入食指与中指缝为中庸。 若一直前进至食指下,属于心灵之域,较注重精神的爱;进入中指下面,属肉体之爱,并不注重海誓山盟。 如果在中指下往下弯,就爱得任性,不择手段。 若感情线长而且有分岔往下弯,则是舍一切为情牺牲。 感情线深细的,感情也细腻,感情线粗浅的,感情也粗放。 感情线头端(掌边)如果上下都有像羽毛状的斜纹,表示这人很热情。 若线下没羽毛纹,只有线上有,那是机智线,表示反应好能随机应变。 感情纹如果是链形,多愁善感。手相图解大全 感情纹有岛形纹,如出现在无名指下,代表眼睛有问题,近视、弱视或闪光。 若岛纹出现在其它位置,是感情上的困扰。 感情线断裂,象征感情受到很大的挫折。 手相图解大全:4.婚姻线 婚姻线——在小指下的掌边,介于小指和感情纹之间,有的人只有一条,有的则有数条纹。 数目并不重要,总会有一条较深的纹。如果有两条一样深,就怕会容易陷入三角纠纷。 若婚姻纹超过六条,而且找不出主线,则婚姻关系较乱;手相图解大全,婚姻纹长,择偶条件苛,对配偶的要求也高,婚姻上会有压力。 若长到无名指下并接处太阳线,可有好亲家,带来财富声望。 若冲破太阳线,则有负面效果,以至于影身响声望和财富。 婚姻纹尾部如果分岔,容易分手。 手相图解大全,有岛纹则可能因某种原因分居。 婚姻线尾部往上翘,缺乏结婚的意愿。 手相图解大全:5.命运线 命运线——是从手掌底部往上升的纹,有的人可以直抵中指根部,也可称为事业纹。 有的事业线不是一条直纹,而是断断续续好几条,表示工作不稳定,或经常变更工作环境. 事业纹升到脑纹(智能线)就停止,表示是由自己智能决定而停止工作。 如果升到岛纹而停止,则表是因感情问题而停止工作。 有两条事业纹,可以兼职或发展另一副业。 手相图解大全:6.成功线(太阳线)
电气焊安全技术措施
焊 作 业 安 全 技 术 措 施 三界沟煤矿
电气焊作业安全技术措施审批表 电焊使用安全技术措施 1、施工前必须将工作地点闲人疏散,保证风流通畅
2、施工前首先要由瓦斯检查员检查作业地点附近20 米范围内瓦 斯浓度在%以下时方可同意施工。作业地点前后两端各10米的井巷范 围内,应是不燃性材料支护。 3、施工前,必须将施工地点起20 米以内的易燃物品清理干净。水管扯到施工地点,并保证水源足够,把施工周围10 米范围内先洒水防尘,保证施工现场范围10 米内无可燃物,在施工地点的下方使用不燃性材料接挡掉落的火星。 4、施工前,必须准备两台灭火器,作为应急备用物品。 5、施焊所用的防护物品必须准备齐全,施工时,施工人员要正确使用防护物品。 6、操作者必须具有基本的电工知识,熟悉电焊性能原理和掌握发生事故的急救方法。 7、在电焊机送电前,必须详细检查各接线是否牢固可靠,是否有绝缘损坏、短路、接触不良等现象,电焊钳是否完整无缺。 8、所有焊接设备,包括电焊机,焊接工作台及其它金属设备,均应装有可靠的接地线。 9、电焊机要放置在易散热无积水的安全地点,其温度不得超过 70C。 10、当电焊设备通电时,严禁触摸导电部分。 11、进行焊接时,电焊工必须带电焊面罩,应用专用的玻璃镜, 在焊接时不准随意拿开焊帽,以免伤眼。
12、焊接物件时必须用苛性钠或磷酸纳溶液将油污洗净,用棉纱擦干再 施焊。 13、电焊设备的装设、移动、检查和修理,必须在切断电源的情况下进 行。工作时,不允许有重物压在电焊机电缆的上面。 14、焊接完毕后,清理场地,再次对施工现场进行洒水灭火,施工负责 人、瓦检员必须继续在施工现场观察至少 1 小时,确认电焊机冷却,焊接地点附近10m范围内无热渣、火点,确认安全无问题方可离开或进行其他作业。 15、电焊工工作结束后,必须把电源切断,电工及时将电焊机电源从接 线开关上卸下,做到人撤电撤。 气割使用安全技术措施 1 、动气前本气焊施工措施要经过有关部门负责人认真审批后方可动焊; 2、施工人员要持证上岗; 3、动焊前,施工人员要学习本措施; 4、在开始工作前,必须按以下要求进行详细检查。 (1)、乙炔发生器及其连接部分不得漏气。 (2)、橡胶软管不应有鼓包、裂缝或漏气,如有漏气现象,应将其损坏部分切掉,用双面接头管,并用夹子或金属绑线扎紧。 (3)、氧气瓶口附件和皮垫,及减压器上不得有油污和泥污,否则必须擦拭干净。 4)氧气瓶、乙炔瓶不许碰撞,并严禁放在靠近热源的地方。
505调速器说明书
一、引言 505/505E是以微处理器为基础的调速器,适用于单执行机构或双执行机构的汽轮机控制。调速器采用菜单驱动软件以引导现场工程师根据具体的发电机或机械驱动应用要求对调速器进行编程组态。本说明书主要介绍调速器的工作原理、系统构成、面板操作。由于英文版手册存在不断增加和更改内容等方面的因素,使用woodward505/505E时,还请参考随调速器提供的woodward正式英文版手册。 二、505/505E的工作原理及系统介绍 505/505E电子调节器比一般液压系统控制精度高,自动化水平大大提高,热电负荷 自整性也高,它能实现升速(手动或自动),配合电气并网,负荷控制(阀位控制或功频 控制),抽汽热负荷控制及其它辅助控制,并与DCS通讯,控制参数在线调整和超速保护 功能等。能使汽轮机适应各种工况并长期安全运行。 2.1基本原理 并网前在升速过程中,转速闭环为无差控制,505/505E控制器将测量的机组实际和给定转速的偏差信号经软件分析处理及PID运算后输出标准电流信号给电液转换器,电液转换器接受调节器输出的标准电流信号,输出与输入电流信号相对应的调节信号油压。调节信号油压经液压伺服机构放大,控制油动机活塞移动,通过调节杠杆,改变调节汽阀的开度,调节汽轮机高压段、低压段的进汽量。从而减少转速偏差,达到转速无差控制,当转速达到3000r/min,机组可根据需要定速运行,此时505/505E可接受自动准同期装置发出的或运行人员手动操作指令,调整机组实现同步,以便并网。 机组并网后,如果采用功率闭环控制,可根据需要决定505/505E使机组立即带上初负荷,DEH实测机组功率和机组转速作为反馈信号,转速偏差作为一次调频信号对给定功率进行修正,功率给定与功率反馈比较后,经PID运算和功率放大后,通过电液转换器和油动机控制调节阀门开度来消除偏差信号,对机组功率实现无差调节,若功率不反馈,则以阀位控制方式运行,即通过增加转速设定,开大调节汽阀,增加进汽量达到增加负荷的目的。在甩负荷时,505/505E自动将负荷调节切换到转速调节方式。机组容量较小时建议可不采用功率闭环控制。 在机组带上一定电负荷后可根据需要带热负荷,投入抽汽控制。505/505E控制器根据机组工况图对机组电负荷及抽汽压力进行自整控制。
掌纹图解(之)成功线和太阳线汇总
掌纹图解(之)成功线和太阳线汇总 掌纹图解(之)成功线和太阳线汇总 1 成功线_太阳线_运势线 太阳线(成功线):太阳线又称成功线或是名利线,顾名思义,这是一条和事业成败关係相当密切的线,事业线的好坏,还需太阳线的扶助。 太阳线大都是在掌的中间或下方,有的是从生命线上升,有的是起于智慧线或感情线。一个人,掌中若有一条形状很优美的成功线,那它一定具有吸引他人能力,而且也有支配他人的势力,这种人极易为众人所赞同。太阳线若纹乱,行事方针常变动,目标难定,聪明反被聪明误,而不论事情成功或失败,都难从中得到快乐。 太阳线又名(成功线)可由各不同的位置升起,但其尖端都伸向太阳丘(无名指根部)。可以看出成功运势的好坏;这条线固然以长的为好,但是长而无劲者,总不如短而有劲的; 命运线表示竞争激烈的社会生活,太阳线则表示受赏识或得人缘线条,容易成功,因此纵然命运线很好,而没有太阳线的话,凭你如何奋斗,还是得不到人家的赏识,相反地,虽然命运线极为贫弱,而太阳线至为明显,则必将遇到赏识
与援助,得到超越自己能力以上的评价,太阳线与命运线均明显,则容易得到人缘受人器重。收集整理归档资料-壳子太阳线由手掌底部向太阳丘上升 具有此线的人,不但在社会上有名声,而且也获得事业成功或财运的吉相,如果再和事业线并行,其幸福更加倍增加。 太阳线起自掌之基部,直上太阳丘 表示此人年轻时走运,一切发展都很顺利,一生荣华富贵,可名利俱收。 太阳线由火星平原上升 在历尽艰辛之后,过了中年可获成功之吉相,但太阳线务必强而有力直升太阳丘才行。太阳线起自掌心表示这人中年之后才能渐有发展,中年前波折重重。 太阳线发起自月丘 表示需靠他人相助才能得到成功。 太阳线起自生命线内的金星丘
电气焊使用安全技术措施(通用版)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 电气焊使用安全技术措施(通用 版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
电气焊使用安全技术措施(通用版) 芦沟煤矿32深部立井在井筒装备安装过程中,需要使用电气焊,为保证施工及人员安全,特制定如下安全技术措施,各相关人员须认真执行。希望参加施工的人员严格按照本措施和《煤矿安全规程》的有关规定施工,以确保安全生产。 一、施工时间:2012年4月1日至2012年5月31日 二、施工地点:芦沟煤矿32深部立井井筒装备 三、施工组织; 项目经理:邵建国 生产经理:常小生 技术经理:李欢庆 安全经理:周国华 通风系统管理:靳文生
技术员:张亚超、刘尧军 安检员:段长安 质检员:焦海峰 施工小组:胡金榜 四、施工前准备 1、准备并检查电焊设备。电焊机必须完好,部件不缺失,螺栓紧固;电流调节装置灵活可靠,调节准确;电焊机电缆线及焊把线其外皮必须完好无破损;电焊机把线及焊钳应保证连接可靠。 2、准备并检查气割设备。割枪必须完好;减压阀密封完好、调节灵活可靠;气瓶无变形、漏气情况;氧气、液化气压力正常;带管无破损漏气现象。 3、完好的4kg干粉灭火器两台及消防水一桶。 五、安全技术措施 1、施工操作人员要熟悉设备性能和操作工艺,严格按操作规程执行。 2、施工人员必须身体健康,精神状态良好,听从指挥,服从命
Zoom505-2效果Zoom505-2效果器使用说明书
Zoom505-2效果Zoom505-2效果器使用说明书 Zoom505-2效果Zoom505-2效果器使用说明书 一、原厂的24种音色 尽管鲜有人使用,但还是有必要说明一下,这是你进行各类音色设置的 最直接参照,在此基础上修改会事半功倍。 A组:1-适合于SOLO的失真? 2-带延迟效果的原音? 3-适合于节奏的失真? 4-极度失真的重金属? B组:1-适合SOLO的浅失真 2-带哇音的过载失真? 3-带飘忽效果的原音? 4-带和声效果的原音 C组:1-适合节奏的浅失真 2-带和唱效果的原音 3-重金属效果的失真 4-略带飘忽的电原音 D组:1-另外一种过载失真 2-带飘忽效果的FUNK 3-闪烁回音的浅失真 4-木吉他的仿真效果 E组:F组: (因进行了复杂设置,原厂音色记不清了,懒的再恢复,呵呵,大伙多原谅。) 二、演奏中变换音色的方法: 1、基本的:连接好以后,接通电源(或装电池,接上吉他即开。505没有电源开关。)根据需要踩(踩一下即可)踏板1或踏板2,你将看到组、号的逐次变换,这时,就出现了相应的音色。 非演奏中,比如分段录音时,还可以使用图1中的“组的更换键”,这样, 每次按一下,将变换一个组,而组号不变。 2、锁定音色 A、锁定一组:进入该组,按住“编辑键”,1秒钟后进入锁定组的状态, 再次按住,1秒钟后自动解锁。 B、缩定单一音色:同上,所不同的是按住“存储键”。 三、直通和调弦功能 将踏板1和踏板2同时踩下后,进入直通状态,此状态中可以调弦。 弹响一个音后,505将自动显示该音的首调唱名,同时,有一个闪烁 的小灯,这是该音的标准位置指示灯,其他闪动的灯与此平齐时,显 示的唱名和你的弹奏音音高一致。 我个人通常使用12品泛音+7品音调弦。 结束直通:随意踩下踏板1或踏板2(无须同时踩下)。 四、外接踏板的使用(图2-3的插孔说明) 这是一个很容易被忽视的地方,大伙普遍都认为505不值得外接踏板, 其实,它在这方面的性能还是很不凡的。因我的条件有限,只借了个踏板 简单的玩了一次,可能说的有错漏。
电气焊作业规定
电气焊作业技术规程 根据《煤矿安全规程》第223条“如果必须在井下主要硐室、主要进风井巷和井口房内进行电焊、气焊和喷灯焊接等工作,每次必须制定安全措施”的规定,为保证电气焊施工安全顺利进行,必须严格遵守下列规定。 (一)施工地点:上下井口、井筒中、井架上、井下主要硐室、主要进风大巷和井口房等。 上述地点周围10米范围内皆为不燃性材料支护,符合《煤矿安全规程》要求。 (二)技术措施: 1、气焊与气割安全: 1)氧气瓶与乙炔瓶为高压容器,运输过程中,轻装轻卸,避免碰撞,禁止在地面上滚动。 2)氧气瓶不得接触油脂、有机物和其它可燃物品。 3)冬季解冻瓶阀,只能用热水或蒸汽,严禁用火焰加热或铁器锤击。 4)氧气瓶装减压阀前,慢慢打开气瓶阀门(防止产生火花),吹掉接口内外灰尘。 5)气焊、气割作业前,检查喷嘴射吸能力,防止因熔化金属飞溅物或其它杂物堵塞喷嘴而导致回火。如发生回火,应先急速关闭乙炔调节手轮,再关闭氧气手轮,火熄灭后,将喷嘴放在水中冷却,然后开启氧气吹除喷嘴内的烟灰重新点火。
6)作业前应先清理工件表面漆皮、铁锈和油污。喷嘴及连接部位胶管、气阀不得沾有油脂。 7)点火时,喷嘴不能对人,燃烧的焊枪不得放在工件和地面上。 8)气焊或气割过程中严禁挪移气瓶。 9)瓶内氧气和乙炔不能完全用完,要留1~1.5个大气压,以便冲气检查和防止进入杂质。 2、电弧焊安全技术: 1)线路安全要求:由于井口上下电源电压不同(井上为380V,井下为660V),电源接线前,首先检查电焊机电源接线柱是否为相应电压等级。合理选择电焊机电缆截面。电焊机应有可靠的接地设施。 2)防止触电措施:要保证电焊设备绝缘,防止周围环境和运行条件损坏绝缘,在潮湿地点作业应穿绝缘靴或站在绝缘板上。上下井口使用电焊机,接线要由专职电钳工操作,并严格按《电力安全工作规程》的有关要求执行。 3)作业环境:雷雨天禁止露天作业,井筒作业时必须从材料及防护用具方面分别做好防淋水措施。 4)防弧光辐射:焊工应按规定穿戴防护服、手套及面罩。 5)焊接前要清除焊点周围油漆、塑料和污物,以减少烟尘。3、根据电气焊工作地点不同,还应注意下列问题: 1)瓦斯检查: a.副井上井口及井口房电气焊工作,应由专人用便携式瓦斯检查仪连续检测工作现场瓦斯浓度,达到0.5%时要立即停止工作,处
常用电路图及电器的文字符号和图形符号
一、常用电路图- 1 -1.单按钮控制两台电动机顺序启动反序停止- 1 - 3.用两个时间继电器控制电动机间歇正反转- 2 -4.三地控制三相电动机正反转- 3 -5.两地控制一台电动机- 4 -6.频敏变阻启动原理图- 4 - 7.用一个时间继电器,和三个按钮,控制一个灯220和电机380,要求电机能自动运行60秒停止- 5 - 8. 接近开关导通后电机停止接近开关断开后延时N秒电机启动- 5 - 9.运用时间继电器使电磁铁动作2秒后复位,经过3分钟后动作2秒后复位,再经过5分钟后动作2秒复位- 6 - 10. 利用电接点压力表自动控制水泵- 6 - 11. 两台电动机既可分别启动和停止,也可以同时启动和停止. - 7 - 12. 正转停止后,必须过预定的时间(如5S)后才能反转,反转停止后,必须过预定的时间(如5S)后才能正转- 7 - 13. 用三个时间继电器控制正反转并要有间隙- 8 - 14. 三相异步电动机转子串联电阻启动- 8 -
15. 三相异步电动机启动控制线路图(带故障指示灯)- 9 - 16. 双控及多地控制(照明) - 10 - 18. 使电机有点动还有正常运行- 11 - 19. 用3个继电器控制电动机断相保护- 11 - 20. 用四个时间继电器控制正反转并要有间隙- 12 - 21. 三相电动机在220V电压下正反转能耗制动- 12 - 22. 三个地方控制一盏灯- 13 - 23. 星三角降压的电路用4个交流接触器和一个时间继电器要做成可以正反转的电路并且可以自动和手动的- 13 - 24. 延边三角形降压启动的原理图- 14 - 25. 点动与长动的正反转控制电路- 14 - 26. 用按钮开关(常开)启动电动机,用行程开关(常闭)停止电动机实物接线图- 15 -27用按钮开关(常开)启动电动机,用行程开关(常开)停止电动机实物接线图- 15 -28.四个地方控制一盏灯- 16 -29. 单相电能表加装互感器- 16 -31. 用一个3a的按钮通过继电器控制一个12v15a的电机- 17 -
ZOOM505Ⅱ效果器中文说明
面板各部位名称(图1) ---------------------- | | A1 | | 存储键●| | 音色| |●+参数值(编辑时)/组的更换↑ | | | | | | | | 编辑键●|------| 灯|------|●-参数值(编辑时)/组的更换↓ | *|* | | 踏板1 | 踏板2 | ---------------------- 后侧各插孔意义(图2) --------------------------- | 1 2 3 4 | | ◎◎ ZOOM ◎◎| --------------------------- 1、→电吉他 2、→9V变压器电源 3、→外接踏板 4、输出插口→音箱或耳机 三、原厂的24种音色 尽管鲜有人使用,但还是有必要说明一下,这是你进行各类音色设置的最直接参照,在此基础上修改会事半功倍。
A组 1-适合于SOLO的失真2-带延迟效果的原音 3-适合于节奏的失真 4-极度失真的重金属 B组 1-适合SOLO的浅失真2-带哇音的过载失真 3-带飘忽效果的原音 4-带和声效果的原音 C组 1-适合节奏的浅失真 2-带和唱效果的原音 3-重金属效果的失真 4-略带飘忽的电原音 D组 1-另外一种过载失真 2-带镶边效果的FUNK 3-闪烁回音的浅失真
4-木吉他的仿真效果 E组、F组 进行了设置,原厂音色记不清了. 四、演奏中变换音色的方法 1、基本的 连接好以后,接通电源(或装电池,接上吉他即开。505没有电源开关。)根据需要踩(踩一下即可)踏板1或踏板2,你将看到组、号的逐次变换,这时,就出现了相应的音色。 非演奏中,比如分段录音时,还可以使用图1中的“组的更换键”,这样,每次按一下,将变换一个组,而组号不变。 2、锁定音色 A、锁定一组:进入该组,按住“编辑键”不放,2秒钟后进入锁定组的状态,再次按住不放,2秒钟后自动解锁。 B、锁定单一音色:同上,所不同的是按住“存储键”。 五、直通和调弦功能 将踏板1和踏板2同时踩下后,进入直通状态,此状态中可以调弦。弹响一个音后,505将自动显示该音的首调唱名,同时,有一个闪烁的小灯,这是该音的标准位置指示灯,其他闪动的灯与此平齐时,显示的唱名和你的弹奏音音高一致。
电气焊作业安全操作规程正式版
Guide operators to deal with the process of things, and require them to be familiar with the details of safety technology and be able to complete things after special training.电气焊作业安全操作规程 正式版
电气焊作业安全操作规程正式版 下载提示:此操作规程资料适用于指导操作人员处理某件事情的流程和主要的行动方向,并要求参加施工的人员,熟知本工种的安全技术细节和经过专门训练,合格的情况下完成列表中的每个操作事项。文档可以直接使用,也可根据实际需要修订后使用。 电气焊作业安全操作规程 1.电焊、气焊工均为特殊工种,身体必须检查合格,并经专业安全技术学习,训练和考试合格,获得相应的职业资格证书后方可独立操作。 2.焊接现场禁止堆放易燃、易爆物品,应备有消防器材,保证足够的照明和良好的通风。临时工地若有此类物品,而又必须在此操作时,应通知消防部门和安监部门到现场检查,采取临时性安全措施后,方可进行操作。 3.工作前必须穿戴好防护用品,操作
时所有工作人员,必须戴好防护眼镜或面罩,仰面焊接扣紧衣领,扎紧袖口,戴好防护帽。 4.未经上级锅炉压力容器焊工考试合格并持有操作证的焊工,不得从事锅炉、压力容器的焊接工作。对受压容器,密闭容器,各种油桶、管道,沾有可燃气体和溶液的工件进行操作时,必须事先进行检查清洗,除掉有毒、有害、易燃,易爆物质,解除容器及管道压力,消除容器密闭状态,再进行工作。施工时,应清除周围的易燃、易爆物品或进行可靠的防护措施。严禁焊接任何带有压力的工作物。 5.在焊接,切割密闭空心工件时,必须留有出气孔。在容器内焊接,外面必须
505控制器使用方法
505 控制器使用方法 一、505 控制器常用键功能: PRGM ——编程RUN ——运行RESET——复位 STOP――停止(需要按YES或NO键确认) F1――报警F2――超速实验[F2+ADJ (上升)] SELECT——选择SPEED——速度 AUX——功率限制KW——功率(负荷)显示 CLEAR ――清除ENTER――回车(确认) EMERGENCY SHUTDOWN ――紧急停机 二、PRGM ――编程键一般情况下用户不能动,一般由厂家和DCS 设计单位联合来完成编程,编程时设计有密码。 三、通常模式下启动(505 面板操作) 通电一一505控制器自检(约1分钟)——自动跳到CONTROLLING PARAMETER——如果有报警(F1键红灯亮),按F1 键观察报警条目。报警包括(MPU FAILED 转速传感器故障、CASCADE INPUT FAILED 阀前压力传感器故障、KW INPUT FAILED 功率传感器故障、OVER SPEED超速等) 自动启动: 1. 启动前应按RESET 键复位报警,F1 红色灯熄灭,方可 启动。启动前保证主汽阀处于全关状态 2. 按RUN 键运行,505 转速设定值按照编制的程序上升到500rpm ,此时调节阀门逐渐全部打开。
3. 逐渐打开主汽阀冲转,当转速达到500rpm 设定值时,调节阀门回缩到某一稳定位置,505 接替控制,按预先编制的低暖机时间进行暖机。 4. 暖机时间达到时,505 自动控制转速上升到1200rpm,按预先编制的高速暖机时间进行暖机。 5. 暖机时间达到后,505 将自动控制转速越过临界转速而逐渐达到3000rpm 后稳定运行。 手动启动: 1. 启动前应按RESET 键复位报警,F1 红色灯熄灭,方可启动。启动前保证主汽阀处于全关状态。 2. 按RUN 键运行,505 转速设定值按照编制的程序上升 到500rpm ,此时调节阀门逐渐全部打开。 3. 目标转速设定:通过按SPEED 键找到SETPT 后,按ENTER 后,直接输入转速设定值,再按ENTER 确认,此时逐渐打开主汽阀,转速就会按照设定值进行升速。(此后每次转速目标值都如此进行设定) 4. 暖机时间设定:若需要延长暖机时间,可通过按SPEED 键找到STATUS后,按NO键终止自动顺序,从而人为延长暖机时间。当按SPEED 键找到STATUS 后,按YES 键又可以恢复到自动顺序控制状态,505 将按照编制好的程序继续自动控制。如果希望减短暖机时间,可通过SPEED键找到SETPT后,按方向键立刻提升或降
电气焊作业安全技术措施方案
整体解决方案系列 电气焊作业安全技术措施(标准、完整、实用、可修改)
编号: FS-QG- 11341 电气焊作业安全技术措施 Tech ni cal safety measures for electric weld ing operatio ns 说明:为明确各负责人职责,充分调用工作积极性,使人员队伍与目标管理科学化、制度化、规范化,特此制定 1. 作业人员必须经过专业培训,并且持证上岗。 2. 现场作业人员必须具备一定消防安全知识,能熟练使用消防灭火器材。 3. 作业时跟班领导一定要进行现场统一指挥,在现场将措施落实到位,并指定专人在场检查和监督,发现问题及时汇报。 4. 焊、割等设备的运输执行有关运输安全措施。氧气瓶、乙炔瓶在装卸、运输时不得同油脂、易燃、易爆物品同车,必须轻装轻放、绑扎牢固,防止滚动。氧气瓶上应装设防震胶圈,搬运前检查安全帽是否拧紧。 5. 工作场所必须选择在安全地点,顶板鳞皮、片帮必须处理彻底,必要时设临时支护,在综采工作面作业必须将护帮打出去。 6. 电 焊、气割和喷灯焊接等工作地点的前后两端各10m
的井巷范围内,不能有液压油、机油、棉纱、风筒等易燃易爆物品,应是不燃性材料支护,并应有供水管路,有专人负责喷水。上述工作地点应至少备有2个干粉灭火器和0.2m3 灭火砂。 7?作业之前利用清水对作业地点10米内煤尘、浮煤进 行冲洗清理,气割、焊接结束后再次冲洗。 在井口房、井筒和倾斜巷道内进行电焊、气割和喷灯焊接等工作时,必须在工作地点的下方用不燃性材料设施接受火星。 电焊、气割和喷灯焊接等工作地点,作业过程中要求安监员和瓦检员在现场监督检查,并且瓦检员每隔一小时测 一次瓦斯浓度,作业地点风流中瓦斯浓度大于0.5%时不得作业。 瓦斯浓度不得超过0.5%,只有在检查证明作业地点附近 20m范围内巷道顶部和支护背板后无瓦斯积存时,方可进行作业。 电焊和气割操作人员必须佩带专用手套、焊帽或专用防护眼 镜,衣领袖口必须全部扎紧。