The microstructure and mechanical properties of Mg-3Al-3RE alloys
Journal of Alloys and Compounds465(2008)
412–416
The microstructure and mechanical properties of Mg-3Al-3RE alloys X.Tian a,L.M.Wang b,J.L.Wang b,c,Y.B.Liu a,J.An a,Z.Y.Cao a,?
a Key Laboratory of Automobile Materials,Ministry of Education(Jilin University),Department of Material Science and Engineering,
Jilin University,Changchun130022,China
b Key Laboratory of Rare Earth Chemistry and Physics,Changchun Institute of Applied Chemistry,Chinese Academy of Sciences,
Changchun130022,China
c Graduate School of the Chinese Academy of Science,Beijing100049,China
Received9June2007;received in revised form19October2007;accepted21October2007
Available online19December2007
Abstract
The Mg-3Al-3RE alloys(RE,the cerium-rich or the yttrium-rich misch metal)were smelted in a resistance furnace under the protective?ux from the Mg-RE master alloys and pure magnesium ingots.The microstructure and mechanical properties of samples prepared by steel mould casting method were investigated.Results show that the main phases of the alloys are?-Mg,Mg17Al12and Al-RE compounds,and the grain size reduced with the increasing content of the cerium-rich misch metal.Mg-3Al-2Ymm-1Cemm(Ymm,the yttrium-rich misch metal;Cemm,the Cerium-rich misch metal)exhibited the highest mechanical properties,that is UTS=201MPa and YS=75MPa,andε=8.2%at room temperature;UTS=146MPa, and YS=70MPa,ε=18.2%at the temperature of150?C,respectively.Fracture surface analysis revealed that the Mg-3Al-2Ymm-1Cemm alloy has a mixed fracture feature at room temperature but ductile fracture at elevated temperature(150?C).
?2007Elsevier B.V.All rights reserved.
Keywords:Metals and alloys(types of material);Rare earth alloys and compounds(types of material);Mechanical properties(structural characterization); Microstructure(structural characterization);Metallography(phenomena)
1.Introduction
As the promising lightweight materials,magnesium alloys have high speci?c strength,low density,good yield strength, excellent machine-ability and good damping characteristic.So, more and more magnesium alloy products have been used in automobile,aerospace and communication industries.Mg–Al alloys are the most extensively used magnesium alloys at present.However,the number of commercially available magne-sium alloys is still limited especially for application at elevated temperature.The service temperature of most common mag-nesium alloys,such as AZ91and AM50with outstanding mechanical properties and die castability are limited to tem-peratures below120?C.It is necessary to improve the strength at elevated temperature in order to widen the application?eld of Mg–Al alloys[1–6].
The addition of rare earth metals can improve the corrosion resistance,as well as the mechanical properties,especially ele-
?Corresponding author.Tel.:+8643185095852;fax:+8643185095876.
E-mail address:caozy@https://www.360docs.net/doc/a32033508.html,(Z.Y.Cao).vated temperature mechanical properties of magnesium alloys [7–9].Many fundamental studies in developing new magnesium alloys containing RE elements have been carried out[8–10].The research of Mg-3Al-3RE has not been reported yet.In the present work,Mg-3Al-3RE alloys were prepared and the microstruc-tures and tensile properties were investigated.The obtained information of the study is useful for developing new magnesium alloy system which contains mixed rare earth elements.
2.Experimental procedures
The compositions of four experimental alloys are designed as(A)Mg-3Al-3Ymm,(B)Mg-3Al-2Ymm-1Cemm,(C)Mg-3Al-1Ymm-2Cemm,and(D)Mg-3Al-3Cemm.The raw materials to produce the alloys are magnesium(99.95% mass pct)ingots,aluminium(99.9%mass pct)ingots,Mg–Ce master alloy ingots and Mg-Y master alloy ingots.Smelting processes were carried out in an electric furnace under the anti-oxidizing?ux in a graphite crucible.The melting alloys were homogenized at750?C for20min and then cast into a preheated steel mould at approximately720?C.The actual chemical compositions of all alloys obtained are shown in Table1.
The microstructures of the alloys were observed by optical metallography after being polished and etched in4%HNO3alcohol solution.The phases of the alloys were characterized by X-ray diffraction(XRD).The microhardness mea-surements of cast samples were carried out by FM-100Vickers microhardness
0925-8388/$–see front matter?2007Elsevier B.V.All rights reserved. doi:10.1016/j.jallcom.2007.10.100
X.Tian et al./Journal of Alloys and Compounds465(2008)412–416413
Table1
Chemical compositions of investigated alloys(mass%)
Alloys Al Y Ce La Nd+Pr Mg
(A)Mg-3Al-3Ymm 3.15 2.47––0.60Bal.
(B)Mg-3Al-2Ymm-1Cemm 3.04 1.670.520.270.65Bal.
(C)Mg-3Al-1Ymm-2Cemm 3.020.81 1.030.540.64Bal.
(D)Mg-3Al-3Cemm 3.06– 1.570.830.59Bal. tester.The test load and its application time were25g and15s,respectively. The Hv was measured at16points to reduce the error.Tensile test was per-formed using standard tensile testing machine at room temperature(RT)and 150?C with a strain rate of1.7×10?3s?1,and it took15min to balance the temperature of the samples before tensile test at150?C.The microstructures and fractographs of tested specimens which had the best tensile properties at RT and at elevated temperature were characterized by JSM-5310scanning electron microscopy(SEM).
3.Results and discussion
3.1.Microstructures
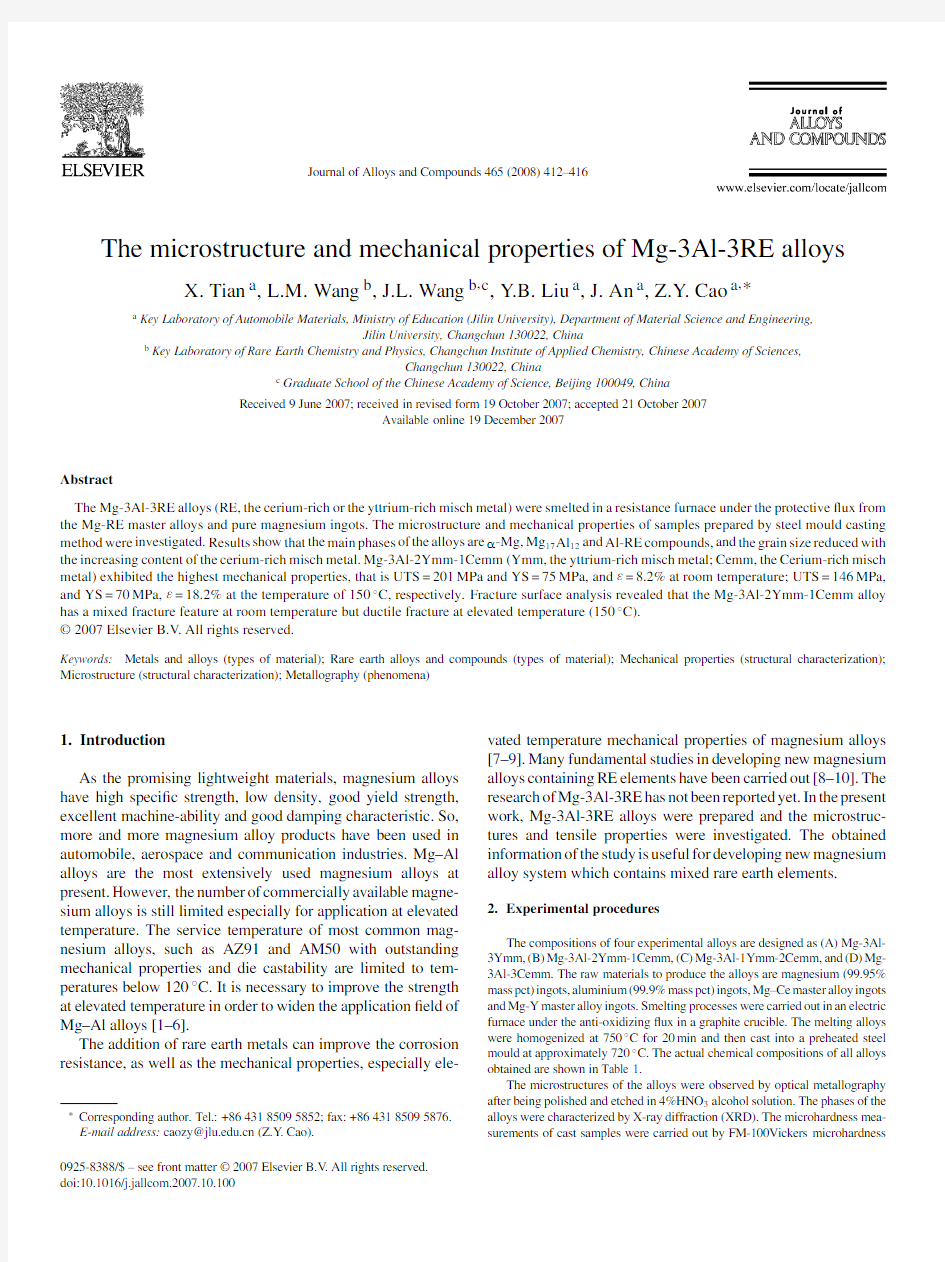
Fig.1shows the phase compositions of the as-cast alloys by XRD analysis.It demonstrates that the alloys are mainly composed of?-Mg,?-Mg17Al12and Al-RE compounds.The optical microstructures of the alloys are shown in Fig.2.As it is shown in the pictures,the alloys are composed of?-Mg matrix, Mg17Al12phase and Al-RE phases,and the latter two are both along the grain boundaries(Fig.2(A)–(D)).Because of the high chemical stability of Al-RE compounds,RE are combined with Al and form Al-RE compounds without any formation of pseu-dobinary Mg-RE phase or pseudoternary Mg-Al-RE phase until all the available RE are used[11].It can be found that there are two kinds of intermetallic phases with different shapes in the alloys,branch-like bacillary phase and particle-like phase.The typical SEM picture of the alloy(B)is shown in Fig.3.The branch-like and polygon particle-like precipitates coexist along the grain boundaries.According to the XRD results(Fig.1)and EDX analysis,it can be con?rmed that branch-like and poly-gon particle-like precipitates are Al3Ce and Al2Y compounds, respectively.The?-Mg17Al12particles are re?ned to small sizes and distributed along the grain boundaries(Fig.3).
The average grain sizes of(A),(B),(C)and(D)alloys are about82,75,57and50?m,respectively.These reveal that the addition of misch metals to the alloys can reduce the grain sizes. During the course of alloys’solidi?cation,the formation temper-atures of Al2Y,Al–Ce compounds are higher than other phases and these Al-RE phases precipitate dispersedly from the liquid phase?rst.As the material of crystal core formation,Al2Y
phase Fig.1.X-ray diffraction patterns of the as-cast alloys(A)Mg-3Al-3Ymm;(B)Mg-3Al-2Ymm-1Cemm;(C)Mg-3Al-1Ymm-2Cemm;(D)Mg-3Al-3Cemm.
414X.Tian et al./Journal of Alloys and Compounds 465(2008)
412–416
Fig.2.Optical microstructure of as-cast alloys (A)Mg-3Al-3Ymm;(B)Mg-3Al-2Ymm-1Cemm;(C)Mg-3Al-1Ymm-2Cemm;(D)Mg-3Al-3Cemm.
can promote the formation of ?-Mg core.The formation of Al 2Y contributes to the grain re?nement.Although Al–Ce compounds are not considered as the core of crystal formation,it can impede the growth of branch crystal of ?-Mg.The reason is that with the growth of ?-Mg grain,Al–Ce compounds concentrate along the grain boundaries to prevent the grain growth [12].
On one hand,the addition of cerium-rich and the yttrium-rich misch metal in the alloys can reduce the grain sizes of the
as-
Fig.3.The typical SEM micrograph of the as-cast alloy (B).
cast alloys;on the other hand,the compound effect of them can increase the relative proportion of ?-Mg phase and reduce the relative proportion of ?-Mg 17Al 12phase.It can be concluded from Fig.2that the re?nement effect of the cerium-rich misch metal is prior to that of the yttrium-rich misch metal.3.2.Tensile properties
The mechanical properties including hardness (Hv),ultimate tensile strength (UTS),yield strength (YS)and elongation (ε)of the as-cast alloys at RT and 150?C are shown in Fig.5.It can be seen that (A)and (B)alloys exhibit better properties than (C)and (D)alloys.The (B)alloy exhibits highest Hv,UTS,YS and εin the system alloys,the values are 56.39Hv,201and 75MPa,8.2%at RT,and 146and 70MPa,18.2%at 150?C,respectively.The tensile results demonstrate that the yttrium-rich misch metal has better effect on the tensile properties of the alloys than the cerium-rich misch metal.However,alloy with yttrium-rich misch metal addition alone can not achieve the best properties.The following factors may be considered.The solid solubil-ity of yttrium element in Mg is 12.0%,higher than that of cerium element in Mg,which is only 1.6%.Yttrium element has better solid solution strengthening effect than cerium ele-ment.However,if the yttrium content is above 2.0wt.%,the volume fraction and the size of Al 2Y particles increase sharply and their cutting effect on the matrix restrains the initiation or
X.Tian et al./Journal of Alloys and Compounds465(2008)412–416
415
Fig.4.Fractographs of the tested specimen of the alloy B(a)at room temperature and(b)at150?C.
propagation of cracks[13].Cerium element has better grain-
re?ning effect on alloys than yttrium element.The addition of
cerium element improves the mechanical properties by re?ning ?-Mg17Al12phase.The rod-like Al-RE phase is a strengthen-ing phase and much smaller compared with?-phase.So it does
not promote brittleness[14].The addition of cerium improves
both strength and ductility.However,when there is too much cerium,coarsening of Al–Ce particles can decrease the num-ber of nucleation sites which cause cleavages on surrounding matrix[15].Al2Y and Al3Ce have high melting points,which, along with the low diffusion speed of RE element in magne-sium at elevated temperatures,make Al2Y and Al3Ce have high thermal stability.So sliding of grain boundaries and growth of cracks are effectively prevented at elevated temperatures.So
the Fig.5.Mechanical properties of as-cast alloys(a)microhardness(Hv);(b)ultimate tensile strength(MPa);(c)yield strength(MPa);(d)elongation(%).
416X.Tian et al./Journal of Alloys and Compounds465(2008)412–416
secondary phase strengthening effect improves the properties at elevated temperature.
3.3.Fractography
The fractured surfaces of as-cast(B)alloy at RT and at ele-vated temperature(150?C)are shown in Fig.4.The failure surface of(B)alloy at RT is composed of tearing ridge and cleavage-type facets.There are not many ductile dimples on the fracture surface.It shows the mixed characteristics of fracture (Fig.4(a)).There are more ductile dimples and characters of quasi-cleavage on the fracture surface of(B)alloy at150?C. High temperature makes the failure of the(B)alloy tend to be quasi-cleavage fracture[3,16](Fig.4(b)).It shows ductile frac-ture feature.Some coarse polygonal particles can be observed lying in the larger dimples in both(a)and(b).
4.Conclusions
The microstructure of investigated Mg-3Al-3RE alloys are composed of?-Mg,Mg17Al12phase and Al-RE compounds, and the latter two are both along the grain boundaries.The grain size reduces with the increasing content of the misch metal.Alloys containing yttrium-rich misch metals show bet-ter mechanical properties than other alloys,due to the effects of solid solution strengthening,grain-re?ning and secondary phase strengthening.Mg-3Al-2Ymm-1Cemm alloy exhibits the high-est mechanical properties.Fracture surface analysis reveals that the Mg-3Al-2Ymm-1Cemm alloy shows a mixed fracture fea-ture at room temperature but ductile fracture feature at elevated temperature.High temperature makes the failure of the alloy tend to be quasi-cleavage fracture.
Acknowledgements
This work is supported by the national‘Hi-Tech’Research and Development Program of China(863Program,No.2002AA001022);the Science and Technology Supporting Project of Changchun City(2007KZ05);CAS for Distinguished Talents Program;the Science Program of the Promotes North-east of CAS(KGCX2-SW-216),and the“985Project”of Jilin University.
The authors would like also to thank the?nancial sup-port of the Key Laboratory of Superlight Material and Surface Technology(Harbin Engineering University),Ministry of Edu-cation.
References
[1]F.Sommer,Z.Metallkd.87(1996)865.
[2]B.L.Mordike,T.Ebert,Mater.Sci.Eng.A302(2001)37.
[3]Y.X.Wang,S.K.Guan,X.Q.Zeng,W.J.Ding,Mater.Sci.Eng.A416
(2006)109–118.
[4]I.P.Moreno,T.K.Nandy,J.W.Jones,J.E.Allison,T.M.Pollock,Scr.Mater.
48(2003)1029.
[5]Q.Li,Q.D.Wang,Y.X.Wang,X.Q.Zeng,W.J.Ding,J.Alloys Compd.
427(2007)115.
[6]M.Sumida,J.Alloys Compd.460(1–2)(2008)619–626.
[7]G.Ben-Hamu,D.Eliezer,K.S.Shin,S.Cohen,J.Alloys Compd.431(1/2)
(2007)269–276.
[8]Q.Peng,J.L.Wang,Y.M.Wu,L.M.Wang,Mater.Sci.Eng.A433(2006)
133.
[9]A.A.Luo,Int.Mater.Rev.49(2004)13.
[10]W.L.Xiao,S.S.Jia,J.Wang,J.L.Wang,L.M.Wang,J.Alloys Compd.458
(2008)178.
[11]L.Y.Wei,G.L.Dunlop,H.Westengen,Mater.Sci.Technol.12(1996)
741.
[12]C.Liu,H.Zhou,Sun G.P.,N.Sun,Foundry Tec.27(5)(2006)485–
488.
[13]H.H.Zou,X.Q.Zeng,C.Q.Zhai,W.J.Ding,Mater.Sci.Eng.A402(2005)
147.
[14]Y.Fan,G.H.Wu,C.Q.Zhai,Mater.Sci.Eng.A433(2006)214.
[15]H.T.Zhou,X.Q.Zeng,L.F.Liu,Y.Zhang,Y.P.Zhu,W.J.Ding,J.Mater.
Sci.38(2004)7066.
[16]T.S.Srivatsan,S.Vasudevan,M.Petrorali,J.Alloys Compd.460(2008)
386.