机械结构设计CHECK LIST

机械3D结构设计CHECK LIST
版本:A/0 项目:负责人:制定日期:
注:项目中没有该结构的在“自评结果”栏中划斜线以表示。
手机结构设计checklist
手机结构设计检查表一.通用性项目 二.功能性项目 1.镜片Sub Len s 镜片的工艺(IMD/IML/模切/注塑+硬化/电铸+模切)
镜片的厚度及最小厚度 IMD/IML/注塑镜片P/L,draft,radius? 固定方式及定位方式,最小粘接宽度是否大于1.5mm? 窗口(VA&AA)位置是否正确 镜片本身及固定区域有无导致ESD问题的孔洞存在 周边的电铸或金属件如何避免ESD 小镜片周边的金属是否会对天线有影响(开盖时) 2.转轴Hing e 转轴的直径 转轴的扭力 打开角度(SPEC) 有无预压角度(开盖预压为4-6度,建议5度 装拆有无空间问题? 固定转轴的壁厚是多少,材料(推荐PC GE C1200HF或者三星HF1023IM) 转轴配合处的尺寸及公差是否按照转轴SPEC? 3.连接FLIP(SLIDE)/BASE的FPC 1) FPC的材料,层数,总厚度 2) PIN数,PIN宽PIN距 3)最外面的线到FPC边的距离是多少(推荐0.3mm) 4) FPC内拐角处最小圆角要求大于1mm,且内拐角有0.20mm宽的布铜,防止折裂. 5)有无屏蔽层和接地或者是刷银浆? 6) FPC的弯折高度是多少(仅限于SLIDE类型) 7) FPC与壳体的长度是否合适,有无MOCKUP 验证 8)壳体在FPC通过的地方是否有圆角?多少?推荐大于0.20mm. 9) FPC与壳体间隙最小值?(推荐值为0.5mm) 10) FPC不在转轴内的部分是否有定位及固定措施? 11)对应的连接器的固定方式 12) FPC和连接器的焊接有无定位要求?定位孔? 13)补强板材料,厚度 4.LCD 模组 主副LCD的尺寸是否正确及最大厚度 主副LCD的VA/AA区是否正确 主副LCD视角,6点钟还是12点钟? 副LCD是黑白/OLED/CSTN/TFT?相应的背光是什么? 副板是用FPC还PCB? PCB/FPC的厚度及层数. LCD模组是由供应商整体提供吗? 如果不是,主LCD如何与PCB/FPC连接?连接器类型及高度or HOTBAR? 副LCD如何与PCB/FPC连接?连接器类型及高度or HOTBAR? FPC/PCB上有无接地?周边有无露铜 有无SHIELDING屏蔽?厚度,材料,如何接地? 元件的PLACEMENT图是否确定? 有无干涉? 主副LCD的定位及固定 LCD模组的定位及固定 LCD模组有无CAMERA模组,是否屏蔽?
产品结构设计等方面的checklist
模具的checklist表: 产品名称模具编号材料收缩率 序号内容自检确认 1与客户交流清楚外观面位置及外观要求如镜面,皮纹,亚光等。 2清楚产品的安装方向,产品的出模方向及它们之间的关系。 3产品在出模方向无不合理结构。 4壁厚合理,壁厚均匀,没有过薄,过厚及壁厚突变。 5圆角齐全,所有外观面倒圆角(特殊要求除外),所有非外观面倒圆角,非外观面圆角足够大。且圆角处壁厚均匀,无漏掉的圆角。 6脱模斜度齐全,正确,无放反的情况,脱模斜度足够大,已用DRAFTCHECK命令进行检查。7透明件,皮纹处理的外观面,插穿面脱模斜度足够大,满足标准。 8透明件已考虑外观效果,可见结构,并与客户进行交流。 9需贴膜的件已经考虑到膜在实际安装方向的定位, 10电镀件装配考虑到镀层厚度和装配间隙, 11一面用插接,一面用卡爪的结构已考虑到装配过程中是否有与外观干涉,是否有造成外观面破坏的情况,卡爪是否易断 12加强筋高度,宽度,脱模斜度结构及工艺均合理。 13外观件检查产品结构如壁厚,加强筋(尤其是横在制品侧壁的筋考虑与侧壁的防缩)、螺钉柱等不会引起缩水,已采取防缩措施。 14产品变形,收缩等注塑缺陷轻微,且已与客户协商,得到客户的书面认可。 15需出斜顶,滑块,抽芯的结构活动距离及空间足够,结构能否简化。 16产品无引起模具壁薄,尖角等不合理结构。 17带嵌件的产品考虑嵌件在模具中的牢固固定,内桶底的嵌件要求将嵌件和包嵌件的胶位合并到一起作为模具嵌件。 18与客户交流清楚分型面的位置,外观面滑块,抽芯允许的夹线位置。 19备份产品已检查所有修模报告及更改记录并进行了更改,重要装配尺寸进行了样件的实际测绘验证。 笔记本的CHECKLIST DesignCheckListBySub-Assy. 1.U-Case 1-1上下盖嵌合部份 1-1-1上下盖PL是否Match 1-1-2Lip是否完成,是否符合外观要求(修饰沟) 1-1-3侧壁之TAPER/与下盖是否配合/考虑到开模 1-1-4上下盖之配合卡勾共几处,是否位置match 1-1-5卡勾嵌合深度多少 1-1-6卡勾两侧有无夹持Rib,拆拔时是否易断裂 1-1-7卡勾是否造成侧壁缩水(如果太厚) 1-1-8公模内面形状(如各处高度). 1-1-10PL切口处是否有刀口产生(全周Check) 1-2BOSS 1-2-1上下盖BOSS孔位是否相合 1-2-2BOSS尺寸是否标准化,内缘有没有倒角
汽车内外饰工艺数据checklist
仪表板内饰工艺数据checklist 1、是否根据确定方案进行设计; 2、数模分层符合公司标准; 3、零部件编号是否符合标准; 4、电子文档命名、版本编制是否符合规范; 5、零部件坐标系的统一性(模型一律采用整车坐标系); 6、检查**件与点云偏差,车身结构件数模有安全配合是否的面与测量云的偏差± 0.3;自由曲面数模与测量云偏差±1;安装孔位与测量点云的偏差± 0.5; 7、明细表中件号、数模是否对应; 8、零件成型方法是否合格; 9、仪表板最高的及两端点,校核仪表板位置参数,是否满足人机工程要求; 10、各零件的成型工艺是否确定(如注射、挤出、模压、压延、铸型、吹塑等成型的方法); 11、脱模方向是否正确; 12、检查塑料零件壁厚是否均匀一致,壁厚不均匀处易产生气泡和收缩变形,甚至产生断裂; 13、检查数模内部是否有凹陷(即复角部分),凹陷存在不便出模; 14、选用合适的脱模斜度和适当的脱模剂,脱模斜度大小与塑料件材料的性质、厚度、形状等有关;
15、载塑料零件上,是否避免锐角及直角过渡; 16、安装方式是否正确; 17、正确的选择定位尺寸基准,应尽可能使设计基准和工艺基准重合,避免装配过程中,误差的积累过大; 18、经常所装的零部件,为了更换方便,应以螺栓成自攻螺钉和簧片螺母配合紧固连接; 19、明确安装工具,预留所需的被动空间; 20、在安装过程中,需要进行装配调整的零部件要考虑孔位的合理布置及适当地预留间隙调整; 21、考虑到仪表板内线束的固定,明确线卡固定点及固定方式,钣金上的线束的过孔是否加以保护套成翻边结构; 22、检查保险杆外表面在X方向是否有负面保证模具成型后外表面的完整和美观; 23、检查外表面面与面的偏差是否超标; 24、检查外表面可增厚性; 25、检查零件的强度是否适当,是否有强度薄弱的区域(薄弱的区域需增加加强筋); 26、检查零件的材料选用是否适当(如毛面需要镀铬地零件应选用同ABS 等可镀铬材料,不能选用PP难镀的材料; 27、在塑料件结构设计中,为避免转角处应刀集中,应采用圆弧过渡,这对于模具制造及使用寿命足很有利的; 28、对于保险杆要进行相关国家法规的检查(接近角、离车角等);
(完整版)手机结构设计检查表-checklist-重要
一. 塑胶件 Plastic components 1.有无做干涉检查? If interference test 2.有无做draft检查? If draft test 3.有无透明件背后丝印/喷涂要求?如果有,不能有任何特征在该面上. If requirements of silk printing or painting in the back of the transparency components, and with no features on it. 4.壳体材料, Housing material 5.壳体最小壁厚,侧面是否厚度小于1.2mm. If the least thickness of the side wall of the housing less than 1.2mm 6.设计考虑的浇口位置,有无避位? If anti-interference according with the gate 7.熔接线位置是否会是有强度要求的地方? If weld line with requirements of intensity 8.壁厚突变1.6倍以上处有无逃料措施? If wall thickness break over 1.6 times with slope transition 9.壳体对主板的定位是否足够(至少四点) If housing locating to main board enough(at least with four points) 10.壳体对主板的固定方式,如果是螺丝柱夹持,是否会影响附近的键盘手感? If the screw nipping method of housing to PCBA affect the near key click 11.壳体之间的固定及定位应该有四颗螺丝+每侧面两个卡扣+顶面两卡扣+周边唇边 If housing fixing and locating with four screws and each side with two snap fits and upper side two snap fits and lip around. 12.螺丝是自攻还是NUT?螺径?单边干涉量?配合长度?螺丝头的直径?( 机械螺钉锁3 牙,自攻螺钉5牙以上) If screws manner, such as self-tapping or nut, the screw diameter? One side interference quantity? Matching length? The screw cap diameter?(Over 3 pitch assembly length mechanical screw, over 5 self-tapping screw) 13.螺柱的直径?孔的直径?螺柱壁厚? The screw boss diameter? The boss hole diameter? The thickness of boss wall ? 14.螺丝面是定位面吗?测量基准是什么? If screw surface locating surface? The measure benchmark? 15.唇边的宽度(1/2壁厚左右),高度?之间的配合间隙是否小于0.10mm? The lip width(about1/2 wall thickness),height? If the assembling clearance less than 0.10mm 16.卡扣壁厚/宽度?公卡扣壁厚是否小于0.70mm?卡扣干涉量是否小于0.5mm? The clip thickness/width? If male clip thickness less than 0.70mm, or clip interference less than 0.5mm 17.卡扣导入方向有无圆角或斜角? If clip guide direction with R or bevel
完整版手机结构设计检查表 checklist 重要
. 塑胶件 Plastic components 1.有无做干涉检查? If interference test 2.有无做draft 检查? If draft test 3.有无透明件背后丝印/喷涂要求?如果有,不能有任何特征在该面上. If requirements of silk printing or painting in the back of the transparency components, and with no features on it. 4.壳体材料, Housing material 5.壳体最小壁厚, 侧面是否厚度小于 1.2mm. If the least thickness of the side wall of the housing less than 1.2mm 6.设计考虑的浇口位置, 有无避位? If anti-interference according with the gate 7.熔接线位置是否会是有强度要求的地方? If weld line with requirements of intensity 8.壁厚突变 1.6 倍以上处有无逃料措施? If wall thickness break over 1.6 times with slope transition 9.壳体对主板的定位是否足够( 至少四点) If housing locating to main board enough(at least with four points) 10.壳体对主板的固定方式,如果是螺丝柱夹持,是否会影响附近的键盘手感? If the screw nipping method of housing to PCBA affect the near key click 11.壳体之间的固定及定位应该有四颗螺丝+每侧面两个卡扣+顶面两卡扣+周边唇边 If housing fixing and locating with four screws and each side with two snap fits and upper side two snap fits and lip around. 12.螺丝是自攻还是NUT螺径?单边干涉量?配合长度?螺丝头的直径?(机械螺钉锁 3 牙,自攻螺钉 5 牙以上) If screws manner, such as self-tapping or nut, the screw diameter? One side interference quantity? Matching length? The screw cap diameter?(Over 3 pitch assembly length mechanical screw, over 5 self-tapping screw) 13.螺柱的直径?孔的直径?螺柱壁厚? The screw boss diameter? The boss hole diameter? The thickness of boss wall ? 14.螺丝面是定位面吗?测量基准是什么? If screw surface locating surface? The measure benchmark? 15.唇边的宽度(1/2 壁厚左右), 高度?之间的配合间隙是否小于0.10mm? The lip width(about1/2 wall thickness),height? If the assembling clearance less than 0.10mm 16.卡扣壁厚/宽度?公卡扣壁厚是否小于0.70mm?卡扣干涉量是否小于0.5mm? The clip thickness/width? If male clip thickness less than 0.70mm, or clip interference less than 0.5mm 17.卡扣导入方向有无圆角或斜角? If clip guide direction with R or bevel
关于模拟设计的基本要点(Checklist)
关于模拟设计的基本考虑 Basic Precautions and Tips that an Analog Designer Should Know. 很多时候,我们在初期设计或者优化电路时,满脑子想的都是性能如何能一点一点提高,而忽略了所谓的模拟设计的一些基本考虑;待到版图设计时已经晚矣。那个时候再去修改基本设计无疑是不值得,要么耗费精力,要们前功尽弃。作为教训,如果我们能够在设计初期,就带着这些基本考虑,那么在选择基本器件的时候,就会有的放矢,知道一个大概的合理的选取范围,有利于版图设计和优化。 1. Minimum channel length of the transistor should be four to five times the minimum feature size of the process. We do it, to make the lambda of the transistor low i.e. the rate of change of Id w.r.t to Vds is low. 晶体管最小沟长为工艺最小特征尺寸的4-5倍,用来减小沟长调制效应。 2. Present art of analog design still uses the transistor in the saturation region. So one should always keep Vgs of the Transistor 30% above the Vt. 目前模拟设计仍然是使晶体管工作在饱和区,故应使Vgs大于Vt约30%。 3. One should always split the big transistor into small transistors having width or length feature size < or = 15um. 应把大管分成小晶体管,使其宽/长特征尺寸<或=15um。 4. W/L Ratio of transistors of the mirror circuit should be less than or equal to 5, to ensure the proper matching of the transistors in the layout. Otherwise, it results to the Systematic Offset in the circuit. 电流镜电路的晶体管的w/l比应小于或等于5,以保证较好的Matching,否则会有系统失调。 5. One should make all the required pins in the schematic before generating the layout view. Because it’s difficult to add a pin in the layout view. All IO pins should be a metal2 pins whereas VDD and Ground should be metal1 pins 在电路中画出所有的管脚(pin),之后才作layout。因为在layout中增加一个pin是比较困难的。所有的IO pin应该用metal2 pin,VDD和GND用metal1。 6. One should first simulate the circuit with the typical model parameters of the devices. Since Vt of the transistor can be anything between Vt(Typical) -/+ 20%. So we check our circuit for the extreme cases i.e. Vt+20%, Vt-20%. A transistor having Vt-20% is called a fast transistor and transistor having Vt+20% is called slow transistor. It’s just a way to differentiate them. So with these fast and slow transistor models we make four combination called nfpf, nfps, nspf, nsps, which are known as process corners. Now, once we are satisfied with the circuit performance with typical models than we check it in different process corners, to take the process variation into account. Vt is just one example of the process variation there are others parameter too. 首先先用tt做电路仿真。考虑Vt有+20% (slow)和-20% (fast),需要对工艺角考虑,FF,SS,FS,SF。除Vt,其他工艺参数也会有变化。 7. Its thumb rule that poly resistance has a 20% process variation whereas well resistance has got 10%. But the poly resistance has got lower temperature coefficient and lower Sheet Resistance
嵌入式软件可靠性设计规范 checklist
嵌入式软件可靠性设计规范汇总
43.高级报警显示:红色,1.4Hz~ 2.8Hz,信占比率20%~60%开 44.中级报警显示:黄色,0.4Hz~0.8Hz,信占比率20%~60%开 45.低级报警显示:蓝绿色或者黄色,常开,信占比率100% 46. 高优先级和中优先级的报警上、下限设置值,一旦超出可能引起较严重后果的非合理报警数值区域时,均需加单独的对话弹出框予以提醒操作者 47. 默认的报警预置不允许修改,并提供让用户能恢复到出厂默认报警设置的操作途径 48.做报警日志记录,为以后的故障分析、维修检查或商业纠纷提供依据 与硬件接口的软件49. 数据传输接口的硬件性能限制了数据传输速率的提高,在确定波特率前,要确认硬件所能承受的最高传输率,光耦、485、232、CAN、传输线上有防护 器件(TVS或压敏电阻)的端口 50.硬件端口读进来的数据必须加值域范围的判断 51.硬件端口读取数据,必须加可控时间或次数的有限次限制 52.A/D的位数比前端放大电路的精度要求略高即可,并通过数学计算验证 53. 对运动部件的控制,正向运动突然转向反向运动时,必须控制先正向减速到0,然后再反向加速的控制方式 54. 运动部件停机后、再快速启动的工作控制方式是不允许的。须停机、开机、delay延时、再启动执行机构,以确保执行机构先释放原来运动状态的惯性,然后再从静态下启动 55. 运动部件都有过渡过程特性,软件驱动时的上升沿和下降沿的过渡特性会 直接影响到硬件的安全和执行效果 56. 板卡启动时,先initMCU、然后Delay、然后initIO,以确保各芯片的上电 电源都已经稳定下来再启动工作 57. 对采集自有可能受到干扰的模拟端口输入的数字量数据,一定要加上、下 限、Δ/Δt、规律性干扰的滤波措施三个方面的容错性机制 58. 对数字端口传输数据可以连续传输两遍,以防范随机性偶发干扰,实时性要求较高的,可以连续传三遍,2:1判定 59. 模块之间的数据通信联络,用周期性读取的方式、或请求-应答的方式传送 数据,一旦超出周期性时间要求,或未应答,则判定硬件失效,需有软件的
机械结构设计CHECK LIST
机械结构设计CHECK LIST 机械3D结构设计CHECK LIST 版本:A/0 项目: 负责人: 制定日期: 检查内容自评结果序号备注 (OK/NG/PENDING) 类别检查清单 1 严格遵守原始ID设计意图 2 上下壳间美工线宽度0.3mm 3 TFT翻盖与周边配合间隙均匀一致,最大尺寸为0.5mm 4 外观喷油颜色隔 离美工线的截面尺寸为0.5mm(W)*0.3mm(H) 5 外形上无尖角毛刺,满足相应的安全标准 外表面上无容易细小金属物掉进去的孔,如果有这样的孔则必须增加防护措6 施,例如:喇叭孔内需增加防尘网等等 7 装配体中各零部件之间无干涉 8 各零部件相互之间的固定牢靠且在公差范围之内 可动零部件所给的自由度合理且有足够的活动空间以及其相对的固定位置的9 稳定可靠装配工艺组装步骤科学、合理,能充分满足工厂现实情况中的装配要求,能有效的提10 性高生产效率 11 有利于维护及修理 零部件容易辨认,装配方式位置的唯一性(要有防呆措施) 12 排线的放置合理,设置卡线槽或者采用其他的固定方式整理好排线的放置 所使用材料满足区域安全标准(ROHS等)及行业的通用标准,如耐寒、耐火、13 耐热、耐磨、无毒性等
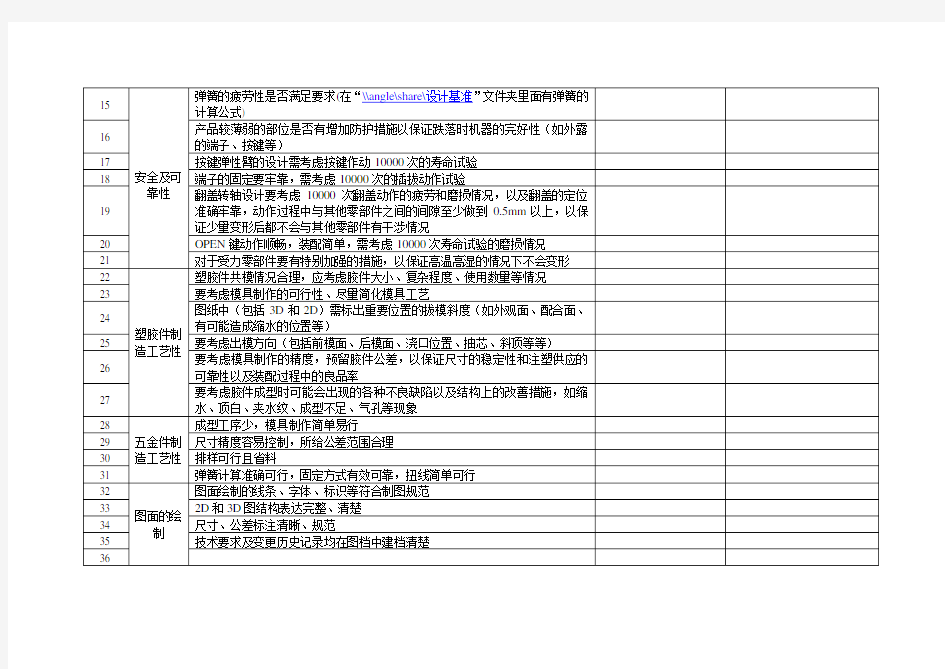
电器的安装部位满足必须的区域安全标准,如是否容易造成短路,高压是否14 容易触电,是否需要接地保护及标识等 弹簧的疲劳性是否满足要求(在“\\angle\share\设计基准”文件夹里面有弹 簧的15 计算公式) 产品较薄弱的部位是否有增加防护措施以保证跌落时机器的完好性(如外露16 的端子、按键等) 17 按键弹性臂的设计需考虑按键作动10000次的寿命试验 安全及可18 端子的固定要牢靠,需考虑10000次的插拔动作试验 靠性翻盖转轴设计要考虑10000次翻盖动作的疲劳和磨损情况,以及翻盖的 定位19 准确牢靠,动作过程中与其他零部件之间的间隙至少做到0.5mm以上,以保 证少量变形后都不会与其他零部件有干涉情况 20 OPEN键动作顺畅,装配简单,需考虑10000次寿命试验的磨损情况 21 对于受力零部件要有特别加强的措施,以保证高温高湿的情况下不会变形 22 塑胶件共模情况合理,应考虑胶件大小、复杂程度、使用数量等情况 23 要考虑模具制作的可行性、尽量简化模具工艺 图纸中(包括3D和2D)需标出重要位置的拔模斜度(如外观面、配合面、24 有可能造成缩水的位置等) 塑胶件制25 要考虑出模方向(包括前模面、后模面、浇口位置、抽芯、斜顶等等) 造工艺性要考虑模具制作的精度,预留胶件公差,以保证尺寸的稳定性和注塑供应的26 可靠性以及装配过程中的良品率要考虑胶件成型时可能会出现的各种不良缺陷以及结构上的改善措施,如缩27 水、顶白、夹水纹、成型不足、气孔等现象 28 成型工序少,模具制作简单易行 29 尺寸精度容易控制,所给公差范围合理五金件制