840D toolbox说明
TOOLBOX内容说明
下面是以TOOLBOX V6.5说明其中内容,希望对用户有所帮助。
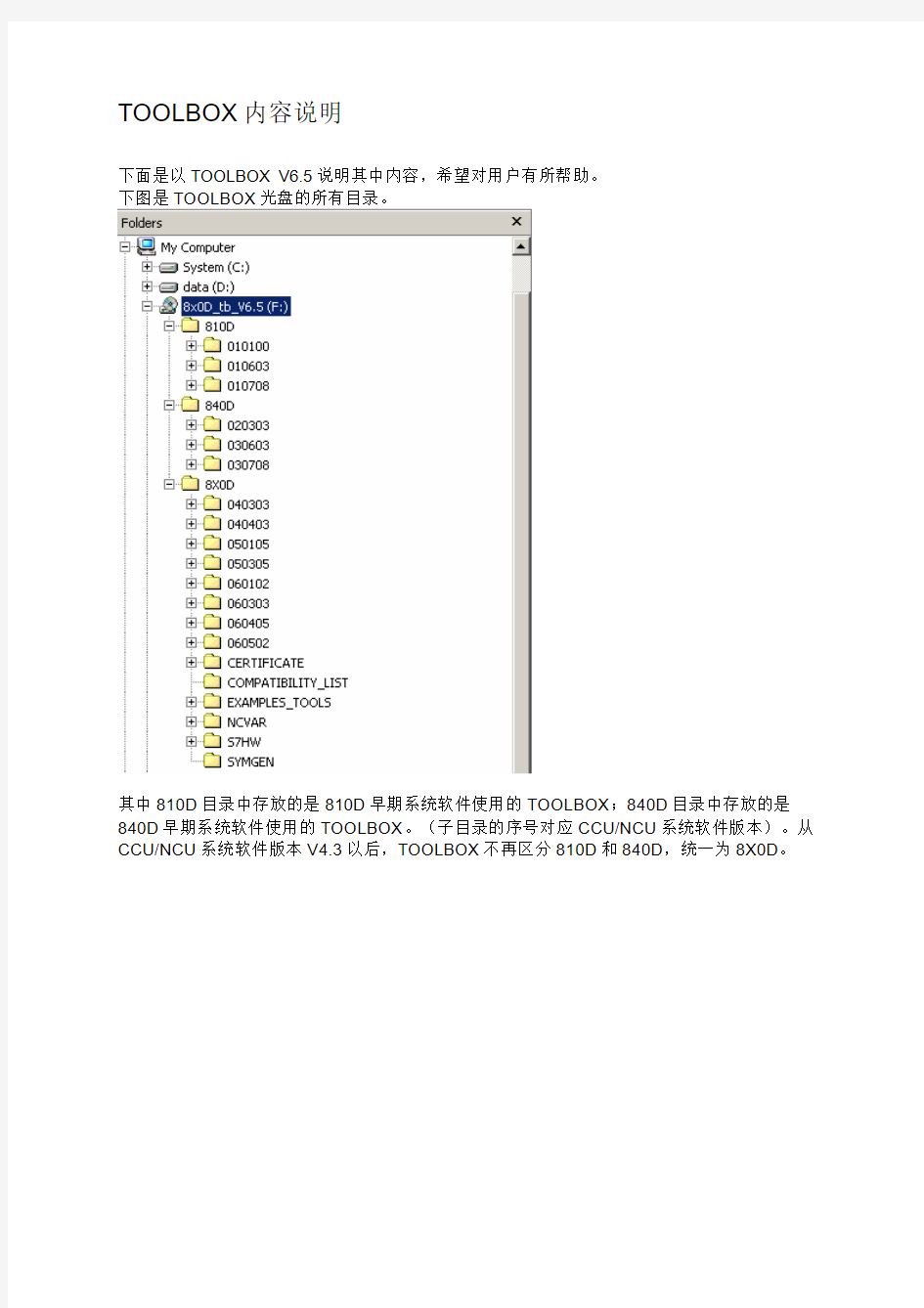
下图是TOOLBOX光盘的所有目录。
其中810D目录中存放的是810D早期系统软件使用的TOOLBOX;840D目录中存放的是840D早期系统软件使用的TOOLBOX。(子目录的序号对应CCU/NCU系统软件版本)。从CCU/NCU系统软件版本V4.3以后,TOOLBOX不再区分810D和840D,统一为8X0D。
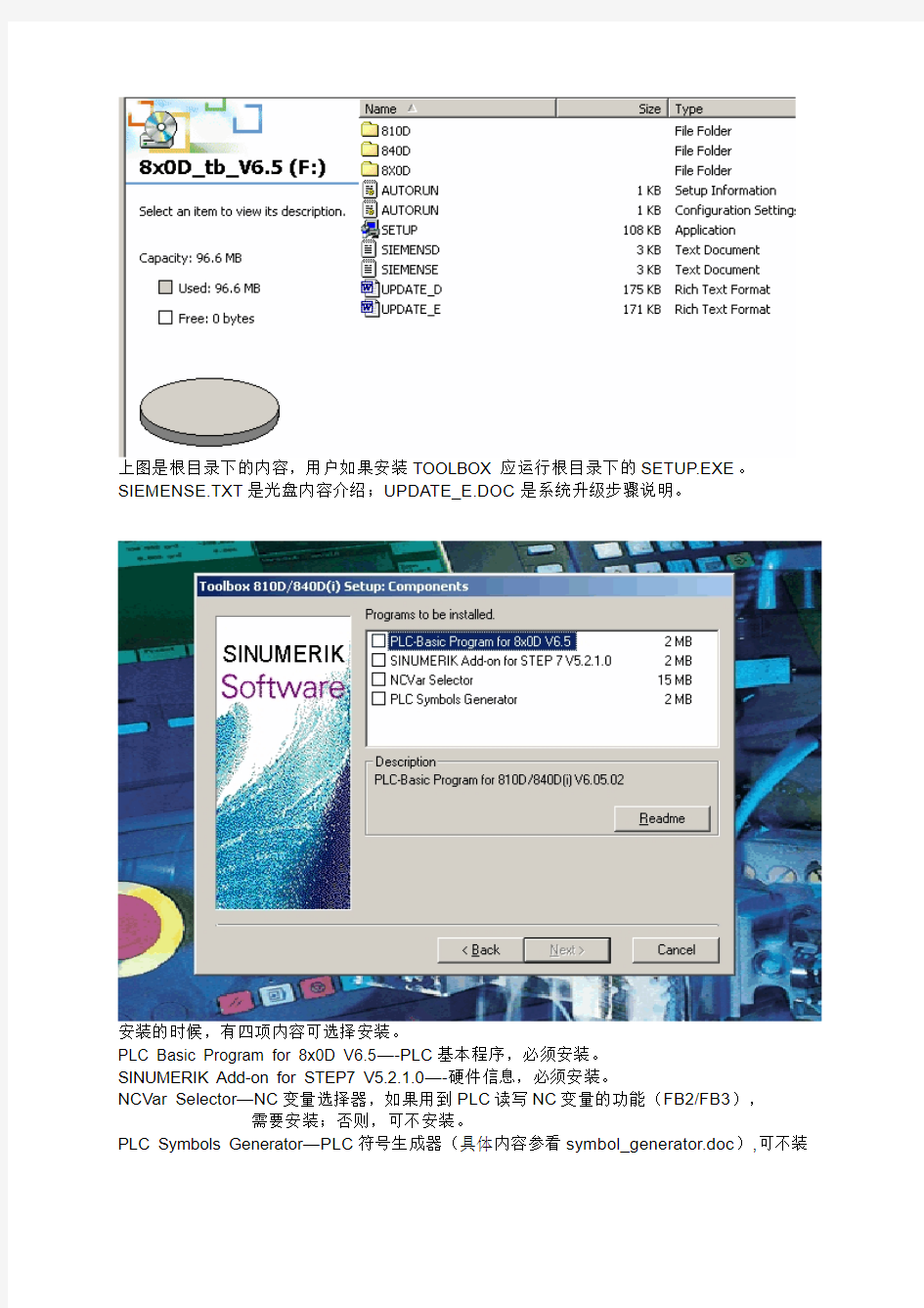
上图是根目录下的内容,用户如果安装TOOLBOX 应运行根目录下的SETUP.EXE。SIEMENSE.TXT是光盘内容介绍;UPDATE_E.DOC是系统升级步骤说明。
安装的时候,有四项内容可选择安装。
PLC Basic Program for 8x0D V6.5—-PLC基本程序,必须安装。
SINUMERIK Add-on for STEP7 V5.2.1.0—-硬件信息,必须安装。
NCVar Selector—NC变量选择器,如果用到PLC读写NC变量的功能(FB2/FB3),
需要安装;否则,可不安装。
PLC Symbols Generator—PLC符号生成器(具体内容参看symbol_generator.doc),可不装
一.下图是TOOLBOX V6.5的内容。
1.子目录BSP_PROG中存放的是一些PLC例程,其中
(带显示屏的)手持操作单元的标准例程
mini手持的标准例程
2.子目录PLC.INF中有两个文件:
AWLVERS.EXE—STEP7 ASCII源代码版本管理(由于使用的机会比较小,下面的说明没有
翻译)
The DOS program AWLVERS.EXE is used for the version generation of several
similar projects (e.g. basic program 840D, 810D and FMNC or for combining modular machine programs). The aim of this program is the simple generation of STEP 7 AWL programs from tested source files (e.g. file name "REVOLVER.SRC"). A source file contains, for example, several similar machine entities with the same FC, FB and DB numbers which are, however only used as alternatives. The source file is identified by version switches (different keywords of max. 18 characters) for the individual machine units. By entering one
or several keywords when generating a version you can create an AWL program for
that/those machine unit(s) .
Procedure for creating a source file:
A common source file is to be created for all the versions (e.g. FILE.SRC). Specific differences are identified in the file by ~Version~ followed immediately by a carriage return. The term Version here is a joker for any name which can be up to 18 characters long. From
this point onwards, the following program parts are only generated into the corresponding "FILE.AWL" if this term has been parameterized in the version management program. This version-dependent generation is performed until an ~end~ is reached. From this point, "AWL" generation is continued until the next identification is reached.
A negated form of ~Version~ continues to be supported with the identifier ~!Version~ . Here, the statement part is omitted from the file to be generated if Version is used as a parameter for the program AWLVERS.EXE. The source file can be any length. Parameterizing program AWLVERS.EXE:
1st Parameter:
File name of the source file to be converted to an AWL file. The same file name is generated as the original file with the extension "AWL" if the third parameter is missing. The date entry corresponds to that of the source file. A file of the same name that already exists is verwritten without a prompt.
2nd Parameter:
Version identification (e.g. Turret1 or Turret2). Up to 32 different identifiers are possible. Each name is separated from the next by a comma (without a blank), e.g. gp840d,test. As an alternative to direct parameterization of the version name, a file name can be specified by a preceding @ where the version names are stored in the same way as for direct parameterization.
As an alternative, a line feed can be used instead of a comma to separate the names in the file. There is no rule about the use of upper and lower case letters. The version names are the key for generating the "AWL" file. These names are enclosed by a tilde character in the source file to be converted (see example below).
3rd Parameter (optional):
Original file name [with full path identifier].
Example:
Source file "example.src" in which the version identifiers mars, mips and mops are used.
~mars~
test1
test2
~end~
neutral1
neutral2
~mips~
test3
test4
~end~
~mops~
test5
test6
~end~
~!mars~
test7
test8
~end~
Parameterization of the program: AWLVERS example.src mars,mips
The following target file is generated: Example.awl
test1
test2
neutral1
neutral2
test3
test4
3.子目录PLC_BP是PLC基本程序(使用根目录下的SETUP.EXE进行安装)。
4.子目录PLCALARM中存放的PLCALARM.ZIP是用户编写PLC文本的框架。(使用
PCU20的用户可在此文件的基础上编写报警文本,之后通过串口电缆传入PLC20)
二.CERTIFICATE目录
该目录下存放的是安全集成功能认证的文本及样例。
三.COMPATIBILITY_LIST目录
目录下存放的Excel文件COMPATIBILITY_LIST_10_02_2004是关于810D/840D/HMI硬件/软件兼容性表格。请在订货前仔细阅读。
四.EXAMPLES_TOOLS目录
1. COMPA子目录
低版本系统升级,修改备份数据用工具
2. OP17子目录
使用OP17面板时,可用的OP17组态文件。
3. QFK.MPF子目录
过象限补偿用程序。
4. WIZARD.BSP
扩展用户接口(Expanding the Operator Interface)功能实例(包括HMI Advancedh和HMI Embedded的实例)
五.NCVAR目录
NC变量选择器软件。
六.S7HW目录
SINUMERIK 810D/840Di/840D Add-on for STEP 7
增加STEP7硬件列表中SINUMERIK 840D/810D 的硬件器件。安装过程中,硬件列表中的TYPE, GSD 和 Meta 文件将被升级
从Toolbox 06.03.03和STEP 7 版本5.1开始,可以在SIMATIC Manager中可直接创建PLC系列文档(series archive)。
七.SYMGEN目录
PLC Symbols Generator—PLC符号生成器(具体内容参看symbol_generator.doc),可不装。
840d主要参数设定
西门子840D数控系统的参数设定 摘要本文主要针对以西门子840D为控制乐境的数控机床,对算机床数据的调整进行了分析,同时对机床限住的设定与驱神的配王 进行了论述。 关键词保护级别有效方式设定配置 l 概述 随着电站经济的飞跃发展,对电站产品的加工设备的要求越来越高,对机械加工的要求也越来越高,如高低压加热器的管板,冷凝器 的隔板等加工,这些都必须用数控机床来完成。我国在80年代初进口了许多数控机床,其采用的数控系统十分多样化,其中西门子 840D数控系统由于其强大的功能,优越的性能,已越来越被广大厂商的各种数控机床所采用,但西门子公司所提供的标准数据并不一 定完全适合机床,因些很有必要进行参数的设定与调整。 2 相关问题 在对机床参数进行调整前,有两个与数据调整有关的问题需要特别注意的:西门子数据的保护级别和数据写入有效的方式。 2.1 数据的保护级别 西门子共设有7个等级的数据保护级别(见表1),级别0是最高的而级别7是最低的,高级别向下兼容低级别。在修改数据的时候,若设 定的Password级别不够高,将无法修改某些特定的机床参数。具体修改密码的方法是在操作面板(OP)上依次按如下的软
2.2 数据有效的方式 数据修改后并不全是简单的就能有效,840D数控系统提供了多种数据有效的方式,而具体采用哪种方式又取决于所修改数据的参数类型。数据的类型及其生效的方式共有如下几种: (1)POWER ON(of)生效方式是按操作 (2)NEW-CONF(cf)生效方式是按操作 面板的或者按机床控制面 (3)RESET(re)按机床控制面板上的l 键生效 (4)II~ F_,DLt,TE(s0)数据输人后即可生效 3 参数的设定与调整 西门子840D数控的控制系统参数是由机床数据(MD)与设定数据(sD)组成,机床数据与设定数据的数据范围及其定义见表2所示。由表2中可以看出,机床数据(MD)主要由通用,特别通道,特别轴等机床数据构成;设定数据(sD)由通用,特别轴,特别通道设定数据组成。西门子840D数控数据的调整
半自动磨床机操作说明书(doc 23页)
半自动磨床机操作说明书(doc 23页)
半自动磨床操作说明书 1.目的﹕ 提供使用者正确的方法及安全保护观念﹐以维持研削设备的精度及稳定性﹐延长其使用寿命。 2.适用范围﹕ JL-3060ATD、上一PSGO-60150AHR自动磨床操作属之。 3.主要职责与权限﹕ 3.1. 课长﹕ 3.1.1. 设定每台加工机械之操作保养人或代理人并记录。 3.1.2. 倡导加工者正确操作机台﹐确保设备正常工作。 3.2. 组长﹕ 3.2.1. 协助操作者作好设备的保养并记录。 3.2.2. 协助课长对设备进行检查﹐保证其安全工作。 3.2.3. 督促操作者确实按照正常程序和方法操作设备。 3.3. 操作者﹕ 3.3.1. 按正常程序操作设备。 3.3.2. 确实做好设备的安全生产与必要的维护。 3.3.3. 要做好操作与保养并记录。
4.作业内容﹕ 5.1. 一般启动过程。 5.1.1. 检查砂轮防护罩是否盖好。 5.1.2. 检查各手柄位置是否正确。 5.1.3. 启动总电源OFF关/ON开﹐检查数显工作是否正 常。 5.1.4. 使用程控操作版面操作。 5.1.4.1. 关于老式操作面板开关功能说明。(参照附图 一) (1). DSP﹕多功能显示屏﹐此六位显示屏会显示以下讯息﹕ A﹕沿未执行全自动操作模式前﹐显示欲加工研磨去掉之 总量即砂轮垂直进给设定总量)﹐ 最小显示单位﹕0.001mm (公制)或 0.001mm(英制)。 B﹕在执行全自动操作模式时﹐随时快显示目前尚待进行加工研磨之残存尺寸量。 C﹕随时显示各种异常警报讯息。(警报讯息参考附件一) D﹕显示自我诊断各周边开关好坏。 (2). DSP2﹕粗意识到时每次垂直进给量显示屏(三位数﹐单位同 DSP1)。本显示屏会显示出在自动粗磨行程时﹐砂轮每次垂直进给尺寸量。 (3). DSP3﹕预留精磨总量显示屏(二位数﹐周DSP1)。 本显示屏会显示出预留待砂轮
半自动磨床磨工操作规程标准范本
操作规程编号:LX-FS-A29779 半自动磨床磨工操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
半自动磨床磨工操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1.操作者必须遵守磨工一般安全规程。并熟悉掌握本设备的结构、性能和要求进行操作。 2.工作前必须认真检查设备和压轮工具的安全防护装置,查看各传动和润滑系统的良好状况。堆放物件(零件)要整齐,不准歪斜和超过高度,以免影响道路畅通,否则不准开车。 3.启动砂轮前应将工作台开关手柄放在“停止”位置上;砂轮快速移动手柄后放在“后退”位置上;不准将头架或物件对准砂轮进给方向,防止启动后突然发生撞击。 4.启动后,经过5~10分钟的试运转。启动时
840D五轴联动的参数
SINUMERIK 840D涉及五轴转换的主要参数 10620 EULER_ANGLE_NAME_TAB Euler角名称 10630 NORMAL_VECTOR_NAME_TAB 正常矢量名称 10640 DIR_VECTOR_NAME_TAB 方向矢量名称 10642 ROT_VECTOR_NAME_TAB 旋转矢量的名称 10644 INTER_VECTOR_NAME_TAB 暂时矢量的名称 10646 ORIENTATION_NAME_TAB 编程一个第二方向路径的名称 10648 NUTA TION_ANGLE_NAME 垂头角名称 10670 STAT_NAME 状态信息名称:笛卡儿PTP行程中模糊点解决的状态信息标识符 10672 TU_NAME 轴的状态信息名:笛卡儿行程中模糊点解决的状态信息标识符,必须选择一个与其他不冲突的标识符(如轴,Euler角,通常矢量,方向矢量,中间点坐标) 10674 PO_WITHOUT_POLY 无G功能的POLY的多项式编程 20150 GCODE_RESET_V ALUES G组的初始设定,选择一些G组 [0]1=G0,2=G01(std) [5]1=G17(std)2 =G18,3=G19 [7]1=G500(std)2 =G54,3=G55,4=G56,5=G57 [9]1=G60(std)2 =G64,3=G641 [11]1=G601(std)2 =G602,3=G603 [12]1=G70 2 =G71(std) [13]1=G90(std)2 =G91 [14]1=G93 2 =G94(std),3=G95 [20] 1=BRISK(std),2=SOFT
杰克数控磨床使用说明书
JKMK1320数控外圆磨床操作说明书 武汉华中数控股份有限公司 2007年12月
一砂轮编程 1先按磨床编程F4 2 砂轮编程F1 3 新砂轮F1 4 Enter 5 复杂砂轮F3 6 Enter 7 序号名称值 1 砂轮号(砂轮号不能重复) 2 新砂轮宽度(砂轮实际宽度) 3 最小砂轮宽度30 4 砂轮当前直径400 5 新砂轮直径400 6 最小砂轮直径250 7 砂轮当前宽度 8 外圆修整速度 9 端面修整速度 10 X轴修整增量0.02 11 Z轴修整增量 12 安全间隙0.5---5 13 圆周修整工件数
8 Enter 9 例从右到左修砂轮 G X Z F A0 G01 0.14 -54 200 A1 G01 0.0 38.0 200 A2 G01 -0.08 0.0 200 A3 G01 0.0 7.0 200 A4 G01 -0.06 0.0 200 A5 G01 0.0 9.0 200 A6 G01 -5.0 0.0 200 A7 G01 0.0 5.0 200 (X值为大外径减小外径除2 ,Z值为相对值砂轮从右往左修A0点X .Z为金刚笔起点X坐标Z坐标. 金刚笔X对刀点为砂轮左边外圆)同时注意X.Z正负方向
10 例从左到右修砂轮 G X Z F A0 G01 0.0 5.0 200 A1 G01 0.0 -14.0 200 A2 G01 0.06 0.0 200 A3 G01 0.0 -7.0 200 A4 G01 0.08 0.0 200 A5 G01 0.0 -9.0 200 A6 G01 0.0 -25.00.0 200 (X值为大外径减小外径除2 ,Z值为相对值砂轮从左往右修A0点X .Z为金刚笔起点X坐标Z坐标. 金刚笔X对刀点为砂轮右边外圆)同时注意X.Z正负方向 二砂轮修整 1 磨削加工F8 2 砂轮修整F4 3 选定要用的修整砂轮程序 4 按Enter 5 降低进给倍率 6 按启动按钮 三加工编程 1 磨床编程F4
平面磨床操作操作规程
平面磨床操作操作规程 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
平面磨床操作规程 一、目的 本规程用于指导操作者正确操作和使用设备。 二、适用范围 本规程适用于指导本公司卧式平面磨床的操作与安全操作。 三、操作规程 1、操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。 2、操作者必须经过培训、考试或考核合格后,持证上岗。 3、开机前,按设备润滑图表进行注油润滑,检查油标油位。 4、检查各手柄、档位、开关、旋钮等应确保在原位或所需的位置。 5、启动润滑油泵、液压油泵电机,检查调整液压系统压力、润滑系统压力、调整磁 盘磁力。 6、手动磨头升降、横向移动、工作台,拖板移位,调整档位开关。 7、新安装砂轮前,应检查是否有裂纹、缺口,安装时应进行二次平衡。检查金刚笔 与砂轮的相对位置。 8、砂轮在接近工件时,要细心观察工件有无突起和凹陷。磨削过程中要连续开放和 调整冷却液的流量。 9、点动磨头升降机构、横向移位,调整限位档块、开关。 10、若磁盘吸着力减弱,应立即停磨。 11、手转磨头检查是否轻快,关闭冷却喷头,开启冷却泵、横向进给开位、工作台 往复运动,启动磨头电机,空转15~20分钟,检查磨头主轴温升。 12、砂轮快速接近工件时要改用手摇。
13、使用顶尖的工件,在磨削过程中不许松动。 14、接触面积小的工件,磁力不易吸住,必须加挡块。 15、平面磨工作台,使用快速时要注意其终点。 16、机床要整洁,特别要注意手柄和行程限挡块的位置是否正确。 17、把砂轮箱推向法兰盘,动作要轻,同时垫上比轮直径小三分之一的软垫。 18、砂轮不锋利要用金钢石修理,进给量为~,必须充分冷却。 19、平面砂轮的最大伸出量不得超过25mm砂轮块要平行。 20、平磨的砂轮损耗二分之一后重新紧固的压板不许倾斜。 21、平面工件要有基准面。如有飞刺突起要剔、锉削平。 22、要选择与工件材料相适应的切削液和砂轮材料、型号。 23、使用顶尖的工件要检查中心孔的几何形状。 24、磨床专用砂轮,不许代替普通砂轮使用。 25、工作完毕后,应使各部件处于原始状态,将工作台停在中间位置。机床停机, 往复运动停止,关闭冷却液喷头2~3分钟,关闭磨头电机,待磨头停止后,关 闭液压油泵、润滑油泵、冷却泵电机。 26、关闭机床电控总开关,关闭电控柜空气开关。 27、清洁机床后,按设备润滑图表进行注油,磁盘抹油。把手柄开关、节流阀、旋 钮恢复到原位或关闭位置。 四、安全操作规程 1、装新砂轮先用木锤轻轻打,无杂音后方可开动。操作人员侧立机旁,空试车十 分钟无偏摆或摇动后,才能使用。 2、平磨更换砂轮,要注意不可与砂轮护罩相碰。 3、磨削前把砂轮升高,检查磁盘上工件吸牢后,方能磨削,加工件要靠紧垫好。 4、磨削前后将防护挡板挡好,禁止手摸磨加工面。 5、进刀时要缓慢进给,并调好往复的限位档铁。 6、清理磨下铁屑时,要用专门工具。
月牙板磨床安全操作规程示范文本
月牙板磨床安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
月牙板磨床安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.操作人员经考试合格取得操作证,方准进行操作,操 作者应熟悉本机的性能、结构等并要遵守安全和交接班制 度。 2操作者必须根据说明书的要求,熟记各润滑部位,润 滑方法及润滑油的种类、牌号,按磨床润滑图表的规定进 行给油保养。 3.开工前,应按规定穿戴好防护用品,对照交接班记录 称对磨床各部位进行详细检查,发现问题应及时逐级报 告,异状未经排除不得开车工作。 4.开工前应对下列部位进行检查 (1)油池中的油量应达到规定的油面高度。 (2)调整皮带松紧度。
(3)防护单和砂轮要装卡牢固,位里正确,防尘毡垫应密贴。 (4)检查电气系统(电动机、配电箱、安全灯、导线、接地线)是否良好,无短路,周围环境应清洁。 (5)按月牙板磨床说明书规定的润滑处所,顺次注入润滑油。 (6)接通总电源,顺次启动油泵等电机,注意运转状态,发现异状异音应立即关闭电源,经检查处理后方准开车。 (7)开动月牙板磨床,空转3min,查看各部动作是否正常,音响是否正常,冷却液是否畅通。 (8)装卡砂轮前应防止砂轮受潮,砂轮应做静平衡试验,严禁砂轮有裂纹。 (9)装卡砂轮时,须在砂轮和压板间垫以0.5~1.Omm 的纸垫,并用专用扳子均匀用力紧固,不许用加长管子紧
半自动磨床磨工操作规程实用版
YF-ED-J8419 可按资料类型定义编号 半自动磨床磨工操作规程 实用版 In Order To Ensure The Effective And Safe Operation Of The Department Work Or Production, Relevant Personnel Shall Follow The Procedures In Handling Business Or Operating Equipment. (示范文稿) 二零XX年XX月XX日
半自动磨床磨工操作规程实用版 提示:该操作规程文档适合使用于工作中为保证本部门的工作或生产能够有效、安全、稳定地运转而制定的,相关人员在办理业务或操作设备时必须遵循的程序或步骤。下载后可以对文件进行定制修改,请根据实际需要调整使用。 1.操作者必须遵守磨工一般安全规程。并熟悉掌握本设备的结构、性能和要求进行操作。 2.工作前必须认真检查设备和压轮工具的安全防护装置,查看各传动和润滑系统的良好状况。堆放物件(零件)要整齐,不准歪斜和超过高度,以免影响道路畅通,否则不准开车。 3.启动砂轮前应将工作台开关手柄放在“停止”位置上;砂轮快速移动手柄后放在“后退”位置上;不准将头架或物件对准砂轮
进给方向,防止启动后突然发生撞击。 4.启动后,经过5~10分钟的试运转。启动时不得过急,点动观察,无异常情况,方可运转。 5.在调整自动进给和压轮工具时,要注意砂轮与压轮工具的位置距离要适当,防止超负荷进给或撞击砂轮。 6.在调整、紧固时,必须采用标准工具进行操作。必须停车紧固,用力要均匀,防止工具打滑而引起伤害。 7.发生故障立即停车,请修理工调整。 8.工作完毕,关闭电源(总电源),做好清洁保养和交接班工作,确认安全方可离开。
西门子Siemens840D全参数详解
西门子840D主要参数意译 西门子840D的主要参数释义 文字一、通道机床数据 20000 通道名称 20050 几何轴-通道轴的分配 20060 通道中的几何轴名称 20070 通道中机床轴号 20080 通道中的通道轴名称 20090 主导主轴的号 20092 主轴旋转的使能/使能取消 20094 轴运行的M运行(西门子模式) 20095 轴运行的M功能(外部模式) 20096 T,M 刀具地址代号改变 20098 在MMC上显示轴 20100 带面对轴功能的几何轴 20108 事件驱动程序调用的设置 20109 Prog-Events 的属性 20110 RESET复位时的基本功能设置 20112 NC启动的基本功能设置 20114 方式改变中断了MDI 20116 带读限制的中断程序关闭 20117 带信号的中断程序关闭 20118 几何轴改变自动使能 20120 复位时刀具生效 20121 复位的预选刀具 20122 RESET复位/启动和TC时刀具生效 20123 RESET时 $P_USEKT 的预选值 20124 刀具夹持装置号 20126 RESET复位时刀架生效 20128 换刀在搜索中 20130 RESET复位时刀沿生效 20132 有效总偏差复位 20140 用复位健使转换生效。 20150 G代码组的初始设定 20152 G代码组复位 20154 G代码组的初始设定 20156 外部 G 组复位方式 20160 C 样条程序块的数量 20170 COMPRESS压缩的最大程序块长度 20172 COMPRESSION压缩方式计算的最大路径进给率20180 带刀架的旋转轴增量 20182 带刀架的旋转轴偏置 20184 零件偏置的基本FRAME号 20200 倒角/圆角的空程序段
favretto导轨磨床操作手册_04846
USER’S GUIDE 中英文操作手册 TU/P -2T TANGENTIAL and UNIVERSAL HEAD TU/P – 2T 周边磨头和万能磨头 SINUMERIK 840D 西门子840D 数控系统 USER’S GUIDE 操作手册 版本:January 2009 UNIT: FAVRETTO Via Giovanni Agnelli 10 I - 10020 Riva presso Chieri - Torino 电话: +39-011-811.88.88 传真: +39-011-811.11.03 电子邮箱:service@favretto.fmtgroup.eu 网站:http://www.FAVRETTO.IT
INDEX 目录 PRELIMINARY NOTES (5) 首项附注 (5) DESCRIPTION OF THE 810D-840D MENU (6) 西门子810D – 840D菜单说明 (6) PARAMETER SETTING (7) 参数设置 (7) WORKPIECE SKIM STORAGE (8) 工件加工位置存储 (8) DESCRIPTION OF THE USER MENU User (9) USER菜单说明 (9) CYCLE WITH PARTS DIMENSIONS –TANGENTIAL HEAD- (11) 等工件尺寸的加工循环-周边磨头 (11) DESCRIPTION OF THE PARAMETERS OF THE WORK CYCLE WITH WORKPIECE DIMENSIONS (12) 等工件尺寸的加工循环参数说明 (12) DIAMOND DRESSING PARAMETERS (17) 金刚石修整参数 (17) DESCRIPTION OF DIAMOND DRESSING PARAMETERS (18) 金刚石修整器参数说明 (18) GAP ELIMINATION PARAMETERS (20) 空隙消除参数(自动对刀) (20) DESCRIPTION OF GAP ELIMINATION PARAMETERS (21) 空隙消除参数说明 (21) TABLE SKIMMING SAVE CYCLE (22) 工作台加工位置保存循环 (22) DESCRIPTION OF THE TABLE SKIMMING SAVE PARAMETERS (23) 工作台位置保存参数说明 (23) CROWNIG CYCLE (24) 凸面加工循环 (24) CROWNING PARAMETERS DESCRIPTION (25) 凸面加工参数说明 (25) STEP-BY-STEP CYCLE - PASS CYCLE- PLUNGE CYCLE–TANGENTIAL HEAD- (26) 周边磨头的步进式加工-连续式加工-切入式加工循环 (26) DESCRIPTION OF THE PARAMETERS (27) 参数说明 (27) DIAMOND DRESSING PARAMETERS (32) 金刚石修整器参数 (32) DESCRIPTION OF DIAMOND DRESSING PARAMETERS (33) 金刚石修整器参数说明 (33) GAP ELIMINATION PARAMETERS (35) 空隙消除参数 (35)
高精度半自动外圆磨床安全操作规程(正式)
编订:__________________ 单位:__________________ 时间:__________________ 高精度半自动外圆磨床安全操作规程(正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7290-97 高精度半自动外圆磨床安全操作规 程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1.操作人员经考试合格取得操作证,方准进行操作,操作者应熟悉本机的性能、结构等,并要遵守安全和交接班制度。 2.操作者必须根据高精度半自动外圆磨床说明书的要求,详细了解并熟记各润滑部位,润滑方法及润滑油的种类、牌号,按磨床润滑图表的规定进行给油保养。 3.开工前应按规定穿戴好防护用品,对照交接班记录薄,对磨床各部位进行详细检查,发现问题应及时逐级报告,异状未经排除不得开车工作。 4.开工前应对高精度半自动外国磨床下列部位进行检查: (1)油地的油量应达到规定油面高度。
(2)皮带松紧度应适当。 (3)摇动手枪、工作台、砂轮架的往复运动应良好。 (4)砂轮防护罩和砂轮要装卡牢固,位置正确,工作台导轨挡尘毡整应接触严密。 (5)检查电气系统(电动机、配电箱、安全灯、导线、接地线、半自动控制盘)是否良好,周围环境应清洁、无短路。 (6)检查各润滑部位、各滑动面及传动系统,注入润滑油。 (7)接通电镜,顺次启动,注意试运转状态有无异状异音,如有,应立即关闭电源,经检查处理后方准开车。 (8)检查冷却泵的电机运转是否正常,冷却液是否畅通。 (9)装卡砂轮时,必须留有间隙,防止胀裂砂轮,紧固砂轮应用专用扳手。 5.工件的装卡必须符合规定,装卡完毕后应立即取下扳手。对因故中断加工的工件,必须确认良好后,
西门子840D主要参数意译
西门子840D主要参数意译西门子840D的主要参数释义 文字一、通道机床数据 20000 通道名称 20050 几何轴-通道轴的分配 20060 通道中的几何轴名称 20070 通道中机床轴号 20080 通道中的通道轴名称 20090 主导主轴的号 20092 主轴旋转的使能/使能取消20094 轴运行的M运行(西门子模式) 20095 轴运行的M功能(外部模式) 20096 T,M 刀具地址代号改变 20098 在MMC上显示轴 20100 带面对轴功能的几何轴 20108 事件驱动程序调用的设置 20109 Prog-Events 的属性 20110 RESET复位时的基本功能设置20112 NC启动的基本功能设置 20114 方式改变中断了MDI 20116 带读限制的中断程序关闭 20117 带信号的中断程序关闭 20118 几何轴改变自动使能 20120 复位时刀具生效 20121 复位的预选刀具 20122 RESET复位/启动和TC时刀具生效 20123 RESET时$P_USEKT 的预选值20124 刀具夹持装置号 20126 RESET复位时刀架生效20128 换刀在搜索中 20130 RESET复位时刀沿生效 20132 有效总偏差复位 20140 用复位健使转换生效。 20150 G代码组的初始设定 20152 G代码组复位 20154 G代码组的初始设定 20156 外部G 组复位方式 20160 C 样条程序块的数量 20170 COMPRESS压缩的最大程序 块长度 20172 COMPRESSION压缩方式计 算的最大路径进给率 20180 带刀架的旋转轴增量 20182 带刀架的旋转轴偏置 20184 零件偏置的基本FRAME号 20200 倒角/圆角的空程序段 20201 斜面圆整行为 20202 有/无带SA的传输运动程序 块数量 20204 在趋近/回退时的方向反转 20210 带TRC的补偿程序块的最大 角度 20220 DISC的最大值 20230 带TRC的插值计算的最大角 度 20240 带TRC的程序段轮廓计算 20250 有/无带TR的传输运动程序 块数量 20252 带刀具补偿的最大程序块数 量 20254 在线刀具补偿使能 20256 多项式插值是可能的 20260 对样条插补的速度控制 20262 执行SPLINE(样条)时路径速度 出错 20270 没有程序的初始位置边沿 20272 不带编程的初始位置总校验 20310 刀具管理功能有效 20320 刀架中刀具的时间监控 20350 激活刀具监控 20360 刀具参数的定义 20380 带G43 / G44的刀具补偿模式 20382 刀具补偿的活动 20384 从动轴刀具长度补偿模拟 20390 温度补偿激活 20392 刀具长度温度补偿的最大值 20396 在刀具方向DRF偏置 20400 预处理随后程序块的速度 20430 预处理倍率速度字符的数量 20440 程序预处理状态速度特征的倍率 20450 程序块循环时间的释放系数 20455 预测未来的特殊功能 20460 预见功能的平滑系数 20462 带编程进给的进给率 20465 轨迹动态进给率的匹配 20470 轮廓编程精度 20480 带G64x的平滑特性 20482 压缩机的方式 20484 压缩机功率 20490 G641/G642不受倍率系数约束 20500 固定速度的最小时间
平面磨床操作操作规程
平面磨床操作操作规程 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
平面磨床操作规程 一、目的 本规程用于指导操作者正确操作和使用设备。 二、适用范围 本规程适用于指导本公司卧式平面磨床的操作与安全操作。 三、操作规程 1、操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。 2、操作者必须经过培训、考试或考核合格后,持证上岗。 3、开机前,按设备润滑图表进行注油润滑,检查油标油位。 4、检查各手柄、档位、开关、旋钮等应确保在原位或所需的位置。 5、启动润滑油泵、液压油泵电机,检查调整液压系统压力、润滑系统压 力、调整磁盘磁力。 6、手动磨头升降、横向移动、工作台,拖板移位,调整档位开关。 7、新安装砂轮前,应检查是否有裂纹、缺口,安装时应进行二次平衡。检 查金刚笔与砂轮的相对位置。 8、砂轮在接近工件时,要细心观察工件有无突起和凹陷。磨削过程中要连 续开放和调整冷却液的流量。 9、点动磨头升降机构、横向移位,调整限位档块、开关。 10、若磁盘吸着力减弱,应立即停磨。 11、手转磨头检查是否轻快,关闭冷却喷头,开启冷却泵、横向进给开 位、工作台往复运动,启动磨头电机,空转15~20分钟,检查磨头主轴温升。 12、砂轮快速接近工件时要改用手摇。 13、使用顶尖的工件,在磨削过程中不许松动。 14、接触面积小的工件,磁力不易吸住,必须加挡块。 15、平面磨工作台,使用快速时要注意其终点。 16、机床要整洁,特别要注意手柄和行程限挡块的位置是否正确。 17、把砂轮箱推向法兰盘,动作要轻,同时垫上比轮直径小三分之一的软垫。 18、砂轮不锋利要用金钢石修理,进给量为~,必须充分冷却。 19、平面砂轮的最大伸出量不得超过25mm砂轮块要平行。 20、平磨的砂轮损耗二分之一后重新紧固的压板不许倾斜。 21、平面工件要有基准面。如有飞刺突起要剔、锉削平。 22、要选择与工件材料相适应的切削液和砂轮材料、型号。 23、使用顶尖的工件要检查中心孔的几何形状。 24、磨床专用砂轮,不许代替普通砂轮使用。
半自动磨床磨工操作规程(新版)
The prerequisite for vigorously developing our productivity is that we must be responsible for the safety of our company and our own lives. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 半自动磨床磨工操作规程(新版)
半自动磨床磨工操作规程(新版)导语:建立和健全我们的现代企业制度,是指引我们生产劳动的方向。而大力发展我们生产力的前提,是我们必须对我们企业和我们自己的生命安全负责。可用于实体印刷或电子存档(使用前请详细阅读条款)。 1.操作者必须遵守磨工一般安全规程。并熟悉掌握本设备的结构、性能和要求进行操作。 2.工作前必须认真检查设备和压轮工具的安全防护装置,查看各传动和润滑系统的良好状况。堆放物件(零件)要整齐,不准歪斜和超过高度,以免影响道路畅通,否则不准开车。 3.启动砂轮前应将工作台开关手柄放在“停止”位置上;砂轮快速移动手柄后放在“后退”位置上;不准将头架或物件对准砂轮进给方向,防止启动后突然发生撞击。 4.启动后,经过5~10分钟的试运转。启动时不得过急,点动观察,无异常情况,方可运转。 5.在调整自动进给和压轮工具时,要注意砂轮与压轮工具的位置距离要适当,防止超负荷进给或撞击砂轮。 6.在调整、紧固时,必须采用标准工具进行操作。必须停车紧固,用力要均匀,防止工具打滑而引起伤害。
7.发生故障立即停车,请修理工调整。 8.工作完毕,关闭电源(总电源),做好清洁保养和交接班工作,确认安全方可离开。 XX设计有限公司 Your Name Design Co., Ltd.
西门子变频器基本参数设置
6SE70调试基本参数设置 恢复缺省设置 P053=6 允许参数存取 6:允许通过PMU和串行接口OP1S变更参数 P060=2 固定设置菜单 P366=0 0:具有PMU的标准设置 1:具有OP1S的标准设置 P970=0 参数复位 参数设置P060=5 系统设置菜单 P071= 装置输入电压 P095=10 异步/同步电机,国际标准 P100= 1:V/f控制 3:无测速机的速度控制 4:有测速机的速度控制 5:转矩控制 P101= 电机额定电压 P102= 电机额定电流 P103= 电机励磁电流,如果此值未知,设P103=0 当离开系统设置,此值自动计算。 P104= 电机额定功率因数 P108= 电机额定转速 P109= 电机级对数 P113= 电机额定转矩 P114=3 3:高强度冲击系统(在:P100=3,4,5时设置)P115=1 计算电机模型 参数值P350-P354设定到额定值 P130= 10:无脉冲编码器 11:脉冲编码器 P151= 脉冲编码器每转的脉冲数 P330= 0:线性(恒转矩) 1:抛物线特性(风机/泵) P384.02= 电机负载限制 P452= % 正向旋转时的最大频率或速度 P453= % 反向旋转时的最大频率或速度 数值参考P352和P353 P060=1 回到参数菜单 P128= 最大输出电流 P462= 上升时间 P464= 下降时间 P115=2 静止状态电机辩识(按下P键后,20S之内合闸)P115=4 电机模型空载测量(按下P键后,20S之内合闸)
6SE70 变频装置调试步骤 一.内控参数设定 1.1 出厂参数设定 P053=7 允许CBP+PMU+PC 机修改参数 P60=2 固定设置,参数恢复到缺省 P366=0 PMU 控制 P970=0 启动参数复位 执行参数出厂设置,只是对变频器的设定与命令源进行设定,P366 参数选择不同,变频器的设定和命令源可以来自端子,OP1S,PMU。电机和控制参数未进行设定,不能实施电机调试。 1.2 简单参数设定 P60=3 简单应用参数设置,在上述出厂参数设置的基础上,本应用设定电机控制参数 P071 进线电压(变频器400V AC / 逆变器540V DC) P95=10 IEC 电机 P100=1 V/F 开环控制 3 不带编码器的矢量控制 4 带编码器的矢量控制 P101 电机额定电压 P102 电机额定电流 P107 电机额定频率HZ P108 电机额定速度RPM P114=0 P368=0 设定和命令源为PMU+MOP P370=1 启动简单应用参数设置 P60=0 结束简单应用参数设置 执行上述参数设定后,变频器自动组合功能图连接和参数设定。P368 选择的功能图见手 册S0-S7,P100 选择的功能图见手册R0-R5。电机控制效果非最优。 1.3 系统参数设置 P60=5 P115=1 电机模型自动参数设置,根据电机参数设定自动计算 P130=10 无编码器 11 有编码器(P151 编码器每转脉冲数) P350=电流量参考值A P351=电压量参考值V P352=频率量参考值HZ 3 3 P353=转速量参考值1/MIN P354=转矩量参考值NM P452=正向旋转最大频率或速度%(100%=P352,P353) P453=反向旋转最大频率或速度%(100%=P352,P353) P60=1 回到参数菜单,不合理的参数设置导致故障 1.4 补充参数设定如下 P128=最大输出电流A P571.1=6 PMU 正转 P572.1=7 PMU 反转
立式平面磨床安全操作规程示范文本
立式平面磨床安全操作规 程示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
立式平面磨床安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、目的 本规程用于指导操作者正确操作和使用设备。 2、适用范围 本规程适用于指导本公司立式平面磨床的操作与安全 操作。 3、管理内容 3.1 操作规程 3.1.1操作者必须熟悉机床操作顺序和性能,严禁超性 能使用设备。 3.1.2开机前,按设备润滑图表进行注油润滑,检查油 标油位、档位、限位块、砂轮是否有裂纹、缺口等,并调 整磁盘磁力。
3.1.3手动磨头升降,点动工作台左右移动按钮检查各限位。 3.1.4启动工作台转动选择转速。点动、自动、启动磨头升降电机。 3.1.5启动工作台转动电机、磨头转动电机,空转15-20分钟。 3.1.6工作时,磨削量不可突然增大,以防砂轮爆裂。 3.1.7砂轮未离开工件时,不得停止运转。 3.1.8发现进给手轮上有空档失灵或出现运转异常声向,应立即停机检修。 3.1.9定期检查调整工作台导轨塞铁、砂轮主轴的轴向间隙。 3.1.10工作完毕后应将砂轮空运转2分钟以上,使其干燥。 3.1.11停机前,工作台、磨头复位,关闭冷却泵电
MQA型万能工具磨床技术说明书
M Q A型万能工具磨床技 术说明书 The latest revision on November 22, 2020
MQ6025A型万能工具磨床技术说明书 设备介绍: 工具磨床是金属切削加工必要的辅助设备,用来刃磨各种金属切削刀具。由于金属切削加工工艺不断改进,金属切削机床随之不断革新,这就需要新的切削刀具,而对刀具的刃磨也不断提出新的要求。 工具磨床制造业的历史,在机床行业中甚为年轻。在磨床生产的一百多年的历史中,过去对工具磨床的生产一直不够重视,第一台万能工具磨床于1889年首先由美国辛辛那提公司制成,随后,美国诺顿公司于1890年试制成功了万能工具磨床,但当时都是采用齿轮皮带传动,结构简单,效率很低。在近三十年来,随着工业的发展和科学技术的进步,才绽工具磨床的生产有了较快的发展,不但出现了半自动、全自动工具磨床,而且数控工具磨床也开始应用。 工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。主要部件: MQ6025A型万能丁具磨床是性能比较优良的改进型T具磨床。它装上附件后,除可以刃磨绞刀、铣刀、斜槽滚刀、拉刀、插齿刀等常用刀具和各种特殊刀具以外还能磨削外圆、内网平面以及样板等,加工范围比较广泛。 1、床身
床身是一个箱形整体结构的铸件,其上部前面有一组纵向V形导轨和平导轨;在后面有一组横向的V形导轨和平导轨。纵向导轨装有工作台.横向导轨上装有横向拖板,床身左侧门及后门内装有电气元件等。 2、工作台 工作台分上工作台和下工作台两部分,下工作台装在床身纵向导轨上,导轨上装有圆柱滚针,使工作台能轻便、均匀地快速移动。工作台前后运动可有4个手轮操作,便于在不同位置操纵工作台进行磨削。 3、横向拖板 横向拖板装在床身横向导轨上,导轨之间有圆柱滚针。横向传动由手轮通过梯形螺杆和螺母传动。手轮转1圈为3mm,1小格为。由于手轮装在同一根丝杆上,因此站在机床前面和后面均可进行操作。在横向拖板上装有磨头架及升降机构,摇动手轮,磨头架做横向进给。 4、磨头及升降机构 磨头电动机采用标准型A1-7132电动机。零件套装而成,机壳与磨具壳体铸成一个整体;电动机定子有内压装改成外压装,采用微型三角皮带带动磨头主轴转动。磨头主轴两端锥体均可安装砂轮进行磨削。转速为4200转/分、5600转/分两挡。磨头电动机可根据磨削需要,作正反向运转,由操纵板转向选择开关控制。磨头的升降机构采用圆柱形导轨,由斜键导向。磨头升降分手动和机动两种。手动时。转动手轮,通过涡轮副减速及一对正齿轮升速,通过螺母、丝杆使导轨上升或下降。
高精度半自动外圆磨床安全操作规程正式样本
文件编号:TP-AR-L2053 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 高精度半自动外圆磨床安全操作规程正式样本
高精度半自动外圆磨床安全操作规 程正式样本 使用注意:该操作规程资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1.操作人员经考试合格取得操作证,方准进行操 作,操作者应熟悉本机的性能、结构等,并要遵守安 全和交接班制度。 2.操作者必须根据高精度半自动外圆磨床说明书 的要求,详细了解并熟记各润滑部位,润滑方法及润 滑油的种类、牌号,按磨床润滑图表的规定进行给油 保养。 3.开工前应按规定穿戴好防护用品,对照交接班 记录薄,对磨床各部位进行详细检查,发现问题应及 时逐级报告,异状未经排除不得开车工作。
4.开工前应对高精度半自动外国磨床下列部位进行检查: (1)油地的油量应达到规定油面高度。 (2)皮带松紧度应适当。 (3)摇动手枪、工作台、砂轮架的往复运动应良好。 (4)砂轮防护罩和砂轮要装卡牢固,位置正确,工作台导轨挡尘毡整应接触严密。 (5)检查电气系统(电动机、配电箱、安全灯、导线、接地线、半自动控制盘)是否良好,周围环境应清洁、无短路。 (6)检查各润滑部位、各滑动面及传动系统,注入润滑油。 (7)接通电镜,顺次启动,注意试运转状态有无异状异音,如有,应立即关闭电源,经检查处理后方
840D sl常用参数
840D sl常用参数 1:MD9422 预置功能0---未出现任何软键 1---出现“预设”软键 2---出现“设计实际值”软键 2:整定值分配MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。 用作MD13050 中I/O 地址表中的指针。 若不使用p978,则它相应于驱动器编号,例如: CU 或CU/ALM 之后的6 个驱动器: 1 ~ 6 NX10 的3 个驱动器:7 ~ 9 整定值类型MD 30130 CTRLOUT_TYPE 1 整定值输出 0 仿真 编号MD 30200 NUM_ENCS 测量系统 1 单位置测量系统 2 双位置测量系统 可通过IS DB31.DBX1.5/1.6 来选择测量系统1 或2 索引[n] 测量系统机床数据具有索引[0] 或[1]。 [0] 第1 个测量系统的值 [1] 第2 个测量系统的值 实际值分配MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。实际值输入MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值1/2/3 表示第1/2/3 个SINAMICS 编码器) 编码器类型MD 30240 ENC_TYPE[n] 1 增量型编码器(MD34200=1) 4 绝对值编码器(MD34200=0) 0 仿真 极性实际值MD 32110 ENC_FEEDBACK_POL [n] 0/1 默认值 -1 极性改变 运动方向MD 32100 AX_MOTION_DIR 0/1 默认值 -1 返回方向 3:光栅尺MD 31000 ENC_IS_LINEAR [n] 1 用于实际位置值采集的编码器为直线编码器(光栅尺)。 0 用于实际位置值采集的编码器是旋转编码器。 直接MD 31040 ENC_IS_DIRECT [n] 测量系统 1 用于检测实际位置值的编码器直接位于机床上。 0 用于检测实际位置值的编码器直接位于电机上。 增量数MD 31020 ENC_RESOL [n] 旋转测量系统中编码器旋转一圈的增量数。 电机测量系统每圈的增量数为2048。 光栅尺刻度MD 31010: ENC_GRID_POINT_DIST 直线测量系统的刻度格间距,[mm]