品质部SIP
检验流程图
1234修订版次A0
5
6
7
8
MIN MAJ CR
2●3●4
●6
●7●8●9●10●11●12●13●14●15●16
●
18●19●
20
●
M1.4牙纹孔M1.4牙规OQC
当你发现产品形状、外观有异常时,立即反馈品质工程师或你的主管
备注:图上标示“★”之尺寸为重点尺寸(若有图上尺寸与实际测量尺寸不符,请按样品上尺寸先制作)
●需通规通、止规止
OQC
OQC
包装箱完好、无破损;标签内容需填写正确,字迹工整清晰;包装方
式正确,无混料、多装或少装。
OQC
FQC/OQC
正反面无感刮伤允许、有感刮伤不可有。●●17FQC OQC
检测项目
包装方式、标签及
数量
刮 伤包装
外观
尺寸
功能H S F
NO 15文件管制编号HC-QESW-QUL-04
审核:黄文辉 制作: 黄煦
1、作业人员执行自主外观全检(不可有油污/划伤/碰伤/开裂
毛边 /缺料/多料/多孔/少孔/颗粒/毛屑/喷漆不均匀等不良)。2、作业员/检验员/工程员/访客等拿取成品时均需 配戴手套。3、禁止使用汇铖一级环境管理物质。
XRF 检测EDX1800
参照汇铖HSF 技术标准《 》最新版
品质注意:
文管发行章
备注:
环保标识
目视
外箱上是否有贴“RoHS”标签(客户有要求按客户要求执行)
供方环保资料的确认
环保材料合格一览表
供方提供的第三方RoHS检测报告在一年有效期内
孔中心到内宽
投影仪⑦54.07±0.05mm
平面度塞尺/检具⑧≤0.20mm(正面不可有上凸变形)
内宽度投影仪/检具⑤72.78±0.05mm
折弯高度卡尺/高度规⑥2.15±0.05mm(含二个料厚)总外宽度卡尺③76.76±0.10mm 内外宽度卡尺/检具④74.04±0.05mm 总长度卡尺/检具①132.18±0.05mm 内总长度投影仪/检具
②131.07±0.10mm 压 痕,碰 点目视手触点规
正面凹起,面积<0.5mm,反面不可凸起允许2个
皮膜目视整体不可有皮膜不均匀现象
开裂目视目视不可有。
缺料、脏污目视以不影响产品结构、外观,明显不可有。目视、手触
点规
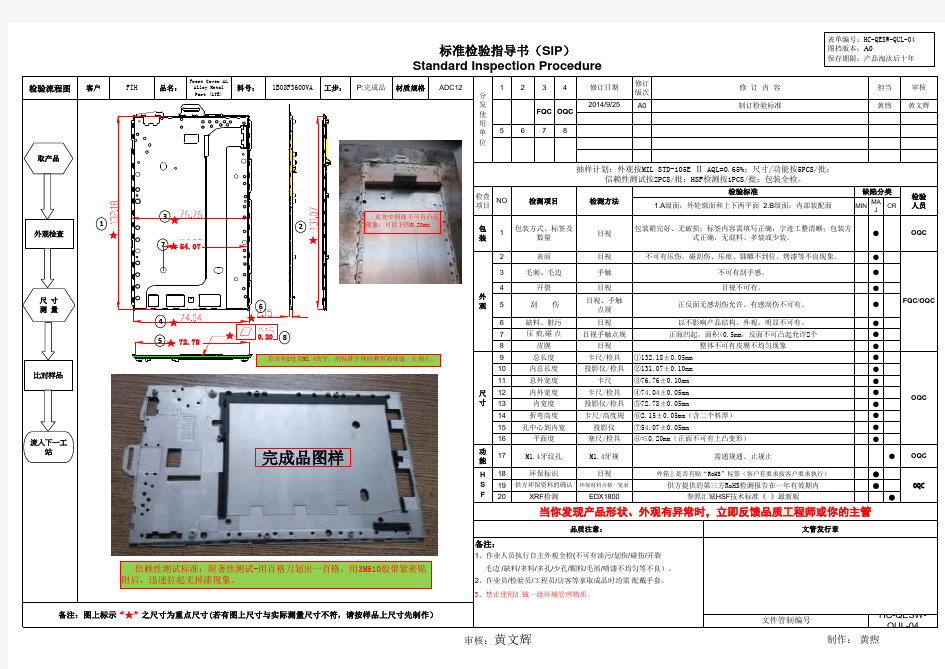
1.A 级面:外轮廓面和上下两平面
2.B 级面:内部装配面表面目视不可有压伤,碰刮伤、压痕、镭雕不到位、烤漆等不良现象。
毛刺、毛边手触不可有刮手感。检测方法
目视抽样计划:外观按MIL STD-105E Ⅱ AQL=0.65%;尺寸/功能按5PCS/批;
信赖性测试按2PCS/批;HSF检测按1PCS/批;包装全检。
检验标准
缺陷分类
分发使用单位
检查
项目
检验人员
2014/9/25
制订检验标准
黄煦
黄文辉
材质规格ADC12
修订日期修 订 内 容担当审核标准检验指导书(SIP )
Standard Inspection Procedure
客户
FIH
品名:
Front Cover AL Alloy Metal Part (LTE)
料号:1B08F3600VA 工步:P:完成品表单编号:HC-QESW-QUL-04图档版本:A0
保存期限:产品淘汰后十年
取产品
外观检查
尺寸测量
比对样品
流入下一工
站
信赖性测试标准:附著性测试-用百格刀划出一百格,用3M610胶带紧密贴附后,迅速拉起无掉漆现象。
完成品图样
总共有8处攻M1.4的牙,用标准牙规检测需通规通,止规止。
★★
★★
★
★★
★
1
23456
70.20
此处中间面不可有凸起现象,可以下凹0.20mm.
72.78
54.07
8