Electrolytic recovery of chromium salts from tannery wastewater
Journal of Hazardous Materials 148(2007)
560–565
Electrolytic recovery of chromium salts from tannery wastewater
Sirajuddin a ,?,Lutfullah Kakakhel b ,Ghosia Lutfullah c ,Muhammad Iqbal Bhanger a ,Afzal Shah a ,Abdul Niaz a
a National Center of Excellence in Analytical Chemistry,University of Sindh,Jamshoro,Pakistan b
National Center of Excellence in Physical Chemistry,University of Peshawar,NWFP ,Pakistan
c Center of Biotechnology,University of Peshawar,NWFP ,Pakistan
Received 30November 2006;received in revised form 6February 2007;accepted 6March 2007
Available online 12March 2007
Abstract
Tannery wastewater collected from a local leather industry in Peshawar,Pakistan was subjected to DC electrolysis in a simple cell having two static sheet electrodes and stirring assembly after proper dilution and adjustment to desired conditions.One percent HNO 3and 1%NaHCO 3were used as electrolytes and pH adjusters.The latter salt also worked as sodium source for anodic deposition of Na 2Cr 2O 7.Various combinations of electrodes were tested and conditions optimized for best electrode couple with increased recovery and removal of chromium in the form of Cr(OH)3and/or Na 2Cr 2O 7at cathode and anode,respectively.The recovery of 99%chromium was achieved after 2h electrolysis at a cell potential of 1.0V ,pH 5.0and stirring rate of 500rpm using Pb sheet as anode and Cu sheet as cathode.The most interesting and novel ?nding of this work was the recovery of the mentioned salt(s)alone at Cu cathode or Pb anode or collectively at both electrodes by proper control of pH.Such treatment not only minimizes the environmental water pollution,but results in the formation of useful products employed for recycling purpose in tannery or other related industry to make the process economical.?2007Elsevier B.V .All rights reserved.
Keywords:DC electrolysis;Tannery wastewater;Chromium recovery/removal
1.Introduction
Chromium (Cr)generally exists in different forms,mostly as trivalent (Cr(III))and hexavalent (Cr(VI)).Chromium(III)is widely used as tanning agent in the leather industry,and is a signi?cant source of environmental contamination [1].
The trivalent Cr is non-toxic and relatively immobile in nature,whereas the hexavalent Cr is readily soluble in water,highly toxic and mobile and is known to be toxic with potential carcinogenic effects.Cr containing ef?uents ?nd their way in the environment at disposal sites where Cr undergoes oxidation reactions and forms Cr(VI)[2].Inter-conversion of these two forms of Cr is greatly dependent upon the nature of environ-ment and one cannot mention the presence of Cr(III)as safer one as it may be converted to Cr(VI)any time.Moreover Cr(III)
?
Corresponding author.Present address:School of Chemistry,Faculty of Sci-ence,Clayton Campus,Wellington Road,Building 23,Monash University,Vic.3800,Australia.Tel.:+61399054593(Australia)/+92222771379(Pakistan);fax:+61399054597(Australia)/+92222771560(Pakistan).
E-mail address:drsiraj03@https://www.360docs.net/doc/ad8040295.html, (Sirajuddin).has been reported as genotoxic in bacterial cells by causing DNA damage in vitro test systems,however,its vivo toxicity has not been proved till now [3].
A number of articles [4–10]have been reported regarding removal of Cr especially Cr(VI)from various types of samples in the light of its severe hazardous impact upon environment.Donghee et al.[4]and Evans and Yi-tin [5]have employed biomass,protonated brown seaweed Ecklonia sp.and Bacillus sp.for removal/reduction of Cr(VI),respectively,while Xiaoling et al.[6]have used adsorption and photocatalytic reduction of Cr(VI)to Cr(III)in aqueous solutions by UV/TiO 2photocataly-sis.Dongye et al.[7]have investigated and used a new polymeric ligand exchanger for selective removal of dissolved chromate or CrO 42?at neutral to alkaline pH in the presence of other compet-ing anions.Other workers [8]have employed the chelating resins containing phosphonic or diphosphonic groups for the removal of Cd(II)and Cr(III)from phosphoric acid solutions.According to other report [9],hydrophobic quaternary ammonium com-pounds dissolved in hydrocarbons are able to effectively extract Cr(III)from alkaline aqueous solutions.According to them,the extraction of Cr(III)goes quickly with its removal exceeding
0304-3894/$–see front matter ?2007Elsevier B.V .All rights reserved.doi:10.1016/j.jhazmat.2007.03.011
Sirajuddin et al./Journal of Hazardous Materials148(2007)560–565561
99%under optimal conditions.A four-step redox–adsorption system has been developed for removal of Cr(III)from tannery ef?uents[10].
All these chemical methods for removal of chromium are somewhat complicated,expensive,lengthy and utiliz-ing chemical reagents,while the electrochemical methods are simpler,one-step,economical and rapid.Moreover,the deposited metal(s)/reagent(s)in the latter case may be re-used in the same industry or employed for other purpose(s). An electrically regenerated separation process for removing unwanted ions,such as hexavalent chromium in the form of HCrO4?/CrO42?/Cr2O72?from aqueous waste streams as a minimally polluting,energy-ef?cient and potentially cost-effective alternative to ion exchange,reverse osmosis, electro-dialysis and evaporation has been described[11]. According to their report Cr(VI)can be lowered from35to2ppb, well below the acceptable level for the regulatory surface water discharge limit of11ppb by using carbon aerogel electrodes. They stated that carbon aerogel is an ideal electrode material because of its low electrical resistivity,high speci?c surface area and controllable pore size distribution.They also mentioned that the exact speciation of the chromium ions depends upon pH, temperature,concentration and the presence of other ions.A two-stage electrochemical treatment using a platinum anode and a graphite cathode at a current density of0.1A cm?2has been described elsewhere[12].In?rst stage,the acidic process water containing metals passed through the cathode chamber,where the main load of dissolved Cu,Zn,Cr and Pb was eliminated. In second stage,the cathodically pre-treated process water was electrolyzed anodically for removal of residual ions.According to their observation the pH rose from3.0to4–5during the pro-cess.Electrolytic chromium reduction from the chrome tannery wastewater,using a stainless steel plate as cathode and a graphite rod as anode has been reported by other workers[13].They reported that100%Cr reduction took place from synthetic water, while94–99%was true for tannery water after2h electrolysis. Other workers[14]have also described the electrolytic removal of hexavalent chromium from a synthetic solution and from an industrial sample,but they used stainless steel plate and titanium mesh cathodes with a two-steps strategy:(1)electro-reduction of Cr(VI)to Cr(III)in highly acidic medium and(2)electrochem-ical precipitation of Cr(III)in an alkaline medium.According to their observation,electro-reduction is a clean technology as compared to chemical reduction.
The present paper was an attempt to investigate an eco-nomical method having a simple cell containing an insoluble anode with a proper cathode combination to remove and recover chromium from tannery wastewater in the form of usable salt(s) which could be recycled in tanning industry as well as utilized in other industries.
2.Experimental
2.1.Chemicals and solutions
Analytical grade chemicals of Merck,BDH and Fluka Chem-icals were used for preparation of solutions.Doubly distilled water was used for?nal rinsing of all glassware and preparation of all solutions.
2.2.Sample collection and analysis
Sample of tannery wastewater containing chromium was col-lected from a local leather industry situated at Charsadda Road, Peshawar,in a big plastic bottle of6l capacity.The color of collected sample was greenish blue,while it had the pH and temperature value of4.3±0.1and24.8±0.1?C,respectively. According to information provided by the authorities,the sam-ple also contained NaHCO3and dilute H2SO4which they used for pH adjustment.
Chromium content of the sample and deposits was evaluated by Graphite Furnace Atomic Absorption Spectrophotometer (AAS)model SP9Pye Unicam Philips Company,England in Mineral Division of FATA DC,Warsak Road,Peshawar.The average contents were2550mg l?1chromium in a5-times analyzed sample.This solution was used as stock solution for preparation of dilute solutions required for electrolytic removal/recovery of chromium as its salts.The samples of river water were also collected1000m down stream after the mix-ing point of tanning industry waters and river.The chromium content was ranging from200to300mg l?1for these samples. At this point the residential area just started.The collection of river water was meant to specify the amount of chromium (300mg l?1)which is equal to the electrolytically processed dilute tannery waste solution(see Section2.4).This was to prove that river water could also be electrolyzed in the same way as true for dilute tannery wastewater.
2.3.Electrolytic cell assembly
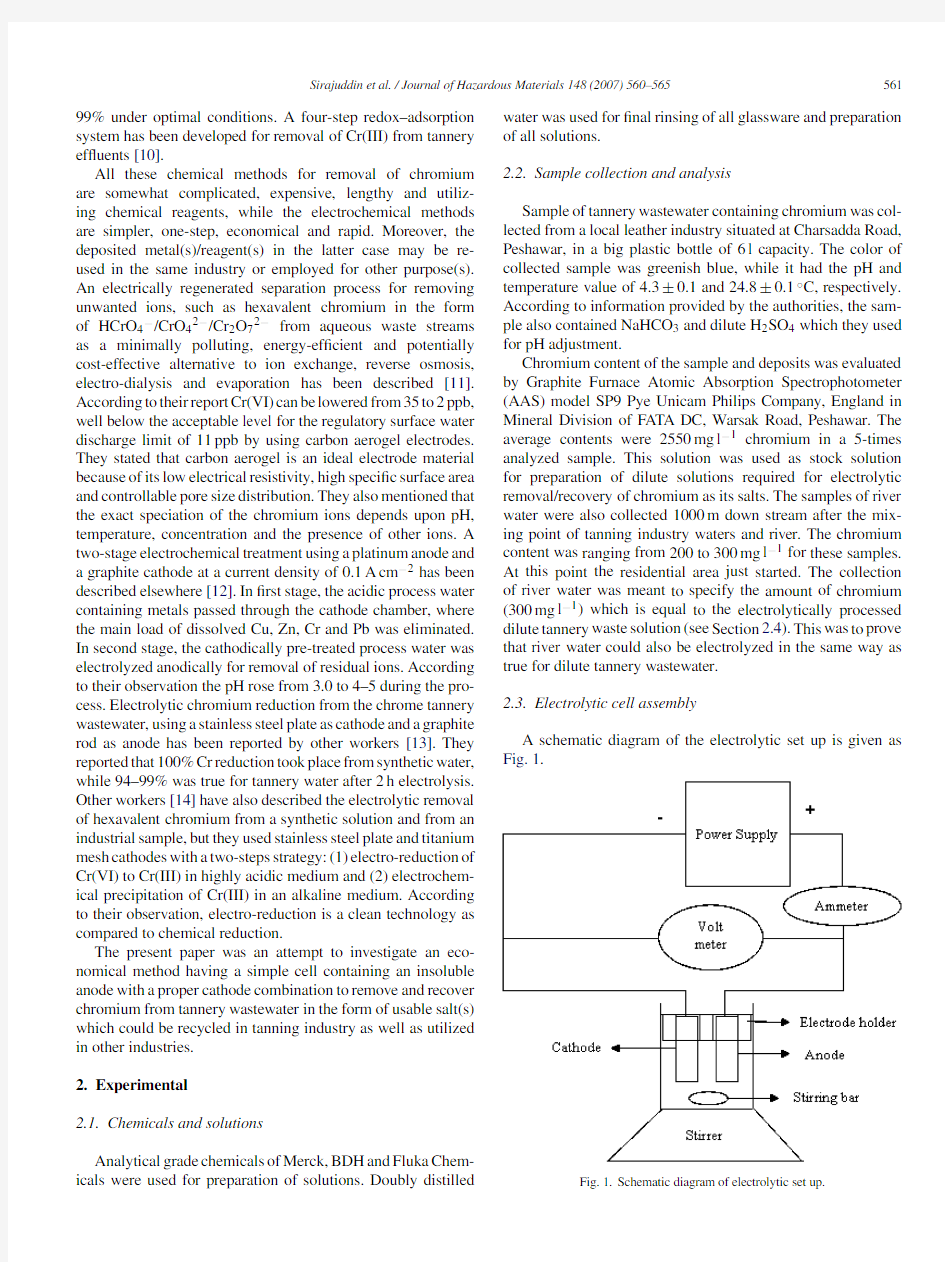
A schematic diagram of the electrolytic set up is given as Fig.1
.
Fig.1.Schematic diagram of electrolytic set up.
562Sirajuddin et al./Journal of Hazardous Materials148(2007)560–565
A DC power supply model PS-6000N,Nakamura Sci.Co.
Ltd.,Japan,was used for electrolytic recovery of chromium salts
from mentioned solution of tannery wastewater at respective
electrodes.
2.4.Electrolytic recovery/removal of chromium salt(s)
Dilute100ml solution of300mg l?1Cr ions containing
tannery wastewater was chosen for electrolysis,because concen-
trated solution was creating problems after formation of loose
electro-deposits at electrodes which were easily detached and
?oated due to stirring during electrolysis.The pH of this solution
was4.5±0.1.The electrolysis of the mentioned dilute solution
was performed according to procedure described earlier[15]
under all optimized conditions.Anodic dissolution was worked
out as weight loss in a pre-weighed anode after electrolysis.The
electrode having the deposited salt of chromium was dipped in
a beaker containing concentrated25ml HNO3to wash out the
salt and digestion of washing was carried out by heating it on
a hot plate until the formation of a transparent solution.This
solution was cooled to room temperature and diluted to100ml.
Cr content in the deposit(s)was then determined as average of
triplicate analyses of this solution by AAS.Contaminations of
iron and copper were also determined with AAS.
3.Results and discussion
3.1.Potential study at various electrode couples
3.1.1.Steel electrodes
Fig.2shows the electrolytic recovery of chromium from
300mg l?1chromium ions containing solution(dilute tannery
water)at steel cathode and dissolution of steel anode at various
cell potential values in the range of1.0–3.0V with constant
parameters,such as pH4.5,stirring rate300rpm and room
temperature30±1?C.The electrolysis time was20min.
It is seen from?gure that the deposition of chromium as
Cr(OH)3increases?rst slowly and then rapidly with increasing
potential up to a maximum value of21.2%chromium at2.7V
and then decreases.Contamination of Cr(OH)3deposit with iron
impurities was also noticed during this study.The amount
of
Fig.2.Electro-deposition of chromium as Cr(OH)3on steel cathode and disso-lution of steel anode at different cell potential values.iron deposited along with Cr(OH)3was2.4%of chromium at optimum potential.Anodic dissolution of steel anode was also noted and observed to follow the same plot trend as true for deposition of Cr(OH)3.The deposition of Cr(OH)3at cathode is due to the presence of Cr(III)which is converted to Cr(OH)3 at cathode,according to following mechanism:
Cr3++3OH?→Cr(OH)3(1) According to a report[11],the Cr(III)is in the form of Cr(OH)2+, Cr(OH)2+,Cr(OH)4?or CrO2?.The supply of OH?ions is pos-sible by three sources[16]:(i)electrolysis of water at cathode, (ii)oxidation of anodic iron to Fe(II)ions and(iii)further oxi-dation of Fe(II)to Fe(III)ions.The formation of Fe(II)ions is proved by dissolution of steel anode with nearly the same trend as true for chromium recovery.The formation of Cr(OH)3from Cr(OH)2+and Cr(OH)2+occurs at cathode as these species are cationic in nature[11,17].The electro-deposition of Cr(OH)3 at cathode along with other heavy metal ions,such as Ni,Cu, Cd,Pb and Zn has been described in literature[18].However, these authors have described a potential value of6.0V which is essential for removing other heavy metals mentioned above.The higher value of potential in the latter case is due the application of their process for removal of bulk metals along with Cr,which requires greater energy(higher potential)in that particular case.
Some authors[13]have used stainless steel plate as cath-ode and graphite rod as anode for electrolytic separation of Cr from tannery wastewater showing a potential range of4–6V. According to another study[19],0.7V has been used as optimum potential for electro-coagulation of chromium from tannery ef?uents using iron anode as a sacri?cial electrode.These citations Refs.[11,13,19]prove that cell potential is greatly dependent upon the type of electrodes and optimized conditions.
The dissolution of anode is due to the use of same type of cathode in combination which makes it a concentration cell.The dissolution of various types of alloy anodes has been studied by some workers[20]for the purpose of preparing anodes for chromium plating in chloride containing‘chromispel-C’elec-trolytes.
3.1.2.Copper electrodes
In order to investigate another electrode couple for ef?cient removal and recovery of chromium as chromium salt(s),Cu–Cu couple electrode was used at the above-mentioned constant parameters.Fig.3describes the recovery of chromium after 20min electrolysis as Cr(OH)3in a potential range of0.1–1.5V.
It is seen that chromium recovery increases with increase of cell potential from0.1V to an optimum potential of0.9V with Cr recovery of35.2%and then decreases with further increase in potential.In this case,copper contamination was noticed with most of deposits of Cr(OH)3.The copper was deposited at cath-ode as a result of dissolution of anode and was3.4%of deposited chromium at optimum potential.The Cr(OH)3formation in this case is also supported by the same mechanisms as described ear-lier[11,16],however,in this case,Cu(I)and Cu(II)ions results from anodic dissolution instead of Fe(II)and Fe(III)in case of steel anode(see Section3.1.1).
Sirajuddin et al./Journal of Hazardous Materials148(2007)560–565
563
Fig.3.Deposition of chromium as Cr(OH)3on Cu cathode and dissolution of Cu anode at different cell potentials.
Concerning the difference in the range of potential range of 1.0–3.0V(see Section3.1.1)and current range of0.1–1.5V,it seems that the deposition of Cr is greatly dependant upon the electrode material used.So,the Cu electrodes are more ef?cient (with greater deposition and lesser energy(potential))consump-tion as compared to steel electrodes(with lesser deposition and greater energy)consumption.
Also,comparing the anodic dissolution value in Figs.2and3, it is seen that the anodic dissolution in the former case(steel electrode)increases with increase in potential,but in latter case, it is high even at lower potential value.This may be due to greater af?liation of Cu with SO42?ions present in tannery waters(see Section2.2)to form Cu(I)or Cu(II)ions as compared to steel (iron)electrode which only follows the potential.
3.1.3.Lead anode and copper cathode
The anode material plays a very important role in the electro-deposition of metal or compounds.Lidia et al.[21]studied the effect of anodic material based on noble metals and metal oxides (Ti/Pt–Ir,Ti/PbO2,Ti/PdO–Co3O4and Ti/RhO x–TiO2)on the treatment of tannery waste water and showed that the rate of pollutant removal was signi?cantly in?uenced by the type of anode material and electrochemical parameters.As it was also aimed to?nd out an insoluble anode which could result in pro-vision of smooth current and enhanced recovery of chromium, so lead sheet was used as anode in combination with copper cathode.Fig.4re?ects the data obtained for a Pb–Cu couple at all optimized condition as true for Fig.2.
It is evident from the results that maximum amount of30.4% chromium is deposited as Cr(OH)3at an optimum potential value of1.0V on Cu cathode,but the maximum recovery of11.4% chromium as Na2Cr2O7occurs at1.2V on Pb anode.How-ever,the total optimum recovery of chromium of39.8%was true at the former cell potential.The mechanism of deposition of Na2Cr2O7on anode is described on the basis of oxidation of Cr(III)to Cr(VI)and its conversion to Cr2O72?ions at Pb anode which then form Na2Cr2O7due to the presence of Na+ ions.The same type of mechanism has been cited earlier[16] for formation of K2Cr2O7at anode.According to another cita-tion Ref.[11],trivalent anionic species,such as Cr(OH)4?and CrO2?would be forced to the anode,where anodic
oxidation Fig.4.Deposition of chromium as Cr(OH)3on Cu cathode and deposition of Na2Cr2O7/dissolution of Pb anode at different potentials.
to HCrO4?,CrO42?or Cr2O72?would be possible.They have described starting potential of0.9V and?nal potential of1.2V for separation of Cr(III)and Cr(VI)at cathode and anode,respec-tively,using carbon aerogel electrodes.However,in our case, the Na+ions facilitate the formation of Na2Cr2O7anodically, which is more favorable because of dominancy of Cr2O72?in the presence of oxidizing species,such as HNO3and NaHCO3, according to the following mechanism:
Cr3+?Cr2O72?+2Na+→Na2Cr2O7(2) An example of formation of Cr2O72?in the presence of oxidizing species,such as MnO2is given elsewhere[22]:
3MnO2+H2O+2Cr3+?3Mn2++Cr2O72?+2H+(3) Concerning the dissolution of Pb at lower and higher potential values,one can say that an intermediate range of potential exists there,where its dissolution is zero and fortunately,this range is responsible for maximum recovery of Cr as chromium salts. However,no data is available in literature to verify this effect.
It is a fact that Pb is among the highly toxic heavy metals and its dissolution can create serious environmental threat to living things,but in our study,the best Cr deposition took place at those potentials,where the dissolution of Pb was zero.
3.2.pH study
Fig.5shows the effect of pH on electro-deposition of chromium as Cr(OH)3on Cu cathode and on Na2Cr2O7or dis-solution of Pb anode at previously optimized parameters at a potential of1.0V.One percent of each NaHCO3and HNO3was used during pH studies.
It is evident from results that the maximum recovery of40% chromium as Cr(OH)3takes place at an optimum pH value of 5.0,while22.2%as Na2Cr2O7occurs at pH3.0.So,one can choose speci?c pH for obtaining the salt(s)of choice at enhanced rate.It is also seen that very little dissolution of only0.3and 0.2mg Pb anode occurs at pH value of3.5and4.0,respectively, while there is no dissolution of anode at other pH values.HNO3 seems to act as oxidizing agent by conversion of Cr(III)to Cr(VI) thus,favors the formation of more Cr2O72?ions and hence, increased deposition of Na2Cr2O7as evident from its elevated
564Sirajuddin et al./Journal of Hazardous Materials 148(2007)
560–565
Fig.5.Effect of pH on %recovery of chromium as chromium salt(s)and dissolution of Pb anode.
value at lower pH.However,its non-deposition at pH 3.5and 4.0is not explainable.The effect of pH for removal of Cr(III)by electro-coagulation has been observed by some workers [23].According to them,removal of Cr(III)improved at higher pH due to combined effect of precipitation,co-precipitation as solid solution like species,adsorption,cathodic reduction and sweep coagulation.According to another citation Ref.[24],the total chromium concentration could be reduced from 60to 2mg l ?1at an optimum pH of 4.0.3.3.Stirring effect
Stirring speeds up the ?ow of ions toward electrodes which results in formation of greater amount of products.Fig.6shows the dependence of stirring rate upon the electro-deposition of Cr(OH)3and Na 2Cr 2O 7at copper cathode and lead anode,respectively,at a cell potential of 1.0V ,pH 5.0,time of elec-trolysis 5min and room temperature 30±1?C in a simple cell containing 300mg l ?1chromium ions solution.
It is seen from Fig.6that the maximum deposition of 45.4and 11.2%chromium as Cr(OH)3and Na 2Cr 2O 7occurs at opti-mum stirring of 500and 600rpm,respectively.The decrease in chromium recovery at higher rate is due to formation and detachment of loose deposits of these salts which disturb the recovery process by enhanced ?oating around the electrodes.So,to get a comparatively sticky but easily scratchable
deposit,
Fig.6.Effect of stirring rate on %chromium recovery of chromium
salts.
Fig.7.Time vs.%chromium recovery as chromium salt(s)at Cu cathode and Pb anode.
500rpm was selected as optimum stirring rate for both of the deposited salts.Stirring rate has also been reported [25]dur-ing deposition of nickel–cobalt alloys by controlled potential electrolysis.Some workers [26]have used rotating electrodes with optimization of rotating velocity for electro-co-deposition of metals between 0and 60rpm with increase and decrease in co-deposition of species.3.4.Time study
Fig.7shows the variation of %chromium with time of electrolysis at all optimized conditions as mentioned before.It is evident from ?gure that the recovery of chromium in the form of Cr(OH)3is taking place at an enhanced rate due to its greater deposition capacity under optimized conditions reach-ing to 82.8%in 2h.However,the deposition of chromium as Na 2Cr 2O 7is not increasing as rapidly as in case of former salt with an amount of 16.2%,but the trend is nearly the same.It is due to limited capability of formation of the latter salt at given conditions.
The plot also shows the increase in the amount of chromium in the form of chromium salts with increase in time of electroly-sis up to 99%chromium in 2h.It is seen that the deposition rate is decreasing as the time passes due to the possibility of concen-tration polarization [16],where the ions are continuously going to decrease due to concentration difference of Cr(III)and Cr(VI)ions in the bulk and around electrodes.4.Conclusions
The electrode combination of Pb anode and Cu cathode for the electrolytic recovery of chromium from tannery waste water in the form of Cr(OH)3and Na 2Cr 2O 7is a new ?nding,but the most important parameters,such as pH,potential and stir-ring rate handle the choice of formation of respective salt(s)at these electrodes.The 99%recovery of chromium in 2h at a very low cost (lower potential)using sheet electrode makes the process quite economical and simpler.Moreover,the recov-ered salts at electrodes,especially former one may be re-used in tanning industry,where usually Cr(III)salts are utilized [1].These recovered salts can also be used in other industries of
Sirajuddin et al./Journal of Hazardous Materials148(2007)560–565565
interest and chemical laboratories for several purposes.Elec-trolytic recovery of chromium salts by the present method can thus,provide a useful strategy for minimizing environmental pollution by chromium ions from tanning industry as well as help to save some foreign exchange being used for purchase of these chemicals for mentioned purposes.The technology could also be useful in other industries discharging chromium ions, such as electro-plating and steel producing industry.
References
[1]Z.Song,C.J.Williams,R.G.J.Edyvean,Sedimentation of tannery wastew-
ater,Water Res.34(2000)2171–2176.
[2]K.M.S.Sumathi,S.Mahimairaja,R.Naidu,Use of low-cost biological
wastes and vermiculite for removal of chromium from tannery ef?uent, Biores.Technol.96(2005)309–316.
[3]P.Andreja,J.Spela,P.Ales,K.Janko,R.Peter,Genotoxicity of trivalent
chromium in bacterial cells.Possible effects on DNA topology,Chem.Res.
Toxicol.15(2002)943–949.
[4]P.Donghee,Y.Yeoung-Sang,M.P.Jong,Reduction of hexavalent
chromium with the brown seaweed Ecklonia biomass,Environ.Sci.Tech-nol.38(2004)4860–4864.
[5]M.N.C.Evans,W.Yi-tin,Hexavalent chromium reduction by Bacillus sp.
in a packed-bed bioreactor,Environ.Sci.Technol.31(1997)1446–1451.
[6]W.Xiaoling,S.O.Pehkonen,A.K.Ray,Removal of aqueous Cr(VI)by
a combination of photocatalytic reduction and coprecipitation,Ind.Eng.
Chem.Res.43(2004)1665–1672.
[7]Z.Dongye,K.Arup,G.Sen,S.Lori,Selective removal of Cr(VI)oxyanions
with a new anion exchanger,Ind.Eng.Chem.Res.37(1998)4383–4387.
[8]K.Nalan,D.Mustafa,E.Hakan,Y.Mithat,S.Mehmet,A.Mehmet,S.
Michael,Removal of metal pollutants(Cd(II)and Cr(III))from phosphori-cacid solutions by chelating resins containing phosphonic or diphosphonic groups,Ind.Eng.Chem.Res.37(1998)2541–2547.
[9]B.Wionczyk,W.S.Apostoluk,Solvent extraction of chromium(III)from
alkaline media with quaternary ammonium compounds,Part I,Hydromet-allurgy72(2004)185–193.
[10]T.F.O’Dwyer,B.K.Hodnett,Recovery of chromium from tannery ef?u-
ents using a redox–adsorption approach,J.Chem.Technol.Biotechnol.62 (1995)30–37.
[11]J.C.Farmer,S.M.Bahowick,J.E.Harrar,D.V.Fix,R.E.Martinelli,A.K.
Vu,K.L.Carroll,Electrosorption of chromium ions on carbon aerogel elec-trodes as a means of remediating ground water,Energy Fuels11(1997) 337–347.[12]R.Fischer,H.Seidel,P.Morgenstern,H.J.Forster,W.Thiele,P.Krebs,
Treatment of process water containing heavy metals with a two-stage elec-trolysis procedure in a membrane electrolysis cell,Eng.Life Sci.5(2005) 163–168.
[13]V.Babita,N.P.Shukla,Electrolytic separation of chromium from
chrome tannery wastewater,Ind.J.Environ.Health41(1999)43–
48.
[14]J.Chaudhary,N.C.Goswami,S.M.Grimes,Electrolytic removal of hex-
avalent chromium from aqueous solutions,J.Chem.Technol.Biotechnol.
78(2003)877–883.
[15]Sirajuddin,K.Lutfullah,L.Ghosia,U.M.Ra?,Electrolytic recovery of
nickel from industrial hydrogenated vegetable oil(ghee)waste,Acta Chim.
Slov.51(2004)793–798.
[16]D.Pletcher,F.C.Walsh,Industrial Electrochemistry,second ed.,Capman
and Hall,London,New York,1990.
[17]P.Rana-Madaria,M.Nagarajan,C.Rajagopal,B.S.Garg,Removal of
chromium from aqueous solutions by treatment with carbon aerogel elec-trodes using response surface methodology,Ind.Eng.Chem.Res.44(2005) 6549–6559.
[18]R.Veeraraghavan,R.P.Dambal,Electrochemical process of treat-
ment of plating ef?uent,J.Electrochem.Soc.India31(1982)27–
32.
[19]Z.Zaroual,M.Azzi,N.Saib,Y.Karhat,M.Zertoubi,Treatment of tannery
ef?uent by an electrocoagulation process,J.Am.Leath.Chem.Assoc.100 (2005)16–21.
[20]R.Mantcheva,Chemical and electrochemical stability of ceramal anodes in
‘chromispel-c’electrolytes.Kinetics of anode processes,Trans.Inst.Met.
Finish.83(2005)141–147.
[21]S.Lidia,N.K.Santosh,N.N.Rao,S.Shanta,In?uence of anode material on
electrochemical oxidation for the treatment of tannery wastewater,Water Res.39(2005)1601–1613.
[22]F.Y.Saleh,G.E.Mbamalu,Q.H.Jaradat, C.E.Brungardt,Ion
chromatography–photodiode array UV–visible detection of Cr(III) hydrolytic polymerization products in pure and natural waters,Anal.Chem.
68(1996)740–745.
[23]A.K.Golder,A.N.Samanta,S.Ray,Removal of Cr3+by electrocoagulation
with multiple electrodes:bipolar and monopolar con?gurations,J.Hazard.
Mater.141(2007)653–661.
[24]E.P.L.Roberts,S.Ouvrard,Electro-precipitation using a carbon felt elec-
trode,Inst.Chem.Eng.Symp.Ser.145(1999)211–218.
[25]J.L.Holman,Report of investigations,United States Bureau of Mines,
1985,p.17.
[26]N.Sombatsompop,K.Sukeemith,T.Markpin,N.Tareelap,A new exper-
imental apparatus of electro-codeposited system for Ni–WC composite coatings,Mater.Sci.Eng.A381(2004)175–188.
白口铸铁
白口铸铁-正文 白口铸铁 白口铸铁(white cast iron) 碳以渗碳体形态存在的铸铁,其断面为灰白色。是一种良好抗磨材料,在磨料磨损条件下工作。白口铸铁包括普通白口铸铁、低合金白口铸铁、中合金白口铸铁,高合金白口铸铁。中国有国家标准(G.B8263—87)。 普通白口铸铁中国早在春秋时代就制成了抗磨性良好的白口铸铁,用作一些抗磨零件。这种铸铁具有高碳低硅的特点,有较高的硬度,但很脆,适用于制造冲击载荷小的零件,一般用在犁铧、磨片、导板等方面。生产中常采用热处理的方法来改善其性能,扩大它的应用范围。碳对于普通白口铸铁的耐磨性能起最重要的作用,含碳量愈高,则形成的渗碳体愈多,构成大量的莱氏体,因而硬度愈高,耐磨性也就愈好。但含碳量高,韧性则下降。应根据零件的具体工作条件,来选择渗碳体的数量和分布。通常普通白口铸铁的硬度与含碳量成直线关系,即HS=16.7C+13(HS—肖氏硬度;C—含碳量百分比)。 低合金白口铸铁在普通白口铸铁中添加少量合金元素,可以提高碳化物显微硬度,强化金属基体,从而可以提高耐磨性。含铬、钼、铜等元素的白口铸铁通常用冲天炉熔炼,大多在铸态下使用,因此成本较低。但这种白口铸铁金相组织中的碳化物仍为连续网状,因而脆性仍较大,适用于对耐磨性和韧性要求不太高的场合。加入硼0.15%~0.55%,硼主要进入碳化物中,也可以提高耐磨性。 中合金白口铸铁以铬为主要合金元素,加入铬量达9%时,组织中即出现(Cr,Fe)7C3。碳化物,它的硬度高达1300~1800HV。这种碳化物呈孤立杆状或板状形态,连续性差,所以韧性好、强度高。除铬外,中合金白口铸铁还有:(1)镍硬白口铸铁,国际镍公司的牌号有Ni—Hard1、2、3、4四种。含镍量多在3%~5%之间,含铬量可分为2%Cr和9%Cr两种。前一种碳化物为(Fe,Cr)3C,硬度为1100~1500HV,高于Fe3c的硬度900~1000HV。后一种大部分为(cr,Fe)7C3,硬度更高。Ni—Hard1、2、3三种均是含2%Cr这一类,其区别
新项目方法验证总结-GB5750.6 - 铝-铬天青S分光光度法
**** 方法验证报告 方法名称:《生活饮用水标准检验方法金属指标》GB/T5750.6- 2006 铝铬天青S分光光度法 项目负责人: 报告编写人: 报告日期:
目录 1方法概要 (3) 1.1目的 (3) 1.2测定原理 (3) 2 仪器与化学试剂 (3) 2.1仪器 (3) 2.2试剂 (3) 3简要操作步骤 (3) 4方法确认程序 (4) 4.1 标准曲线的绘制: (4) 4.2 方法检出限: (4) 4.3方法精密度实验 (5) 4.4方法准确度实验: (6) 5评价与验证结论 (7) 5.1评价 (7) 5.1.1空白值最低检出限评价 (7) 5.1.2精密度评价 (7) 5.1.3准确度评价 (7) 5.2结论 (7)
1方法概要 1.1目的 根据实验室的检测能力和条件以及检测检验机构资质认定评审准则的要求,确认开展铝《生活饮用水标准检验方法金属指标》GB/T5750.6-2006 项目的检测能力,通过试验进行 分析总结,编制此方法验证报告。 1.2测定原理 在pH6.7~7.0范围内,铝在聚乙二醇锌基苯醚和溴代十六烷基吡啶的存在下与铬天青S 反应生成蓝绿色的四元胶输,比色定量。 2 仪器与化学试剂 2.1仪器 3简要操作步骤 取25.0mL于50mL具塞比色管中。 另取50mL比色管8支,分别加入铝标准使用溶液0mL,0.20 mL,0.50mL,1.00mL,2.00mL,3.00mL,4.00 mL和5.00 mL,加纯水至25mL。 向各管滴加1滴对硝基酚溶液,混匀,滴加氨水至浅黄色,加硝酸溶液至黄色消失,再
多加2滴。 加3.0 mL 铬天青S 溶液,混匀后加1.0 mL 乳化剂OP 溶液,2.0 mLCPB 溶液,3.0 mL 缓冲液,加纯水稀释至50 mL ,混匀,放置30min 。 于620nm 波长处,用2cm 比色皿以试剂空白为参比,测量吸光度。 绘制工作曲线,从曲线上查得样品中硫酸盐质量。用(1)式计算。 绘制标准曲线,从曲线上查出水样管中铝的质量。 计算 v m )ρ( Al -----------------------------(1) 式中:ρ(Al )------水样中铝的质量浓度,单位为毫克每升(mg/L ) m-----从标准曲线上查得的铝的质量,单位为毫克(μg ) V------水样体积,单位为毫克(mL ) 4方法确认程序 4.1 标准曲线的绘制: 取50mL 比色管8支,分别加入铝标准溶液0mL ,0.20mL ,0.50mL ,1.00mL , 2.00mL ,3.00mL ,4.00 mL 和5.00mL 。各加纯水至25mL 。 4.2 方法检出限: 参考《环境监测 分析方法标准制修订技术导则》(HJ 168-2010),按照样品分析的全部步骤,若能测试目标物质,重复7次空白试验,将各测定结果换算为样品中的浓度或含量,计算7次平行测定的标准偏差,按HJ 168-2010 A.1.1中公式(A.1)计算方法检出限。 若空白中未检出目标物质,参考《环境监测 分析方法标准制修订技术导则》(HJ 168-2010),为了能反映分析方法在整个分析处理过程的误差, 配置浓度为预期方法检出限3倍(一般规定是2~5倍)的样品,按照给定分析方法的全过程进行处理和测定,共进行7次平行测定,计算7次平行测试的标准偏差,按照HJ 168-2010 A.1.1中公式(A.2)(A.3)计算出检
高铬耐蚀铸铁
高铬耐蚀铸铁 成分组织和性能 高铬耐蚀铸铁中铬的质量分数为20-36%,在氧化性腐蚀介质中,其表面能生成一层很薄(约10nm)且附着紧密的氧化膜,从而大大提高了耐腐蚀性。高铬耐蚀铸铁属于白口铸铁,其硬度较高,因此不但耐蚀性好,还有优异的抗固液两相流冲蚀磨损性能,其耐热性也很好。 高铬耐蚀铸铁的金相组织为合金基体上较均匀分布着碳化物,基体可以是铁素体、奥氏体或铁素体+奥氏体混合基体。当合金含碳量较低(<1.3%C),且奥氏体稳定元素镍、铜、氮含量很少时,基体为铁素体;当含碳量较高,或含一定量奥氏体稳定化合金元素时,基体为奥氏体,或奥氏体加铁素体混合基体。高铬耐蚀铸铁的化学成分和力学性能分别见表 高铬耐蚀铸铁的碳化物数量取决于其化学成分,主要与碳、硅和铬有关。碳、硅、铬量高,碳化物数量多,碳增加碳化物的作用最大,硅的作用是碳的1/4,铬的作用是碳的1/30。碳化物主要是凝固过程中形成的共晶碳化物。 高铬耐蚀铸铁中的碳化物的耐蚀性优于基体,提高耐蚀性的关键是提高基体的耐蚀性,而基体的耐蚀性主要取决于其含铬量。 高铬耐蚀铸铁中加入钼、镍和铜可进一步增加耐蚀性,特别是在酸性介质中的耐蚀性。但随镍和铜加入量增加,铸铁基体由铁素体变为奥氏体,耐相间腐蚀(与晶间腐蚀现象一致)性能下降。 铁素体高铬耐蚀铸铁很脆,含铬量越高,脆性越大。奥氏体基体的高铬耐蚀铸铁,如-". 合金,有较高的力学性能,强韧性优于普通灰铸铁。
同普通的高铬抗磨铸铁相比,高铬耐蚀铸铁的碳含量低,铬含量高,因而其流动性更差,铁液氧化倾向更大,收缩和热裂倾向也更大。 工艺特性及化学成分 化学成分对高铬耐蚀铸铁的使用性能有显著影响。铬的含量越高,铸造工艺性越差,但铬含量范围是根据铸件的使用环境确定的,降低铬会影响铸件的使用性能。碳和硅高有利于改善铁液的流动性,提高充型能力,降低氧化倾向,减少铸件的冷隔和皱皮缺陷,但也增加合金的脆性。在铁素体基体的高铬耐蚀铸铁中,硅含量高会显著粗化合金显微组织,增加合金脆性;在奥氏体基体高铬耐蚀铸铁中硅对力学性能没有显著影响。锰对高铬耐蚀铸铁的使用性能没有明显影响,锰含量高有利于铁液脱氧,改善充型能力。磷和硫含量高会增加合金晶界夹杂物,对韧性不利,故磷、硫含量越低越好。 钼对铸造工艺性能的影响与铬类似。镍和铜对合金铸造工艺性没有明显影响,但可改善合金的力学性能。镍、铜和碳对合金基体组织的影响必须十分注意。不含镍或含很少量镍时,其晶间腐蚀特性与铁素体不锈钢相同,即从高温缓慢冷却,其耐蚀性好;从高温快冷,被敏化,发生晶间腐蚀。当含镍量增加到一定值,基体中尚未出现奥氏体时,合金的敏化特点就发生转变,从高温快冷不敏化,慢冷则发生敏化,这与奥氏体不锈钢有相同的敏化特征。奥氏体基体和奥氏体" 铁素体混合基体的高铬耐蚀铸铁的敏化特性都与奥氏体不锈钢相同。 奥氏体基体的高铬耐蚀铸铁力学性能,特别是韧性不但远高于铁素体耐蚀高铬铸铁,也高于用于耐磨的高铬铸铁,其冷裂倾向也小于后两者。 无论是奥氏体还是铁素体的高铬耐蚀铸铁,机械加工性能都大大优于耐磨高铬铸铁,可以实施各种加工。铁素体高铬耐蚀铸铁加工性能比奥氏体高铬耐蚀铸铁更好一些。 铸件热处理高铬耐蚀铸铁件都可以铸态使用,铁素体高铬耐蚀铸铁退火后可以改善加工性和耐蚀性。退火工艺是把铸件缓慢加热到820 -850℃之后保温,出炉空冷。当加热温度大于860℃时,铁素体高铬耐蚀铸铁会发生敏化,耐蚀性降低。如果在700-800℃之间停留时间过长,Cr28以上铁素体高铬耐蚀铸铁可能产生硬而脆的σ相,使力学性能和耐蚀性降低,在370-540℃之间长期保温,铁素体高铬耐蚀铸铁还会发生脆性转变,使韧性大大降低,硬度升高。 奥氏体基体高铬耐蚀铸铁的热处理特性与奥氏体钢相同,经高温固溶处理可以进一步改善韧性和耐蚀性,但由于淬火过程中铸件有开裂的危险,一般不能采用。在600-900℃之间保温会有二次碳化物析出,硬度提高,韧性和耐蚀性都稍有下降,在合金耐蚀性足够,需要进一步提高硬度时可以采用,但保温时间不能过长,否则可能有σ相析出。如果铸件需消除铸造应力,可以加热到430-480℃保温,保温时间按铸件厚度,每25mm 保温4h,保温后随炉缓冷。 高铬白口铸铁 合金元素的作用 碳:提高碳量则增加碳化物数量,其效果比提高铬量更为显著。碳化物体积分数可以用下式估算。 增加碳化物数量能提高抗磨性,但降低韧度。 铬:铬是高铬白口铸铁中的主要合金元素。铬除与碳形成碳化物外,尚有部分溶解于奥氏体中,提高淬透性。淬透性随Cr/C的增加而提高。基体中铬的质量分数可以下式估算。
白口铸铁的分类及高铬白口铸铁的应用
白口铸铁的分类及高铬白口铸铁的应用 白口铸铁是应用较早也是比较广泛的一类耐磨材料,中国早在春秋时代就制成了抗磨性良好的白口铸铁,用作一些抗磨零件。白口铸铁包括普通白口铸铁、低合金白口铸铁、中合金白口铸铁,高合金白口铸铁。普通白口铸铁是不添加合金元素的普通白口铸铁,工程上被应用于耐磨性要求不高的抗磨铸件。低合金白口铸铁脆性仍较大,适用于对耐磨性和韧性要求不太高的场合。中合金白口铸铁以铬为主要合金元素,加入铬量达9%时,这种碳化物呈孤立杆状或板状形态,连续性差,所以韧性好、强度高。目前用得最广泛的是高合金白口铸铁中含铬量为12%~20%的高铬白口铸铁,具有较高的硬度,良好的耐磨性和韧性,广泛应用于采矿、水泥、电力、筑路机械等方面。 随着高铬白口铸铁的应用日益广泛,各种新型刀具如硬质合金刀具,陶瓷刀具和立方氮化硼刀具等超硬刀具的应用也日趋广泛。但只有选择正确的刀具,才能更好的解决高铬白口铸铁难加工的问题。以前和华菱刀具工程师交谈时听说华菱立方氮化硼刀具BN-K1加工高铬白口铸铁效果更明显。原因是华菱超硬立方氮化硼刀具BN-K1属于非金属粘合剂,是整体聚晶立方氮化硼刀具,其硬度高,具有良好的耐磨性和抗冲击性能,可有效提高加工效率。 华菱超硬是一家集超硬刀具设计,生产,技术服务于一体的中国民族企业,其刀具方案可全方位、高效的完成硬材料加工行业领域的各种零部件的车削、铣削等一系列加工。目前被广泛应用于高硬度材料,热处理后的高硬度工件,和其他难切削材料的零件领域。自创立以来,与多家机械零部件商家建立了长期合作伙伴关系。 以下是华菱立方氮化硼刀具BN-K1加工高铬白口铸铁的实际加工案例。 一、高铬白口铸铁的特性 高铬白口铸铁是继普通白口铸铁、镍硬铸铁发展起来的第三代白口铸铁。目前高铬铸铁已经是世所公认的优良的耐磨材料,在采矿、水泥、电力、筑路机械、耐火材料等方面应用十分广泛。高铬白口铸铁作为耐磨铸件在不做任何热处理的情况下,硬度一般在HRC45以上,抗拉强度为650~850MPa。并且高铬白口铸铁时铸造成型的,尤其铸造出的大件切削量余大,并且表面会有夹砂,气孔等铸造缺陷。所以在加工高铬白口铸铁时,选择正确的刀具很重要。 二、加工高铬白口铸铁的刀具选择 高铬铸铁作为难切削材料之一,由于硬度高,硬质合金刀具磨损较快,很难正常加工,而陶瓷刀具由于脆性大的原因,一般只用于精加工中;之后华菱推出的专为高铬白口铸铁研发的整体聚晶立方氮化硼刀具BN-K1,其硬度比硬质合金高四倍,比陶瓷刀具高两倍,并且立方氮化硼刀具BN-K1属于非金属粘合剂,具有良好的耐磨性和抗冲击性能,可提高加工效率,降低加工成本。
铝 生活饮用水 标准检验方法 金属指标 铝的铬天青S分光光度法
生活饮用水标准检验方法金属指标铝铬天青S分光光度法 1.范围 本标准规定了用铬天青S分光光度法测定生活饮用水及其水源水中的铝。 本法适用于生活饮用水及其水源水中铝的测定。 本法的最低检测质量为0.20μg,若取25mL水样,则最低检测质量浓度为 0.008mg/L。 水中铜、锰、及铁干扰测定。1mL抗坏血酸(100g/L)可消除25μg铜、20μg锰的干扰。2mL巯基乙酸醇(10g/L)可消除25μg铁的干扰。 2.原理 在pH6.7~7.0范围内,铝在聚乙二醇辛基苯醚(OP)和溴代十六烷基吡啶(CPB)的存在下与铬天青S反应生成蓝绿色的四元胶束,比色定量。 3.试剂 3.1铬天青S溶液(1g/L) 3.2乳化剂OP溶液(3+100) 3.3溴代十六烷基吡啶(3g/L) 3.4乙二胺-盐酸缓冲液(pH6.7~7.0) 3.5氨水(1+6) )=0.5mol/L] 3.6硝酸溶液[c(HNO 3 3.7铝标准储备溶液[ρ(Al)=1mg/mL] 3.8铝标准使用溶液[ρ(Al)=1μg/mL] 3.9对硝基酚乙醇溶液(1.0g/L) 4.仪器 4.1具塞比色管:50mL,使用前需经硝酸(1+9)浸泡除铝。 4.2酸度计 4.3分光光度计 5.分析步骤 5.1取水样25.0mL于50mL具塞比色管中。
5.2另取50mL 比色管8支,分别加入铝标准使用溶液 0mL,0.20mL,0.50mL,1.00mL,2.00mL,3.00mL,4.00mL 和5.00mL ,加纯水至25mL 。 5.3向各管滴加1滴对硝基酚溶液,混匀,滴加氨水至浅黄色,加硝酸溶液至黄色消失,再多加2滴。 5.4加3.0mL 铬天青S 溶液,混匀后加1.0mL 乳化剂OP 溶液,2.0mLCPB 溶液,3.0mL 缓冲液,加纯水稀释至50mL ,混匀,放置30min 。 5.5于620nm 波长处,用2cm 比色皿以试剂空白为参比,测量吸光度。 5.6绘制标准曲线,从曲线上查出水样管中铝的质量。 6. 水样中铝的质量浓度计算 V m Al )(ρ 式中: )(ρAl ——水样中铝的质量浓度,单位为毫克每升(mg/L ) m ——从标准曲线上查的水样管中铝的质量,单位为微克(μg ) V ——水样体积,单位为毫升(mL ) 7. 精密度和准确度 5个实验室对浓度为20μg/L 和160μg/L 的水样进行测定,相对标准偏差均小于5%,回收率为94%~106%。
高铬铸铁金相组织
通过试验研究,得到铸态高铬白口铸铁的金相组织主要为:铬奥氏体加M7C3共晶碳化物和铬屈氏体加M7C3共晶碳化物;采用稀土变质处理,可使晶粒细化,从而有效地提高机械性能和抗磨性能。 关键词:铸态高铬白口铸铁;稀土;抗磨性能 高铬铸铁是一种常用的抗磨铸铁。铬的大量加入,使碳化物变成具有更高硬度(1300~1800HV)的M7C3型碳化物,从而提高了抗磨性。在此同时,凝固过程中M7C3型碳化物形成了孤立分布的杆状组织,使得高铬白口铸铁的韧性有了一定程度的改善。目前国内外生产的高铬白口铸铁大多要经过高温淬火加回火处理工艺,以获得马氏体基体,然而这种基体作为水泥磨机磨球材料在高应力小能量的三体磨损中,其韧性仍显不足。并且生产周期长,工艺复杂,设备投资、能源消耗和劳动强度均较大。 本文通过试验对含碳量在亚共晶区,含铬15%左右的高铬白口铸铁进行了铸态金相组织分析及性能研究。试验结果表明:铸态高铬白口铸铁的主要金相组织是铬奥氏体加M7C3共晶碳化物和铬屈氏体加M7C3共晶碳化物。经过稀土变质处理后,可有效改善碳化物形态及分布,均匀组织,细化晶粒,明显提高韧性和强度,提高抗磨性。 一、试验方法及结果 试验用的合金材料在酸性中频无芯感应电炉内熔化,熔化温度在1530℃以上,浇注温度为1380~1450℃,砂型铸造。化学成分、机械性能和金相组织见表l。
机槭性能试验:冲击韧性在JB30A摆锤式冲击试验机上测定,试样尺寸10×lO×55mm,无缺口,不加工。 磨损性能试验在AMSLERAl35/138型动载磨损试验机上进行.试样尺寸Φ32×10mm.中心孔直径Φ6mm,磨料采用28/75目石英砂.试验前预磨lh,三体磨损加水平和垂直方向的冲击,冲击载荷为50~100kg.正式磨损时间20h。试验的失重值在自动电光分析天平上测定. 二、金相组织分析 1 含碳量对金相组织的影响 由表l可知lA、4A基体组织均为屈氏体加M7C3当成分中的含碳量增加时,共晶M7C3的数量增加,形态亦从短小片状向粗大片状发展。M7C3具有高的硬度和高的磨料磨损抗力,数量增加能提高抗磨性;但碳量超过共晶碳量,初生碳化物很粗,在磨料的冲击下会碎裂,从而增加了磨损时的失重。 2 混合稀土变质处理对金相组织的影响 图1 试样6B的金相组织200× 图2 试样10B的金相组织200× 图l、2分别为B组试验中碳铬含量相同.来经处理和经稀土变质处理的金相组织。基体组织主要为铬奥氏体加M7C3共晶碳化物。图示表明,稀土的加入对组织最直观的影响是细化晶粒改变碳化物形态
铝 铬天青S分光光度法
4.14铝 4.14.1 范围 本方法规定了用铬天青S分光光度法测定生活饮用水及其水源水中的铝。 本法适用于生活饮用水及其水源水中铝的测定。 本法的最低检测质量为0.20μg,若取25mL水样,则最低检测质量浓度为0.008mg/L。 水中铜、锰、及铁干扰测定。1mL抗坏血酸(100g/L)可消除25μg铜、20μg锰的干扰。2mL巯基乙酸醇(10g/L)可消除25μg铁的干扰。 4.14.2. 原理 在pH6.7~7.0范围内,铝在聚乙二醇辛基苯醚(OP)和溴代十六烷基吡啶(CPB)的存在下与铬天青S反应生成蓝绿色的四元胶束,比色定量。 4.14.3. 试剂 4.14.3.1铬天青S溶液(1g/L) 4.14.3.2乳化剂OP溶液(3+100) 4.14.3.3溴代十六烷基吡啶(3g/L) 4.14.3.4乙二胺-盐酸缓冲液(pH6.7~7.0) 4.14.3.5氨水(1+6) 4.14.3.6硝酸溶液[c(HNO3)=0.5mol/L] 4.14.3.7铝标准储备溶液[ρ(Al)=1mg/mL]
4.14.3.8铝标准使用溶液[ρ(Al)=1μg/mL] 4.14.3.9对硝基酚乙醇溶液(1.0g/L) 4.14.4. 仪器 4.14.4.1具塞比色管:50mL,使用前需经硝酸(1+9)浸泡除铝。4.14.4.2酸度计 4.14.4.3分光光度计 4.14. 5. 分析步骤 4.14. 5.1取水样25.0mL于50mL具塞比色管中。 4.14. 5.2另取50mL比色管8支,分别加入铝标准使用溶液0mL,0.20mL,0.50mL,1.00mL,2.00mL,3.00mL,4.00mL和5.00mL,加纯水至25mL。 4.14. 5.3向各管滴加1滴对硝基酚溶液,混匀,滴加氨水至浅黄色,加硝酸溶液至黄色消失,再多加2滴。 4.14. 5.4加3.0mL铬天青S溶液,混匀后加1.0mL乳化剂OP溶液,2.0mLCPB溶液,3.0mL缓冲液,加纯水稀释至50mL,混匀,放置30min。 4.14. 5.5于620nm波长处,用2cm比色皿以试剂空白为参比,测量吸光度。 4.14. 5.6绘制标准曲线,从曲线上查出水样管中铝的质量。 4.14.6.计算 水样中铝的质量浓度计算 m ρ(Al)=V 式中:
铝铬天青S分光光度法
铝铬天青S分光光度法 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
4.14铝 4.14.1 范围 本方法规定了用铬天青S分光光度法测定生活饮用水及其水源水中的铝。 本法适用于生活饮用水及其水源水中铝的测定。 本法的最低检测质量为0.20μg,若取25mL水样,则最低检测质量浓度为0.008mg/L。 水中铜、锰、及铁干扰测定。1mL抗坏血酸(100g/L)可消除25μg 铜、20μg锰的干扰。2mL巯基乙酸醇(10g/L)可消除25μg铁的干扰。 4.14.2. 原理 在pH6.7~7.0范围内,铝在聚乙二醇辛基苯醚(OP)和溴代十六烷基吡啶(CPB)的存在下与铬天青S反应生成蓝绿色的四元胶束,比色定量。 4.14.3. 试剂 4.14.3.1铬天青S溶液(1g/L) 4.14.3.2乳化剂OP溶液(3+100) 4.14.3.3溴代十六烷基吡啶(3g/L) 4.14.3.4乙二胺-盐酸缓冲液(pH6.7~7.0) 4.14.3.5氨水(1+6) 4.14.3.6硝酸溶液[c(HNO3)=0.5mol/L] 4.14.3.7铝标准储备溶液[ρ(Al)=1mg/mL]
4.14.3.8铝标准使用溶液[ρ(Al)=1μg/mL] 4.14.3.9对硝基酚乙醇溶液(1.0g/L) 4.14.4. 仪器 4.14.4.1具塞比色管:50mL,使用前需经硝酸(1+9)浸泡除铝。 4.14.4.2酸度计 4.14.4.3分光光度计 4.14. 5. 分析步骤 4.14. 5.1取水样25.0mL于50mL具塞比色管中。 4.14. 5.2另取50mL比色管8支,分别加入铝标准使用溶液0mL,0.20mL,0.50mL,1.00mL,2.00mL,3.00mL,4.00mL和 5.00mL,加纯水至25mL。 4.14. 5.3向各管滴加1滴对硝基酚溶液,混匀,滴加氨水至浅黄色,加硝酸溶液至黄色消失,再多加2滴。 4.14. 5.4加 3.0mL铬天青S溶液,混匀后加 1.0mL乳化剂OP溶液,2.0mLCPB溶液,3.0mL缓冲液,加纯水稀释至50mL,混匀,放置30min。 4.14. 5.5于620nm波长处,用2cm比色皿以试剂空白为参比,测量吸光度。 4.14. 5.6绘制标准曲线,从曲线上查出水样管中铝的质量。 4.14.6.计算 水样中铝的质量浓度计算 ρ(Al)
高铬合金耐磨铸铁生产技术
高铬合金耐磨铸铁生产技术(转 一、高铬铸铁的熔炼 1. 高铬铸铁化学成分( 见下表) 2. 原料要求 另外,还需工业纯铜和废旧电极块( 用于调整碳含量) 等。 3. 熔炼工艺要求 ( 1) 出炉温度高铬铸铁的熔点比一般铸铁高,约为1200 ℃,出炉温度约为1500 ℃,熔炼选用中频感应电炉。 ( 2) 炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常规工艺进行。 ( 3) 装料一般按正常顺序加料,先将灰生铁、钼铁等难熔铁合金装入炉底,而后将废钢等按照下紧上松的原则装填( 有助于塌料) 。 ( 4) 送电熔化将电炉功率调至最大进行熔化,由于Cr 的熔炼损耗较大( 约5 % ~15 %) ,故铬铁应在最后加入,通常是待废钢全部熔化后加入烤红的铬铁。 ( 5) 脱氧待金属炉料全部熔化并提温至1480 ℃后,再加入锰铁、硅铁及铝进行脱氧。 ( 6) 浇注在中频感应炉中熔化,温度不必太高,温度达到1480 ℃时即可出炉,铁液在包内应停留一段时间进行镇静,视工件大小不同可在1380 ~1410 ℃之间进行浇注。 二、生产工艺要点
(1) 高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,必须充分注意铸件的补缩问题,其原则与铸钢件相同( 采用冒口和冷铁,且遵循顺序凝固原理) 。由于合金中铬含量高,易在铁液表面结膜,所以看起来铁液流动性差,但实际上流动性较好。 ( 2) 造型宜采用水玻璃硅砂等强度高且透气性好的砂型,涂料应采用耐火度高的高铝粉或镁粉与酒精混合拌制。另外,为获得细晶粒组织和好的表面质量,在铸件外形不太复杂的情况下,金属型铸造也被广泛采用。 ( 3) 高铬铸铁的收缩量与铸钢相近,模样制作上其线收缩率可按1. 8 % ~2 % 进行计算。在砂型制作上,其冒口大小可按碳钢的规定进行计算,而浇注系统则按灰铸铁计算,但需把各截面积增加20 % ~30 % 。浇冒口的选择应注意两个方面: 一是要保证铸件工作带( 使用部位) 的质量; 二是要尽量提高铸件的成品率。 ( 4) 由于高铬铸件的冒口不易切除,因此造型时在冒口形式上宜采用侧冒口或易割冒口。 ( 5) 在具体零件的铸造工艺设计上,要注意不能让铸件出现受阻收缩,以免造成开裂。另外,浇注后开箱温度过高也极易造成铸件开裂,540 ℃以下的缓冷是十分必要的,应使铸件在铸型中充分冷却,然后再开箱清砂,或开箱后先勿清砂而堆在一起( 铸件、浇冒系统等) 围干砂缓冷。开箱周围环境必须保持干燥,不得潮湿有水,否则极易造成铸件裂纹。 ( 6) 浇注温度要低,有利于细化树枝晶和共晶组织,而且可避免出现因温度过高而造成的收缩过大及表面粘砂等缺陷。浇注温度一般比其液相线( 1290 ~1350 ℃) 高55 ℃左右,轻小件一般控制在1380 ~1420 ℃,壁厚100mm以上的厚重件控制在1350 ~1400 ℃。 三、高铬铸铁的热处理 1. 退火 由于高铬制品其铸态硬度较高,为改善工件的机械加工性能,所有毛坯必须进行必要的软化退火处理。 具体工艺( 工艺曲线见图1 ,以壁厚不超过100mm且外形较复杂铸件为例) 如下。 首先将需处理工件在室温下装入热处理炉,然后随炉缓慢升温至400 ℃左右进行保温1 ~2h,随后将炉温升至600 ℃再进行保温1 ~2h,之后以不超过150 ℃/ h的温升速度,将炉温
铁精粉中Al2O3的快速测定—铬天青S光度法
铁精粉中Al2O3的快速测定—铬天青S光度法 1前言 铁精粉试样中铝的含量一般不太高,系统分析中常用EDTA容量法〔1〕,但因为Fe、Ti、Ca等的干扰,直接测定无法进行,需要进行两次分离,繁琐费时,限制了其在生产中的应用〔2〕。而在pH5~6之间,铝与铬天青S能生成水溶性的紫红色配合物,加入Zn-EDTA可以消除Fe等干扰离子,不必分离即可直接进行光度测定。 2实验部分 2.1主要试剂与仪器 混合熔剂:无水碳酸钠∶硼酸∶无水碳酸钾= 3∶2∶1 。 盐酸:密度1.19g/cm3。 Zn-EDTA溶液:取8.91g氧化锌溶于45mL盐酸(1+1)中,稀至约300mL;再取37.2g EDTA二钠盐,溶于150mL水及15mL氨水中;将上述二溶液混匀,以对硝基酚为指示剂,用氨水(1+1)调至溶液恰成黄色,然后稀至1000mL。 铬天青S溶液(0.25%):取1.25g CAS溶于500mL乙醇(1+1)中。 混合显色液:将Zn-EDTA溶液与铬天青S溶液等体积混合。 六次甲基四胺缓冲溶液:取200g六次甲基四胺以水溶解后,加10mL盐酸(1+1),以水稀至1000mL。722光栅分光光度计。 721型分光光度计。 2.2实验方法 试样用混合熔剂熔融,稀盐酸浸取。定容后吸取5.0mL试液于100mL容量瓶中,加50mL水,加4.0mL混合显色液,摇匀,加10mL六次甲基四铵缓冲溶液,以水稀至刻度,混匀。移入1cm的比色皿中,在分光光度计546nm波长处,以试剂空白为参比,测其吸光度。 3结果与讨论 以W-88305标样熔融,溶解后进行实验。 (1)吸收曲线:按2.2的实验方法测得配合物的吸收曲线如图1所示。由图1可见:配合物在546nm处有最大吸收。本实验选取546nm为测定波长。 (2)显色时间及稳定性实验:室温下显色反应迅速完成,且在90min内基本稳定。 (3)缓冲溶液用量的影响:缓冲溶液用量在8.0~12.0mL范围内均可,本实验选取10.0mL。
高铬铸铁(上篇)
铮铮硬骨高铬铸铁(上篇)2009-8-5 17:20:49 高铬白口抗磨铸铁(以下简称高铬铸铁)是一种性能优良而受到特别重视的抗磨材料。它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。 高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。早在1917年就出现了第一个高铬铸铁专利。高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。我国抗磨白口铸铁国家标准(GB/T8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。其典型成分及工艺如下表: 表1高铬铸铁的牌号及化学成分(GB/T 8623) %
表2高铬铸铁的硬度(GB/T 8623)
表3 高铬铸铁件热处理规范(GB/T 8623)
美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。俄罗斯在前苏联时期曾研制了12-15%Cr、3-5.5%Mn,壁厚达200mm 的球磨机衬板,现执行?OCT7769标准。特别值得一提的是在近一个世纪里,曾为抗磨白口铸铁做出了卓越贡献的美国克莱梅克斯(Climax)钼业公司。1928年该公司首先发明了镍硬铸铁,把抗磨铸铁科技推向了一个空前高度。1974年为纪念国际GIFA,在杜赛尔多夫展览会上展示了名为“神秘1号”和“神秘2号”。即经典的高铬抗磨铸铁153(Cr15Mo3)和1521(Cr15Mo2Cu),现如今克莱梅克斯公司执行高铬铸铁标准如下,栏主提示大家这是特别值得一看的。
高铬铸铁的熔炼
一、高铬铸铁的熔炼 1. 高铬铸铁化学成分( 见下表) 2. 原料要求 另外,还需工业纯铜和废旧电极块( 用于调整碳含量) 等。 3. 熔炼工艺要求 ( 1) 出炉温度高铬铸铁的熔点比一般铸铁高,约为1200 ℃,出炉温度约为1500 ℃,熔炼选用中频感应电炉。 ( 2) 炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常规工艺进行。 ( 3) 装料一般按正常顺序加料,先将灰生铁、钼铁等难熔铁合金装入炉底,而后将废钢等按照下紧上松的原则装填( 有助于塌料) 。 ( 4) 送电熔化将电炉功率调至最大进行熔化,由于Cr 的熔炼损耗较大( 约 5 % ~15 %) ,故铬铁应在最后加入,通常是待废钢全部熔化后加入烤红的铬铁。 ( 5) 脱氧待金属炉料全部熔化并提温至1480 ℃后,再加入锰铁、硅铁及铝进行脱氧。 ( 6) 浇注在中频感应炉中熔化,温度不必太高,温度达到1480 ℃时即可出炉,铁液在包内应停留一段时间进行镇静,视工件大小不同可在1380 ~1410 ℃之间进行浇注。 二、生产工艺要点 (1) 高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,必须充分注意铸件的补缩问题,其原则与铸钢件相同( 采用冒口和冷铁,且遵循顺序凝固原理) 。由于合金中铬含量高,易在铁液表面结膜,所以看起来铁液流动性差,但实际上流动性较好。 ( 2) 造型宜采用水玻璃硅砂等强度高且透气性好的砂型,涂料应采用耐火度高的高铝粉或镁粉与酒精混合拌制。另外,为获得细晶粒组织和好的表面质量,在铸件外形不太复杂的情况下,金属型铸造也被广泛采用。
水中铝的铬天青S分光光度检测法讲义
水中铝的铬天青S分光光度检测法 一、实验目的 了解紫外分光光度法检测的一般过程,初步掌握水中铝检测的S-络天青紫外分光光度法的操作流程,通过实验检测实际水样品中铝的含量,分析主要影响因素。 二、原理 测定生活饮用水中铝的目的是掌握水中铝的含量。铝是地球上含量最丰富的金属,分布广泛,地壳中铝的含量约为8%,仅次于氧和硅,居第3 位。水处理中使用铝盐混凝剂会导致出厂水中铝含量升高,供水管网中如果铝残余浓度很高在管壁上会形成铝的沉积,当出厂水铝浓度超过0.1 mg/L-0.2 mg/L时,将使管网水色度发生变化。饮用水中铝的来源比较复杂,主要有以下两方面:一是土壤中的铝进入水体;二是给水处理中采用的药剂如铝盐、石灰使出厂水余铝升高。铝是一种低毒且为人体非必需的微量元素,是引起多种脑疾病的重要因素,摄入过多可致老年性痴呆。 在pH为6.7-7.0的范围内,铝在聚乙二醇辛基苯醚(OP)和溴代十六烷基吡啶(CPB)的存在下与铬天青S反应生成蓝绿色的四元胶束,比色定量。 三、材料 1. 药品: 2. 玻璃仪器和耗材:烧杯,胶头滴管,玻璃棒,量筒,具塞比色管(50mL) 3. 仪器设备:紫外分光光度计,超声波清洗仪。 四、实验所需溶液配制步骤 1. 铬天青S溶液(1g/L):称取0.1g铬天青S溶于100mL乙醇溶液(1+1)中,混匀。 2. 乳化剂OP溶液(3+100):吸取 3.0mL乳化剂OP溶于100mL纯水中。
3. 溴代十六烷基吡啶(CPB)溶液(3g/L):称取0.6gCPB溶于30mL乙醇(95%)中,加水稀释至200mL。 4. 氨水(1+6) 5. 乙二胺-盐酸缓冲液:取无水乙二胺100mL,加纯水200mL,冷却后,缓缓加入190mL盐酸,混匀 6. 硝酸溶液(0.5mol/L) 7. 铝标准储备液:称取8.792g硫酸铝钾溶于纯水中,定容至500mL。贮存于聚四氟乙烯或聚乙烯瓶中。 8. 铝标准使用液:临用时用铝标准储备溶液稀释而成(稀释为储备液的千分之一浓度)。 9. 对硝基酚乙醇溶液(1.0g/L):称取0.1g对硝基酚,溶于100mL乙醇(95%)中。 五、分析步骤 1. 取水样25.0mL于50mL具塞比色管中。 2. 另取50mL比色管8支,分别加入铝标准使用液0、0.2、0.5、1.0、2.0、 3.0、 4.0和 5.0mL,加纯水至25mL。(这一步由指导老师完成) 3. 向各管加1滴对硝基酚溶液,混匀,加氨水至浅黄色,加硝酸溶液至黄色消失后,再多加2滴。 4. 加3.0mL铬天青S溶液,混匀,加1.0mL乳化剂OP,2.0mLCPB溶液,3.0mL 缓冲液,加纯水稀释至50mL,混匀,放置30min。 5. 于620nm波长处,用2cm比色皿以试剂空白为参比,测量吸光度。 6. 绘制标准曲线,从曲线上查出水样中铝的含量。 六、计算 水中铝的质量浓度计算: ρ(Al)= m/V ρ(Al)——水样中铝的质量浓度,mg/L; m——从标准曲线查得水样管中铝的质量,μg;
对高铬铸铁的一些认识
对高铬铸铁的一些认识 高铬铸铁是最重要的耐磨材料之一,适用于各种高应力磨料磨损的工况条件,广泛应用于机械、冶金、采矿及矿产品加工等行业。近年来,各工业国家都很重视对高铬铸铁的研究工作,以期充分利用其优异的耐磨性能。 含铬量在12%以上的高铬铸铁,开发于20世纪初期,1917年获得了美国专利。当时,由于对高铬铸铁的特点了解不多,其潜能未能充分发挥,因而未被广泛采用。 20世纪中期,美国国际镍公司研究开发了镍硬系列共4种耐磨铸铁(Ni Hard 1~4),其中,镍硬4(Ni Hard 4)于1951年获得了美国专利,逐渐成为大家所熟知的耐磨材料,广泛应用于矿产品加工行业。镍硬4的耐磨性能很好,且有适当的抗冲击能力,但是,仍然因其抗冲击能力欠佳而限制了其在高应力磨料磨损条件下的应用。 20世纪60年代,美国Abex 公司,为改善高铬铸铁的性能,进行了大量的研究工作,系统研究了Ni、Mo、Mn、Si、Cr和C等元素在高铬铸铁中的作用。随后,美国Climax Molybdenum 公司又对Mo和Cu在高铬铸铁中的作用进行了系统的研究。80年代,美国内政部矿业局的研究中心又对高铬铸铁的热处理进行了研究。 美国材料试验学会制定的标准ASTM A532《抗磨铸铁》中基本体现了上述研究工作的成果。 我国标准GB/T 8263-1999 《抗磨白口铸铁件》中,等效采用了ASTM A532-93a 标准中所列的8个牌号中的7个,其中,属于高铬铸铁的4个牌号全都采纳了。 高铬铸铁耐磨件,在我国应用很广,随着矿业和冶金行业的迅速发展,对高铬铸铁件的需求增长很快,目前,年产量已超过50万吨,不仅供国内各行业使用,也有相当数量的铸件出口。 尽管高铬铸铁的应用已有80多年的历史,而且对其进行过很多研究工作,但是,到目前为止,我们对高铬铸铁的了解仍然不够全面,还有待在生产实践中进一步深化认识,如:(1)为了适应不同的工况条件,高铬铸铁已有多种牌号,但总体而言,化学成分的变化范围还太宽。例如:当前的牌号中,铬含量在8%~30%之间,需要优选而不宜随意确定;碳含量一般在2.0%~3.9%之间,Climax Molybdenum公司的超高碳牌号甚至可达4.3%,范围也不可谓不小。 此外,合金元素钼、镍、锰和铜的合理用量及其间的互补关系,也有待更深入的探讨。 总之,在优化成分配比方面还大有可为。 (2)化学成分的变化范围很大,而热处理工艺却相对地比较简单,只有软化退火、硬化处理、回火等几种方式,加热温度的控制范围差别也不大。 应该提到的是:目前,我国生产高铬铸铁件的厂家很多,但其中有不少企业只是简单地按规定的化学成分生产,而对这种材料的特性知之甚少,不能够根据企业的具体条件和铸件的特点不断优化生产工艺,这样,当然难以制造出高质量的产品,更不用说自行研究开发新产品了。因此,有必要将高铬铸铁的一些特性和工艺要点向有关企业作简要的介绍。 一、作为抗磨材料的高铬铸铁 磨料磨损(Abrasive Wear)是机件磨损方式的一种,通常是指处理砂土、矿石、岩石、等物料时,由这类物料造成机件的磨损。这类物料与机件表面相互作用的方式很多,有冲击、滚动、滑动和冲刷等。 关于磨料磨损的分类,当前世界各国广泛认同的是H. S. Avery 提出的分类方法,将磨料磨损分为三类。 (1)凿削性碰撞磨损 这是指较大块磨料与机件表面相互撞击而造成机件的磨损,是最严重的磨料磨损,如破碎机颚板
铬天青-S分光光度法测定水中铝含量方法改进
铬天青-S分光光度法测定水中铝含量方法改进 【摘要】改进水中铝的测定条件结果,改进后铝的浓度在0.05ug/ml~0.25ug/ml范围内,其标准系列线性良好,相关系数r=0.9998,结论:改进铝的测定方法,操作简单、快速、保障测定结果的准确度。 【关键词】铝铬天青-S 水最佳吸收波长 水中铝的测定通常采用国标法中的分光光度法,通过控制溶液的酸度(pH=5.5~6.1),以铬天青-S为显色剂,显色半小时后,于λ=545nm、L=1cm、空白溶液作参比,测定其吸光度。因为该方法中铬天青本身具有颜色,在显色反应中剩余量又各不相同,故实验结果线性不理想,相关系数r﹤0.999。本人通过Al-铬天青-S和铬天青-S的吸收曲线,其它操作条件不变的情况下,通过改变测量波长,使工作曲线的线性有明显好转,相关系数达到r=0.99983,以此提高分析结果的准确度。 1 实验部分 1.1 仪器 分光光度计—普析通用新世纪PHS-3D型酸度计 数显电热恒温水浴锅 1.2 试剂 抗坏血酸溶液(10g/L),用时现配 六次甲基四胺溶液(300g/L) 铬天青-S乙醇溶液(0.3g/L):称取0.30g铬天青-S置于洗净的烧杯中,加水和无水乙醇各约25ml,搅拌溶解后,加约475ml水,最后用无水乙醇稀释到1000ml,混匀后贮存于棕色瓶中。 铝标准贮存溶液(250ug/ml):精称0.2500g金属铝片(分析纯)置于聚乙烯杯中,加约20ml水,加3.0g氢氧化钠,待反应速度缓慢后,将聚乙烯杯置于水浴上加热至试样溶解完全。用(1+1)盐酸缓慢中和至出现沉淀后,加入过量20ml (1+1)盐酸,加热至溶液澄清,冷却。将溶液转移至1000ml容量瓶中,用水稀释到刻度线,混匀。 铝标准溶液(5ug/ml):移取10.00ml铝标准贮存溶液于500ml容量瓶中,加4.0ml(1+1)盐酸,用水稀释至刻度线,混匀。
2021年铝 铬天青S分光光度法
4.14铝 欧阳光明(2021.03.07) 4.14.1 范围 本方法规定了用铬天青S分光光度法测定生活饮用水及其水源水中的铝。 本法适用于生活饮用水及其水源水中铝的测定。 本法的最低检测质量为0.20μg,若取25mL水样,则最低检测质量浓度为0.008mg/L。 水中铜、锰、及铁干扰测定。1mL抗坏血酸(100g/L)可消除25μg铜、20μg锰的干扰。2mL巯基乙酸醇(10g/L)可消除25μg 铁的干扰。 4.14.2. 原理 在pH6.7~7.0范围内,铝在聚乙二醇辛基苯醚(OP)和溴代十六烷基吡啶(CPB)的存在下与铬天青S反应生成蓝绿色的四元胶束,比色定量。 4.14.3. 试剂 4.14.3.1铬天青S溶液(1g/L) 4.14.3.2乳化剂OP溶液(3+100)
4.14.3.3溴代十六烷基吡啶(3g/L) 4.14.3.4乙二胺-盐酸缓冲液(pH6.7~7.0) 4.14.3.5氨水(1+6) 4.14.3.6硝酸溶液[c(HNO3)=0.5mol/L] 4.14.3.7铝标准储备溶液[ρ(Al)=1mg/mL] 4.14.3.8铝标准使用溶液[ρ(Al)=1μg/mL] 4.14.3.9对硝基酚乙醇溶液(1.0g/L) 4.14.4. 仪器 4.14.4.1具塞比色管:50mL,使用前需经硝酸(1+9)浸泡除铝。 4.14.4.2酸度计 4.14.4.3分光光度计 4.14. 5. 分析步骤 4.14. 5.1取水样25.0mL于50mL具塞比色管中。 4.14. 5.2另取50mL比色管8支,分别加入铝标准使用溶液0mL,0.20mL,0.50mL,1.00mL,2.00mL,3.00mL,4.00mL和5.00mL,加纯水至25mL。 4.14. 5.3向各管滴加1滴对硝基酚溶液,混匀,滴加氨水至浅黄色,加硝酸溶液至黄色消失,再多加2滴。
高合金白口铸铁
高合金白口铸铁 按合金种类,常用的高合金白口铸铁可分为:镍铬系、铬钼系、高铬系、钨系等四大系列。除钨系外,其他三系列均被列入我国抗磨白口铸铁标准中,见表1。 1.镍铬系在国外称镍硬铸铁,一般w(Ni)=3.3%~7.0%之间。它的突出优点:强韧性好,可在较低温度下热处理,对于许多木宜进行高温热处理的大铸件及易形成裂纹的结构件是十分有利的。表2是美国ASTM镍硬铸铁的化学成分,表中的镍硬Ⅰ、Ⅱ、Ⅳ与我国的KmTBNi4Cr2–GT、KmTBNi4Cr2–DT、KmTBCr9Ni5基本对应。 表1 抗磨白口铸铁的牌号及其化学成分(GB/T8263–1999) 注:镍硬铸铁:w(S)≤0.15%,w(P)≤0.15%;KmTBCr2:w(S)≤0.1%。w(P)≤0.15%;其他牌号w(S)≤0.06%,w(P)≤0.10%。 ①牌号中,“DT”和“GT”分别是“低碳”和“高碳”的汉语拼音字的第一个大写字母,表示该牌号含碳量的高低。 ②一般情况下,该牌号应含钼(Mo)。
表2 美国镍硬铸铁的化学成分(ASTM A532M–93a)(质量分数,%) 2.铬钼系铬钼系合金白口铸铁含w(Cr)=7~23%,并含有w(Mo)≤3%,在我国标准中,主要是表1中的如下四种: KmTBCr8 KmTBCr12 KmTBCr15Mo KmTBCr20Mo 其中,中铬(KmTBCr8)铸铁是我国特色的耐磨材料,特别是高Si/C中铬铸铁及中铬硅铸铁已取得广泛应用。该铸铁的突出特点是C、Cr、Si合金化后使Cr/C ≈3时形成的共晶碳化物为M7C3型,从而使铸铁具有较好的综合力学性能及高的性能价格比。 KmTBCr12的淬透性有限,故大多数不以淬火回火态使用。铸造后只经去应力处理即可。铸态基体是抗冲击疲劳性能优异的珠光体基体及M7C3共晶碳化物。 KmTBCr15Mo是研究得较深入,应用极广泛的高Cr白口铸铁。经空淬回火处理后使用,硬度高,硬韧性好,具有优异的抗冲刷及抗冲击磨损性能。 KmTBCr20Mo高铬铸铁因含Cr量高,Cr/C也相对较大,故淬透性、硬度、韧性以及耐蚀性均较好。适用于厚大耐磨件以及要求有一定冲击、在湿态磨料磨损条件下工作的零件。 3.高铬系此类铸铁含Cr最高,高的铬量可使抗磨性、耐蚀性、韧性、淬透性均比KmTBCr20Mo高,抵抗磨蚀磨损及热磨损的能力也大人增加。在酸性介质中w(Cr)=28%的白口铸铁耐磨性、抗高温氧化性比w(Cr)=15%优越得多。铸铁的含碳量可在w(C)=2%~3.3%范围内变化,增加铬最、降低碳量可以提高腐蚀磨损抗力。Cr26高铬铸铁件多数是淬回火态使用,也可以铸态使用。