摩擦焊机换模作业指导
批 准Approved 标准工时SOT
1800S
目 的Motive
NO.项目
品质
要求№数量
№数量
1111
1套
1
修改人
审核人
2、换模后确认固定螺丝无松动,焊接正常。
避免突然拧松时磕破手,正确姿势如图4一手固定套筒端,一手用力均匀位动);
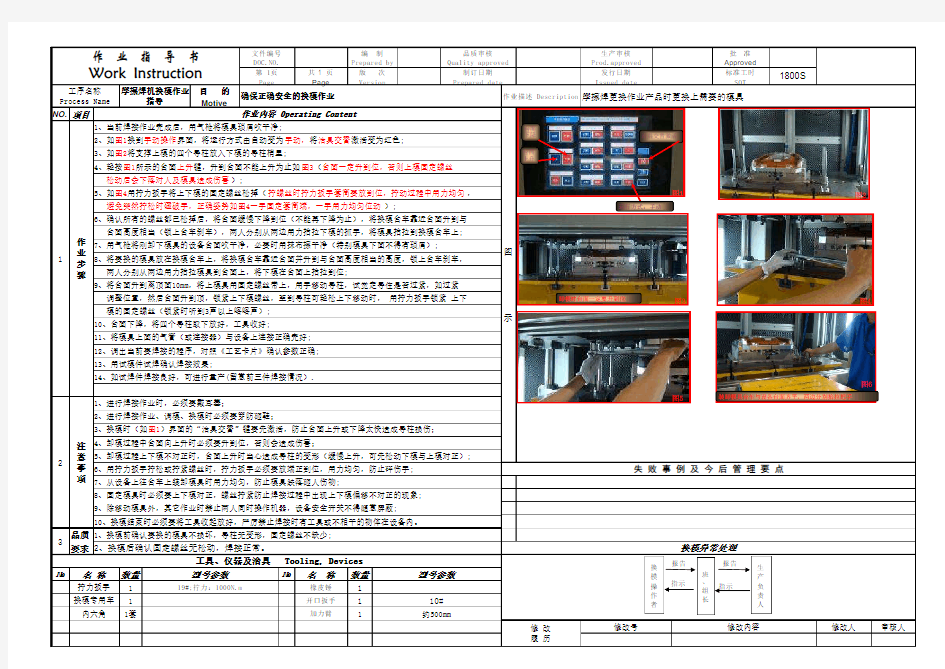
6、确认所有的螺丝都已松掉后,将台面缓慢下降到位(不能再下降为止),将换模台车靠近台面升到与 台面高度相当(锁上台车刹车),两人分别从两边用力抬拉下模的抓手,将模具抬拉到换模台车上;
7、用气枪将刚卸下模具的设备台面吹干净,必要时用抹布擦干净(特别模具下面不得有琐屑);4、轻按图1所示的台面上升键,升到台面不能上升为止如图3(台面一定升到位,否则上模固定螺丝品质审核
Quality approved
摩擦焊更换作业产品时更换上需要的模具
确保正确安全的换模作业5、如图4用拧力扳手将上下模的固定螺丝松掉(拧螺丝时拧力扳手套筒要放到位,拧动过程中用力均匀,生产审核Prod.approved 作业
步
骤9、除移动模具外,其它作业时禁止两人同时操作机器,设备安全开关不得随意屏蔽;换模异常处理
换模专用车内六角
名 称
13、用试模件试焊确认焊接效果;
版 次Version 2、如图1换到手动操作界面,将运行方式由自动变为手动,将治具交替激活变为红色;加力臂
修改号
修 改履 历
8、将要换的模具放在换模台车上,将换模台车靠近台面并升到与台面高度相当的高度,锁上台车刹车, 两人分别从两边用力抬拉模具到台面上,将下模在台面上抬拉到位;
9、将台面升到离顶面10mm,将上模具用固定螺丝带上,用手移动导柱,试觉定导住是否过紧,如过紧 调整位置,然后台面升到顶,锁紧上下模螺丝,至到导柱可轻松上下移动时, 用拧力扳手锁紧 上下10、台面下降,将四个导柱取下放好,工具收好;
12、调出当前要焊接的程序,对照《工艺卡片》确认参数正确;名 称
型号参数
编 制Prepared by 作业描述 Description
作 业 指 导 书Work Instruction
文件编号DOC.NO.第 1页Page
共 1 页Page
摩擦焊机换模作业
指导
工序名称Process Name 10#
约500mm
开口扳手修改内容
1
10、换模结束时必须要将工具收起放好,严厉禁止焊接时有工具或不相干的物体在设备内。8、固定模具时必须要上下模对正,螺丝拧紧防止焊接过程中出现上下模偏移不对正的现象;1、进行焊接作业时,必须要戴耳塞;
5、卸模过程上下模不对正时,台面上升时当心造成导柱的变形(缓慢上升,可先松动下模与上模对正);14、如试焊件焊接良好,可进行量产(留意前三件焊接情况).4、卸模过程中台面向上升时必须要升到位,否则会造成伤害;
注意事项
2
1、换模前确认要换的模具不损坏,导柱无变形,固定螺丝不缺少;3
工具、仪器及治具 Tooling, Devices
拧力扳手19#;拧力:1000N.m
橡皮锤型号参数
制订日期Prepared date
松动后会下落对人及模具造成伤害);
图 示
模的固定螺丝(锁紧时听到3声以上喀喀声);11、将模具上面的气管(或连接器)与设备上连接正确完好;作业內容 Operating Content
发行日期Issued date 3、如图2将支撑上模的四个导柱放入下模的导柱梢里;
1、当前焊接作业完成后,用气枪将模具琐屑吹干净;
6、用拧力扳手拧松或拧紧螺丝时,拧力扳手必须要放端正到位,用力均匀,防止砰伤手;
7、从设备上往台车上装卸模具时用力均匀,防止模具跌落砸人伤物;
2、进行焊接作业、调模、换模时必须要穿防砸鞋;
失 败 事 例 及 今 后 管 理 要 点
3、换模时(如图1)界面的“治具交替”键要先激活,防止台面上升或下降太快造成导柱损伤;换模操作者
班、组长
报告报告指示
指示
卸模时台面一定要升到位
治具交替激活
台面上升
图1
图2
图3图4
运行方式:手动
台面下降
图5
生产负责人
装卸模具台车与设备台面齐平,两边分别抬拉把手
图6