铸件毛坯检查验收作业指导卡 (1)
铸造浇铸作业指导卡
铸件材质;M n13
浇铸图
片
铸造原料;废碳钢
铸造原料;中碳锰铁
铸造原料;高碳锰铁 铸造原料;回炉废锰钢 铸件要求化学成分%
C
Mn13 0.9-1.4
9-14
钢
水 熔 炼 1.用多元多次方程组算出各种原材料的添加公斤数。 2.称出各种原材料的公斤数。 3.在中频快速熔炼炉内加入废碳钢,高碳锰铁启动中频电源加热。 4.在炉水熔化到电炉总容量的1/3时,打炉前样化验。
5.化验出结果后,根据炉前样结果,进行2次配料。
6.打炉后样,炉后样化验结果出来后。根据结果调整钢水化学成分。
7. 如果化学成分达到铸件成分要求,而且没有满炉,加入成份稳定的回炉高锰
钢。
8. 中频电炉功率开到最大,升温,在温度达到1550℃时,准备出炉。
合
格
标
准 1. A 区域:气孔/砂眼/缺肉直径不大于1.4mm ,深度不大于0.4mm ,每平方厘米面积内的缺陷个数不大于2 个,整个A 区域缺陷个数不大于4 个。 2. B 区域:气孔/砂眼/缺肉直径不大于19mm ,深度不大于0.9mm ,同时满足F 区域的要求。 3. C 区域:气孔/砂眼/缺肉直径不大于1.4mm ,深度不大于0.9mm ,每平方厘米面积内的缺陷个数不大于3 个,整个C 区域缺陷个数不大于7 个。 4. D 区域:非加工区域:气孔/砂眼/缺肉直径不大于1.4mm ,深度不大于0.9mm ,每平方厘米面积内的缺陷个数不大于2 个,整个非加工的D 区域缺陷个数不大于4 个;加工区域内残留的气孔/砂眼/缺肉直径不大于1.9mm ,深度不大0.91mm 。
5. E 区域:不允许出现气孔/砂眼/缺肉等缺陷。
6. F 区域:不允许有任何缺陷。
7. 合格铸件不允许有直径=0.9mm ×0.9mm 以上的“铁豆”附着于本体表面。
8. 钳体钳脚的外角的圆弧表面不允许砂轮磨削伤和其他损伤。
9. 合格铸件不允许有锈迹和其他附着污物粘附在铸件表面。
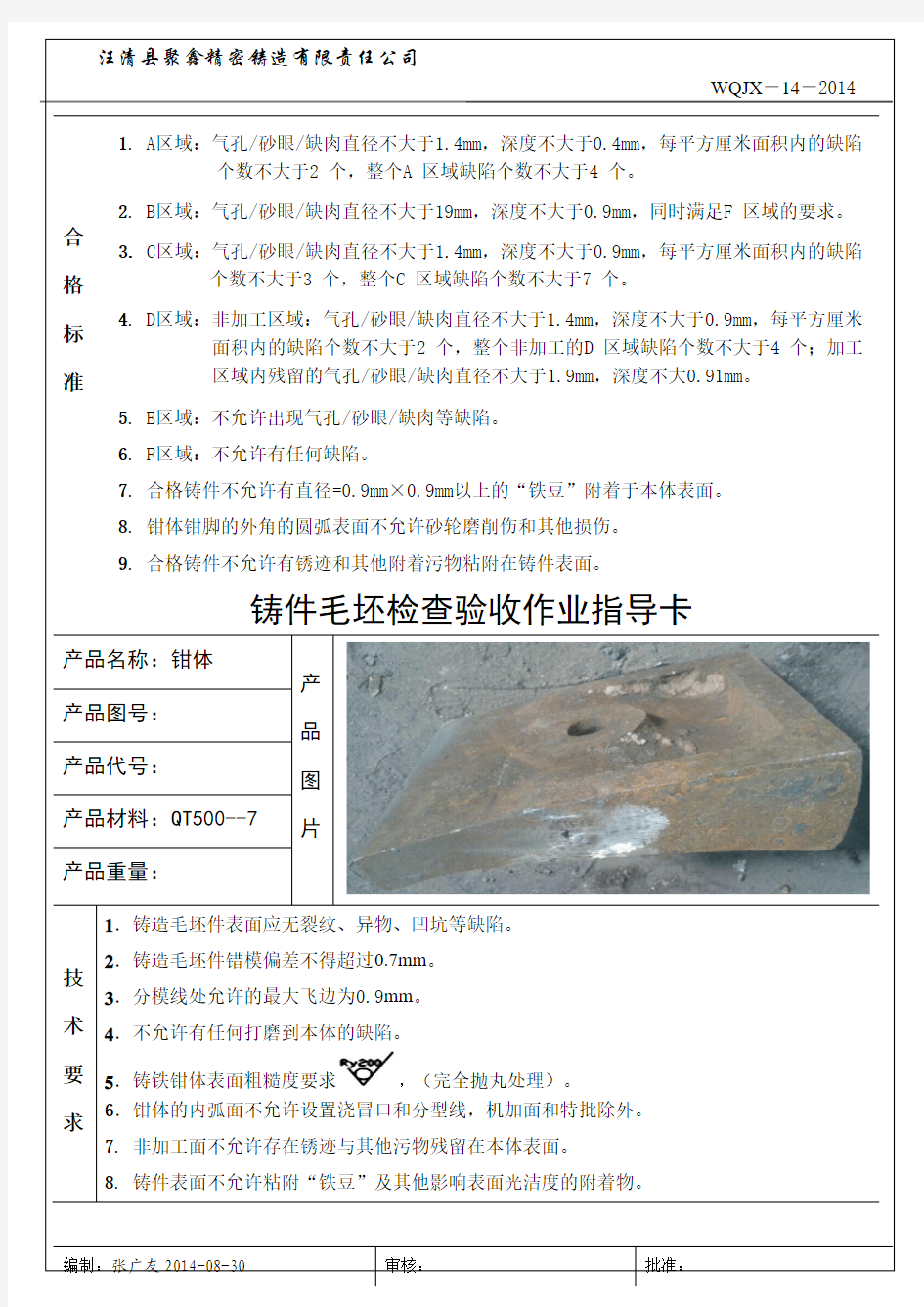
铸件毛坯检查验收作业指导卡
产品名称:钳体
产
品图片
产品图号:
产品代号:
产品材料:QT500--7
产品重量:
技术要求
1.铸造毛坯件表面应无裂纹、异物、凹坑等缺陷。 2.铸造毛坯件错模偏差不得超过0.7mm 。
3.分模线处允许的最大飞边为0.9mm 。 4.不允许有任何打磨到本体的缺陷。
5.铸铁钳体表面粗糙度要求
,(完全抛丸处理)。 6.钳体的内弧面不允许设置浇冒口和分型线,机加面和特批除外。 7. 非加工面不允许存在锈迹与其他污物残留在本体表面。 8. 铸件表面不允许粘附“铁豆”及其他影响表面光洁度的附着物。
合格标准1. A区域:气孔/砂眼/缺肉直径不大于1.4mm,深度不大于0.4mm,每平方厘米面积内的缺陷个
数不大于2 个,整个A 区域缺陷个数不大于4 个。
2. B区域:气孔/砂眼/缺肉直径不大于19mm,深度不大于0.9mm,同时满足F 区域的要求。
3. C区域:气孔/砂眼/缺肉直径不大于1.4mm,深度不大于0.9mm,每平方厘米面积内的缺陷个
数不大于3 个,整个C 区域缺陷个数不大于7 个。
4. D区域:非加工区域:气孔/砂眼/缺肉直径不大于1.4mm,深度不大于0.9mm,每平方厘米面
积内的缺陷个数不大于2 个,整个非加工的D 区域缺陷个数不大于4 个;加工区域
内残留的气孔/砂眼/缺肉直径不大于1.9mm,深度不大0.91mm。
5. E区域:不允许出现气孔/砂眼/缺肉等缺陷。
6. F区域:不允许有任何缺陷。
7. 合格铸件不允许有直径=0.9mm×0.9mm以上的“铁豆”附着于本体表面。
8. 钳体钳脚的外角的圆弧表面不允许砂轮磨削伤和其他损伤。
9. 合格铸件不允许有锈迹和其他附着污物粘附在铸件表面。