Ti(C-N)一MO金属陶瓷的制备与性能研究
第一章绪论
1.1 引言
人类文明是伴随着新材料的发明和应用而发展的。从早期的青铜器、铁器,到现在的磁性材料、高分子材料、半导体材料以及先进陶瓷材料,材料的发展无不起着改变时代的作用。陶瓷材料是继金属材料、高分子材料之后出现的第三大类材料,一般具有弹性模量大、极不容易变形、热稳定性好、高温耐氧化能力强,以及重量轻、价格低廉等优点,因此,深受人们的青睐。但是它有一个致命的缺点,那就是脆性大,限制了它的实际应用。所以,陶瓷的韧化成为世界性范围的陶瓷材料研究的核心课题[1]。而在陶瓷基体中引入金属粒子,通过使用金属粒子包覆陶瓷基体来达到增强增韧的方法促使了金属陶瓷的出现和对它的研究。金属陶瓷既保持有陶瓷的高强度、高硬度、耐磨损、耐高温、抗氧化和化学稳定性等特性,又有较好的金属韧性和可塑性,是一类非常重要的工具材料和结构材料。其用途极其广泛,几乎涉及到国民经济的各个部门和现代技术的各个领域,对工业的发展和生产率的提高起着重要的推动作用,对金属陶瓷的研究已成为材料研究领域中一个非常重要的研究课题。
近几年来,我国刀具行业在面向国内国际市场激烈竞争中,积极进行重点技术改造,引进国外先进技术和设备,在提高企业的技术制造能力和市场竞争活力方面有了长足的进步。但是,必须清醒地看到,国内刀具行业在技术水平、生产工艺和制造设备等方面与国外工具企业相比,还存在较大差距,其刀具寿命、加工质量很难满足用户的要求。进口刀具仍占主导地位,在一些大型汽车制造厂,国产化刀具只占总项目的10%左右。因此,Ti(C, N)基金属陶瓷刀具材料在我国具有巨大的潜在市场。
1956年,Humenik等人发现向TiC-Ni金属陶瓷中加入Mo或Mo2C后,可改善Ni对TiC的润湿性,使TiC晶粒变细,材料强度大大提高[2, 3]。当Mo以其它硬质相制成的固溶体形式加入时,反而降低了粘结相对碳化物的润湿性。此后,在Ti(C, N)基金属陶瓷中,Mo元素成为不可或缺的组分。本文通过研究Mo含量对Ti(C, N)基金属陶瓷的组织和性能的影响,可以为生产Ti(C, N)基金属陶瓷刀具提供成分设计依据。这对促进Ti(C, N)基属陶瓷材料广泛应用于切削加工领域具有理论和实验指导意
义。
1.2 金属陶瓷概述
1.2.1 金属陶瓷的定义
金属陶瓷(Cermet)是由陶瓷(Ceramics)中的词头Cer与金属(Metal)中的词头Met 结合起来构成[4]。所谓金属陶瓷,是由一种或多种陶瓷相与金属或合金组成的多相复合材料。美国标准试验方法(ASTM)陶瓷-金属复合材料研究委员会给金属陶瓷复合材料下的定义是:“一种由金属或合金与同一种或多种陶瓷相组成的非均质的复合材料,其中后者约占材料体积的15%~85%,同时在制备温度下,金属相与陶瓷相间的溶解度是极微弱的。”按此定义,通过粉末冶金方法制备的WC-Co系复合材料及TiC-TiN-Mo-Ni系复合材料都属于金属陶瓷。但人们习惯仍将WC-Co系复合材料称为硬质合金,而将Ni和(或)Mo粘结的TiC和TiN基合金材料称为金属陶瓷[5]。非金属成分使金属陶瓷具有所要求的强度、硬度、热强性、耐腐蚀性和耐磨性;金属相把金属陶瓷中的固体颗粒组合在均一的物料中,使制品能保证必要的强度和可塑性。所以,金属陶瓷的性能决定于金属的性能、陶瓷的性能、两者的体积比、两者的结合性能以及相界面的结合强度[6]。
1.2.2 金属陶瓷的发展历史
金属陶瓷的研制开始于1923年,当时德国研制出了首批金属材料的典型材料——硬质合金,后来又研制了铁-氧化铝的复合物。第二次世界大战后,新型的金属材料研制工作进一步发展,出现了以碳化钛为基体添加铌、钽的碳化物的用钴和镍做黏结剂的金属陶瓷。后来,又由Kiffer提出和研制了以碳化钛为基,添加碳化铌和碳化钽,并用镍-钴-铬做黏结剂的金属陶瓷,该金属陶瓷被称之为WZ-合金。后来Kieffer 等人发现[7],在TiC-Mo-Ni系金属陶瓷中添加TiN,不仅可显著细化硬质相晶粒,改善金属陶瓷的室温和高温力学性能,而且还可大幅度地提高金属陶瓷的高温耐腐蚀和抗氧化性能。自20世纪80年代以来,Ti (C,N) 基金属陶瓷获得了迅速的发展,世界各国硬质合金生产厂家先后推出了系列的Ti (C,N) 基金属陶瓷刀具。现在,金属陶瓷的硬质相主要由TiC/TiN构成,粘结相由Ni/Co构成。另外,大约20-40 mass%的Mo2C,WC,TaC,NbC,和VC 被引入以提高材料的烧结性能和红硬性[8]。Ti(C,N)基金属陶瓷的发展可大致总结于下表[9]。
表1-1 金属陶瓷的发展过程
Since Ceramic Phase Metal Binder Phase
1931 TiC Ni(Co, Fe)
1961 Ti(C, N) Ni(Co, Fe)
1970 Ti(C, N) Ni-Mo
1974 (Ti, Mo)(C, N) Ni-Mo
1980-1983 (Ti, Mo, W)(C, N) Ni-Mo
1988 (Ti, Ta, Nb, V, Mo, W)(C, N) (Ni, Co)-Ti
AlN
2 1988 (Ti, Ta, Nb, V, Mo, W)(C, N) Ni-Co
1991 (Ti, Ta, Nb, V, Mo, W…)(C, N) Ni-Cr 研究金属陶瓷的目的是要制取具有良好综合性能的材料,而这些性能是仅用金属或仅用陶瓷所不能得到的。WC-Co 基金属陶瓷作为研究最早的金属陶瓷,由于具有很高的硬度(HRA80~92),极高的抗压强(600kg/mm2),已经应用于许多领域。但是由于W和Co资源的短缺,促使了无钨金属陶瓷的研制与开发,迄今已历经三代。第一代是二战期间,德国以Ni粘结TiC生产金属陶瓷;第二代是60年代美国福特汽车公司发明的,它添加Mo到Ni粘结相中改善TiC和其它碳化物的润湿性,从而提高材料的韧性;第三代金属陶瓷则将氮化物引入合金的硬质相,改单一相为复合相,又通过添加Co和其它元素改善了粘结相。近十年来,金属陶瓷研制的一个新方向是硼化物基金属陶瓷。硼化物陶瓷由于具有很高的硬度、熔点和优良的导电性、耐腐蚀性,从而使硼化物基金属陶瓷成为最有发展前途的金属陶瓷。
为了使金属陶瓷同时具有金属和陶瓷的优良特性,首先必须有一个理想的组织结构,要达到理想的组织结构,就得注意以下几个主要原则[10]:(1)金属对陶瓷相的润湿性要好。金属与陶瓷颗粒间的润湿能力是衡量金属陶瓷组织结构与性能优劣的主要条件之一,润湿力愈强,则金属形成连续相的可能性愈大,金属陶瓷的性能愈好。(2)金属相与陶瓷相应无剧烈的化学反应。金属陶瓷制备时如果界面反应剧烈,形成化合物,就无法利用金属相改善陶瓷抵抗机械冲击和热震动的性能。(3)金属相与陶瓷相的膨胀系数相差不可过大。金属陶瓷中的金属相和
陶瓷相的膨胀系数相差较大时,会造成较大的内应力,降低金属陶瓷的热稳定性。
1.2.3 Ti(C,N)基金属陶瓷分类:
Ti(C,N)基金属陶瓷是在TiC基金属陶瓷基础上发展起来的一类新型工模具材料。按其组成和功能不同可分为:
(1)成分为TiC Ni Mo等的TiC合金;Ni、Co、Cr、Al等元素一般作为粘结相加入,但是它们对金属陶瓷的组织和性能也会产生很大的影响。Ni,Co的加入有助于提高金属陶瓷的塑性,但Ni的含量过高,可能形成Ni,Mo脆性相,影响合金强度[11]。随Ni含量的提高,Ti(C,N)基金属陶瓷的耐腐蚀性降低,当Ni的含量超过10wt%以后,耐腐蚀性急剧降低。由于Co具有比镍更高的韧性,与硬质相润湿好,可减少合金孔隙度,故以Co部分或全部取代Ni作为粘结相,可使Ti(C,N)基金属陶瓷具有高硬度和高强度的良好匹配,其综合性能优于纯Ni 材料[12]。
(2)添加其他碳化物(如WC TaC等)和金属(如Co)的强韧TiC基合金;通常为了不同的目的,人们向Ti(C,N)基金属陶瓷中加入碳化物如WC、TaC、NbC、VC、HfC、Z、Cr3C:、SiC来改善组织和提高性能;例如,WC的加入能提高,Ti(C,N)基金属陶瓷的致密度和断裂韧性;TaC、NbC的加入能提高金属陶瓷的红硬性、高温抗冲击性,进而提高刀具的切削加工性能;HfC的加入能提高高温强度和耐蚀性等等[13-14]。
(3)添加TiN的TiC TiN(或TiCN)基合金;文献[15]报道,要使Ti(C,N)固溶体制备的合金性能好,必须使Ti(Cx,Ny)中的x,y之和接近或等于l。x,y之和小于l,表示缺碳或缺氮,使游离钛和镍生成Ni相(脆性相)。同时碳、氮量多少也影响硬质相和粘结相的成分和尺寸,因而造成合金性能不稳定。当N/C比为2.8~3.7时,合金具有良好的性能。XuShangzhi[16]等研究发现,要使Ti(C,N)基金属陶瓷具有良好的性能,TiN/(TiC+TiN)的值应小于0.5。
(4)以TiN为主要成分的TiN合金;N含量对Ti(C,N)基金属陶瓷的室温和高温力学性能都会产生较大的影响。在添加有TiN的Ti(C,N)基金属陶瓷中,由于有N存在,阻碍了Mo向Ti(C,N)的扩散以及Ti通过Ni的扩散,这样就抑了包覆层的发展,使金属陶瓷的晶粒细化,但当TiN的含量大于15wt%时,会有游离的TiN存在,使晶粒度有所增加[17]。在高Ni的Ti(C,N)基金属陶瓷中,TiN 所占质量分数为0.12左右最佳。
1.3 Ti(C,N)基金属陶瓷已有的研究基础
1.3.1 Ti(C,N)基金属陶瓷的制备
由于“金属陶瓷”和“硬质合金”两个学科术语没有明确的分界,所以具体材料也很难划分界线,其制造原理和工艺基本相似。普通金属陶瓷试样制备工艺过程为:配料→湿磨→真空干燥→过筛→掺胶→干燥→过筛→制粒→返干→压制→装舟→真空脱蜡→真空高温烧结(1400~1500℃,1~3h)→产品。制造TiC基金属陶瓷最常用的工艺就是粉末冶金工艺,它主要包括球磨、干燥、造粒、压制、脱胶、烧结等几个步骤。
1.3.2 Ti(C,N)基金属陶瓷的组织
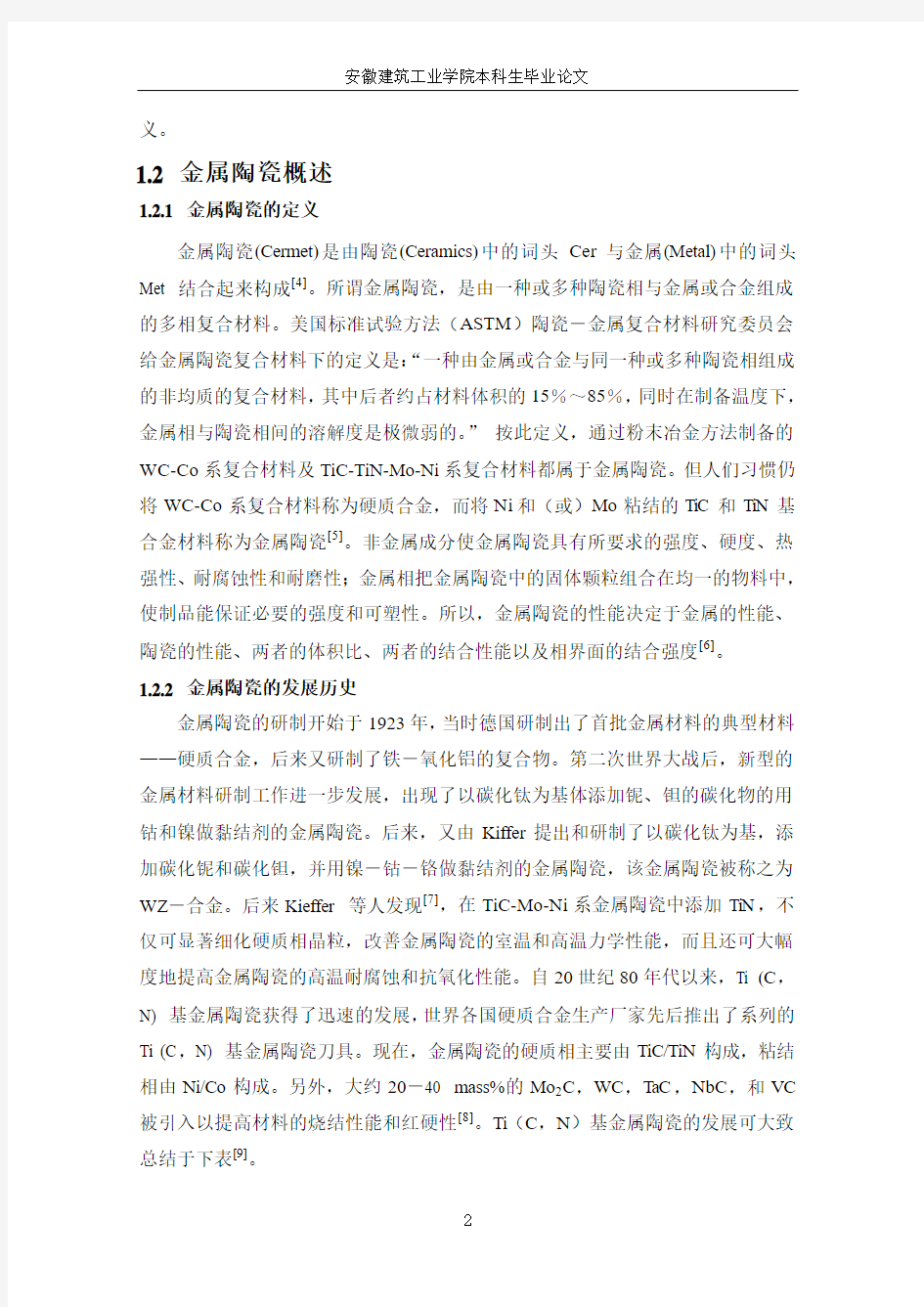
金属陶瓷的正常组织是由陶瓷硬质相(ceramic phase)和金属粘结相(binder phase)组成的两相组织,陶瓷晶粒埋置在金属相的基体内。典型的金属陶瓷的硬质相存在着一种芯/壳(core/rim)结构,芯部的成分是没有完全熔解的Ti(C, N)颗粒,壳的形成是通过溶解-再析出(dissolution-reprecipitation)机制新形成的复杂的碳氮化物固溶体,其化学式可表示为:(Ti,W,Mo,Ta…)(C, N)。有些金属陶瓷的rim相还可以分为内壳层(inner rim)和外壳层(outer rim)两个部分,其中inner rim是在固相烧结时形成的,富含Mo, W等重元素,而outer rim是在液相烧结时形成的,其Mo,W等重元素含量介于core和inner rim之间[18-20]。图1.1为典型的金属陶瓷显微组织示意图[21]。Ti(C,N)基金属陶瓷[22]中加入WC、TaC、NbC、HfC、VC、AlN等添加剂,或以Co部分或全部代替Ni,不会从根本上改变Ti(C,N)基金属陶瓷的这种微观组织结构。
图1.1 典型的金属陶瓷显微组织示意图
1.3.3 Ti(C,N)基金属陶瓷的性能
Ti(C,N)基金属陶瓷的性能特点如下:
试验三结构陶瓷的制备及性能测试
实验一陶瓷墙地砖的制备 陶瓷墙地砖的制备包括坯料和釉浆的制备、坯体成型、施釉、烧成等主要工序。陶瓷墙地砖产品质量的好坏与泥釉料配方、工艺参数及工艺控制密切相关。本实验目标是要求学生制备出陶瓷内外墙砖或地板砖的小件制品,从中体会陶瓷墙地砖的生产工艺技术,提高操作技能。可分组进行各阶段的实验,然后组合在一起,也可以上组为下一组制备泥浆、釉浆和坯体。 一、实验目的 1、掌握坯料、釉料制备方法。 2、掌握和运用粉体、釉浆及产品性能测试技术。 3、掌握陶瓷砖的成型方法。 4、了解陶瓷烧成过程中的物理、化学变化。 5、了解影响陶瓷墙地砖产品质量的因素及改进方法。 二、实验内容 独立设计制作各类陶瓷墙地砖;了解和掌握制备陶瓷砖的工艺步骤(包括配方计算、配料、研磨、成型、施釉、烧成等过程);墙地砖抗弯强度、吸水率、热稳定性等性能的测试方法及影响因素分析。 三、实验原理 制定坯料配方的方法通常是根据产品性能要求,选用原料,确定配方及成型方法。例如制造日用瓷则必须选用烧后呈白色的原料,包括粘土原料并要求产品有一定强度;制造化学瓷则要求有好的化学稳定性;制造地砖则必须有高的耐磨性和低的吸水性;制造电瓷则需有高的机电性能;制造热电偶保护管必须能耐高温、抗热震并有高的传热性,制造火花塞则要求有大的高温电阻、高的耐冲击强度及低的热膨胀系数。 选择原料确定配方时既要考虑产品性能,还要考虑工艺性能及经济指标。各地文献资料所载成功的经验配方固有参考价值,但无论如何,不能照搬。因粘土、瓷土、瓷石均为混合物;长石、石英常含不同的杂质,同时各地原有母岩的形成方法、风化程度不同,其理化工艺性能不尽相同或完全不同,所以选用原料制定配方只能通过实验来决定。坯料配方试验方法一般有三轴图法、孤立变量法、示性分析法和综合变量法。 三轴图法即三种原料组成图,图中共有66个交点和100个小三角形,其中由三种原料组成的交点有36个,由两种原料组成的交点有27个,由一种原料组成的交点有3个。如图所示。配料时先决定该种坯料所选用各种原料之适当范围,初步确定三轴图中几个配方点(配方点可以在交点上,也可以在小三角形内)。 孤立变量法即变动坯料中一种原料或一种成分,其余原料或成分均保持不变,例如A、月、C三种原料,固定A、B,变动C;或固定月、C,变动A;或固定A、C变动B,最后找出一个最佳配方。 示性分析法即着眼于化学成分和矿物组成的理论配合比。例如高岭土中常含有长石及石英之混合物,长石中常含有未化合的石英,瓷石中则常含有长石、石英、高岭石、绢云母等。如配方中的高岭土是指纯净的高岭石,配方中的长石、石英是指极纯的长石及石英,则最好用示性分析法测定各种原料内之高岭石、长石,石英的含量,以便配料时统计计算。 综合变量法即正交试验法,也叫多因素筛选法、多因素优选法、大面积撒网法。试验前
陶瓷与金属钎焊的方法、钎料和工艺
陶瓷钎焊 陶瓷与金属的连接是20世纪30年代发展起来的技术,最早用于制造真空电子器件,后来逐步扩展应用到半导体、集成电路、电光源、高能物理、宇航、化工、冶金、仪器与机械制造等工业领域。陶瓷与金属的连接方法比较多,如钎焊、扩散焊、熔焊及氧化物玻璃焊料连接法等,其中钎焊法是获得高强度陶瓷/金属接头的主要方法之一。钎焊法又分为金属化工艺法和活性钎料法。我国于50年代末才开始研究陶瓷—金属连接技术,60年代中便掌握了金属化工艺法(活化Mo-Mn法)和活性钎焊法,推动了陶瓷/金属钎焊用材料及其钎焊工艺的发展。 常用的金属和陶瓷钎焊方法 常用的钎焊方法有陶瓷表面金属化法和活性金属法 金属和陶瓷钎焊工艺 陶瓷与被连接金属的热膨胀系数相差悬殊,导致钎焊后使接头内产生较高的残余应力, 而且局部地方还存在应力集中现象,极易造成陶瓷开裂。为降低残余应力, 必须采用一些特殊的钎焊工艺路线。①合理选择连接匹配材料;②利用金属件的弹性变形减小应力;③避免应力集中;④尽量选用屈服点低, 塑性好的钎料;⑤合理控制钎焊温度和时间;⑥采用中间弹性过渡层。其中, 采用中间弹性过渡层的方法是研究和应用最多的方法之一, 采用中间弹性过渡层对降低残余应力的作用较大。该方法采用陶瓷/ 钎料/ 中间过渡层/ 钎料/ 金属的装配形式进行钎焊, E 和σs 减小, 接头强度越高, 这说明较“软”的中间层能够有效地释放应力, 改善接头强度。中间过渡层的热膨胀系数与Si3N4 接近固然有好处, 但如E 和σs 很高(如Mo 和W) , 不能缓和应力, 也就不能起到好的作用。因此, 可以认为E 和σs 是选择中间过渡层的主要着眼点。中间过渡层的选择应尽量满足下列条件: ①选择 E 和σs 较小的材料; ②中间过渡层与被连接材料的热膨胀系数差别要小; ③充分考虑接头的工作条件。采用弹性过渡层的陶瓷连接方法的缺点是接头强度不高, 原因是有效钎接面积小。但这种低应力或无应力接头具有良好的使用性能, 其优点是在热载荷下产生较低的热应力, 接头耐热疲劳, 抗热冲击性能好。 金属和陶瓷钎焊的发展前景 随着社会新材料的发展和金属与陶瓷钎焊技术日趋完善,其在工业领域的应用越来越广泛,可以预见,金属与陶瓷钎焊技术有着广阔的应用前景,无疑是今后研究的重点。传统的陶瓷金属化法工艺复杂、费时耗资,活性金属钎焊是目前最有可能得到大规模工业应用的连接方法,而部分瞬间液相连接充分结合了活性钎焊和固相扩散连接两者的优点,能在比常规连接方法低得多的温度下制备耐热接头,正不断引起人们极大的兴趣和关注。随着国民经济的发展, 特别是高科技领域的发展, 具有优异性能的结构陶瓷与金属的钎焊零部件的应用也日益广泛, 尤其是一些特殊工作条件, 如耐冲击负荷、耐腐蚀、耐高温、抗氧化性好等, 要求研究开发与之相适应的新材料及新工艺, 这样才会有助于推动我国陶瓷材料。
CMT焊接
CMT焊接 目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。 1.CMT焊接研究现状 图1 CMT焊与P-MIG焊熔滴过渡形式分布 CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。 CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。 2. CMT焊接原理与特点
功能陶瓷的固相反应法制备及介电性能测试
功能陶瓷的固相反应法制备及介电性能测试 一、实验目的 1、了解制备功能陶瓷材料的固相反应法; 2、掌握用LCR仪测试功能陶瓷材料介电性能的方法; 3、测量特定频率及温度范围内BaTiO3陶瓷的介电性能随频率及温度的变化; 4、结合实验结果分析BaTiO3陶瓷的介电性能与频率及温度的关系。 二、实验原理 固相反应法制备功能陶瓷: 制备功能陶瓷材料的方法有很多种,其中最成熟、应用最为广泛的则是固相反应法。这种方法以高纯度粉末(常为氧化物)为原料,经精确称量后与球磨介质(常为球状,一般用ZrO2、Al2O3、玛瑙等高硬度材料)及分散液体(通常为水或酒精)混在一起,经球磨、干燥、过筛后得到颗粒细小、混合均匀的粉末。均匀混合的粉末在高温下发生化学反应,合成所需的物相,此过程称为预烧结(又称锻烧)。之后再次进行球磨、干燥、过筛,并将得到的颗粒细小的粉末与少量有机物水溶液(如PV A、PVB等)混合在一起、研磨后过筛(此过程称为造粒),以增加粉末在成型过程中的可塑性和流动性,并减小粉末与模具间的摩擦。将造粒后的粉末放置于金属模具中,并施加高压,即得到具有所需形状的压粉体(又称素胚),此过程称为成型。压粉体具有一定的强度和致密度,但其中仍存在很多气孔,需通过高温下的烧结过程予以排除。由于粉末颗粒细小,具有较高的表面能,这和高温一起构成了烧结过程的动力。在烧结动力的作用下,颗粒之间发生传质的过程,同时伴随着晶粒的长大、大部分气孔的排除、体积的收缩、密度的增大及强度的提高,最终得到致密的陶瓷材料。 材料的介电性能及其测试方法: 介电性是材料对外加电场的一种反应。介电材料内的电荷在外加电场的作用下会发生位移,导致正、负电荷中心不重合,从而发生电极化、在介质表面形成束缚电荷,并在宏观上表现为电容及介电常数。介电常数 是表征材料介电性能
陶瓷与金属焊接技术
陶瓷与金属焊接技术 陶瓷与金属焊接技术 Ti(C,N)基金属陶瓷是一种颗粒型复合材料,是在TiC基金属陶瓷的基础上发展起来的新型金属陶瓷。Ti(C,N)基金属陶瓷具有高硬度、耐磨、耐氧化、耐腐蚀等一系列优良综合性能,在加工中显示出较高的红硬性和强度,它在相同硬度时耐磨性高于WCCo硬质合金,而其密度却只有硬质合金的1/2。因此,Ti(C,N)基金属陶瓷刀具在许多加工场合下可成功地取代WC基硬质合金而被广泛用作工具材料,填补了WC基硬质合金和Al2O3陶瓷刀具材料之间的空白。我国金属钴资源较为贫乏,而作为一种战略性贵重金属,近年来钴的价格持续上扬,因此,Ti(C,N)基金属陶瓷刀具材料的研制开发和广泛应用,不仅可推动我国硬质合金材料的升级换代,而且在提高国家资源保障程度方面也具有重要的意义。 我们研制的是添加TiN的Ti(C,N)基金属陶瓷。由于TiC比WC具有更高的硬度和耐磨性,TiN的加入可起到细化晶粒的作用,故Ti(C,N)基金属陶瓷可表现出比WC基或TiC基硬质合金更为优越的综合性能。这种新型金属陶瓷刀具材料的广泛应用是以其成功的连接技术为前提的,国内外对陶瓷与金属的连接开展了不少的研究,但对于金属陶瓷与金属连接的技术研究较少,以致于限制了Ti(C,N)基金属陶瓷材料在工业生产中的广泛应用。常用的连接陶瓷与金属的焊接方法有真空电子束焊、激光焊、真空扩散焊和钎焊等。在这些连接方法中,钎焊、扩散焊连接方法比较成熟、应用较广泛,过渡液相连接等新的连接方法和工艺正在研究开发中。本文在总结各种陶瓷与金属焊接方法的基础上,对金属陶瓷与金属的焊接技术进行初步探讨,在介绍各种适用于金属陶瓷与金属焊接技术方法的同时,指出其优缺点和有待研究解决的问题,以期推动金属陶瓷与金属焊接技术的研究,进而推广这种先进工具材料在工业领域的应用。 Ti(C,N)基金属陶瓷性能特点及应用现状 Ti(C,N)基金属陶瓷是在TiC基金属陶瓷基础上发展起来的一类新型工模具材料。按其组成和性能不同可分为:①成分为TiCNiMo的TiC基合金;②添加其它碳化物(如WC、TaC等)和金属(如Co)的强韧TiC基合金;③添加TiN的TiC TiN(或TiCN)基合金;④以TiN为主要成分的TiN基合金。 Ti(C,N)基金属陶瓷的性能特点如下: (1)高硬度,一般可达HRA91~93.5,有些可达HRA94~95,即达到非金属陶瓷刀具硬度水平。 (2)有很高的耐磨性和理想的抗月牙洼磨损能力,在高速切削钢料时磨损率极低,其耐磨性可比WC基硬质合金高3~4倍。 (3)有较高的抗氧化能力,一般硬质合金月牙洼磨损开始产生温度为850~900℃,而Ti(C,N)基金属陶瓷为1100~1200℃,高出200~300℃。TiC氧化形成的TiO2有润滑作用,所以氧化程度较WC基合金低约10%。 (4)有较高的耐热性,Ti(C,N)基金属陶瓷的高温硬度、高温强度与高温耐磨性都比较好,在1100~1300℃高温下尚能进行切削。一般切削速度可比WC基硬质合金高2~3倍,可达200~400m/min。 (5)化学稳定好,Ti(C,N)基金属陶瓷刀具切削时,在刀具与切屑、工件接触面上会形成Mo2O3、镍钼酸盐和氧化钛薄膜,它们都可以作为干润滑剂来减少摩擦。Ti(C,N)基合金与钢不易产生粘结,在700~900℃时也未发现粘结情况,即不易产生积屑瘤,加工表面粗糙度值较低。 Ti(C,N)基金属陶瓷在具有良好综合性能的同时还可以节约普通硬质合金所必需的
金属基复合材料的制备方法
金属基复合材料的制备技术 摘要:现代科学技术的发展和工业生产对材料的要求日益提高,使普通的单一材料越来越难以满足实际需要。复合材料是多种材料的统计优化,集优点于一身,具有高强度、高模量和轻比重等一系列特点。尤其是金属基复合材料(MMCs)具有较高工作温度和层间剪切强度,且有导电、导热、耐磨损、不吸湿、不放气、尺寸稳定、不老化等一系列的金属特性,是一种优良的结构材料。 Abstract: The development of modern science and technology and industrial production of materials requirements increasing, the ordinary single material is more and more difficult to meet the actual needs. Composite material is a variety of statistical optimization, set merit in a body, has the advantages of high strength, high modulus and light specific gravity and a series of characteristics. Especially the metal matrix composite ( MMCs ) has the high working temperature and interlaminar shear strength, and a conductive, thermal conductivity, wear resistance, moisture, do not bleed, dimensional stability, aging and a series of metal properties, is a kind of structural material. 关键词:复合材料(Composite material)、发展概况(Development situation)、金属基复合材料(Metal base composite materia l)、发展前景(Development prospect) 正文: 一:复合材料简介 复合材料是由两种或两种以上不同物理、化学性质的物质以微观或宏观的形式复合而成的多相材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。复合材料的基体材料分为金属和非金属两大类。复合材料按其组成分为金属与金属复合材料、非金属与金属复合材料、非金属与非金属复合材料。按其结构特点又分为:①纤维复合材料。②夹层复合材料。③细粒复合材料。④混杂复合材料。[1] 二:金属基复合材料简介 (1)定义:金属基复合材料是以金属或合金为基体,以高性能的第二相为增强体的复合材料。它是一类以金属或合金为基体, 以金属或非金属线、丝、纤维、晶须或颗粒状组分为增强相的非均质混合物, 其共同点是具有连续的金属基体。 (2)分类:按增强体类型分为:1.颗粒增强复合材料;2.层状复合材料;3.纤维增强复合材料 按基体类型分为:1.铝基复合材料;2.镍基复合材料;3.钛基复合材料;4.镁基复合材料 按用途分为:1.结构复合材料;2.功能复合材料 (3)性能特征:金属基复合材料的性能取决于所选用金属或合金基体和增强物的特性、含量、分布等。综合归纳金属基复合材料有以下性能特点。 A.高比强度、比模量 B. 良好的导热、导电性能 C.热膨胀系数小、尺寸稳定性好 D.良好的高温性能和耐磨性
冷金属过渡焊接技术(CMT)
CMT冷金属过渡焊接技术 CMT是冷金属过渡焊接技术的缩写,据Elb-Form公司称,CMT冷金属过渡焊接是一种不产生任何焊渣飞溅的焊接工艺技术。经过2个月的安装调试,CMT冷金属过渡焊接设备可用于大批量生产六种不同的产品。 焊接不同壁厚的零部件时,要求具有良好焊缝厚度的厚工件要过渡到薄工件,并且在焊缝厚度过渡区仅具有少量的热传导。同时,从外观质量和安全保护的角度来看,焊缝处也不允许有飞溅的焊渣出现。在这种要求下,传统的气体保护焊接(MSG)已经无能为力,因为气体保护焊之后经常需要进行补焊修复和焊渣的清理工作,而这些成为制约气体保护焊技术对不同厚度板材进行焊接的瓶颈。 对于这些焊接难题,Elb-Form有限责任公司的Helmut Haspl先生表示,由Fronius公司研发生产的CMT冷金属过渡焊接设备可以解决所有的问题,从而保证顺利的生产过程,避免返修。Elb-Form公司的主要产品是形状复杂、采用内高压变型加工工艺(IHU)制造的空腔钢结构件、铬-镍钢结构件和铝合金结构件。主要为汽车工业、飞机制造业、摩托车和自行车制造业提供高强度薄壁、轻结构合金材料结构件。在经过变型加工后,这些零件将在机器人焊接设备中焊接成为较大的部件,以供生产厂家使用。一次调整完毕后,CMT冷金属过渡焊接设备即可自动保证极高的焊接质量。 CMT冷金属过渡焊接技术 由Fronius公司在2004年欧洲板材技术博览会上展示的CMT冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。所谓冷金属过渡,指的是数字控制方式下的短电弧和焊丝的换向送丝监控。其中的换向送丝系统由前、后两套协同工作的焊丝输送机构组成,从而使焊丝的输送过程呈间断的送丝。后送丝机构按照恒定的送丝速度向前送丝,前送丝机构则按照控制系统的指令以70Hz的频率控制着脉冲式的电焊丝输送。 数字式焊接控制系统能够知道电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节中脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。之后,重新生成焊接电弧,开始新一轮的焊接过程。这种
金属材料焊接性知识要点(最新整理)
金属材料焊接性知识要点 1. 金属焊接性:指同质材料或异质材料在制造工艺条件下,能够形成完整接头并满足预期使用要求的能力。包括(工艺焊接性和使用焊接性)。 2. 工艺焊接性:金属或材料在一定的焊接工艺条件下,能否获得优质致密无缺陷和具有一定使用性能的焊接接头能力。 3. 使用焊接性:指焊接接头和整体焊接结构满足各种性能的程度,包括常规的力学性能。 4. 影响金属焊接性的因素:1、材料本因素2、设计因素3、工艺因素4、服役环境 5. 评定焊接性的原则:(1)评定焊接接头中产生工艺缺陷的倾向,为制定合理的焊接工艺提供依据;(2)评定焊接接头能否满足结构使用性能的要求。 6. 实验方法应满足的原则:1可比性 2针对性 3再现性 4经济性 7. 常用焊接性试验方法: A:斜Y坡口焊接裂纹试验法: 此法主要用于评定碳钢和低合金高强钢焊接热影响区对冷裂纹的敏感性。 B:插销试验 C:压板对接焊接裂纹试验法 D:可调拘束裂纹试验法 一问答:1、“小铁研”实验的目的是什么,适用于什么场合?了解其主要实验步骤,分析影响实验结果稳定性的因素有哪些? 答:1、目的是用于评定用于评定碳钢和低合金高强钢焊接热影响区对冷裂纹的敏感性。评定碳钢和低合金高强钢焊接热影响区对冷裂纹的敏感性时,影响结果稳定因素焊接接头拘束度预热温度角变形和未焊透。(一般认为低合金钢“小铁研实验”表面裂纹率小于20%时。用于一般焊接结构是安全的) 2、影响工艺焊接性的主要因素有哪些? 答:影响因素:(1)材料因素包括母材本身和使用的焊接材料,如焊条电弧焊的焊条、埋弧焊时的焊丝和焊剂、气体保护焊时的焊丝和保护气体等。 (2)设计因素焊接接头的结构设计会影响应力状态,从而对焊接性产生影响。 (3)工艺因素对于同一种母材,采用不同的焊接方法和工艺措施,所表现出来的焊接性有很大的差异。 (4)服役环境焊接结构的服役环境多种多样,如工作温度高低、工作介质种类、载荷性质等都属于使用条件。 3、举例说明有时工艺焊接性好的金属材料使用焊接性不一定好。 答:金属材料使用焊接性能是指焊接接头或整体焊接结构满足技术条件所规定的各种使用性能主要包括常规的力学性能或特定工作条件下的使用性能,如低温韧性、断裂韧性、高温蠕变强度、持久强度、疲劳性能以及耐蚀性、耐磨性等。而工艺焊接性是指金属或材料在一定的焊接工艺条件下,能否获得优质致密、无缺陷和具有一定使用性能的焊接接头的能力。比如低碳钢焊接性好,但其强度、硬度却没有高碳钢好。 4、为什么可以用热影响区最高硬度来评价钢铁材料的焊接冷裂纹敏感性?焊接工艺条件对热影响区最高硬度有什么影响? 答:因为(1).冷裂纹主要产生在热影响区; (2)其直接评定的是冷裂纹产生三要素中最重要的,接头淬硬组织,所以可以近似用来评价冷裂纹。 一般来说,焊接接头包括热影响区,它的硬度值相对于母材硬度值越高,证明焊接接头的
氧化铝陶瓷的制备实验指导书
结构陶瓷的制备通常由所需起始物料的细粉,加入一定的结合剂,根据合适的配比混合后,选择适当的成型方法,制成坯体。坯体经干燥处理后,进行烧结而得到。坯体经烧结后,宏观上的反映为坯体有一定程度的收缩,强度增大,体积密度上升,气孔率下降,物理性能得到提高。 实验目的: 1.选用氧化铝粉体,通过干法成型,制备氧化铝陶瓷。 2.选用合适的烧结助剂,促进氧化铝陶瓷的烧结,加深对陶瓷烧结的理解。 3.熟悉陶瓷常用物理性能的测试方法 实验原理: 氧化物粉体经成型后得到的生坯,颗粒间只有点接触,强度很很低,但通过烧结,虽在烧结时既无外力又无化学反应,但能使点接触的颗粒紧密结成坚硬而强度很高的瓷体,其驱动力为粉体具有较高的表面能。但纯氧化铝陶瓷的烧结需要的温度很高,为在较低的温度下完成烧结,需要向体系中加入一定的助烧剂,使其能在相对较低的温度下出现液相而实现液相烧结。 本实验中,采用向氧化铝粉体中加入适量的二氧化硅粉体以促进烧结,而达到氧化铝陶瓷烧结的目的。 实验仪器: 天平、烧杯、压力机、模具、游标卡尺、电炉等 实验步骤: 1.配料。将氧化铝、氧化锆粉体按80:20的质量比例混合均匀,并外加入 5%的水起结合作用。 2.制样。称取适量混合好的粉体,倒入模具内,压制成型。并量尺寸,计算 生坯的体积密度。 3.干燥。将成型好的生坯充分干燥。 4.烧结。将干燥后的生坯置于电炉内,在1600℃的条件下保温3小时。 5.检测。测量烧后试样的尺寸,计算其体积密度。计算烧结前后线变化率。
1.实验目的 2.实验仪器 3.实验数据记录及数据处理 起始物料的配比;结合剂的加入量;烧结前后试样的体积密度及质量变化;烧结前后的线变化率。 4.思考题: 1)助烧剂的作用机理是什么? 2)常用体积密度的测试方法有哪几种?
陶瓷与金属焊接
陶瓷与金属焊接技术:金属陶瓷材料发展应用 的关键 (Jul 31 2007 03:37PM ) Ti(C,N)基金属陶瓷是一种颗粒型复合 材料,是在TiC基金属陶瓷的基础上发展起来的新型金属陶瓷。Ti(C,N)基金属 陶瓷具有高硬度、耐磨、耐氧化、耐腐蚀等一系列优良综合性能,在加工中显示出较高的红硬性和强度,它在相同硬度时耐磨性高于WCCo硬质合金,而其密度却只有硬质合金的1/2。因此,Ti(C,N)基金属陶瓷刀具在许多加工场合下可成功地取代WC基硬质合金而被广泛用作工具材料,填补了WC基硬质合金和Al2O3陶瓷刀具材料之间的空白。我国金属钴资源较为贫乏,而作为一种战略性贵重金属,近年来钴的价格持续上扬,因此,Ti(C,N)基金属陶瓷刀具 材料的研制开发和广泛应用,不仅可推动我国硬质合金材料的升级换代,而且在提高国家资源保障程度方面也具有重要的意义。
我们研制的是添加TiN的Ti(C,N)基金属陶瓷。由于TiC比WC具有更高的硬度和耐磨性,TiN的加入可起到细化晶粒的作用,故Ti(C,N)基金属陶瓷可表现出比WC基或TiC基硬质合金更为优越的综合性能。这种新型金属陶瓷刀具材料的广泛应用是以其成功的连接技术为前提的,国内外对陶瓷与金属的连接开展了不少的研究,但对于金属陶瓷与金属连接的技术研究较少,以致于限制了Ti(C,N)基金属陶瓷材料在工业生产中的广泛应用。常用的连接陶瓷与金属的焊接方法有真空电子束焊、激光焊、真空扩散焊和钎焊等。在这些连接方法中,钎焊、扩散焊连接方法比较成熟、应用较广泛,过渡液相连接等新的连接方法和工艺正在研究开发中。本文在总结各种陶瓷与金属焊接方法的基础上,对金属陶瓷与金属的焊接技术进行初步探讨,在介绍各种适用于金属陶瓷与金属焊接技术方法的同时,指出其优缺点和有待研究解决的问题,
金属材料的焊接性能
金属材料的焊接性能 (2014.2.27) 摘要:对各种常用金属材料的焊接性能进行研究,通过参考各类焊接丛书及焊接前辈多年的经验总结,对常用金属材料的焊接工艺可行性起指导作用。 关键词:碳当量;焊接性;焊接工艺参数;焊接接头 1 前言 随着中国特种设备制造业的不断发展,我们在制造产品时所用到的金属材料种类也在不断增加,相应地所必须掌握的各种金属材料的焊接性能也在不断研究和更新中,为了实际产品制造的焊接质量,熟悉金属材料的焊接性能,以制定正确的焊接工艺参数,从而获得优良的焊接接头起到至关重要的指导作用。 2 金属材料的焊接性能 2.1 金属材料焊接性的定义及其影响因素 2.1.1 金属材料焊接性的定义 金属材料的焊接性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的能力。一种金属,如果能用较多普通又简便的焊接工艺获得优良的焊接接头,则认为这种金属具有良好的焊接性能金属材料焊接性一般分为工艺焊接性和使用焊接性两个方面。 工艺焊接性是指在一定焊接工艺条件下,获得优良,无缺陷焊接接头的能力。它不是金属固有的性质,而是根据某种焊接方法和所采用的具体工艺措施来进行的评定。所以金属材料的工艺焊接性与焊接过程密切相关。 使用焊接性是指焊接接头或整个结构满足产品技术条件规定的使用性能的程度。使用性能取决于焊接结构的工作条件和设计上提出的技术要求。通常包括力学性能、抗低温韧性、抗脆断性能、高温蠕变、疲劳性能、持久强度、耐蚀性能和耐磨性能等。例如我们常用的S30403,S31603不锈钢就具有优良的耐蚀性能,16MnDR,09MnNiDR低温钢也有具备良好的抗低温韧性性能。
HfC陶瓷先驱体的制备及其性能研究
Material Sciences 材料科学, 2017, 7(8), 716-724 Published Online November 2017 in Hans. https://www.360docs.net/doc/a513683912.html,/journal/ms https://https://www.360docs.net/doc/a513683912.html,/10.12677/ms.2017.78094 Preparation and Properties of HfC Ceramic Precursor Liyan Zhang, Xiaozhou Wang, Yifei Wang Science and Technology on Advanced Ceramic Fibers and Composites Laboratory, National University of Defense Technology, Changsha Hunan Received: Nov. 5th, 2017; accepted: Nov. 19th, 2017; published: Nov. 27th, 2017 Abstract As an important ultra-high temperature ceramics (UHTCs), HfC ceramics have been considered to be one of the most promising materials for the application in aerospace. A precursor for HfC ce-ramic was prepared by using hafnium tetrachloride, methanol, acetylacetone, and 1,4-butanediol as raw materials. The composition, structure and pyrolysis process of the obtained precursor was investigated by elemental analysis, Fourier transform infrared (FTIR), XPS and TG-MS. The results show that, the precursor mainly contains Hf, C, O, Cl, with a linear structure of Hf-O-C. The compo-sition, structure and properties of the pyrolysis products were analyzed by elemental analysis, XRD and SEM. It is found that hafnia still remain in the products after being treated at 1600?C in argon. In addition, the carbothermal reduction had started at 1200?C, and only HfC existed after the heat treatment of 1600?C in vacuum. Keywords HfC, Ultra-High-Temperature, Precursor, Ceramic HfC陶瓷先驱体的制备及其性能研究 张丽艳,王小宙,王亦菲 国防科技大学,航天科学与工程学院新型陶瓷纤维及其复合材料重点实验室,湖南长沙 收稿日期:2017年11月5日;录用日期:2017年11月19日;发布日期:2017年11月27日 摘要 HfC陶瓷具有优异的耐超高温性能,在航空航天领域具有广阔的应用前景。本文以四氯化铪、乙酰丙酮、甲醇、1,4-丁二醇为原料合成了HfC陶瓷先驱体。采用元素分析、红外光谱、XPS、TG-MS等对先驱体的
金属多孔材料的制备及应用_于永亮
金属多孔材料的制备及应用 于永亮,张德金,袁勇,刘增林 (粉末冶金有限公司) 摘要:在归纳分析目前国内外各种制备多孔材料新技术的基础上,阐述了多孔材料在过滤、电极材料、催化载体、消音材料、生物和装饰材料方面应用及未来发展前景。 关键词:多孔材料功能结构制备方法金属加工 0前言 多孔材料是一种由相互贯通或封闭的孔洞构成网络结构的材料,孔洞的边界或表面由支柱或平板构成。由于多孔材料具有相对密度低、比强度高、比表面积大、重量轻、隔音、隔热、渗透性好等优点,其应用范围远远超过单一功能的材料。近年来金属多孔材料的开发和应用日益受到人们的关注。目前,金属多孔材料已经在冶金、石油、化工、纺织、医药、酿造等国民经济部门以及国防军事等部门得到了广泛的应用。从20世纪中叶开始,世界科技较发达国家竞相投入到多孔金属材料的研究与开发之中,并相继研发了各种不同的制备工艺。 1金属多孔材料的制备工艺 1.1粉末冶金(PM)法[1] 该方法的原理是将一种或多种金属粉末按一定的配比混合均匀后,在一定的压力下压制成粉末压坯。将成形坯在烧结炉中进行烧结,制得具有一定孔隙度的多孔金属材料。或不经过成形压制,直接将粉末松装于模具内进行无压烧结,即粉末松装烧结法。 1.2纤维烧结法[2] 纤维烧结法与粉末冶金法基本类似。用金属纤维代替金属粉末颗粒,选取一定几何分布的金属纤维混合均匀,分布成纤维毡,随后在惰性气氛或还原性气氛保护的条件下烧结制备金属纤维材料。该法制备的金属多孔材料孔隙度可在很大范围内调整。 作者简介:于永亮(1981-),男,2006年7月毕业于中南大学粉末冶金专业。现为莱钢粉末冶金有限公司技术科助理工程师,主要从事生产技术及质量管理工作。1.3发泡法[3] 1)直接吹气法。对于制备泡沫金属,直接吹气法是一种简便、快速且低耗能的方法。 2)金属氢化物分解发泡法。这种方法是在熔融的金属液中加入发泡剂(金属氢化物粉末),氢化物被加热后分解出H2,并且发生体积膨胀,使得液体金属发泡,冷却后得到泡沫金属材料。 3)粉末发泡法。该方法的基本工艺是将金属与发泡剂按一定的比例混合均匀,然后在一定的压力下压制成形。将成形坯经过进一步加工,如轧制、模锻等,使之成为半成品,然后将半成品放入一定的钢模中加热,使得发泡剂分解放出气体发泡,最后得到多孔泡沫金属材料。 1.4自蔓延合成法[4] 自蔓延高温合成法是一种利用原材料组分之间化学反应的强烈放热,在维持自身反应继续进行的同时产生大量孔隙的材料合成方法。该方法放热反应可迅速扩展(即自蔓延),在极短时间内即可完成全部燃烧反应。同时因为反应时的温度高,故容易得到高纯度材料。这种方法主要是依靠反应过程中产生的液体和气体的运动而得到多孔结构,因此其孔隙大多是相互连通的,采用这种方法制备的多孔材料孔隙度可达到60%以上。然而,由于在自蔓延高温合成过程中,其热量释放和反应过程过于剧烈,容易导致材料的变形和开裂,同时不利于材料的孔结构控制和近净成形。 1.5铸造法[5] 1)熔模铸造法。熔模铸造法是先将已经发泡的塑料填入一定几何形状的容器内,在其周围倒入液态耐火材料,在耐火材料硬化后,升温加热使发泡塑料气化,此时模具就具有原发泡塑料的形状,将液态金属浇注到模具内,在冷却后把耐火材料与 36 莱钢科技2011年6月
冷金属过渡技术
冷金属过渡技术简介 摘要:Fronius 公司CMT(Coid Metai Transfer)冷金属过渡技术是在MIG/MAG 焊基础上开发的种革新技术第一次将送丝运动与熔滴过渡过程进行数字化协调焊接热输入量大幅降低,可实现 0.3 mm以上薄板的无飞溅、高质量MIG/MAG熔焊和MIG钎焊。 关键词:CMT 冷金属过渡焊丝回抽 THE COLD METAL TRANSITION TECHOLOGY INTRODUCITON Abstract: Fronius company CMT (Coid Metai Transfer) the cold metal transition technology is in the MIG/MAG based on the development of welding.Can realize more than 0.3 mm thin no splash of high quality MIG/MAG MIG welding and soldering Keywords: CMT the cold metal welding wire back to a transition) 1、前言 CMT 冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。所谓冷金属过渡,是指数字控制方式下的短电弧和焊丝的换向送丝监控。换向送丝系统由前、后两套协同工作的焊丝输送机构组成,使焊丝的输送过程为间断送丝。后送丝机构按照恒定的送丝速度向前送丝,前送丝机构则按照控制系统的指令以70 Hz 的频率控制着脉冲式的焊丝输送。 数字式焊接控制系统能够根据电弧生成的开始时间自动降低焊接电流,直到电弧熄灭,并调节中脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,进一步将焊丝向前送出。之后,重新生成焊接电弧,开始新一轮的焊接过程。这种“冷-热”之间的交替变化大大降低了焊接热量的产生,并减少了焊接热在被焊接件中的传导。除此之外,还可实现多种功能:正确设置熔滴参数,实现更好的焊缝厚度过渡,并具有很高的焊接速度且不产生任何飞溅。 1、技术原理 CMT冷金属过渡技术的基本原理是:电弧燃烧过程中,焊丝向熔池方向运动,当焊丝与熔池接触时,电弧熄灭,焊接电流减小,短路接触时,焊丝回抽帮助熔滴脱
二氧化锆陶瓷的制备及性能分析
特种陶瓷综合论文 院(部、中心)材料科学与工程学院 姓名 x x x 学号 xxx 专业材料科学与工程班级 xx 课程名称特种陶瓷材料综合论文 设计题目名称氧化锆陶瓷的制备及性能分析 起止时间 成绩 指导教师 xxx大学教务处制
目录 一、氧化锆的基本性质及应用 (1) 1.1氧化锆的基本性质 (1) 1.2氧化锆的应用 (1) 二、氧化锆粉料的制备 (1) 2.1常用微粉 (2) 2.2 超细粉制备 (2) 三、氧化锆陶瓷的成型 (4) 3.1 热压铸成型 (4) 3.2 干压成型 (4) 3.3 等静压成型 (6) 3.4注浆成型 (6) 3.5流延成型 (6) 3.6凝胶注模成型 (7) 四、氧化锆陶瓷的烧结 (7) 4.1 真空烧结炉 (8) 4.2实验室烧结炉 (10) 五、氧化锆陶瓷的性能测试 (11) 5.1体积密度、吸水率和气孔率的测定 (11) 5.2 抗压强度的测定 (12) 5.3 三点抗弯强度 (12) 5.4 SEM 测试分析 (12)
一、氧化锆的基本性质及应用 1.1氧化锆的基本性质 氧化锆是自然界中以斜锆石存在的一种矿物,是一种耐高温、耐磨损、耐腐蚀的无机非金属材料。它的熔点高达2700摄氏度。白色重质无定形粉末,无臭、无味。溶于2份硫酸和1份水的混合液中,微溶于盐酸和硝酸,慢溶于氢氟酸,几乎不溶于水。有刺激性。相对密度5.85。熔点 2680℃。沸点4300℃。硬度次于金刚石[1]。能带间隙大约为5-7eV 。一般常含有少量的氧化铪。化学性质不活泼,且高熔点、高电阻率、高折射率和低热膨胀系数的性质,使它成为重要的耐高温材料、陶瓷绝缘材料和陶瓷遮光剂。纯的ZrO 2在常压下共有三种晶型:从低温到高温一次为单斜相、四方相、和立方相。氧化锆晶型转变如下:[2] 221170℃2370℃t 2 950℃m ZrO ZrO c ZrO --- 1.2氧化锆的应用 主要用于压电陶瓷制品、日用陶瓷、耐火材料及贵重金属熔炼用的锆砖、锆管、坩埚等。也用于生产钢及有色金属、光学玻璃和氧化锆纤维。还用于陶瓷颜料、静电涂料及烤漆[3]。 氧化锆还是一种很优秀的高科技生物材料。生物相容性好,优于各种金属合金,包括黄金。氧化锆全瓷牙具有极高的密合性,且对牙龈无刺激、无过敏反应,很适合应用于口腔。导热性能极低,仅为黄金的十七分之一,更有利于牙髓的保护。质量轻,密度仅为黄金的四分之一,患者佩戴更舒适。 二、氧化锆粉料的制备 氧化锆陶瓷的生产要求制备高纯、分散性能好、粒子超细、粒度分布窄的粉体,氧化锆超细粉末的制备方法很多。氧化锆的提纯主要有氯化和热分解法、碱
陶瓷的制备方法实验报告
一.实习目的 掌握陶瓷主要工艺实验的原理、方法与一定的操作技能,通过陶瓷工艺综合实验了解陶瓷产品的设计程序与工艺过程,培养综合设计实验的能力,提高分析问题、解决问题和动手能力。 二.实习时间 2013年11月22日 三.实习地点 南信大尚贤实验室及江都金刚机械厂 四实习过程 1.陶瓷材料 A概念:用天然或合成化合物经过成形和高温烧结制成的一类无机非金属材料。它具有高熔点、高硬度、高耐磨性、耐氧化等优点。可用作结构材料、刀具材料,由于陶瓷还具有某些特殊的性能,又可作为功能材料。 B 分类:普通材料:采用天然原料如长石、粘土和石英等烧结而成,是典型 的硅酸盐材料,主要组成元素是硅、铝、氧,这三种元素占地壳元素总量的90%,普通陶瓷来源丰富、成本低、工艺成熟。这类陶瓷按性能特征和用途又可分为日用陶瓷、建筑陶瓷、电绝缘陶瓷、化工陶瓷等。 特种材料:采用高纯度人工合成的原料,利用精密控制工艺成形烧结制成, 一般具有某些特殊性能,以适应各种需要。根据其主要成分,有氧化物陶瓷、氮化物陶瓷、碳化物陶瓷、金属陶瓷等;特种陶瓷具有特殊的力学、光、声、电、磁、热等性能。 C性能: (1)力学特性:陶瓷材料是工程材料中刚度最好、硬度最高的材料,其硬度大多在1500HV以上。陶瓷的抗压强度较高,但抗拉强度较低,塑性和韧性很差。(2)热特性:陶瓷材料一般具有高的熔点(大多在2000℃以上),且在高温下具有极好的化学稳定性;陶瓷的导热性低于金属材料,陶瓷还是良好的隔热材料。同时陶瓷的线膨胀系数比金属低,当温度发生变化时,陶瓷具有良好的尺寸稳定性。 (3)电特性:大多数陶瓷具有良好的电绝缘性,因此大量用于制作各种电压(1kV~110kV)的绝缘器件。铁电陶瓷(钛酸钡BaTiO3)具有较高的介电常数,可用于制作电容器,铁电陶瓷在外电场的作用下,还能改变形状,将电能转换为机械能(具有压电材料的特性),可用作扩音机、电唱机、超声波仪、声纳、医疗用声谱仪等。少数陶瓷还具有半导体的特性,可作整流器。 (4)化学特性:陶瓷材料在高温下不易氧化,并对酸、碱、盐具有良好的抗腐蚀能力。 (5)光学特性:陶瓷材料还有独特的光学性能,可用作固体激光器材料、光导纤维材料、光储存器等,透明陶瓷可用于高压钠灯管等。磁性陶瓷(铁氧体如:MgFe2O4、CuFe2O4、Fe3O4)在录音磁带、唱片、变压器铁芯、大型计算机记忆元件方面的应用有着广泛的前途。 2.实验材料 粘土:是多种微细的矿物的混合体,其矿物的粒径多数小于2μm,主要是由粘土矿物和其他矿物组成的并且具有一定特性的(其中主要是可塑性)土状岩石
陶瓷与金属的连接方法
陶瓷与金属的连接方法 陶瓷与金属的连接方法主要有:粘合剂粘接、机械连接、熔化焊、钎焊、固相扩散连接、自蔓延高温合成连接、瞬时液相连接等连接方法。将陶瓷与金属连接起来制成复合构件,可充分发挥两种材料的性能优点,对于改善结构件内部应力分布状态、降低制造成本、拓宽陶瓷材料的应用范围具有特别重要的意义。1、粘合剂粘接:是利用胶粘剂将陶瓷与金属连接在一起,主要应用于飞机的应急修理、炮弹与导弹的辅助件连接、涡轮和压缩机转子的修复等处。尽管粘接连接可以一定程度缓解陶瓷与金属间的热应力且工 艺简单、效率高,但接头强度通常小于100MPa,使用温度一般低于200℃,大多用于静载荷和超低静载荷零件。2、机械连接:机械连接是一种借助结构设计的连接方法,有螺栓连接和热套连接两种。机械连接由于方便已经在部分增压转子与金属的连接中应用。热套连接获得的接头具有一定的气密性,但仅限于低温使用,且这种接头具有较大的残余应力。3、钎焊连接:钎焊是最常用的连接陶瓷与金属的方法之一,它是以熔点比母材低的材料做钎料,加热到略高于钎料熔点的温度,利用熔化的液态钎料润湿被连接材料表面,从而填充接头间隙,通过母材与钎料间元素的互扩散实现连接。包括直接钎焊和间接钎焊。4、固相扩散连接:
是将被连接材料置于真空或惰性气氛中,使其在高温和压力作用下局部发生塑性变形,通过原子间的互扩散或化学反应形成反应层,实现可靠连接。按连接方式,可分为直接扩散连接和间接扩散连接。固相扩散连接适用于各种陶瓷与金属的连接,相对于钎焊连接,其具有连接强度高,接头质量稳定、耐腐蚀性能好,可实现大面积连接,且接头不存在低熔点钎料金属或合金,能够获得耐高温接头等优点。5、熔化焊:采用高能束具有加热和冷却速度快的优点,能在陶瓷不熔化的条件下使金属熔化,形成连接。熔化焊连接陶瓷和金属主要包括激光焊和电子束焊接。此法能获得高温下稳定的接头,但是需要对被连接材料进行预热和缓冷,而且陶瓷与金属组配相对困难,连接工艺参数难以控制,设备造价昂贵。6、瞬时液相连接:简称为TLP 连接或液相扩散焊,是在真空条件下,施加较小或不施加压力,当温度达到中间层熔点或中间层与母材元素通过互扩散形成低熔共晶 产物时,在中间层与母材之间形成液相薄膜,通过中间层降熔元素向母材扩散及母材中高熔点元素向液相中溶解,使液相层熔点不断升高,并在等温条件下凝固,最后经过均匀化形成致密接头。瞬时液相连接综合了钎焊和固相扩散焊的优点,已经成功应用在金属间化合物、先进陶瓷、耐热耐蚀超合金、单晶合金等多种先进材料的连接。7、自蔓延高温合成(SHS)连接:是在陶瓷和金属之间预置高温焊料,