零件尺寸检验报告
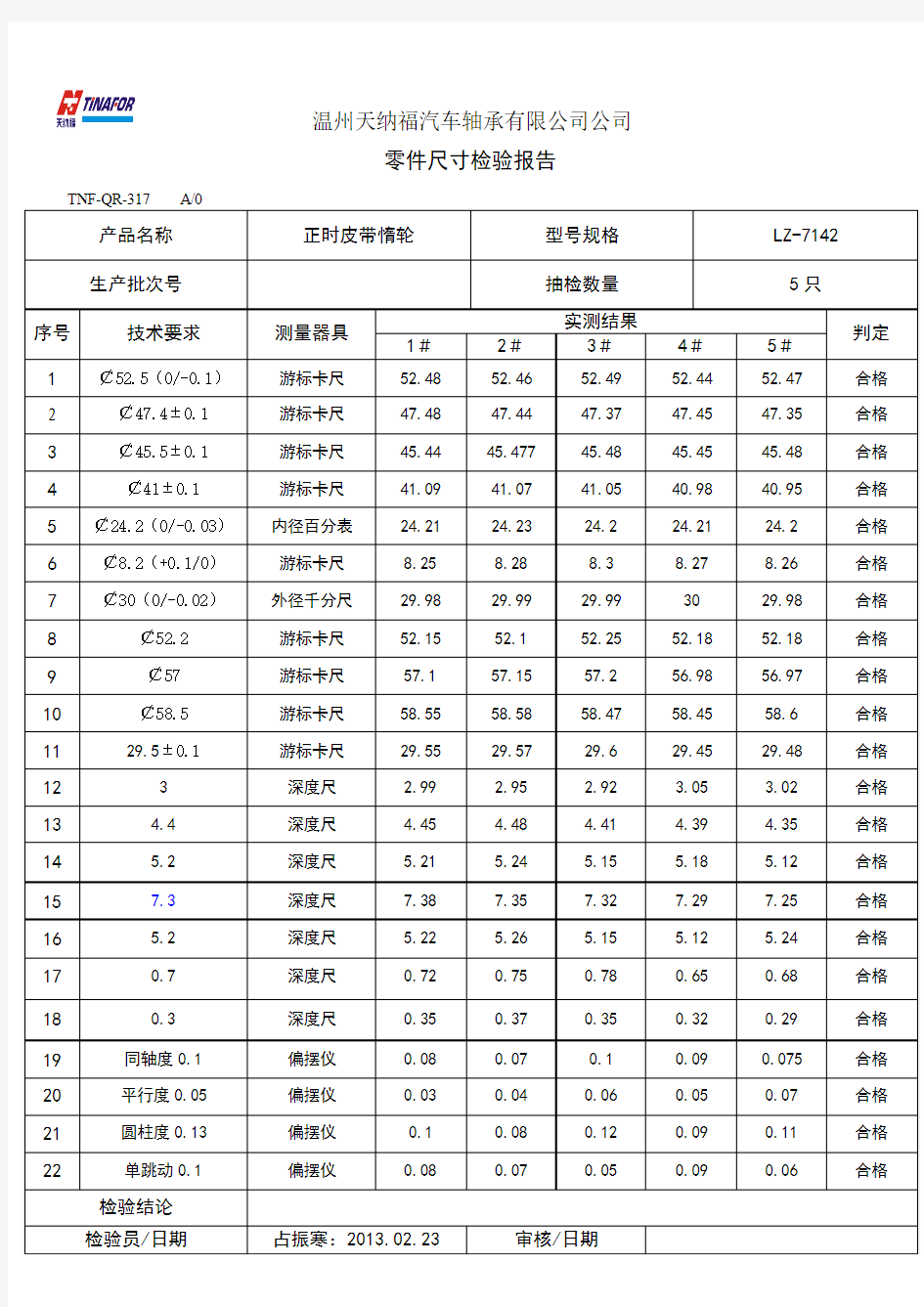
温州天纳福汽车轴承有限公司公司零件尺寸检验报告
全尺寸检验作业指导书
XX 有限公司作业文件 文件编号:JT/C-8.2.4J-006 版号:A/0 全尺寸检验作业 指导书 批准: 审核: 编制: 受控状态:分发号: 2006年11月15 日发布2006年11月15日实施
全尺寸检验指导书JT/C-8.2.4J-006 1. 目的 根据顾客的要求和/或本公司控制计划的要求,规定合理的全尺寸检验的频次,使公司所生产产品的全过程,包括从原材料接收、生产、成品入库直到出厂,得到有效的控制。 2. 适用范围 本程序适用本公司的所有产品的全尺寸检验。 3. 职责 3.1 技术科负责制定合理的产品/材料的性能试验和全尺寸检测项目指标。 3.2 检验科负责产品和/或材料的性能试验和产品进行全尺寸检验。 3.3车间或仓库负责配合全尺寸检验的实施。 4.全尺寸检验的时机 4.1全尺寸检验要求的确定。 4.1.1根据公司产品特性和风险、品种数量的多少、质量的稳定性、顾客的要求等确定全尺寸检验的频次: 1. 根据顾客的要求的频次对所有的产品进行全尺寸检验和试验。 2. 根据技术科的要求对于产品和模具在长期停放后做全尺寸检验和 试验。 3.根据控制计划的要求进行全尺寸检验。 4.1.2当出现内部或外部客户抱怨、监测系统反应质量出现异常波动时,应考虑追加全尺寸检验的频次。 5全尺寸检验的实施 5.1全尺寸检验的資料输入 ?图纸; ?技术规范; ?生产工艺文件,生产过程描述; ?检验技术规范; ?缺陷目录(缺陷评定,例如︰主要和次要缺陷); ?极限样品; ?评定方法要求; 5.2 全尺寸检验的抽样要求 5.2.1全尺寸检验应在最近的生产批中进行,这是为了能够了解最新生产过程的影响。 5.2.2用于全尺寸检验的零件要直接从仓库中或从准备交付给顾客的原包装中抽样,以便能同时对装箱质量、包装清洁与否进行评价。检测结果进行
全尺寸检验规范
Subject:
Subject: 1.0 目的 本规范是为了规范产品全尺寸检测过程,用以验证产品与技术标准之间的符合性。防止缺陷产品流入客户,保证为客户提供合格产品。 2.0 适用范围 本规范适用于公司现交付的所有产品的全尺寸检测。 3.0 职责 品质部负责全尺寸检测规范的实施工作。 其他部门负责协助品质部开展本项工作。 4.0 工作程序 4.1 品质部于每年12月25日前拟制次年的《年度产品全尺寸检测计划》,经部门经理审核,主管领导批准后下发实施。若在实施过程中,有新增加的产品,需纳入当月的《月度全尺寸检测计划》。 4.2 检验人员根据《年度产品全尺寸检测计划》、《月度全尺寸检测计划》和产品图纸对产品进行全尺寸检测。检测结果记录于产品成绩检查表上。检测结果完全符合图纸要求后,将相关的质量记录进行归档处理。 4.3 若检验人员在检测过程中,发现实物尺寸与图纸要求不相符时,应通知生产现场、库房、品质部对该产品进行不合格品标识、隔离。如果该产品已经发往客户,应立即告知客户,然后根据客户要求进行处理。 4.4 检测人员开具《纠正/预防措施报告单》,明确责任单位和责任人,要求责任单位对异常进行处理。 4.5 责任单位对异常处理完成后,由检测人员对处理后的效果进行确认,(确认内容至少包括:与样件尺寸是否相符);不合格的要求责任单位重新处理。 4.6 检测人员于每月25日前,对当月的全尺寸检测结果进行归纳、总结并形成《检查成绩表》。同时将相关的质量记录进行归档处理。 4.7 品质部检验人员每天对交首件的零件进行全尺寸检测,如发现异常,请技术人员进行判
Subject: 定并对判定结果进行签字确认。 5.0 附件 全尺寸检测流程(附件一) 6.0 相关文件 《不合格品控制程序》 7.0 质量记录 7.1 QC-PZ11-001A《纠正/预防措施报告单》
实验报告尺寸测量
目录 实验一基本尺寸的测量与检验 实验1—1长度尺寸的测量与检验 实验1—2外圆尺寸的测量与检验 实验1—3圆尺寸的测量与检验 实验二配合尺寸的测量与检验 实验2—1 轴与孔配合尺寸的测量与检验 实验2—2滚动轴承配合尺寸的测量与检验 实验三普通螺纹尺寸的测量与检验 实验3—1 用螺纹样板测量螺距 实验3—2 外螺纹中径尺寸的测量与检验 实验3—3 用螺纹环规和塞规检验、外螺纹 实验四键与花键尺寸的测量与检验 实验4—1单键配合尺寸的测量与检验 实验4—2 花键配合尺寸的测量与检验 实验五齿轮尺寸的测量与检验 实验5—1 齿轮齿厚偏差的测量与检验 实验5—2 齿轮公法线长度偏差的测量与检验
实验一基本尺寸的测量与检验 实验1—1长度尺寸的测量与检验 一、实验目的 1、了解游标卡尺的作用、结构组成、测量围及测量精度; 2、掌握游标卡尺测量长(宽)度的方法和技能; 3、掌握判断尺寸是否合格的方法和技能。 4、加深尺寸误差与公差定义的理解。 二、实验容 1、观察游标卡尺,了解其结构组成、测量围及测量精度; 2、零件长(宽)度的测量; 3、判断实测尺寸是否合格。 三、测量工具——游标卡尺 1.游标卡尺的组成 游标卡尺主要用于测量零件的长(宽)度、(外)圆直径,孔深、键宽和槽深等。其结构组成如图1-1-1所示。 图1-1-1 卡尺的结构主要由尺身1 、深度尺2、游标3、外测量爪4、测量爪5、紧固螺钉6等几部分组成。 2、游标卡尺的测量围 游标卡尺的测量围有0-125、0-150、0-200、0-300、0-500、0-1000、0-1500、0-2000m几种; 3、游标卡尺的读数值 游标卡尺的读数值有0.01、0.02、0.05三种。实际使用时常选用0.02。 4、游标卡尺的使用注意事项: 1)了解作用,注意围; 2)位置正确,用力恰当; 3)看清刻度,正确读数; 4)使用完毕,注意保养。