西门子S7-200PLC试题及答案D
D
一、选择题(20x2=40分)
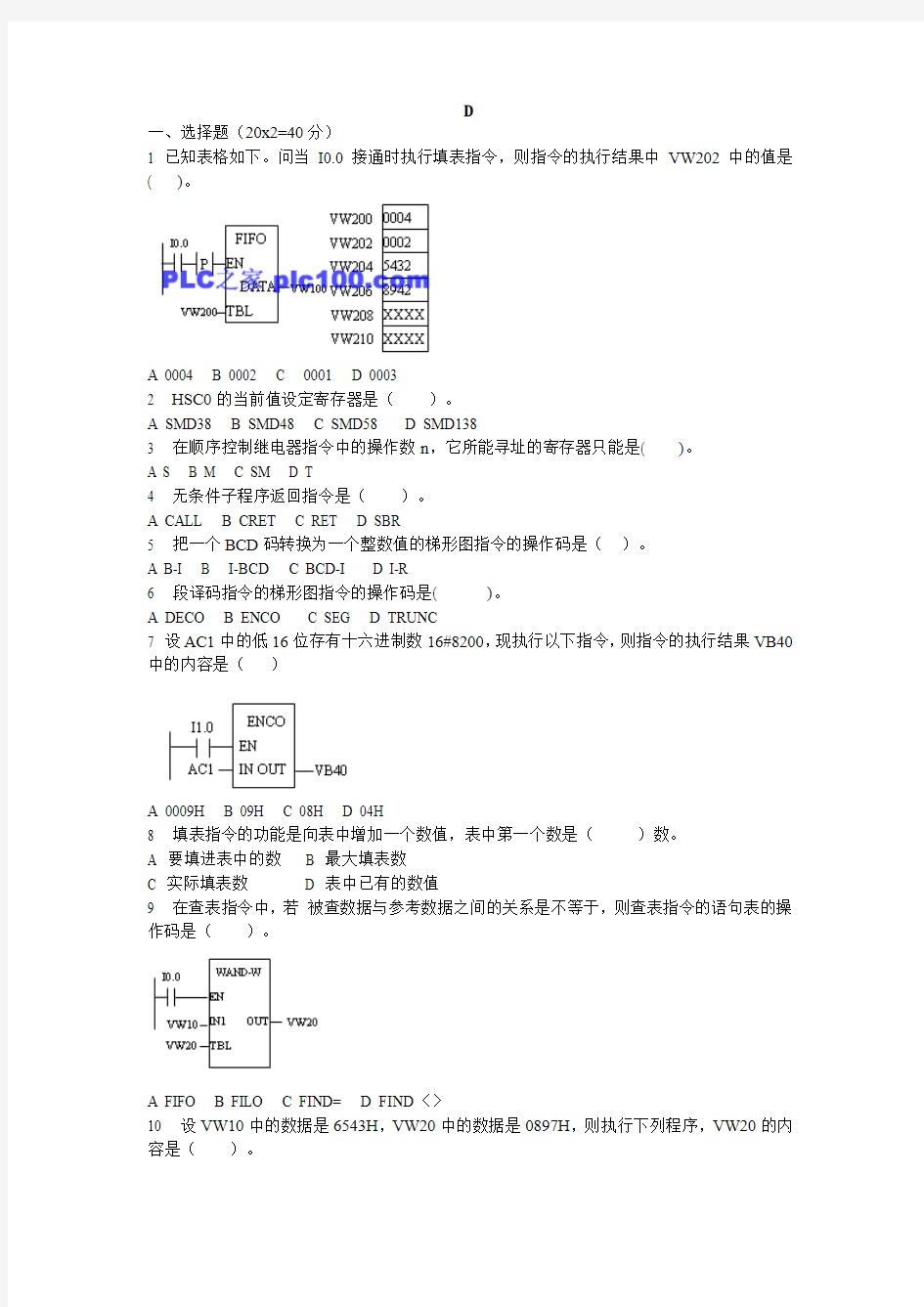
1 已知表格如下。问当I0.0接通时执行填表指令,则指令的执行结果中VW202中的值是( )。
A 0004
B 0002
C 0001
D 0003
2 HSC0的当前值设定寄存器是()。
A SMD38
B SMD48
C SMD58
D SMD138
3 在顺序控制继电器指令中的操作数n,它所能寻址的寄存器只能是( )。
A S
B M
C SM
D T
4 无条件子程序返回指令是()。
A CALL
B CRET
C RET
D SBR
5 把一个BCD码转换为一个整数值的梯形图指令的操作码是()。
A B-I
B I-BCD
C BCD-I
D I-R
6 段译码指令的梯形图指令的操作码是( )。
A DECO
B ENCO
C SEG
D TRUNC
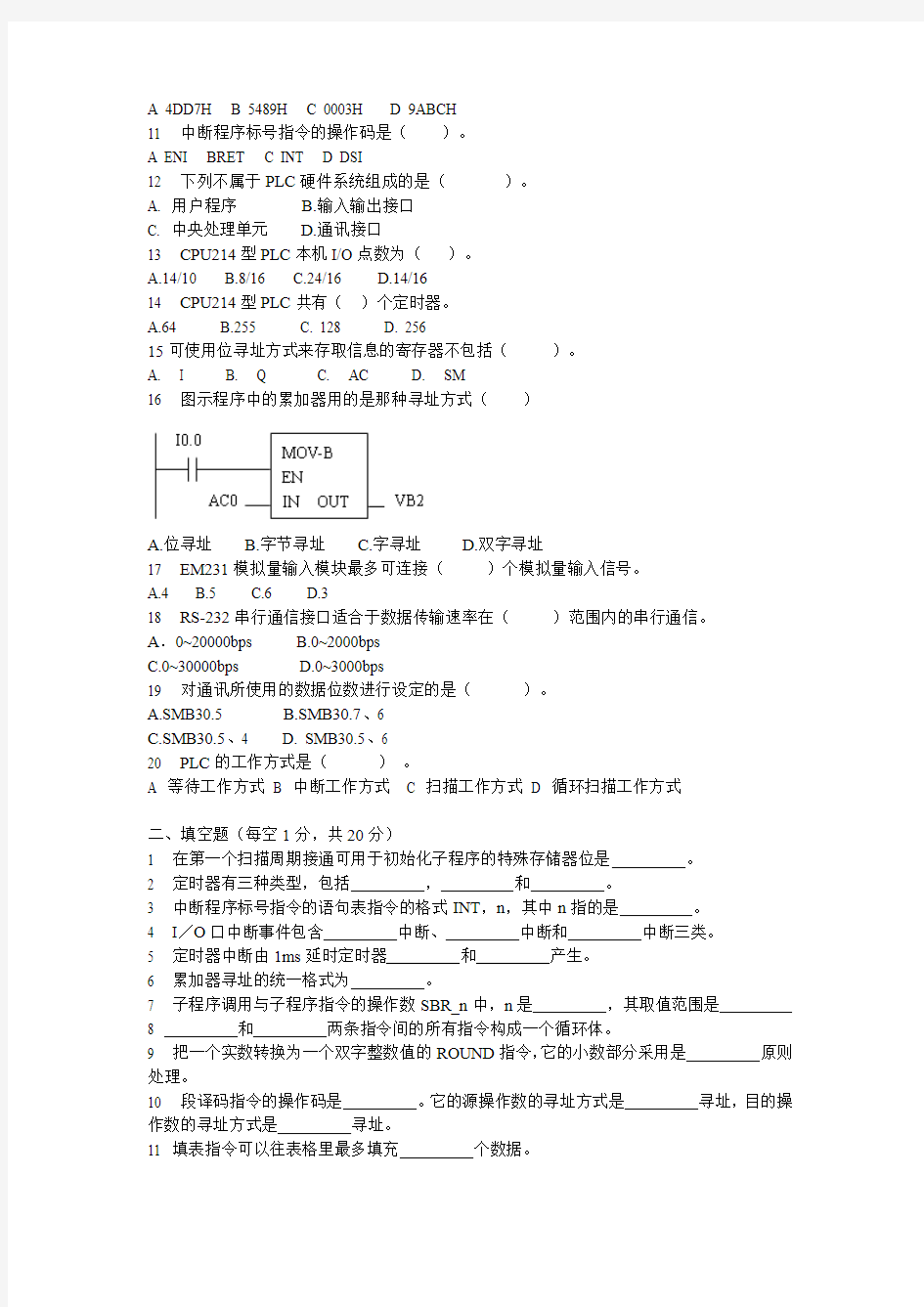
7 设AC1中的低16位存有十六进制数16#8200,现执行以下指令,则指令的执行结果VB40中的内容是()
A 0009H
B 09H
C 08H
D 04H
8 填表指令的功能是向表中增加一个数值,表中第一个数是()数。
A 要填进表中的数
B 最大填表数
C 实际填表数
D 表中已有的数值
9 在查表指令中,若被查数据与参考数据之间的关系是不等于,则查表指令的语句表的操作码是()。
A FIFO
B FILO
C FIND=
D FIND〈〉
10 设VW10中的数据是6543H,VW20中的数据是0897H,则执行下列程序,VW20的内容是()。
A 4DD7H
B 5489H
C 0003H
D 9ABCH
11 中断程序标号指令的操作码是()。
A ENI BRET C INT D DSI
12 下列不属于PLC硬件系统组成的是()。
A. 用户程序
B.输入输出接口
C. 中央处理单元
D.通讯接口
13 CPU214型PLC本机I/O点数为()。
A.14/10
B.8/16
C.24/16
D.14/16
14 CPU214型PLC共有()个定时器。
A.64
B.255
C. 128
D. 256
15可使用位寻址方式来存取信息的寄存器不包括()。
A. I
B. Q
C. AC
D. SM
16 图示程序中的累加器用的是那种寻址方式()
A.位寻址
B.字节寻址
C.字寻址
D.双字寻址
17 EM231模拟量输入模块最多可连接()个模拟量输入信号。
A.4
B.5
C.6
D.3
18 RS-232串行通信接口适合于数据传输速率在()范围内的串行通信。
A.0~20000bps B.0~2000bps
C.0~30000bps
D.0~3000bps
19 对通讯所使用的数据位数进行设定的是()。
A.SMB30.5
B.SMB30.7、6
C.SMB30.5、4
D. SMB30.5、6
20 PLC的工作方式是()。
A 等待工作方式
B 中断工作方式
C 扫描工作方式
D 循环扫描工作方式
二、填空题(每空1分,共20分)
1 在第一个扫描周期接通可用于初始化子程序的特殊存储器位是。
2 定时器有三种类型,包括,和。
3 中断程序标号指令的语句表指令的格式INT,n,其中n指的是。
4 I/O口中断事件包含中断、中断和中断三类。
5 定时器中断由1ms延时定时器和产生。
6 累加器寻址的统一格式为。
7 子程序调用与子程序指令的操作数SBR_n中,n是,其取值范围是
8 和两条指令间的所有指令构成一个循环体。
9 把一个实数转换为一个双字整数值的ROUND指令,它的小数部分采用是原则处理。
10 段译码指令的操作码是。它的源操作数的寻址方式是寻址,目的操作数的寻址方式是寻址。
11 填表指令可以往表格里最多填充个数据。
三、判断题(20X1=20分)
1执行逻辑推入栈指令使堆栈深度减1。( )
2提供一个周期是1秒钟,占空比是50%的特殊存储器位是SM0.4。()
3用来累计比CPU扫描速率还要快的事件的是高速计数器。()
4 7-200可以通过CP-243-1 IT通讯处理器的IT功能,非常容易的与其它计算机以及控制器系统交换文件,可以在全球范围内实现控制器和当今办公环境中所使用的普通计算机之间的连接。()
5在工程实践中,常把输出映象寄存器称为输出继电器。()
6 JMP指令的功能是使程序跳转到另一个程序的具体标号处。()
7 使用顺序控制继电器指令时,可以在SCR段内使用FOR、NEXT或END指令。()
8子程序可以嵌套,嵌套深度最多为8层。()
9位寻址的格式由存储器标识符、字节地址、分割符及位号组成。()
10定时器的寻址依赖所用指令,带位操作数的指令存取位值,带字操作数的指令存取当前值。()
11栈装载与指令是将堆栈中的第一层和第二层的值进行逻辑与操作,结果存入栈顶。()12正跳变指令每次检测到输入信号由0变1之后,使电路接通一个扫描周期。()
13定时器定时时间长短取决于定时分辨率。()
14 TONR的启动输入端IN由“1”变“0”时定时器复位。()
15字节比较指令比较两个字节大小,若比较式为真,该触点断开。()
16双字循环移位指令的操作数N指移位位数,要通过字寻址方式来设置。()
17位移位寄存器指令每当EN端由0变1时,寄存器按要求移位一次。()
18有条件结束指令将根据前面的逻辑关系决定是否终止用户程序。()
19 EM231热电偶模块可以连接6种类型的热电偶。()
20 RS-232串行通信接口使用的是正逻辑。(
四、编程题(3题共20分)
1 组合机床的工作循环图及元件动作表如图示,试用置位复位指令编写程序。(7分)
2 简单的位置控制。控制要求:①用多齿凸轮与电动机联动,并用接近开关来检测多齿凸轮,产生的脉冲输入至PLC的计数器。②电动机转动至4900个脉冲时,使电动机减速,到5000个脉冲时,使电动机停止,同时剪切机动作将材料切断,并使脉冲计数复位。(7分)
输入输出端子分配如下:
3 通过调用子程序0来对HSC1进行编程,设置HSC1以方式11工作,其控制字(SMB47)设为16#F8;预设值(SMD52)为50。当计数值完成(中断事件编号13)时通过中断服务程序0写入新的当前值(SMD50)16#C8。(6分)
答案
一、选择题(20x2=40分)
1 C
2 A
3 A 4C 5C 6 C 7B 8B 9D 10C 11C 12 A 13A 14C 15C 16C 17A 18A 19A 20D
二填空题(每空1分,共20分)
1 SM0.1
2 TON,TOF,TONR
3中断服务程序的编号
4上升/下降沿,高速计数器,高速脉冲串输出
5 T32,T96
6 AC+累加器号
7 子程序的标号,0-63
8 FOR,NEXT
9四舍五入
10 SEG ,字节,字节
11 100
三、判断题(20X1=20分)
1错2 错3 对4 对5 对6 错7 错8 对9 对10 对11 对12 对13 对14错15 错16 错17 对18 对19 错20 错
四、编程题(3题共20分)
1
2
I0.1
( R )
3
Q0.0
I0.3
( S )
1
Q0.1
( R )
1
Q0.2 I0.0
( S )
1
Q0.0
I0.2
( S )
1
Q0.2
( R )
1
Q0.0
A
A I0.2 I0.0
( ) Q0.0 Q0.0
I0.1 Q0.1 C20 < I 4900 CU CTU R PT 5000 C20 I0.3
C20 ( ) Q0.2
SM1.1 ( ) Q0.1 M0.0 C20 Q0.0 C20 >= I 4900 I0.3 C20 ( R )
1
A
3
LD SM0.1
CALL 0
MEND
SBR 0
LD SM0.0
MOVB 16#F8,SMB47
HDEF 1,11
MOVED 0,SMD48
MOVED 50,SMD52 ATCH 0,13 HSC 1
RET
INT 0
LD SM0.0
MOVD 0,SMD48
MOVB 16#C0,SMB47
HSC 1
RETI
LD I0.3
O Q0.2
ALD
= Q0.2
828D新机开机调试
目录 一、安全检查................................................................................................................... 二、出厂设置................................................................................................................... 三、设定语言、日期....................................................................................................... 四、开启外部设备........................................................................................................... 五、自动升级驱动........................................................................................................... 六、轴分配....................................................................................................................... 七、传输PLC.................................................................................................................. 八、传输报警文本和制造商循环 .................................................................................. 九、系统数据设定........................................................................................................... 十、绝对值回零设定....................................................................................................... 十一、伺服自动优化....................................................................................................... 十二、镭射补偿...............................................................................................................
828D调试步骤(精)
一系统参数 后台:Alt+N或者shift+报警键 1、通用数据 10000【0】X(定义机床坐标轴的名称 10000【1】Z(同上 10000【2】SP(同上 10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等11310 手轮反向 11346 手轮脉冲移动实际距离 2、通道机床参数 20050【0-3】0(定义通道内的几何轴 20060【0-3】0(同上 20070【0】1(通道内有效的机床轴号 20070【1】2(同上 20070【2】3(同上 20070【3-4】0(同上 20080【0】X(通道内有效的机床轴名 20080【1】Z(同上 20080【2】SP(同上
20080【3-4】0(同上 20700 0(未回参考点NC启动停止为1 3、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改 30100【5】1(模拟给定输出到轴控接口 30110【1】1-驱动器号对于X轴(定义速度给定端口 30110【2】2-驱动器号对于Z轴(同上 30130【0】1(给定值输出类型,同时更改 30220 同30110,实际值:驱动器号(定义位置反馈接口 30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器 30300 1(定义“回转轴”对于SP 30310 1(回转轴取模转换,对于SP 30320 1(取模360度位置显示,1为有效,对于SP 31020 2048(每转的编码器线数,对于SP 31030 10(丝杠螺距 31040 1-直接测量系统 32110 1-实际值(反馈记性:1/-1 31050【0-5】1(减速箱丝杠端齿轮齿数 31060【0-5】5(减速箱电机端齿轮齿数
828D调试步骤
一系统参数 后台:Alt+N或者shift+报警键 1、通用数据 10000【0】X(定义机床坐标轴的名称) 10000【1】Z(同上) 10000【2】SP(同上) 10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等)11310 手轮反向 11346 手轮脉冲移动实际距离 2、通道机床参数 20050【0-3】0(定义通道内的几何轴) 20060【0-3】0(同上) 20070【0】1(通道内有效的机床轴号) 20070【1】2(同上) 20070【2】3(同上) 20070【3-4】0(同上) 20080【0】X(通道内有效的机床轴名) 20080【1】Z(同上) 20080【2】SP(同上) 20080【3-4】0(同上) 20700 0(未回参考点NC启动停止为1) 3、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改 30100【5】1(模拟给定输出到轴控接口) 30110【1】1-驱动器号对于X轴(定义速度给定端口) 30110【2】2-驱动器号对于Z轴(同上) 30130【0】1(给定值输出类型,同时更改) 30220 同30110,实际值:驱动器号(定义位置反馈接口) 30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器) 30300 1(定义“回转轴”对于SP) 30310 1(回转轴取模转换,对于SP) 30320 1(取模360度位置显示,1为有效,对于SP) 31020 2048(每转的编码器线数,对于SP) 31030 10(丝杠螺距) 31040 1-直接测量系统 32110 1-实际值(反馈记性:1/-1) 31050【0-5】1(减速箱丝杠端齿轮齿数) 31060【0-5】5(减速箱电机端齿轮齿数) 32000 3000(最大轴速度,同时更改)
840D sl_828D直线电机调试示例
直线电机调试示例 SINUMERIK840D sl 2概述 _______________________________________________________________________________ 4 3直线电机安全措施和调试条件_______________________________________________________ 4 4驱动正方向和编码器计数正方向 ____________________________________________________ 5 5设定驱动数据 ______________________________________________________________________ 6 6驱动功能配置 ______________________________________________________________________ 9 7配置编码器________________________________________________________________________11 8转子位置识别 _____________________________________________________________________14 9伺服优化__________________________________________________________________________16
本使用手册及样例包目录内所包含文档、PLC程序、机床可执行程序(MPF、SPF、…)、电气图,可能与用户实际使用不同,用户可能需要先对例子程序做修改和调整,才能将其用于测试。本例程的作者和拥有者对于该例程的功能性和兼容性不负任何责任,使用该例程的风险完全由用户自行承担。由于它是免费的,所以不提供任何担保,错误纠正和热线支持,用户不必为此联系西门子技术支持与服务部门。 对于在使用中发生的人员、财产损失本公司不承担任何责任,由使用者自行承担风险。 以上声明内容的最终解释权归西门子(中国)有限公司所有,后续内容更新不做另行通知。
828d主轴定位,回零,NC调试
主轴定位 1.更换完主轴后,主轴需要重新定位 2.首先在TMS下旋转主轴,然后执行M19定位主轴,此时主轴的位置可能是偏离换刀位置的,需要将主轴调整到换刀的位置(用千分表定位) 3.查看系统显示的主轴的角度位置,并将此位置输入到MD34090中,重启系统。 4.通过M19对主轴进行定位,查看主轴是否在换刀位置。 35500=0时,主轴不选择也可以使用G01指令 主轴换挡激活信号:一档DB380*.DBX2000.二档DB380*.DBX2000.1 电机回零 1绝对值编码器电机回零 2将对应轴移动到零点位置 3将对应轴的机床数据MD34210[0]更改为1 4选择回零状态,选择对应的轴,按“+”即可回零,回零后机床坐标会变为0.0mm 5同时MD34210[0]会变为2. 6增量编码器电机回零 7通常增量编码器电机回零是,按“+”键后,对应的轴会向正方向移动,当挡块压到回零开关后,会反向移动,当挡块离开回零开关后,编码器找到零位。 8常见问题1:按“+”键后,该轴向负向移动,然后报警找不到零位。
原因:回零开关被压死。 9常见问题2:加工的工件尺寸,或大一个螺距的尺寸,或小一个螺距的尺寸。处理:将回零挡块换个位置,或者将回零开关换个位置(向前或者后移动一点点)。 顺序回参考点 1.除了按轴+/-向移动键让各轴回参考点外,还可以激活通道中的回参考点信号(DB3200.DBX1.0)让各轴按顺序回参考点。 2.各轴回参考点的顺序在轴机床数据MD34110 中设定。建议铣床MD34110[Z]=1,MD34110[X]=2,MD34110[Y]=2,既Z 轴先回参考点,然后X 轴和Y 轴同时回参考点;车床MD34110[X]=1,MD34110[Z]=2,既X 轴先回参考点,然后Z 轴回参考点。 3.注:应在机床说明中注明操作安全提示,确保回零过程中无干涉,不碰撞。 NC调试 MD30130 给定值输出类型01 MD30240编码器类型0 没有编码器;1增量编码器; 4绝对值编码器传动系统参数设置:
828四轴系统调试步骤
828系统调试步骤 一、上电前检查 1. 查线:包括反馈、动力、24V 电源,地线。 2. 查拨码开关,MCP (7,9,10)和PP72/48(1,4,9,10)。这个地方一定要注意检查一遍拨码开关位置是不是正确! 二、上电调试 1、 设备上电,当启动系统出现下图画面时按下 键进入启动菜单,3秒内依次按下三个键会显示完整 的启动菜单。 选择“Factory settings ”后系统会弹出:do you want to delete manufacturer data additionally? 选择”YES ”,随后断电重启设备。重新上电后,等到设备完全启动。 2、 修改口令,系统语言: 选择“简体中文“后 输入口令:SUNRISE, 点击 。
3、激活MCP及PP72/48D搜索参数12986[0]= -1,12986[6]= -1。 4、使用“PLC Programming Tool“软件连接828PLC系统,下载PLC控制程序。 4.1如上图所示: A:双击“通讯”在弹出的通讯设定对话框 B:通讯参数:828系统PLC地址:192、168、215、1。电脑上的IP地址选择自动获取。 C:更改TCP/IP网卡,双击此处在弹出的对话框中,选择当前电脑启用的网卡。 D:以上三步设置结束后,双击刷新,此处会显示绿色的字体“828D”,此时表明已经和828的PLC建立了通讯,可以进行下载和上传程序了。 4.2 下载PLC程序,下载程序时会出现如下对话框。默认只下载PLC程序和数据块的初始值。如果要下载数据块的实际值,请勾选“数据模块”复选框。 A B C D
西门子828D数控系统数控铣床装机调试
1模块线路连接 数控机床电气安装,把数控系统SINUMERIK 828D PPU 的电气控制接口连接到机床控制面板SINUMERIK MCP 483USB 输入输出PP 72/48D PN (I/O 模块)和S120Combi 模块(一体型驱动)中的插口连线连接起来。让各部分模块上电控制电气部分连线连接,按下启动按钮能上好电,正确连接线路后,要进行调试验证。 控制单元PPU 集三位一体,机床控制面板SINUMERIK MCP 483USB 使用户能够方便地操作机床功能。PP 72/48D PN 外设模块是一个用于连接到profinet 网络且不带外壳的简单模块,每一个PP 72/48D PN 模块可以提供总共72路数字量输入和48路数字量输出。模拟模块多两个模拟量输入和两个模拟量输出。要将PP72/48D PN 连接到828D 上,必须先设定S1上的PROFINET 地址开关,PP 72/48D PN 模块1设定为9,PP 72/48D PN 模块,2设定为8,第一个PP72/48D (总线地址:192.168.214.9)。 机床控制MCP 可以通过一根USB 电缆将机床控制面板MCP483连接到PPU 上,USB2.0接口为机床控制面板供电和通讯。828D 使用驱动器是SINAMICS S120驱动系统。采用高速驱动接口,被套的1FK7永磁同步伺服,系统可以自动识别所配置的驱动系统。Combi 是一个功率模块,其中的第一个模块为主轴专用,集成了整流单元、用于3轴或4轴的电机模块(逆变器)和一个主轴TTL 编码器的信号转换模块。功率模块的冷却是采用穿孔式外部风冷。通过增加Sinamics S120紧凑书本型模块可增加轴数。 2西门子数控系统轴控制使能 驱动器的进线电源模块分为调节型进线电源模块和非调节型进线电源模块,这是通电检查时刚开始的步骤检查数控系统硬件连接是否正确中的一部分。系统上电调试开始,先要检查版本,在初始设定,其中包括语言,口令,时间日期,选项,MD12986等等;然后检查PLC I/O 是否正确,其中包括急停,硬限位……再检查手轮接线(DB2700.DBB12);然后就下载PLC 程序,再是检查急停功能是否正常;之后调整硬限位参数。 西门子828D 上电第一步是给电源模块加EP 使能,既电源模块上的X21.3给入24V ,同时X21.4要接0V 。间隔100ms 后可以加OFF1使能,既PPU 的X122.1给入—————————————————————— —作者简介:张红梅(1975-),女,湖南娄底人,实验师,从事自动化 专业工作。 西门子828D 数控系统数控铣床装机调试 张红梅 (台州职业技术学院,台州318000) 摘要:NC 控制单元PPU 是整个数控系统的核心,它将显示器,PC 键盘,NC ,PLC 等集于一体。CNC 系统是SINUMERIK 828D PPU ,输入输出模块为PP72/48PN ,机床控制面板为MCP483C PN ,机床的驱动模块为S120Combi 模块(一体型),组合成数控机床电气控制部分来装机调试。 关键词:CNC ;装机;一体型驱动;书本型模块 息。对于转速信号它一般采用估算的方法,最后转为实际 转速信号,最后反馈给矢量控制系统,实现闭环控制系统的作用;所以,无速度传感器的核心主要是转速估算的精确度。无速度传感器它又分为两种,一种电机模型是理想化,一种是非理想化模型。但是,非理想化模型对硬件的处理能力和检测能力有着较强的要求,因此,无速度的传感器在工业中并不广泛使用;在工厂中被广泛使用的模型则是理想型模型,理想模型在控制系统中转速方法比较高。影响异步电机转速估算方法的传输质量的主要因素有如下几个:继电保护的阻抗特性、衰减特性及噪声的干扰。噪音的干扰主要产生于闭环观测技术,对于这个现象,需要对电流进行微分计算[4]。 3.2转速自适应观测器控制系统 转速观测器主要是对现代的控制理论加以评估,主要是对转速感应器的状态进行评估并加以反馈。主要特点是对输入变量进行重构,输入变量的重构对转速观测器的状态加以反馈。最后,通过极点配置,对系统中的动态可以加以控制;转速自适应的观测器是根据实际情况进行改造观测器的系统。当电机改造的控制系统确定后,就要求对转速自适应观测器保护,进行制作设备的流程图、电气原理 图和各项的运动参数,包括零部件的生产标准和构造图,还要对设计方案的可行性加以验证,并对设计生产设备的成本和设备的使用功能进行有效的测评[5]。 4结束语 为了确保异步电机无速度传感器的安全性和传输性,就必须有专业的安全监理人员对异步电机无速度传感器风险进行预控,从而降低矢量控制系统技术的建设风险,保障矢量控制系统的安全开展。同时,也降低了工作运行的危险。 参考文献: [1]袁琼珍.新型SVM 异步电机控制的仿真研究[J].防爆电机,2014,49(6):13-17. [2]王栋,刘慧娟,张奕黄.Ansoft 在异步电机矢量控制仿真中的应用[J].防爆电机,2006,41(6):27-29. [3]金爱娟,徐峥鹏,王居正,等.基于空间矢量脉冲宽度调制的异步电机直接转矩控制系统[J].石油化工自动化,2019,55(2):23-29. [4]张燕燕,张宝栋,王爱华,等.按转子磁链定向的异步电机转差型矢量控制系统仿真研究[J].国网技术学院学报,2018,21(6):25-29. [5]刘志远,程小舟.无速度传感器新型矿用异步电机矢量控制系统仿真研究[J].现代矿业,2018,34(11):115-119.
828D新机开机调试
目录 一、安全检查 (2) 二、出厂设置 (2) 三、设定语言、日期 (3) 四、开启外部设备 (3) 五、自动升级驱动 (4) 六、轴分配 (6) 七、传输PLC (8) 八、传输报警文本和制造商循环 (9) 九、系统数据设定 (9) 十、绝对值回零设定 (10) 十一、伺服自动优化 (10) 十二、镭射补偿 (13)
一、安全检查 ●目测设备的下列项目: –机械结构是否正确,电气连接是否安全 –电源是否接好,输入电压是否正确稳定 –屏蔽层和接地是否接好 ●接通控制系统,在“Nor mal startup”的模式中启动系统: HMI 上出现初始画面后,表明控制系统已启动。 二、出厂设置 启动控制系统 操作步骤: 1. 控制系统接通后,启动时会出现以下提示: 2. 在 3 秒钟内,按下
三、设定语言、日期 设置语言 操作步骤: 1. 选择操作区域“启动”。 2. 按下右侧“CHANGE LANGUAGE”软键。 3. 选择simplified chinese 简体中文。 4. 按下软键“确认”结束输入,立即转化成为中文界面。 设置日期和时间 操作步骤: 1. 选择操作区域“启动”。 2. 按下“HMI”软键。 3. 按下“日期时间”软键。打开窗口“日期/时间”。 4. 在“格式”栏中选择需要的日期和时间的显示格式。 5. 按下软键“确认”结束输入。新的日期或时间被接收并在“当前”栏的第一行中显 示。 四、开启外部设备 因为SINUMERIK 828D 采用外设模块固定的最大配置运行。在出厂时,禁止外设模块传输数据到 PLC 输入/输出映像区,所以需要手动开启外设模块。 1、首先把外部设备的DIP开关拨到正确位置 MCP 面板(7、9、10)ON PN72/48 I/O模块(1、4、9、10)ON
828维护及调试工具
S i n u m e r i k 828D 单元目标: 在您完成本单元的学习之后,能够安装维护和调试Sinumerik 828D 机床所必需的调试工具。 单元描述: 欲将Sinumerik 828D CNC 集成在机床上,必须使用软件工具。这些工具不仅能为机床制造商创建机床的PLC 程序,还可以协助进行驱动配置。 包含维护工具在内的软件工具以DVD 的形式提供,该DVD 名为工具盒 DVD (Toolbox DVD),在交付范围之内。 工具盒中包含以下软件: ? PLC828编程工具(PLC 用户程序) ? 调试工具(驱动配置) ? 配置数据(恢复卡映像) RCS Commander 虽然不包含在工具盒中,但却是某些调试/维护步骤所必需的。 维护及调试工具 B002
工具盒的安装 第二节网络设置 第四节 在线连接 调试工具 第六节 RCS Commander的安 装 第三节 在线连接 RCS Commander 第七节 在线连接 编程工具 第五节 B002 目录:
软件安装许可协议: - 根据任务需要选择要安装的软件。 说明:- 配置数据 默认安装路径为“C:\Program Files\Toolbox 828D ”。 最好避免将软件安装在PG /PC 的C 盘,因为该盘一般包含操作系统的安装文件夹。 使用“Browse ”按钮选择其他更为合适的硬盘。 工具盒的安装
RCS Commander 零件程序等数据可在远程计算机和控制系统之间进行传输。 该工具带有一个查看器,用于远程查看和修改控制系统的设置(取决于访问权限)。该工具也可将映像写入 RCS 欲安装 到
828D数控系统调试步骤
1.检查接线,PP72/48的地址拨码,MCP地址拨码开关 PP72/48 PN S1: ON:1,4,9,10 MCP:S2: ON:7,9,10 2.上电总清
3.设置口令,时间,选择选项功能 4.设置基本的机床参数 N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="MX" N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="MZ" N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="MC" N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="MB" N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="MSP" N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=0 N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=2 N20070 $MC_AXCONF_MACHAX_USED[4]=5 N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X" N20080 $MC_AXCONF_CHANAX_NAME_TAB[1]="Z" N20080 $MC_AXCONF_CHANAX_NAME_TAB[2]="C" N20080 $MC_AXCONF_CHANAX_NAME_TAB[3]="B" N20080 $MC_AXCONF_CHANAX_NAME_TAB[4]="SP" N28050=300 number of R parameters
设置Profinet上有效的模块 MD12986[0]=-1 PP72/48 PN MD12986[6]=-1 MCP MD20310 bit9=1 将刀库设为模拟刀库 MD20700=0 5.只下载MCP面板控制程序,其他程序不下载。 6.驱动的调试 7.检查PLC 输入点、输出点状态,检查接线是否有错误 8.用户PLC程序调试 9.报警文本的传入 报警文本的初始文件需要在系统中进行创建,创建完初始文件后,拷贝到电脑中进行报警文本的编辑。 PLC报警文本的传输路径如下图: PLC报警文本的编辑,在RCS中找到报警文本,在文件名称上点击右键在弹出的菜单中选择“Open with TS Editor”,弹出如上图中
828D调试流程
828D调试流程 一、上电前检查 1. 查线:包括反馈、动力、24V电源,地线。 2. 查拨码开关,MCP(7,9,10)和PP72/48(1,4,9,10)。 二、上电调试 1. 检查版本 2. 初始设定:语言,口令,日期时间,选项,MD12986,RCS连接 3. 检查PLC I/O是否正确,包括急停、硬限位… 4. 检查手轮接线(DB2700.DBB12) 5. 下载PLC 6. 检查急停功能是否正常 7. 驱动调试:拓扑识别,分配轴,修改拓扑比较等级(p9906),配置供电数据,电网识别(p3410) 8. 调整硬限位 9. NC数据设定:机械参数,轴速度,方向,设置零点,软限位…(参见附表) 10. 刀库调试 11. 辅助功能调试 12. 基本功能备份(BASIC_FUNCTION.ard),驱动要选ASCII格式 13. 考机48小时 三、伺服优化 1. 轴策略选适中,101,303,201 2. 自动优化,导出每个轴的优化结果(.xml)和优化报告(.rtf) 3. 各轴参数整定,策略1101,选择所有轴,包括主轴 4. 圆度测试 四、激光干涉仪测试 1. 螺补 2. 反向间隙 3. 球杆仪测试 五、试切 1. 标准圆,标准方 2. 机床厂自己样件 六、备份 1. 机床测试协议 2. 电柜检查表 3. ard全部备份 4. NC生效数据全部备份:测量系统误差补偿,机床数据,设定数据,刀具/刀库数据… 5. 制造商循环备份,包括换刀子程序L6或者TCHANGE,TCA,CYCPE_MA,MAG_Conf… 6. PLC程序备份.ptp 7. PLC报警文本.ts和.qm,报警帮助文本 8. Easy Extend 9. 用户自定义界面 10. E-log,txt和xml