表面施胶自动控制方案_参考

表面施胶自动控制方案
项目概况:
本项目以实现自动制胶,达到生产工艺要求,减少人为因素的不稳定性对生产的干扰为目的,以节约用户投资,充分利用用户设备为参考,将先进的PLC控制系统和生产工艺有机结合,为用户量身定制的自控系统,使用户能够以简单的操作发挥表面施胶系统的最大功效。
项目需求分析:
表面施胶系统在造纸生产中发挥的巨大的作用,对成品纸的指标影响较大。然而由于表面施胶的常规制备方法受到操作工操作水平的影响较大,胶液制备不达标时不能立即显示出来,等到成品纸指标出现下降时已经造成了巨大的浪费。为充分实现生产工艺的要求,减少人为操作的不稳定性对生产的影响,在对该纸机表面施胶系统进行智能控制,遵循以下需求目标:
1、智能控制胶液升温曲线,使胶液制备达到工艺要求;
2、简化人工操作,实现PLC智能控制;
3、节约用户投资;
4、参考国内外先进的控制表面施胶控制方式;
项目设计描述:
1、智能控制胶液升温曲线,使胶液制备达到工艺要求;
2、简化人工操作,实现PLC智能控制,采用高性能的进口PLC微电脑控制系统结合大屏
幕显示屏及完善的功能指示信号灯使操作工能及时了解制备进度;
3、充分为用户考虑,为原淀粉和变性淀粉的制备设定的不同的升温曲线;
4、节约用户投资,既参考进口设备的控制方式又结合经典生产经验,将上料槽采用溢流方
式;
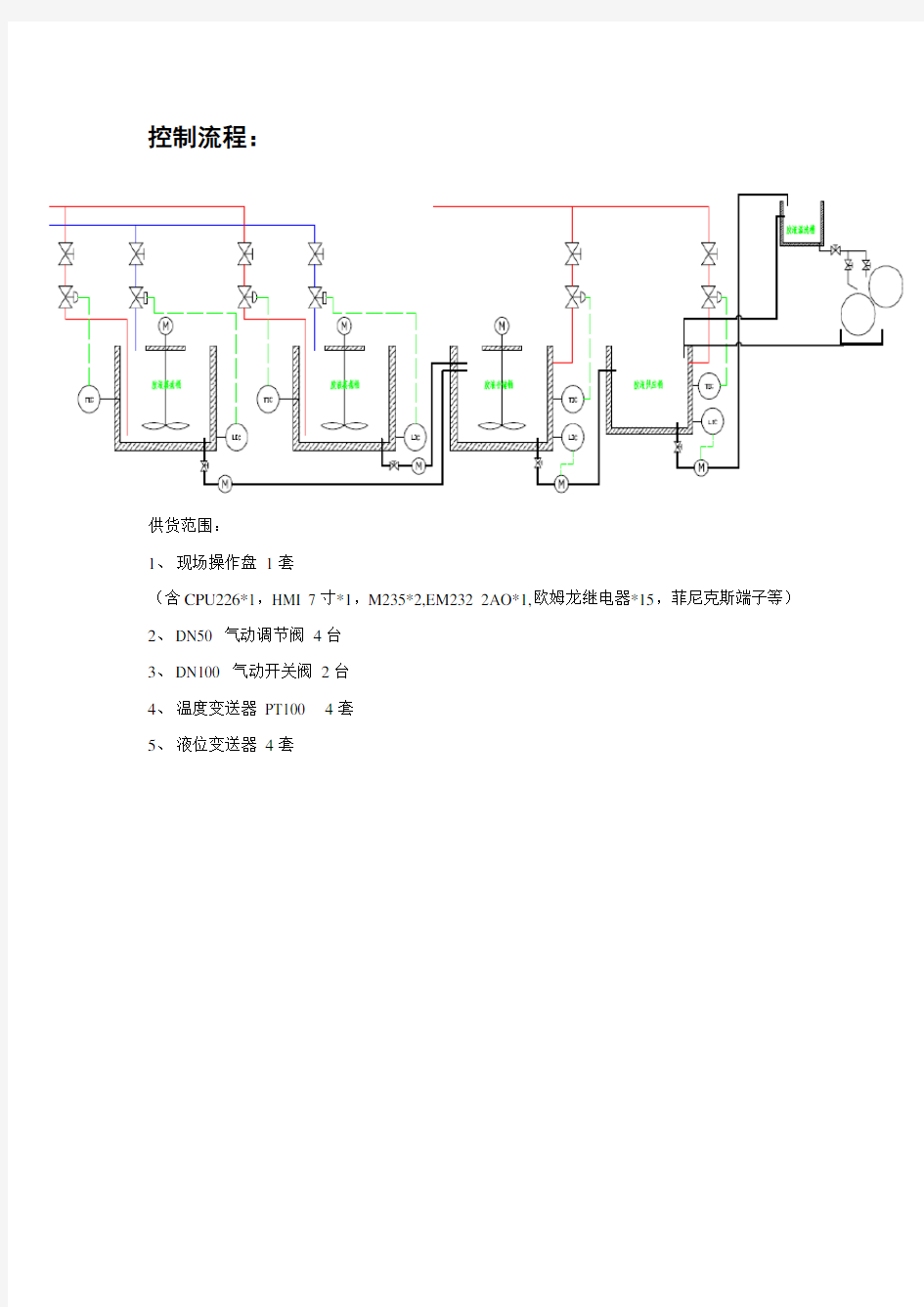
控制流程:
供货范围:
1、现场操作盘1套
(含CPU226*1,HMI 7寸*1,M235*2,EM232 2AO*1,欧姆龙继电器*15,菲尼克斯端子等)
2、DN50 气动调节阀4台
3、DN100 气动开关阀2台
4、温度变送器PT100 4套
5、液位变送器4套
工艺简介:
由于废纸的回收利用率越来越高,浆料循环次数越来越多,质量也越来越差,为了降低成本,弥补浆料缺陷,提高成纸强度等原因,表面施胶工艺应用越来越广泛。
本方案采用间歇转化的方式,设备简单、维护方便。方案中淀粉的转化、糊化在一个槽内进行。要注意根据工艺要求调整糊化升温曲线。
以下以原淀粉的制备为例:
1、投料:在胶液蒸煮桶内加人计算好的量的水,开搅拌器,加入定量淀粉分散完毕后计量加酶。淀粉悬浮液极易沉淀,搅拌器转速为50-60rpm。
2、加温转化:在15—30min(可设定)内加温到反应温度,并保温l0—15min(可设定)。酶作用后可使糊化淀粉的粘度迅速下降。转化温度一般控制在60—80℃,因酶的型号不同转化温度会有所差异,淀粉在转化器内的转化时间在15min左右,转化槽搅拌器转速50-60rpm,以保证转化均匀。由于酶、淀粉的种类不同等原因,酶的用量在0.05%-0.6%(对淀粉绝干量)。反应温度在60~80℃之间,温度太高反应速度会加快,但失活速度也会加快,温度太低反应时间又会太长。
3、糊化:在10—15min内升温到95℃,此时淀粉酶失活,反应终止,保温10min后将糊液打入带夹套保温的贮存桶。
4、稀释、贮存。在糊液贮存槽内加入计算好的热水调节固含量和温度,并保持糊液温度不低予60℃(稀释工艺仅在有必要的情况下使用)。
淀粉悬浮液极易沉淀,贮存槽搅拌器须保持50rpm左右的转速。
加温转化:蒸汽加温和搅拌器的转化槽内。转化温度一般控制在60—80℃,因酶的型号不同转化温度会有所差异,淀粉在转化器内的转化时间在15min左右,转化槽搅拌器转速50-60rpm,以保证转化均匀。
糊化:淀粉液被瞬间加热,高温差和压力使得淀粉迅速吸水膨胀、分裂、糊化,同时物料内的酶也失去了活性,反应中止。蒸煮后的淀粉糊经加热水在线稀释到预定固含量(同时达到降温的目的)后送人贮存槽贮存。糊化温度控制在125℃左右,太低会造成糊化不完全
贮存:糊液贮存槽的温度控制在60℃以上,采用夹套槽通蒸汽保温。保持搅拌速度30—40rpm。
胶料计量上机:可根据纸机需要,选择变频泵或恒速泵。
造 纸 助 剂
造纸助剂 第一章造纸过程 现代的造纸程序可分为制浆、调制、抄造、涂布、加工等主要步骤: 制浆段:原料选择→蒸煮分离纤维→洗涤→漂白→洗涤筛选→浓缩或抄成浆片→储存备用 调制—抄纸段:散浆→除杂质→精浆→打浆→配制各种添加剂→纸料的混合→纸料的流送→头箱→网部→压榨部→干燥部→表面施胶→干燥→压光→卷取成纸 涂布段:涂布原纸→涂布机涂布→干燥→卷取→再卷→超级压光 加工段:复卷→裁切平板(或卷筒)→分选包装→入库结束 一、制浆:纸浆为造纸的第一步,一般将木材转变成纸浆的方法有机械制浆法、化学制浆法、半化学制浆法等 三种。 造纸原料:有植物纤维和非植物纤维(无机纤维、化学纤维、金属纤维)等两大类。 漂白:这一工段会有大量的黑液产生,既污染的源头。 二、调制:纸张的调制为造纸的另一重点,纸张完成后的强度、色调、印刷性的优劣、纸张保存期限的 长短直接与它有关。一般常见的调制过程大致可以分为以下三步骤:散浆、打浆、加胶与充 填。 (一)打浆:利用物理方法处理悬浮于水中的纸浆纤维,使其具有造纸机生产所要求的特性,生产出符合质量要求的纸和纸板。这一操作过程称为打浆。打浆对纤维的作用:细胞壁的位移和变 形,初生壁和次生壁外层的破裂,吸水润涨,细纤维化和横向切断等。 (二)调料: 1、施胶——通过向浆料中加入有抗水性胶料物质,使纸张具有一定抗水性能,在一定程度上不易为 水或水溶液所浸润,这一操作过程叫做施胶。 2、纸和纸板按施胶程度不同分为—— 重施胶纸:书写纸、胶版印刷纸、绘图纸、包装纸、书皮纸、纸袋纸等。 轻施胶纸:凸版印刷纸、凹版印刷纸、打字纸、有光纸、和涂布厚纸等。 不施胶纸:吸墨纸、卷烟纸、卷筒新闻纸、滤纸、卫生纸、浸渍加工纸原纸、变性加工纸和钢纸原纸等。 (三)加填:向纸料悬浮液中加入不溶于水或不易溶于水的矿物质或人造填料。 三、抄造过程:将稀的纸料均匀地交织和脱水,再经干燥、压光、卷纸、裁切、选别、包装,故一般常 见流程如下: 1、纸料的筛选:将调制过的浆料再稀释成较低的浓度,并借着筛选设备,再次的筛除杂物及未解离纤 维束,以保持品质及保护设备。 2、网部:使纸料从头箱流出在循环的铜丝网或塑料网上均匀的分布和交织。 3、压榨部:将网面移开的湿纸引到一附有毛布的二个滚辘间,藉滚辘的压挤和毛布的吸水作用,将湿纸作 进一步的脱水,并使纸质较紧密,以改善纸面,增加强度。 4、干燥:由于经过压榨后的湿纸,其含水量仍高达52 -70%,此时已无法再利用机械力来压除水分,故改 让湿纸经过许多个内通热蒸气的圆筒表面使纸干燥。 5、表面施胶——也称纸面施胶。是把已抄成的纸或纸板浸入施胶剂溶液中或用施胶机向纸面施加一层 薄层胶料,待施胶剂干燥之后,就在纸面上形成一层抗液性胶膜,使纸取得抗水性,还 可增加纸的强度和挺度,改善纸的书写性能,提高纸的耐摩擦性及耐久性,还可以解决 纸的掉毛、掉粉问题。多用于高质量纸种,如钞票纸、证券纸、扑克牌纸、高级书写纸、 高级胶版印刷纸等。
表面施胶提高高强瓦楞原纸的环压强度
第20卷第6期2008年12月 造纸化学品P APER CHE M I C ALS Vol .20No .6Dec .2008 收稿日期:2008207212;定用日期:2008209210 表面施胶提高高强瓦楞原纸的环压强度 赵国红 (中冶纸业银河有限公司,山东临清 252600) 摘要:表面施胶是提高瓦楞原纸环压强度一种重要方法,该文介绍了在保持原料结构不变的情况下,通过表面施胶有效地提高了高强瓦楞原纸的环压强度,使产品质量得到了较大提升;同时还介绍了施胶机的使用情况。 关键词:环压强度;表面施胶法;施胶机中图分类号:TS727.5 文献标识码:A 文章编号:1007-2225(2008)06-0034-03 I mprovi n g Ri n g Crush Co mpressi on Resist ance of Corrugated Base Paper by Surface Si z i n g M ethod ZHAO Guo 2hong (M CC Yinhe Paper Co .,L td .,L inqing 252600,China ) Abstract:Surface sizing is an i m portant app r oach t o enhance the ring crush comp ressi on resistance of corrugated base paper .I n this article,it was elaborated that surface sizing significantly i m p r oved the ring crush comp ressi on resistance of high strength corrugated base paper .The paper quality is upgraded largely .The utilizati on of surface sizing machine was intr oduced . Key words:ring crush comp ressi on resistance;surface sizing p r ocess;surface sizing machine 环压强度一直是瓦楞原纸,尤其是高强瓦楞原 纸的一个最重要指标,它直接关系到瓦楞原纸的产品质量和使用性能。如何提高环压强度是每个瓦楞原纸生产商所积极探寻的课题。 我公司应用浙江某造纸机械有限公司制造的表面施胶设备及其技术,在保持原料结构不变的情况下,有效地提高了高强瓦楞原纸的环压强度,使产品质量得到了较大提升。现将有关情况介绍如下。 1 表面施胶提高环压强度的原理 众所周知,成纸纤维具有亲水性,加上纤维间的 毛细管,使纸页具有多孔性,容易吸收水分,从而降低了纸面强度,影响使用。表面施胶主要目的是在纸页表面添加抗水性物质,使纸页具有延迟流体渗透的性能,从而获得较好的表面性能及改进纸页的物理性能,如表面强度和内部结合力。表面施胶是 改善原纸性能的一个非常有效的手段。通过表面施胶机将乳化的胶液连续、均匀、稳定地涂敷在成纸表面,经过浸润、渗透、挤压等一系列的物理作用,在成纸的表面形成一层极薄的防水层,大幅度提高了纸张的抗吸水性,同时在胶液作用下提高纤维之间的结合强度和纸张的紧度,从而提高了纸张的横向环压、纵向裂断长等技术指标。 2 工艺条件 2.1 原料 目前我公司生产的高强瓦楞原纸的施胶方式为传统的酸性施胶。主要原料及用量如下:淀粉为工业用氧化淀粉,主要使用的是玉米制氧化淀粉, w (淀粉)=6.5%(对纸);w (松香)=0.45%(对纸);w (马来酸酐)=4%(对松香);w (分散剂)=30%(对松香);w (硫酸铝)=3.5%(对纸)。
瓦楞原纸的知识
瓦楞原纸的知识 纸,四大发明之首。包括纸张和纸板两个概念,ISO-国际标准化组织规定:小于定量225g/m2的纸叫做纸张,定量大于此的叫做纸板。定量,也就是我们常说的克重(gsm/m2)是最常用的名称,一些国外客户也说grammage ;纸的规格(specification)有两种:卷筒(reel)和平张(sheet)。卷筒纸有一些专用词有幅宽(width),直径(diamiter),筒芯(core)和米数(meters)。平张说的尺寸就是size ,卷筒,平张印刷机器不同,但是,平张大部分国内用正大880x1230mm ,850x1168mm ;出口纸如欧美一般是700x1000,800x1000等。 一、原纸标准: 国家标准分为A 级、B 级、C 级、D 级四种。D 级瓦楞纸基本被市场淘汰,很少厂家购买使用。 三、 原纸的性质 1、定量(BASIS WEIGHT) 纸的单位面积重量称为定量(克重)。面纸和瓦楞芯纸的定量容许差为增减5%,原纸的各种性质均与基重有密切关系,超出此标准足以影响制品的品质。定量之检验依国家标准GB 451.2纸和纸板定量测定法之规定试样应悬挂于规定温度(20±2℃)及相对湿度(65±2%)之空气中,使其表面得以充分接触于调制之空气,调制时间为24小时,使用灵敏度为0.25%的天平称量,依下式计算纸的基重,以3位数表示。 如无法在规定温度及相对湿度下测定,可依下列步骤推算之: 第一步:使用标准天平称量试样之重量 第二步:依GB 462纸和纸板水分测定法测定纸样之水分含量 第三步:依下式计算含水率为9%时的重量即为该试样之定量
2、厚度(THICKNESS或CALIPER) 纸之厚度表示法公制是以公厘(mm表示,英制是以寸(inch)表示,英、美方面对瓦楞芯纸通常以“点”(mil)表示,每点等于0.001寸,例如常用的26b/M.S.F2之瓦楞芯纸厚度为0.009寸,俗称“9点”纸。 由原纸的厚度加上瓦楞之高度可得瓦楞纸板之厚度,可藉以明了瓦楞辊(CORRUGATING ROLL)磨损程度及瓦楞纸板在加工过程中对纸箱强度减损的程度。 3、破裂强度又称顶破力(BURSTINGS TRENGTH) 破裂强度在瓦楞纸箱的制造上是十分重要的项目,试样在直径1.2寸之圆的面积上。以一定的加压速度施压使之破裂,破裂时施与纸张上之压力称为耐破度,依照国家标准GB1539纸板耐破度测定法测定,其单位表示方法公制以每平方公分若干公斤(kg/cm2)表示,英制以每平方寸若干磅(Eb/in2)。 箱板纸等级区分除用基重如200g/m2、230g/m2、250g/m2区分外,另依耐破指数做为区分之标准,如国家标准GB13024—91箱板纸之规定箱板纸区分为五级如下: 耐破指数仅系耐破度的另一种表示方法,便于业者记忆而已,绝对不能列入原纸验收之项目中,更不能与耐破度一项并列,即耐破度与耐破指数不应同列于验收标准中。耐破度与耐破指数之关系如下式: 早期,原纸及瓦楞纸箱之规格上均以耐破度为主要项目,在瓦楞纸箱工业先进国家如美国、日本现阶段已渐渐改变,耐破度之重要性渐为环压强度、箱压强度及冲刺强度(PUNCTURE STRENGTH)所取代。 4、环压强度(RING CRUSH) 将原纸裁切成“6×1/2”之试样,在长的方向卷向圆筒型,使试样两端相接,测试其所能承受之压力,此种强度称之为环压强度。此强度为制造瓦楞纸箱的特有试验,其实验方法依照GB2679.8纸板环压强度测定法行之。因瓦楞纸面受压方向为瓦楞之垂直方向,对原纸而言为横向,又瓦楞纸箱之耐压强度可由其组合原纸(含箱板纸及瓦楞芯纸)之横向环压强度推算,是故一般仅测试原纸之横向环压强度。 5、抗张强度(TENSILE STRENGTH) 对宽1.5cm,长18cm之纸样施于一定限度之张力,纸样因而断裂,该纸样所能承受之最大张力称为抗张强度俗称拉力。 在瓦楞纸板制造上为了要获得平整之瓦楞纸板,不论牛皮纸板或瓦楞芯纸均利用刹车方式,加于原纸上很大的拉力,使原纸得以平整地进入瓦楞纸机,否则会产生贴合不良、高低楞、操作不顺影响机械效率。尤以瓦楞芯纸最为重要,在瓦楞纸机上瓦楞芯纸之线速较箱板纸要快到 1.3~1.6倍,同时要在瓦楞辘(CORRUGATING ROLL)间,处于高温高压之状态下塑制成瓦楞形状,如瓦楞芯纸张力不够时将会在瓦楞波峰发生断裂现象,如箱板纸抗张强度不够时,在纸箱制作过程中,压线作业时于压线位置会发生箱板纸断裂现象,折叠作业时于纸箱四个角的外侧会发生断裂现象,为提高瓦楞纸箱之品质,原纸抗张强度的重要性并不亚于耐破度。一般仅测试原纸之纵向抗张强度。
造纸用表面施胶剂
造纸用表面施胶剂 康爱辉 张新东 (苏州天马医药集团有限公司,江苏苏州215101) 摘 要:本文介绍了纸或纸板常用表面施胶种类及各自优缺点,描述了目前国内纸或纸板表面施胶的现状及发展趋势。 关键词:纸或纸板 施胶剂 表面施胶 表面施胶是纸张或纸板加工过程中的一个工序,通常位于纸机的烘干部末端,使纸页在未完全干燥却具有一定的强度时喷涂一层胶液,经后续的干燥在纸和纸板表面形成一层胶膜,从而达到改变纸或纸板表面性能的目的。从造纸工业的发展来看,造纸表面施胶是不可或缺的过程之一,通过表面施胶可加人改善纸页性能或增加纸或纸板抗水性的表面添加剂。原先,由于技术水平及纸种要求的限制,表面施胶剂只能用在特殊纸种上,例如:钞票纸、证券纸、海图纸等。随着造纸工业技术水平的提高,纸张的表面施胶已经成为一种常规的纸张处理工序,尤其是近年来因印刷、复印、传真的普及对文化纸、包装纸和瓦楞纸的表面性能、强度及抗水性提出了更高的要求,因此造纸工业在不断的探求新的表面施胶技术。 1 现行的表面施胶有如下优势 1)提高纸和纸板的印刷性能; 2)可通过选用不同的表面施胶剂种类,提高纸张的表面强度或抗水性; 3)提高纸和纸板的物理强度; 4)表面施胶可减少纸张的两面差; 5)不受抄纸水质和水温的影响,施胶效果比较稳定; 6)胶料留着效果好,施胶成本低; 7)和内施胶同时使用,可弥补内施胶的一些缺陷。 2表面施胶剂的分类及其作用 根据表面施胶剂的功能,我们分成抗水类和增强类。提高抗水性的表面施胶剂可选用烷基烯酮二聚体(AKD)、苯乙烯马来酸酐共聚物等;增强类的可选用淀粉、羧甲基纤维素(CMC)、聚乙烯(PVA)醇等。下面介绍目前纸厂常用的表面施胶剂类型及基特点。 2.1淀粉及其改性物 淀粉是一种天然高分子化合物,它是一种重要的表面施胶剂和纸张增强剂。玉米淀粉使用比较广泛,薯类淀粉使用效果较好。天然原淀粉粘度高,流动性差,容易凝聚,用水稀释后容易沉淀,在粘结性、成膜性方面还存在很大的局限性,所以在施胶系统中使用的是改性淀粉。使用淀粉改性物作为表面施胶剂最大的优点就是原料丰富,价格便宜,非常适合中国的国情,另外表面增强效果明显,可改善印刷效果。但淀粉是高分子水溶性物质,结构中含有亲水基,在成膜后难以抵挡液体的渗透。这就需要用变性淀粉和其它的表面施胶剂配合使用来达到纸张的要求。表面施胶中最常用的是氧化淀粉。 2.2聚丙烯酰胺(PAM) PAM作为表面施胶剂,应和乙二醛混合,两者在于燥过程中可形成交联网络。由于纸页中存在三价铝离子和钙离子等,PAM分子中的部分-CONH:基团又水解成-COOH,这些金属多价离子会与PAM中的-COOH产生离子交联键,从而使纸而产生抗水性。PAM价格高,质量好,适合和价格便宜的淀粉配合使用。 2.3聚乙烯醇(PVA) 聚乙烯醇按聚合度和水解度不同,分为许多牌号。一般用作表面施胶的PVA聚合度为l000—2000,醇解度为98%-99%。我国生产的PVA,用于表面施胶的主要是1798,即聚合度为l700,醇解度为98%。经PVA表面施胶的纸张,干燥后纤维有很好的黏合力,表面强
表面施胶剂的种类及作用
表面施胶剂的种类及作用 许夕峰 靳光秀 梁福根 吴晓敏 (杭州传化华洋化工有限公司,杭州311231) 摘 要:本文对表面施胶剂进行了分类,并对每类产品的性能及在不同纸种中所起的作用进行了介绍。 关键词:表面施胶剂 造纸 印刷适应性 1 前言 施胶的目的是使纸或纸板具有抗拒液体(特别是水和水溶液)扩散和渗透的能力。表面施胶[1,2]指的是湿纸幅经干燥部脱除水分至定值后,在纸的表面均匀地涂施适当的胶料的工艺过程。在现代的造纸技术中,表面施胶已成为纸页表面施胶处理的主要形式,其作用不仅仅局限于赋予纸张一定的抗液性,在某些情况,则更加强调其对纸张印刷性能、纸张表面性能的改善。因此,也有将表面施胶称为表面改性或表面增强的。 近年来,随着纸张表面施胶工艺的发展,许多化学品公司都研发生产出能适合纸张表面施胶用的化学品。本文将主要介绍表面施胶化学品的种类及其在不同纸种中发挥的作用。 2表面施胶剂的种类 2.1传统表面施胶剂 淀粉是最常用的载体,也是施胶压榨中用量最大的化学品。有关这方面的文献报道很多[3,6],这里需强调的是阳离子淀粉及酶转化淀粉。阳离子淀粉[7]可与纤维形成离子键,因此在损纸回抄的过程中可更多的留在纤维表面,降低白水的COD,有利于环保。酶转化淀粉[8]是一种生物变性淀粉,其转化结果与氧化淀粉相似,都是将淀粉的长分子链水解为短分子链。酶转化淀粉的制备工艺比较简单,可现制现用,较常用的氧化淀粉,其最突出的优点是使用成本很低,因此越来越受到纸厂的青睐。 除淀粉外,PVA、CMC及海藻酸钠[9]有时也作为载体应用在施胶压榨上。这些化学品都具有良好的成膜性,可封闭纸张的毛细孔。 2.2合成聚合物表面施胶剂[10-14] 合成聚合物表面施胶剂在现代造纸工业中具有极其重要的地位。与传统的浆内施胶剂不同,它们是专门为表面施胶而设计的,是目前表面施胶剂的主流产品。该种表面施胶剂主要可分为三种类型:①水溶性聚合物表面施胶剂(SMA及SAA类);②聚合物水分散液表面施胶剂(SAE类):③聚氨酯水分散液表面施胶剂(PUD类)。 2.2.1水溶性聚合物表面施胶剂[15-18] 这些水溶性聚合物主要是苯乙烯-马来酸酐共聚物(SMA类)及苯乙烯-丙烯酸共聚物(S 从类)的铵盐、钠盐或混合盐。产品随着纸机系统向中碱性转变而逐渐兴起,主要用来克服浆内滥用AKD后,纸面摩擦系数的过分降低。 SMA、SAA均为阴离子聚合物,其水溶性来自于羧酸盐的解离,因此不能在低pH环境中使用。SMA、SAA类产品的作用发挥,往往要借助某些阳离子物质。如聚合物长链中的羧酸根离子在A13+的协助下吸附在纸页表面,而疏水的苯乙烯基团朝向纸面外,从而赋予纸页一定的抗水性。SMA、SAA产品也有一定的成膜能力,可改变纸页的透气度,增大原纸表面的摩擦系数。 影响这类产品性能的因素有很多。聚合物的分子量既影响产品的施胶效果,又影响产品的成膜能力。分子量高,其施胶效果越好,成膜能力越强。盐的类型也会影响聚合物的性质,一般来说,铵盐由于易于解离,使聚合物具有更好的施胶效果;而钠盐的成膜能力较强。与其它类型的聚合物表面施胶剂相比,这类产品在使用过程中会产生大量泡沫,从而影响施胶压榨效果的稳定性,限制了其在造纸工业中的应用。
造纸行业复合表面施胶剂及制备方法--初稿
造纸行业替代淀粉的复合表面施胶剂及制备方法 技术领域 本发明涉及纸浆造纸技术领域,特别涉及一种造纸行业替代淀粉的复合表面施胶剂,还涉及其制备方法。 背景技术 目前我国的造纸业,由于纸浆短缺,用于生产纸板、瓦楞原纸的企业大都采用于多次重复利用的废旧纸箱进行造纸,这样的纸品原材料所生产的纸张强度低,质量差,需在纸品表面用淀粉进行表面施胶来提高强度,以满足用户的需求,造纸用表面施胶淀粉是用于提高纸和纸板表面强度及提高纸品硬度(环压强度)的主要添加剂,它是一种用量大、应用面很广的造纸添加剂。 淀粉的来源主要是通过人们日常必需的粮食作物,比如玉米、小麦、薯类等作物,经过加工生产出来的,淀粉也是人们赖以生存的粮食和生活必需品,长期以来粮食的短缺,越来越被世界所关注,中国是粮食大国,也是缺粮国,大量的淀粉用于造纸形成了极大的浪费和隐患。就瓦楞纸而言一吨纸需50-100公斤淀粉才行,全国高强瓦楞纸2000万吨产量计,每年所消耗的淀粉1-2亿吨。因此寻找一种能够替代淀粉的产品刻不容缓。并且使用淀粉进行表面施胶时也因为其粘度较差、成膜性及抗水性,也不能满足要求,因此开发一种能够完全替代淀粉又能比淀粉增强效果更明显,抗水性更好的产品意义重大。 发明内容 为了解决以上纸浆造纸技术领域淀粉施胶剂造成的粘度高、资源浪费、施胶剂效果差的问题,本发明提供了一种提高纸张的表面强度和物理指标,也能节约粮食、降低生产成本,粘度低、施胶效果好的造纸行业替代淀粉的复合表面施胶剂。 本发明还提供了所述复合表面施胶剂的制备方法, 本发明是通过以下措施实现的: 一种造纸行业替代淀粉的复合表面施胶剂,原料重量配比如下: 400目以上的滑石粉:20-40份, 400目以上的轻质碳酸钙:15-30份, 500目以上的云母粉:10-20份, 400目以上的高岭土:10-20份, 200目以上的钙基膨润土:20-40份,
造纸表面施胶剂的种类和应用
造纸用表面施胶剂 表面施胶是纸张或纸板加工过程中的一个工序,通常位于纸机的烘干部末端,使纸页 在未完全干燥却具有一定的强度时喷涂一层胶液,经后续的干燥在纸和纸板表面形成一层胶膜,从而达到改变纸或纸板表面性能的目的。从造纸工业的发展来看,造纸表面施胶是不可 或缺的过程之一,通过表面施胶可加人改善纸页性能或增加纸或纸板抗水性的表面添加剂。原先,由于技术水平及纸种要求的限制,表面施胶剂只能用在特殊纸种上,例如:钞票纸、证券纸、海图纸等。随着造纸工业技术水平的提高,纸张的表面施胶已经成为一种常规的纸 张处理工序,尤其是近年来因印刷、复印、传真的普及对文化纸、包装纸和瓦楞纸的表面性能、强度及抗水性提出了更高的要求,因此造纸工业在不断的探求新的表面施胶技术。 1现行的表面施胶有如下优势 1)提高纸和纸板的印刷性能; 2)可通过选用不同的表面施胶剂种类,提高纸张的表面强度或抗水性; 3)提高纸和纸板的物理强度; 4)表面施胶可减少纸张的两面差; 5)不受抄纸水质和水温的影响,施胶效果比较稳定; 6)胶料留着效果好,施胶成本低; 7)和内施胶同时使用,可弥补内施胶的一些缺陷。 2表面施胶剂的分类及其作用 根据表面施胶剂的功能,我们分成抗水类和增强类。提高抗水性的表面施胶剂可选用烷 羧甲基纤维素(C M C)、 基烯酮二聚体(A K D)、 苯乙烯马来酸酐共聚物等;增强类的可选用淀粉、 聚乙烯(P V A)醇等。下面介绍目前纸厂常用的表面施胶剂类型及基特点。 2.1淀粉及其改性物 淀粉是一种天然高分子化合物,它是一种重要的表面施胶剂和纸张增强剂。玉米淀粉使用比较广泛,薯类淀粉使用效果较好。天然原淀粉粘度高,流动性差,容易凝聚,用水稀释 后容易沉淀,在粘结性、成膜性方面还存在很大的局限性,所以在施胶系统中使用的是改性 淀粉。使用淀粉改性物作为表面施胶剂最大的优点就是原料丰富,价格便宜,非常适合中国 的国情,另外表面增强效果明显,可改善印刷效果。但淀粉是高分子水溶性物质,结构中含 有亲水基,在成膜后难以抵挡液体的渗透。这就需要用变性淀粉和其它的表面施胶剂配合使 用来达到纸张的要求。表面施胶中最常用的是氧化淀粉。 2.2聚丙烯酰胺(P A M) P A M作为表面施胶剂,应和乙二醛混合,两者在于燥过程中可形成交联网络。由于纸页中存在三价铝离子和钙离子等,P A M分子中的部分-C O N H:基团又水解成-C O O H,这些金属多价离子会与P A M中的-C O O H产生离子交联键,从而使纸而产生抗水性。P A M价格高,质量好,适合和价格便宜的淀粉配合使用。 2.3聚乙烯醇(P V A) 聚乙烯醇按聚合度和水解度不同,分为许多牌号。一般用作表面施胶的P V A聚合度为l000—2000,醇解度为98%-99%。我国生产的P V A,用于表面施胶的主要是1798,即聚度为l700,醇解度为98%。经P V A表面施胶的纸张,干燥后纤维有很好的黏合力,表面强
造纸辅料用途-大全
硫酸铝: 有关硫酸铝通常大家知道,硫酸铝首先有调节PH值的作用,要保障表胶液呈酸性,阳离子表面施胶剂才会起作用;其次,硫酸铝还有中和纸张表面阴离子垃圾的作用。 今天,做了一个小实验,发现了硫酸铝的第三个作用,就是可以提高淀粉表胶的抗水性实验很简单, 1、用淀粉液不加硫酸铝,直接涂布到瓦楞纸上; 2、用淀粉液加硫酸铝后,涂布到同样的瓦楞纸上;烘干,并稳定2小时后,检测COBB60: 1)没有施胶的瓦楞纸,吸水值180; 2)只用淀粉施胶的瓦楞纸,吸水值150; 3)用淀粉和硫酸铝施胶的瓦楞纸,吸水值110; 另外,用目测和手感,加过硫酸铝的表胶纸,挺度和光泽度较好,说明铝离子阳电荷与淀粉链的阴电荷彼此间有结合的作用,铝离子搭桥使淀粉链成网状结构,提高了淀粉膜的抗水作用。在运行条件没有改变的前提下,纸页莫名地增加断头,添加硫酸铝或排放和更换白水池白水,是解决问题的首选方法。 原理有二: 1、是减少或减低白水中的阴离子杂质含量,降低上网浆水的粘度,提高浆料上网滤水速度,从而提高纸页过伏辊,过压榨棍和过缸的干度,增加纸页的湿强度,从减少纸页断头。 2、是三价铝离子的与纤维产生正电荷吸附,并与水中阴离子结合,以及搭桥结合细小纤维,使纸页在成型过程中提高纤维之间的空隙率,提高纸页的滤水速度,增加提高白水的清洁度,从而减少纸机运行的流程清理故障 在没有确定情况下,先把纸带过去了再来找原因,我做的理由是: (1)、硫酸铝带正电荷,纤维带负电荷,增加细小纤维及填料的留着,加快网部脱水,提高干度。 (2)、硫酸铝,有清理阴离子垃圾的作用。 (3)、硫酸铝对压榨粘辊有明显的改善作用。 (4)、抄造新闻纸,硫酸铝可以起到抑制树脂的作用。 表胶加少了环压低硫酸铝加少了吸水性不行就看你们流送加不加干强剂明矾了还有烘干部的刮刀需要经常抽~纸毛要经常清理~最重要的是单挂上面的贴干网正面的导棍上不能有胶粘物不行就停下来铲干净再看改造加个刮刀上面去要不然加个气管开着吹我现在的厂车速650一个班看情况不行就花个10分钟吹下,我能保持12个小时不断头; 1、硫酸铝配合表胶使用是的加入点?以及二者的加入量? 2、AKD也可用来做表胶,从成本的角度考虑,能不能烦请高手给做个比较? 3、膜转移施胶和浸泡式施胶的区别优劣? 1)硫酸铝的主要作用是中和阴离子垃圾,因此,其加入点要放在回流液的后面,或者是上胶泵的前面。硫酸铝加量多少,主要取决于回流液的阴离子垃圾的数量,可以用仪器检测。高施胶度纸,用硫酸铝也可加强淀粉膜的密度。 2)AKD可以用来做表胶,但不能做高施胶度纸张,主要是“打滑”问题。 3)膜转移施胶的优势,是可以节约后段烘缸的蒸汽消耗;同时,膜转移施胶可以适应高速纸机的速度要求;膜转移施胶适合涂布白板纸以及箱板纸,不适合瓦楞纸。 瓦楞纸,只有两种施胶,第一是浆内施胶,第二是浸泡式施胶,而且浸泡式施胶用苯乙烯丙烯酸类表胶,可以达到任意施胶度,是高施胶度纸张的最佳选择。 浸泡式施胶最适合制造瓦楞纸、其次是箱板纸,用于涂布白板纸会增加蒸汽成本。 淀粉如果不加硫酸铝,排列疏松,不抗水,但韧性好。但硫酸铝加太多,淀粉排列太紧密,虽更抗水,但会导致淀粉薄膜发脆。通常按照120克重纸计算,吨纸硫酸铝溶液加量2-3公斤较好。当然,在浆内加硫酸铝,会减少表胶淀粉的硫酸铝,因此,阳离子需求量不高于300为宜。浆内加硫酸铝稍多些,不至于纸张发脆。强阳离子表胶对硫酸铝的依赖小。阴离子表胶对硫酸铝依赖最大。 两种表胶一种适合浸泡式施胶,另一种适合膜转移施胶。浸泡式的,4600/500米车速,我们最低可用到1公斤(冬天),1.3(公斤); 膜转移的表胶,不同纸机条件有差异,加量不同,大致在1.8公斤到2.5公斤范围。一般硫酸铝是为了表胶施胶时调节淀粉PH值时添加的,有些表胶是阳性的需要在酸性条件下使用,简单来说就是为酸性施胶提供施胶条件 硫酸铝是造纸中不可替代的助剂之一: 1)本质上,主要利用其三价铝的阳离子性,同时价廉物美; 2)中和阴离子垃圾; 3)调节PH值,保障阳离子助剂发挥最大的作用; 4)为淀粉和纤维架桥,使淀粉的留住率提高,并提高其与纤维的结合力;其副作用是,存在游离酸,会与纤
表面活性剂在造纸工业中的应用
表面活性剂在造纸工业中的应用 ?类别: 制浆造纸工业 ?作者: 姚献平 ?关键词: 表面活性剂,造纸化学品,造纸 ?【内容】 ? 表面活性剂是造纸化学品的重要组成部分, 广泛应用于造纸制浆、湿部、表面施胶、涂布以及废水处理等过程。 近几年来, 由于世界木材紧缺, 废纸再生率大大提高, 严格的环保立法这三方面的因素, 加上各种高新技术的发展, 如造纸设备的大型化、高速化, 纸与纸板多样化、高档化的影响和需求, 各种新颖的造纸化学品正不断涌现, 它们对提高造纸的产量、改善质量、降低污染以及提高经济效益等方面均起着举足轻重的作用。因此世界各国都十分注重造纸化学品的开发和生产, 其总体发展速度始终保持在3% ~4% 的增幅, 有些特殊新品种由于技术上的突破增幅更是高达10% 以上。全球销售总额已达到85 亿美元。美国销售额增长率达到 4.8%, 日本销售额的年增长率高达11.32%, 西欧 3.13%, 其中增长较快的品种是助留助滤剂、施胶剂、增强剂、防腐杀菌剂、树脂障碍/ 沉积物控制剂、脱墨剂等造纸用精细化学品, 而这些造纸精细化学品几乎都离不开表面活性剂。 中国造纸化学品的开发应用起步较晚,70 年代还几乎空白。随着物质生活水平不断提高, 人们对纸张质量要求越来越高, 对纸张的需求量越来越大。近年来我国造纸工业持续高速发展,1998 年我国纸和纸板产量为2800 万t, 居世界第三位, 而消费总量为3340 万t, 预计我国造纸工业还将继续快速发展, 造纸化学品的开发和应用已引起了国家有关部门及大专院校、科研院所的高度重视, 目前国内已开发了上百个品种系列。1990 年原化工部正式批准成立原 化工部造纸化学品技术开发中心,1995 年国家民政部正式批准成立中国造纸化学品工业协会, 还编辑出版了中国造纸化学品工业协会会刊《造纸化学品》。根据中国造纸化学品工业协会初步调查分析, “九五” 末我国造纸化学品实际销量约25 万t, 到“十五”末有可能达到60 万t。因此中国造纸化学品行业是一个很有发展前景的朝阳行业。 1 造纸工业用表面活性剂
常用的浆内造纸施胶剂
常用的浆内造纸施胶剂 阳离子分散松香胶: 一:性质与施胶机理:它最适合的PH值范围是4.6~5.3,胶料的留着不依靠铝矾,自身带有正电荷,其施胶机理是依赖静电引力,自我留着和均匀分布于纸纤维表面,然后自身或通过少量铝盐与纤维固着,通过干燥部即可施胶 1:胶粒的留着只需少量的铝矾,在干燥时铝矾在纤维表面上与松香反应,因此,必须注意铝矾的适宜留着条件,即PH在5.0~6.5时,2铝盐会强烈地吸附在纤维表面 2:在干燥部,留着的松香胶颗粒熔化并在纤维表面展开,与铝化合物接触并发生反应使松香与纤维表面结合。该过程在70~110度时实现 3:在吸附有正电荷松香粒子的湿纸进入纸机干燥部时,由于游离松香有较低的烧结温度,而得以软化并和纤维上的铝离子反应,继而将松香分子定位,使疏水基转向纤维外侧,而亲水基与纤维上的羟基牢固结合,形成一层良好的疏水层 二:施胶机理过程: 留着:本身带正电荷,无须借助带正电荷的明矾水解物或其他阳离子型助留剂,在湿部具有自我留着的能力 分布:在湿布,本身带正电荷的松香粒子可均匀分布在纤维表面 定位:进入纸机干燥部,游离松香粒子与吸附于纤维的铝离子反应行成松香酸铝,并使其松香粒子疏水基、亲水基转向定位 固着:在纸机干燥部松香粒子与吸附于纤维的铝离子反应,并牢固与纤维结合 三:影响因素:
1:PH值:阳离子松香胶一般接近中性条件下施胶,最佳PH值范围是5.0~6.5之间,高PH值下(>6.5时),大量松香酸会变为松香酸皂,它没有施胶效果的,另外,在高PH值下,松香胶中的正电荷量也会降低,因而减少纤维对松香胶的留着率;总碱度太高,松香就会被皂化而降低施胶度 2:ξ电位:纸浆带负电荷,加入阳离子松香胶电荷得到中和,阳离子胶在纸浆上的留着率可随ξ电位的提高而增加,从而提高施胶效率 3:加料顺序:最佳的施胶程序是逆向施胶,即先加硫酸铝后加胶;在阳离子分散松香胶施胶系统中,明矾的作用在于消除或减少阴离子干扰物,加快网部的滤水和控制PH值, 烷基烯酮二聚体(AKD) AKD在室温下是一种蜡状水溶性物 一:AKD的应用条件: 1:助留剂:AKD属非离子性,对纤维没有吸引力,必须借助其他物质助留,如阳离子淀粉等作为施胶留着剂,如美国NSCC公司的Cato304,杭州化工研究所的变性淀粉HR-1等 2:PH值和碱度:最有效的PH8~9;总碱度在150~250mg/L时,能提高AKD的施胶效率及熟化速率,所以在配料中加入适量的NaHCO3或Na2CO3是必要的 3:填料和细小纤维:它们的比表面积都比纤维高,胶料的吸附倾向于它们,所以填料的单程留着率很重要,它可以重新分布在纤维的表面,而细小纤维的流失很大,所以加得太多会增加更多的胶料量 4:明矾的加入量:它只起中和干扰物的作用,它的加入点应该在加胶点之前二:反应过程: 胶料在扩展过程中除去水是很重要的,只要胶粒被液体包着,水的表面张力会