FANUC 0i-B系统主轴的参数设定
摘要:在数控加工中,系统的参数设定会影响到加工的效果。通过对Fanuc 0i-B 系统的主轴方面的参数设定介绍,使我们了解了对与恒线速度加工相关的主轴参数的设定方法。
关键字:Fanuc 主轴;参数设定;恒表面速度
在数控的车削加工中,为保证加工表面精度和粗糙度,常常要使用恒表面度加工方式,而这种加工方式与数控机床的参数设定有着密切的关系。而操作者却往往并不十分了解数控机床在这方面的特性,以致在编程加工过程中常常达不到预期的理想效果,甚至出现"莫名"的错误,其实这是由于对数控机床在这些方面的参数设定不了解而造成的。通过对FANUC-0iB主轴相关参数设定的说明,这一问题有进一步的了解,使操作者能正确地编制程序,提高加工质量。
1、Fanuc主轴伺服系统简介
要正确地进行横速变成和操作,首要弄清数控车床的主轴工作原理和结构。Fanuc公司的主轴伺服系统可分为直流和交流两大类,由于现在大多数机床采用交流主轴伺服系统,在这里也仅介绍交流系统。交流主轴伺服系统由模拟式和数字式两种产品,它有以下特点:
①由于采用了微处理器和最新的电气技术,在全部速度范围内能平滑的运行以及很少的振动和噪声;
②具有再生制动控制,可将电动机能量反馈回电网。
而数字式伺服系统较之模拟伺服系统由具有二个特点:
①由于采用数字直接控制,数控系统输出不要经过A/D转换,所以控制精度高;
②取消全部电位器,采用参数设定方法,其优点是设定灵活,范围广,而且可以无级设定,所以较电位器调整准确。
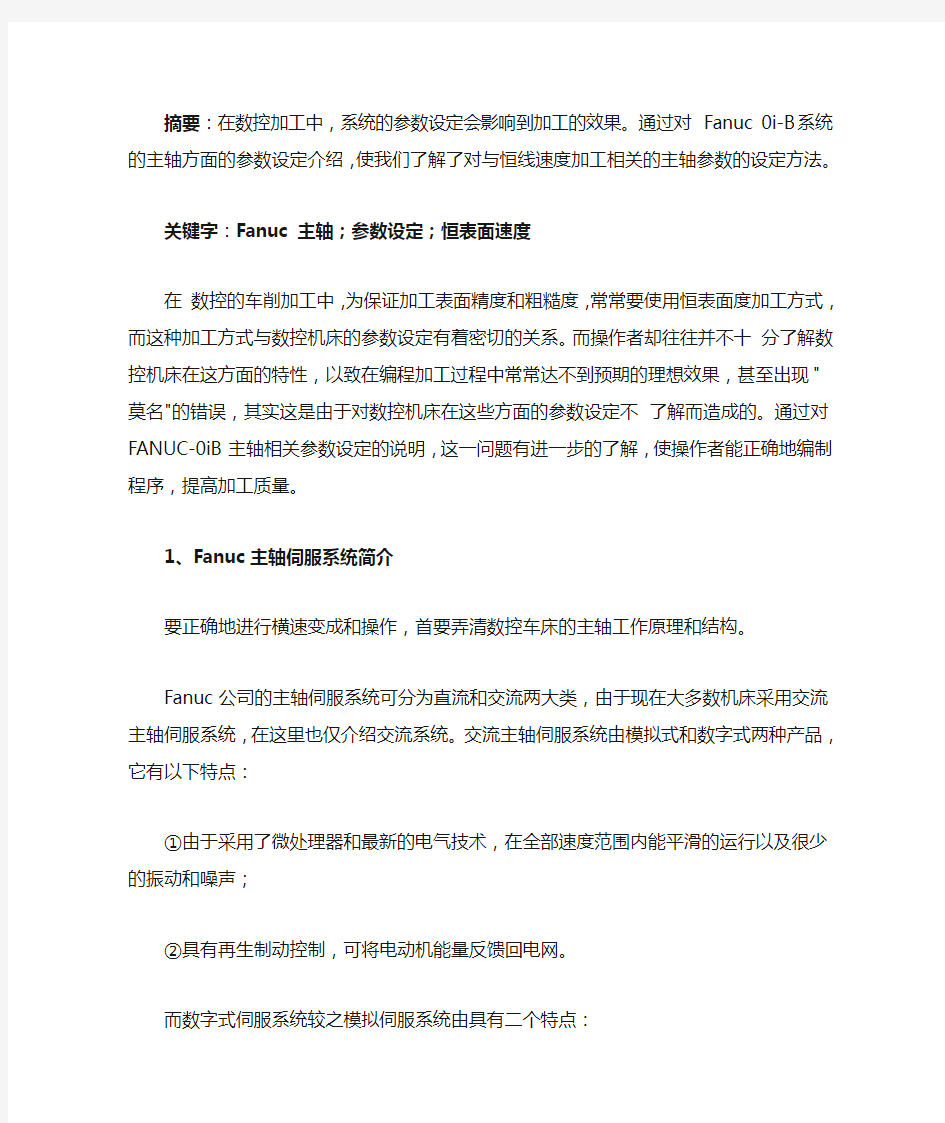
对主轴伺服系统的过程简述如下(如图1):
图1
交流主轴伺服系统有数控系统来的速度指令在比较起中与检测器来的信号相与之后,经比例积分回路将速度误差信号放大作为转矩指令电压输出,再经绝对值回路使转矩指令电压永远为正。然后经函数发生器(起作用位当电动机低速时提高转矩指令电压)到达V/F变换器,变成误差脉冲。误差脉冲送到微处理器并与四倍回路出来的速度反馈脉冲进行运算。同时,将预先写在微处理器部件中的ROM中的信息独处分别送出振幅和相位信号,送到DA振幅器和DA强励磁。DA 振幅其用于产生于转矩指令相对应的电动机定子电流的振幅,DA励磁强化回路用于控制增加定子电流的振幅。它们的输出值经乘法器后形成定子电流的振幅。另一方面,从微处理器输出的U、V两相的相位(即sinθ、 sin(θ-120°))被分别送到U、V相的电流指令回路(实际为一乘法器),通过它形成U、V相的电流指令。这个指令与电流反馈信号相与之后的误差,经过放大之后送PWM控制回路,变成频率为3kHz的脉宽信号。而W相的信号则是由Iu、Iv两信号合成产生。上述脉宽信号经PWM变换器,用脉宽调制信号控制电动机的三相交流电流。脉冲发生器是一个速度监测器,用来产生每转256个脉冲的正弦、余弦信号波形,经过4倍回路变成每转1024个脉冲。它一方面送到微处理器,另一方面经F/V变换器作为速度反馈送到比较起与速度指令去进行比较。但在低速时,由于F/V变换器的线性度较差,所以此时的速度反馈信号时由微分电路和同步电路产生的。
2、主轴的一般设定
为保证主轴电机能正常工作,能提供良好的旋转力矩,因而对主轴电机的转速有上、下限的制约。如图2。
参数 NO.3735设定主轴电机最低箝制速度,参数 NO.3736设定主轴电机最高箝制速度,设定数据的范围为:0~4095。设定值由以下公式求得:
图2
但是,主轴电机箝制速度的设定并不是一直有效的,如果指定了恒表面速度控制功能或GTT(NO.3706.#4),这两个参数无效。在这种情况下,不能指定主轴电机的最大箝制速度。但是可以由参数NO.3772(第一轴)、NO.3802(第二轴)、NO.3822(第三轴)设定主轴最大速度。
现在的数控机床一般采用手动换档和自动换档两种方式,前一种方式是在主轴停止后,根据所需要的主轴速度人工拨动机械档位至相应的速度范围;后者,首先执行S功能,检查所设定的主轴转速,然后根据所在的速度范围发出信号,一般采用液压方式换到相应的档位。
所以在程序当中或使用MDI方式,S功能应该写在M3(M4)之前,在某些严格要求的场合,S指令要写在M3(M4)的前一行,使机床能够先判断、切换档位后启动主轴。对手动换档机床,当S功能设定的主轴速度和所在档位不一致时,M3(M4)若写在S功能前,可以看到主轴首先转动,然后立即停止,再报警的情况,这对机床有一定的伤害。因此,应注意书写格式。
对每一个档位,都需要设置它的主轴最高转速,这是由参数 NO.3741 、NO.3742、NO.3743和NO.3744(齿轮档1、2、3和4的主轴最高转速)所设定的,它们的数据单位是min-1,数据范围: 0~32767。显然,参数的设置是和实际机床的齿轮变比有关系,当选定了齿轮组后,相应的参数也就能够设定了。如果M系选择了T型齿轮换档(恒表面速度控制或参数GTT(NO.3706#4)设定为1),还必须设定参数NO.3744。即使如此,刚性攻丝也只能用3档速度。如图3。
图3
档位的选择,由参数 NO.3751(档1~档2切换点的主轴电机速度)、参数 NO.3752(档2~档3切换点的主轴电机速度)决定,其数据范围:0~4095,其设定值为:
这两个参数的设定要考虑到主轴电机转速和扭矩。
另外,要注意在攻丝循环时的档位切换有专用的参数:参数 NO.3761(攻丝循环时档1~档2切换点的主轴电机速度)、参数 NO.3762(攻丝循环时档1~档2切换点的主轴电机速度),其数据单位:rpm,数据范围:0~32767。而不由参数 NO.3751、 NO.3752决定。
3、恒表面速度的相关参数设定
恒表面速度指令G96是模态G代码,在指令G96指令后,程序进入恒表面速度控制方式且以指定S值为表面速度。G96指令必须指定恒表面切削速度控制应用哪个轴。参数 NO.3770可设定恒表面速度控制时作为计算基准的轴(数据范围:1,2,3……控制的轴号,如设定为0时,认为X轴进行恒表面速度控制)。此时G96 程序段中指令的P值对恒表面速度控制没有意义。直至G97取消G96方式。
主轴转速(角速度)和表面速度之间存在如下关系:
其中v:线速度;ω:角速度;r:半径;n:转速。
由上式可知,随着半径的变化,表面速度几乎可以为从0至无穷大的值,这在实际加工是不允许出现的。因此在用恒表面切削速度控制时,主轴速度若高于
G50S_____中规定的值,就被箝在最大主轴速度;若通电时尚未指定最大主轴速度,则主轴速度不被箝制。在G96程序段的S(表面速度)指令被当作S =0,直到程序中出现M3或M4。
而在实际加工中,我们通常要对恒表面速度的上下都要设限,参数 NO.3771和NO.3772分别对在恒表面速度控制时主轴最低、最高转速进行设定(数据单位:rpm。数据范围:0~32767)。而如果在多主轴控制时(T系),用下列参数NO.3781(设定第1主轴的上下转速)、NO. 3782(设定第2主轴的上下转速)、NO. 3783(设定第3主轴的上下转速)的上限转速。
在利用恒表面速度进行实际加工时,很多操作者反映加工后的表面效果并不理想,远不及预期的,甚至有些还比一般加工的效果还要差。
这其实是由机床操作者对主轴的一些参数设定值和恒表面速度加工特性不甚了解所造成的。一定进入了恒表面加工状态,即使对自动换档的机床来说档位也被锁定。也就是说,即使主轴的转速值跨越了档位切换点,系统也不会进行换档。而一旦设定不合理,主轴处于不合适的档位,无法提供足够的切削旋转扭矩,便会明显地影响加工效果。因此,在进行恒表面速度加工之前,应对被加工表面进行分析,求出在所需的表面速度下各处相对应的主轴转速的相对集中段,以确定合适的档位。然后再设定恒表面速度的上下限,保证主轴转速在最佳的范围内。
而对自动换档系统,在编制加工程序时应注意,在进入恒表面速度加工前,应使用S指令将主轴切换到所需的档位,然后再进行恒表面速度加工。
4、结束语
数控加工过程中所涉及的知识面很广,不仅包含着一般的加工工艺、金属切削等方面的知识,还需要对数控机床本身有一定的了解,只有将机床参数设置为最佳状态值,才能够达到预期的、满足的加工效果。
陈萧(南通职业大学数控技术中心,江苏南通 226007)
参考文献
[1] 吴国经.数控机床故障诊断与维修.电子工业出版社,2004.5.
[2] 数控机床系统维修技术与实例.机械工业出版社,2004.6.
[3]《Beijing-FANUC 0i-B/0i Mate-B 参数说明书》.
[4]《Beijing-FANUC 0i-MB 系列操作说明书》.
FANUC 0I常用参数
FANUC-0iA 常用的参数[post] 參數型號意義 0.0TVONTV 檢查 0.1ISO傳輸碼為ISO/EIA 0.2INI輸入單位為mm(毫米)/inch(英吋) 0.5SEQ序號自動插入 1.1FVC紙帶格式 12.0MIX鏡像 20I/ORS-232 通訊頻道 傳輸(I/O=0) 參數型號意義 101.0SB2設定STOP 位元為1或2 101.3ASI設定ASCII 碼 102傳輸設備設定 103傳輸速率 傳輸(I/O=1) 參數型號意義 111.0SB2設定STOP 位元為1或2 111.3ASI設定ASCII 碼 112傳輸設備設定 113傳輸速率 傳輸(I/O=2) 參數型號意義 121.0SB2設定STOP 位元為1或2 121.3ASI設定ASCII 碼 122傳輸設備設定 123傳輸速率 行程限制 參數型號意義 1320各軸第一行程正方向限制 1321各軸第一行程負方向限制 1322各軸第二行程正方向限制 1323各軸第二行程負方向限制 進給率 參數型號意義 1420各軸快速移動進給率 1410空跑(dry run)速度 1422所有軸切削最大進給率 1430各軸切削最大進給率 1431先行控制所有軸切削最大進給率 1432先行控制各軸切削最大進給率 1425原點復歸減速後FL速度 1421快速移動FO速度 1423各軸JOG模式進給速度 1424各軸快速移動進給速度 加減速控制 參數型號意義 1620各軸快速移動加減速時間常數 1622切削進給加減速時間常數(指數型) 1622補間後加減速時間常數 1621鍾型加減速時間常數 1623切削進給FL速率(指數型) 1624補間後加減速時間常數(指數型) 1625JOG 進給FL速率(指數型) 伺服 參數型號意義 1800.1當VRDY在PRDY之前輸出伺服 1800.4切削和快速進給背隙補正量分開設 1815.1分離式檢出器使用有效/無效 1815.5絕對式檢出器使用有效/無效 1816.4DMR 1820CMR 1821各軸參考點容量 1825各軸伺服迴路增益 1826INPOSITION 寬度 1827切削進給INPOSITION 寬度 1828移動中位置偏差量限制 1829停止間位置偏差量限制 1836原點復歸時伺服誤差量 1850各軸柵格點偏移量 1851背隙補正量(切削) 1852背隙補正量(快速進給) 伺服自動設定 參數型號意義 2000~2126伺服系統參數 2000.1伺服參數自動設定 2020馬達型號 2021負載慣性比 2022馬達旋轉方向 2023馬達速度回饋脈波數 2024馬達位置回饋脈波數 2084 2085FLEX GEAR CRT/MDI 參數型號意義 3100.3FKYCRT 鍵盤為半鍵或全鍵 3100.7CORCRT為單色或彩色 3102.0~6語言設定 3105.2實際速度和T碼顯示 3111.0SVS伺服調整畫面 3111.1SPS主軸調整畫面 3111.5OPM操作監視畫面 3111.6OPS在監視畫面顯示主軸/馬達轉速 開機初始設定 參數型號意義 3401.0DPI小數點忽略有效/無效 3402.0G01電源打開時是G00或G01 3402.1~2電源打開時選擇平面G17/G18/G19 3402.3G91電源打開時是G90或G91 3404.7M3B同一個單節可執行一個或三個M碼 節距誤差補償 參數型號意義 3620補償參考點位置號碼 3621補償負方向位置號碼 3622補償正方向位置號碼 3623節距誤差補償倍率 3624節距誤差補償間隔距離 主軸控制
FANUC常用系统参数说明
FANUC0 小括号()改为中括号【】将3204中的PAF由0改为1. 释放风扇报警(ALM701参数PRM8901#0(FAN) 08000-08999保密设置NE8(N0.3202#0). 09000-09999保密设置NE9(NO.3202#4). FANUC Series 0i-MD:在显 示器上修改梯图。 按SY STEM!,按右扩展键几次,直到显示器下面出现[PMCCNF时,按[PMCCNF软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE)内置xx(PROGRAERNABLE)编辑后保存到(WRITETOF-ROM (EDIT) ), 这三项打开即可修改梯图. FANUC Series 0i-MC : 按SY STEM!,按[ > ]软键几次,当出现[PMCPRM软键时按此键,按[SETING ]软键,在出现的画面上将: EDIT ENABLE! 1 WRITE TO F-ROM (EDIT置1 PROGRAMMER ENA B LE 这三项打开即可修改梯图。 这三项只要能置为 1 ,就能进入梯图修改,xx 不了1,就是有参数封
住了,防止别人乱改梯图。对于有密码的,要输入密码才可以看到, 才可以修改。为使用梯形图编辑功能,应该 在“PARAMETERSFOR ONLINE MONITO R中把“ RS-232- C和“F-BUS选择为“ NOT USE , 以使在线监控功能无效。 自动插入顺序号:0000 #5 SEQ 自动插入顺序号增量值:3216 最大主轴转速:3772 加工中心乱刀XX System——参数-----PNMNET----- 数据----- 操作----- 缩放 寻找。 xx 系统D144,主轴25, D145 1POT(1).D146(2)…… 新版本系统D300主轴25, D301 1POT(1).D302 2POT(2)……
FANUC维修中常用参数
FANUC维修中常用参数 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1. 手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0;'暂时将 手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“伫 2. 当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种: (1) 若X轴在返回参考点过程中,出现510或就是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题则将参数0700或0704数值改为原来数值。 (2) 同时按P与CAN键后开机,即可消除超程报警。 3. 一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为W 4. 一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间发生接触碰撞异响故障。分析故障原因就是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5. 密级型参数0900?0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900?0939必须用MDI方式输入很不方便。现介绍一种可以传输包含密级型参数0900?0939在内的传输方法,步骤如下: (1) 将方式开关设定在EDIT位置; (2) 按PARAM键,选择显示参数的画面; (3) 将外部接收设备设定在STAND BY (准备)状态; (4) 先按EOB键不放开,再按OUTPOT键即将全部参数输出。 6. 一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。 (1) 将PWE“ 0”改为“1,'更改参数NO、76、1=1,NO、22改为,此时CRT显示“ 300>警即X、Y、Z轴必须手动返回参考点。 (2) 关机再开机,利用手轮将X、Y移至参考点位置,改变参数NO、22为,则表示X、Y已建立了参考点。 (3) 将Z轴移至参考点附近,在主轴上安装一刀柄,然后手动机械手臂,使其完全夹紧刀柄。此时将参数NO、22改为,即Z轴建立参考点。将NO76、1设“00,'PWE改为0。
FANUC常用系统参数说明
FANUC0 小括号()改为中括号【】将3204中的PAR由0改为1. 释放风扇报警(ALM701)参数PRM8901#0(FAN) O8000-O8999保密设置NE8(NO.3202#0). O9000-O9999保密设置NE9(NO.3202#4). FANUC Series Oi-MD: 在显示器上修改梯图。 按SYSTEM键,按右扩展键几次,直到显示器下面出现[PMCCNF]时,按[PMCCNF]软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置编程器许可(PROGRA MM ER ENABLE),编辑后保存到快闪存储器(WRITE TO F-ROM (EDIT)), 这三项打开即可修改梯图. FANUC Series Oi-MC : 按SYSTEM 键,按[ > ] 软键几次,当出现[PMCPRM]软键时按此键,按[SETING]软键,在出现的画面上将:EDIT ENABLE置1 WRITE TO F-ROM (EDIT)置1 PROGRAMMER ENABLE 置1 这三项打开即可修改梯图。
这三项只要能置为1 ,就能进入梯图修改,若置不了1,就是有参数封住了,防止别人乱改梯图。对于有密码的梯形图,要输入密码才可以看到,才可以修改。为使用梯形图编辑功能,应该在“PARAMETERS FOR ONLINE MONITOR”中把“RS-232-C”和“F-BUS”选择为“NOT USE”,以使在线监控功能无效。 自动插入顺序号:0000 #5 SEQ 自动插入顺序号增量值:3216 最大主轴转速:3772 加工中心乱刀修正 System------参数-----PNMNET-----数据-----操作-----缩放-----寻找。 旧版本系统D144,主轴25,D145 1POT(1).D146(2)……新版本系统D300主轴25,D301 1POT(1).D302 2POT(2)……
FANUC 常用参数及分类
FANUC 常用参数及分类 参数在NC系统中用设定NC数控机床及辅助设备的规格和内容,及加工操作所必需的一些数据。机床厂家在制造机床、最终用户在使用过程中,通过参数的设定,来实现对伺服驱动、加工条件、机床坐标、操作功能、数据传输等方面的设定和调用。 机床厂商、用户在配备、使用FANUC系统时,根据具体的使用状况,有大量的参数需要调整和设置。在使用和调整这些参数是有必要搞清楚这些参数的用途和设置方法。在下文中介绍一些有关FANUC系统参数的常识和一些常用参数。 表3-2FANUC系统参数类型列表 数据形式 位型0或1 位轴型 字节型-128`127 0~256 有些参数中不使用符号 字节轴型 字型-32768~3276 0~65535 有些参数中不使用符号 字轴型 双字型-99999999~99999999 双字轴型 FANUC系统参数分类 按照数据形式参数可以分为下表所表示的类别: 1、对于位型和位轴型参数,每个数据号由8位组成,每一位有不同的意义。 2、轴型参数允许参数分别设定给每个控制轴。 3、每个数据类型有一个通用的有效范围,参数不同其数据范围也不同。 为了进一步说明这两类数据在数据设定方面的区别,特举如下两个例子:1、位型和位轴型参数举例 1000 # 7 # 6 # 5 # 4 #3 #2 #1 #0 数据号S E Q INI ISO TV C 数据 内容 通过该例可以知道位型和位轴型的数据格式,它们都是每一个数据号由0~7位数据组成。在描述这一类数据时可以用这样的格式来说明:数据号.位号。比如上例中的ISO参数就可以用这样的符号来表示:1000.1。1000.1=0时表示数据采用EIA码输出,1000.1=1时表示数据输出采用ISO码。位型和位轴型数据就是用这样的方式来设定不同的系统功能。 2、位型和位轴型以外的数据 1023 指定轴的伺服轴号 数据号数据内容
FANUC数控参数一览表
FANUC系统参数一览表 系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显 示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。 一.16系统类参数 0:OFF 1:ON 1.SETTING 参数(与设定相关的参数) 参数号符号意义16-T 16-M 0000/0 TVC 代码竖向校验O:不进行1:进行 0000/1 ISO EIA/ISO代码O:EIA代码1:ISO代码 0000/2 INI MDI方式公/英制O:米制1:英制 0000/5 SEQ 自动加顺序号O:不进行1:进行 0002/0 RDG 远程诊断O不进行1进行 0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。1只用减速挡块进行参考位置返回。 0012/0 MIRx 各轴镜像的设定0关闭1开启 0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令 0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴 3216 自动加程序段号时程序段号的间隔O 1 2.RS232C口参数 0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。0,1RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器 接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因 特网12DNC1接口#2 0021 前台输入设备的设定 0022 后台输入设备的设定 0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。如果使用了正在使用的输入输出设备,将发生报警 P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。) 100/3 NCR 程序段结束的输出码O 1 100/5 ND3 DNC运行时:读一段/读至缓冲器满O 1 3.与存储卡接口相关的参数 0300/0 PCM 存储卡接口0:NC端接口1:电脑端接口 4.与FACTOLINK相关的参数(与面板操作相关的参数) 0801/0 SB2 停止位的个数0:一位1:2位 0810/0 BGS 对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时0:不启动1:启动
FANUC系统数控机床全参数
FANUC系统数控机床参数 一、掌握数控机床参数的重要性: 无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。 因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。 另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。
数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。这些具体参数的参数表或参数纸带应该交付给用户。在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。以日本FANUC公司的10、11、12系统为例,在软件方面共设有26个大类的机床参数。它们是:与设定有关的参数、定时器参数、与控制器有关的参数、坐标系参数、进给速度参数、加/减速成控制参数、伺服参数、DI/DO(数据输入输出)参数,CRT/MDI及逻辑参数、程序参数、I/O接口参数、刀具偏移参数、固定循环参数、缩放及坐标旋转参数、自动拐角倍率参数、单放向定位参数、用户宏程序、跳步信号输入功能、刀具自动偏移及刀具长度自动测量,刀具寿命管理、维修等有关的参数。用户买到机床后,首先应将这份参数表复制存档。一份存放在机床的文件箱内,供操作者或维修人员在使用和维修机床时参考。另一份存入机床的档案中。这些参数设定的正确与否将直接影响到机床的正常工作及机床性能充分发挥。维修人员必须了解和掌握这些参数,并将整机参数的初始设定记录在案,妥善保存,以便维修时使用。 二、数控机床参数的分类 无论是哪种型号的CNC系统都有大量的参数,少则几百个,多则上千个,看起来眼花缭乱。经过仔细研究,归纳起来又有一定的共性可言,现提供其分类方式以做参考。 1、按参数的表示形式来划分,数控机床的参数可分为三类。 (1)状态型参数 状态型参数是指每项参数的八位二进制数位中,每一位都表示了一种独立的
fanuc数控系统常用参数表
fanuc数控系统参数表 2010-07-16 14:01 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1.手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。 2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。 (2)同时按P和CAN键后开机,即可消除超程报警。 3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到
同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。 4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5.密级型参数0900~0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。现介绍一种可以传输包含密级型参数0900~0939在内的传输方法,步骤如下: (1)将方式开关设定在EDIT位置; (2)按PARAM键,选择显示参数的画面; (3)将外部接收设备设定在STAND BY(准备)状态; (4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。 6.一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。
发那科常用参数(精)
发那科系统参数 系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显 示值不对或是用MDI 键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC 信号或连线无误,应检查有关参数。 一.16系统类参数 0:OFF 1:ON 1. SETTING 参数(与设定相关的参数) 参数号符号意义 16-T 16-M 0000/0 TVC 代码竖向校验 O:不进行 1:进行 0000/1 ISO EIA/ISO代码 O:EIA 代码 1:ISO 代码 0000/2 INI MDI方式公/英制 O:米制 1:英制 0000/5 SEQ 自动加顺序号 O:不进行 1:进行 0002/0 RDG 远程诊断 O不进行 1进行 0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。 1只用减速挡块进行参考位置返回。 0012/0 MIRx 各轴镜像的设定 0关闭 1开启 0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令 0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴
3216 自动加程序段号时程序段号的间隔 O 1 2.RS 232C口参数 0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。 0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3 遥控缓冲器接口 4 存储卡接口 5 数据服务器接口 10 DNC1/DNC2接口,OSI 因特网 12 DNC1接口#2 0021 前台输入设备的设定 0022 后台输入设备的设定 0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备 可设定的数值只有0-3。如果使用了正在使用的输入输出设备,将发生报警 P/S 233或 BP/S233,同时,注意设定值0和1表示相同的输入输出设备。) 100/3 NCR 程序段结束的输出码 O 1 100/5 ND3 DNC运行时:读一段/读至缓冲器满 O 1 3. 与存储卡接口相关的参数 0300/0 PCM 存储卡接口 0:NC 端接口 1:电脑端接口 4.与FACTOLINK 相关的参数(与面板操作相关的参数) 0801/0 SB2 停止位的个数 0:一位 1:2位
FANUC基本参数设定
培训实习教材(1) 基本参数设定 一实习目的 (一)掌握FANUC 数控系统的参数输入方法 (二)掌握FANUC 数控系统的参数设定步骤 (三)掌握机床运行所需要设定的最基本参数 二实习内容 学习参数设定支持画面中每一项的设定 三实习步骤 (一)系统通电,在[SETTING]画面下将参数可写入开关打开。 (二)系统断电,重新开机,开机的同时按住[RESET]键,其结果是系统参数被清除(但保密参数不被清除,如果是新版系统,没有保密参数)。 (三)多次按[SYSTEM]功能键直到出现参数设定支持画面(软键[PRMTUN])。进入参数设定支持画面(按软键[PRMTUN])。画面中的项目就是参数的设定调试步骤。 这次着重学习第一项“AXIS SETTING(轴设定)”项和最后一项 “MISCELLANY (其它)”项,参数设定支持画面里的其他项将在别的课时里 学习。 (四)按照顺序设定这两项参数。 第一项AXIS SETTING(轴设定),轴设定里面有以下几个组,对每一组参数进行必要的设定。 (BASIC(基本))组:有关基本设定的参数。
(COORDINA TE(坐标系))组:有关坐标系的参数。 (ACC./DEC.(加/减速))组:有关加减速的参数。
最后一项“MISCELLANY (其它)”项里面有一个组,对该组的参数进行设
(五)设完之后,用手动进给方式尝试轴的进给,同时观察系统诊断画面,看看在梯形图正常的情况下,轴为什么不能实现进给?注意以下几个参数: PRM NO. 1023 PRM NO. 1800#1(#404报警的屏蔽) PRM NO. 3003#0 3003#2 3003#3(互锁信号的屏蔽) PRM NO. 3004#5(硬限位信号的屏蔽) 查找参数说明书,了解它们的详细意义,然后进行正确的设定。考虑一下,在实际的机床当中,这些参数的设定!
FANUC 维修中常用参数
FANUC 维修中常用参数 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1.手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。 2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种: (1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+(或将0704LT1X2数值修改为-)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。 (2)同时按P和CAN键后开机,即可消除超程报警。 3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。 4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5.密级型参数0900~0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。现介绍一种可以传输包含密级型参数0900~0939在内的传输方法,步骤如下: (1)将方式开关设定在EDIT位置; (2)按PARAM键,选择显示参数的画面; (3)将外部接收设备设定在STAND BY(准备)状态; (4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。 6.一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。 (1)将PWE“0”改为“1”,更改参数改为00000000,此时CRT显示“300”报警即X、Y、Z 轴必须手动返回参考点。 (2)关机再开机,利用手轮将X、Y移至参考点位置,改变参数为00000011,则表示X、Y已建立了参考点。 (3)将Z轴移至参考点附近,在主轴上安装一刀柄,然后手动机械手臂,使其完全夹紧刀柄。此时将参数改为00000111,即Z轴建立参考点。将设“00”,PWE改为0。 (4)关机再开机,用G28 X0,Y0,Z0核对机械参考点。 7.由机床参数引起的无报警故障。一台FANUC 18i-W慢走丝,开机后CRT显示X、Y、U、V坐标轴位置显示不准确,即原正常显示小数点后三位数字,而且前显示小数点后四位数字,且CRT没有报警信息。首先应该怀疑是参数变化引起上述故障。检查参数发现#2 INI发生变
Fanuc常用系统全参数
1 Fanuc系统参数 一.16系统类参数 1. SETTING 参数 参数号符号意义 16-T 16-M 0/0 TVC 代码竖向校验 O O 0/1 ISO EIA/ISO代码 O O 0/2 INI MDI方式公/英制 O O 0/5 SEQ 自动加顺序号 O O 2/0 RDG 远程诊断 O O 3216 自动加程序段号时程序段号的间隔 O O 2.RS232C口参数 20 I/O通道(接口板): 0,1: 主CPU板JD5A 2: 主CPU板JD5B 3: 远程缓冲JD5C或选择板1的JD6A(RS-422) 5: Data Server 10 :DNC1/DNC2接口 O O 100/3 NCR 程序段结束的输出码 O O 100/5 ND3 DNC运行时:读一段/读至缓冲器满 O O
I/O 通道0的参数: 101/0 SB2 停止位数 O O 101/3 ASII 数据输入代码:ASCII或EIA/ISO O O 101/7 NFD 数据输出时数据后的同步孔的输出 O O 102 输入输出设备号: 0:普通RS-232口设备(用DC1-DC4码) 3:Handy File(3〃软盘驱动器) O O 103 波特率: 10:4800 11:9600 12:19200 O O I/O 通道1的参数: 111/0 SB2 停止位数 O O 111/3 ASI 数据输入代码:ASCII或EIA/ISO O O 111/7 NFD 数据输出时数据后的同步孔的输出 O O 112 输入输出设备号: 0:普通RS-232口设备(用DC1-DC4码) 3:Handy File(3〃软盘驱动器) O O 113 波特率:10:4800 11:9600 12:19200 O O 其它通道参数请见参数说明书。
FANUC常用参数说明
包括运行速度,到位宽度,加减速时间常数,软限位,运行/停止时的位置偏差,和显示有关的参数等,参照如下常用参数表(表2)设定。 表2常用参数说明 参数含义 FS-OI MA/MB FS-OI-Mate-MB FS-16/18/21M FS-16I/18I/21IM FS-OI TA/TB FS-OI-Mate-TB FS-16/18/21T FS-16I/18I/21IT PM-O 备注 (一般设定值) 程序输出格式为ISO代码 0000#1 0000#1 1 数据传输波特率 103,113 103,113 10 I/O通道 20 20 0为232口,4为存储卡 用存储卡DNC 138#7 138 1可选DNC文件 未回零执行自动运行 1005#0 1005#0 调试时为1 直线轴/旋转轴 1006#0 1006#0 旋转轴为1 半径编程/直径编程 1006#3 车床的X轴 参考点返回方向 1006#5 1006#5 0:+,1:- 轴名称 1020 1020 88(X),89(Y),90(Z),65(A),66(B),67(C) 轴属性 1022 1022 1,2,3 轴连接顺序 1023 1023 1,2,3 存储行程限位正极限 1320 1320 调试为99999999 存储行程限位负极限 1321 1321 调试为-99999999 未回零执行手动快速 1401#0 1401#0 调试为1 空运行速度 1410 1410 1000左右 各轴快移速度 1420 1420 8000左右 最大切削进给速度 1422 1422 8000左右 各轴手动速度 1423 1423 4000左右 各轴手动快移速度 1424 1424 可为0,同1420 各轴返回参考点FL速度 1425 1425 300-400 快移时间常数 1620 1620 50-200 切削时间常数 1622 1622 50-200 JOG时间常数 1624 1624 50-200 分离型位置检测器 1815#1 1815#1 全闭环1 电机绝对编码器 1815#5 1815#5 伺服带电池1 各轴位置环增益 1825 1825 3000 各轴到位宽度 1826 1826 20-100