刀具寿命测试表
順/逆銑備注品牌FANUC S321虎钳0順螺旋線12-6
切削時間切削聲音Vc(mm/min)
S(rpm)ap(mm)ae(mm)Vf(mm/min)min 尖/低沉等106.7685000.10.11700210正常
補充圖片圖 片
設備
切削材料材料夾持方式精修預留量試切參數/狀
銑削方式切削參數
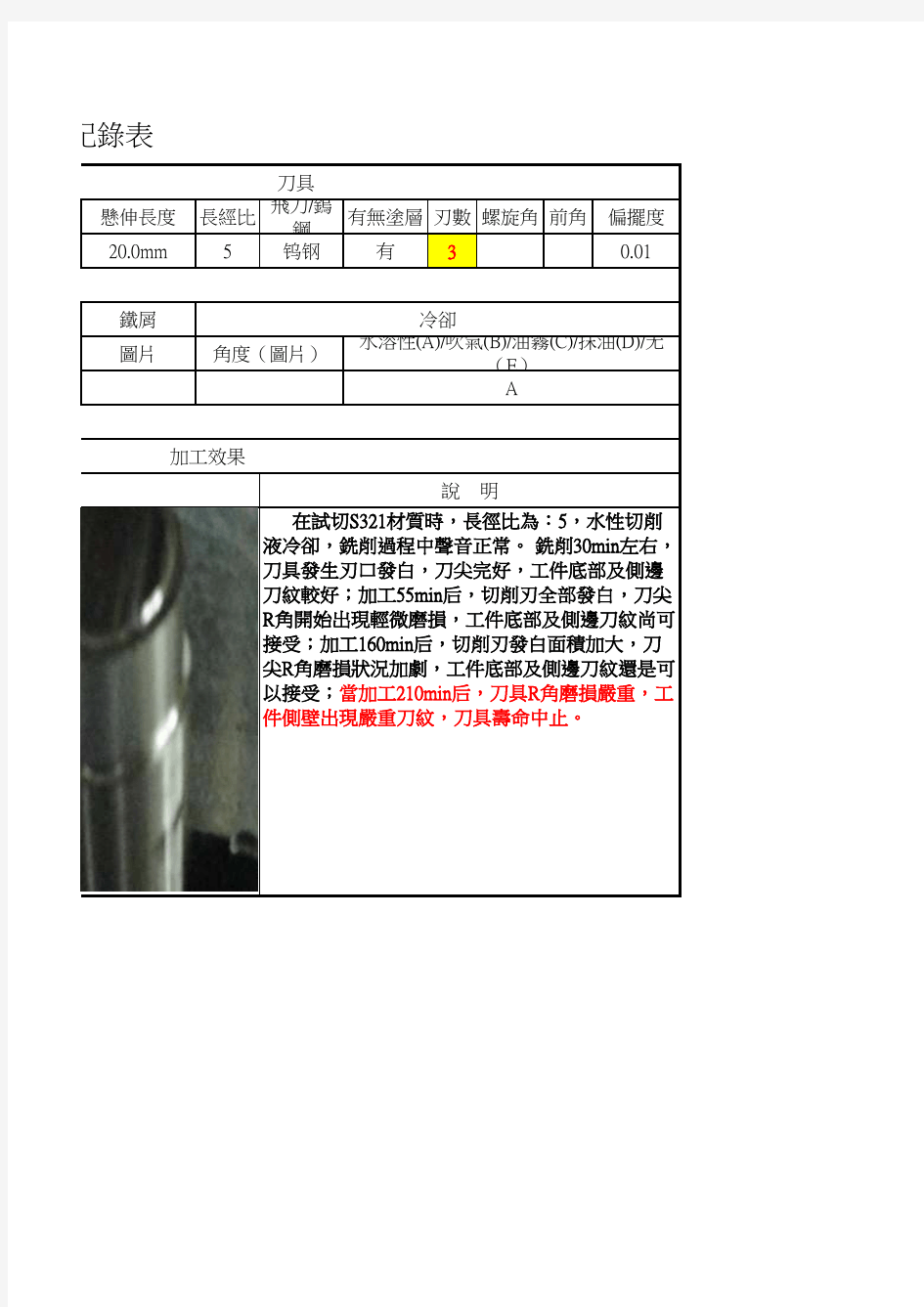
筒夾型號懸伸長度長經比飛刀/鎢鋼有無塗層刃數螺旋角前角偏擺度ER-2520.0mm 5钨钢有30.01刀具狀況
鐵屑磨/崩程度
圖片輕微磨損圖 片說 明
在試切S321材質時,長徑比為:5,水性切削液
冷卻,銑削過程中聲音正常。 銑削30min左右,刀具
發生刃口發白,刀尖完好,工件底部及側邊刀紋較
好;加工55min后,切削刃全部發白,刀尖R角開始
出現輕微磨損,工件底部及側邊刀紋尚可接受;加
工160min后,切削刃發白面積加大,刀尖R角磨損狀
況加劇,工件底部及側邊刀紋還是可以接受;當加
工210min后,刀具R角磨損嚴重,工件側壁出現嚴重
刀紋,刀具壽命中止。
角度(圖片)水溶性(A)/吹氣(B)/油霧(C)/抹油(D)/无(E)A
加工效果
參數/狀況記錄表
刀具
冷卻
相关主题