电厂升压站螺栓断裂原因分析
某电厂升压站螺栓断裂原因分析
摘要:某电厂升压站500kV线路因螺栓断裂引发断电事故,通过试验分析发现该螺栓因用材不当和表面加工质量不符合要求,且长期在腐蚀性环境中使用并承受交变弯曲应力作用,导致其发生腐蚀性疲劳断裂。
关键词:螺栓、断裂、化学成分、腐蚀、疲劳
螺栓作为连接件和紧固件在机电设备中应用广泛,但由于其个头较小,通常作为零配件使用,其质量问题容易被忽视,因而断裂事故时有发生,给生产安全和人身安全带来很大的隐患。某电厂升压站500kV线路出线A相导线悬垂绝缘子夹板与下侧三角板的固定螺栓断裂,导致该线路跳闸断电。随后检修人员对该线路B相和C相的同类螺栓也进行检查,发现B相的螺栓也已经断裂,但并未脱落;C相的螺栓无异常。现对断裂的A相螺栓和C相螺栓进行一系列的试验分析,以查找该螺栓的断裂原因。
1 试验方法和结果
1.1 螺栓外观及表面粗糙度测量
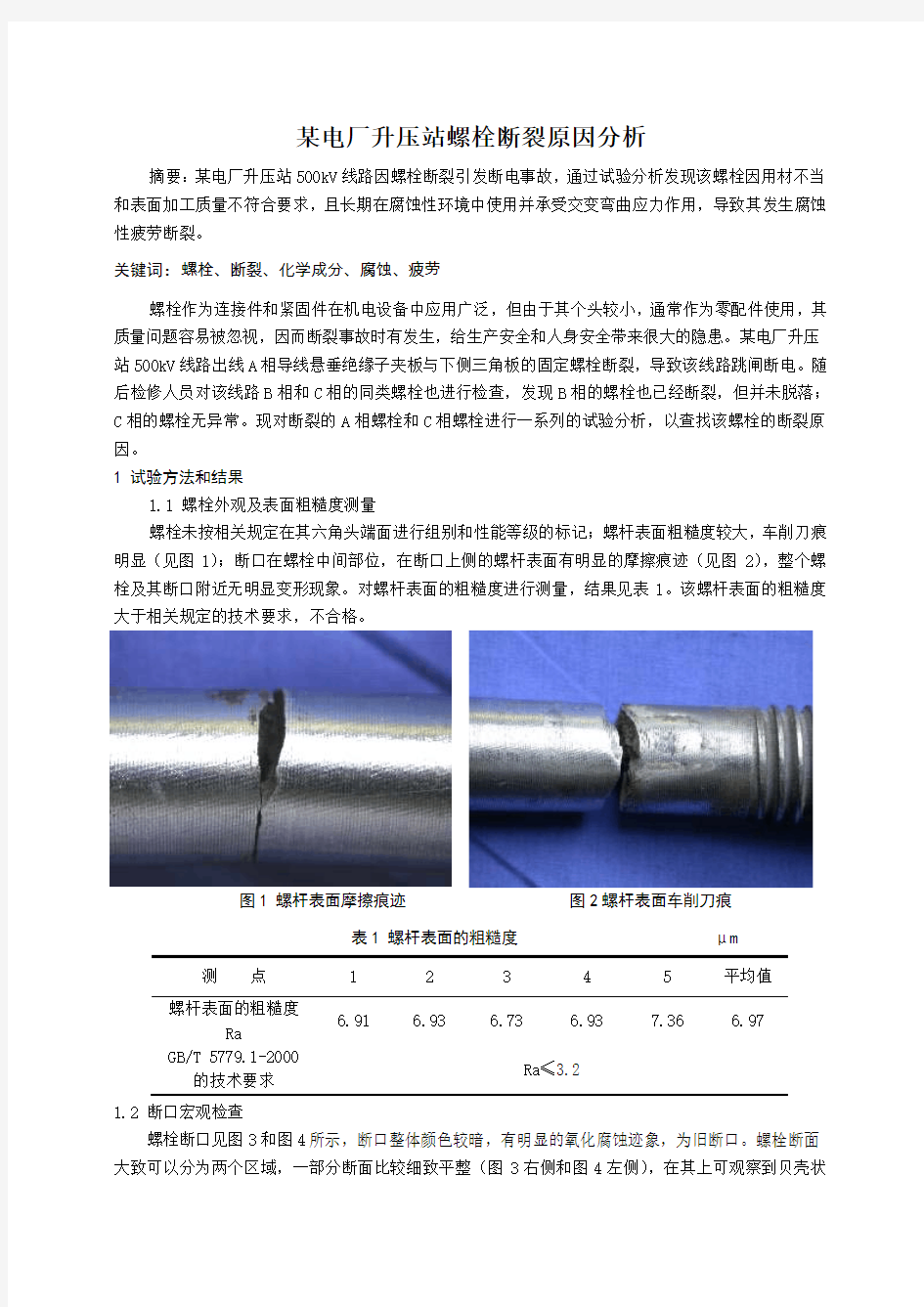
螺栓未按相关规定在其六角头端面进行组别和性能等级的标记;螺杆表面粗糙度较大,车削刀痕明显(见图1);断口在螺栓中间部位,在断口上侧的螺杆表面有明显的摩擦痕迹(见图2),整个螺栓及其断口附近无明显变形现象。对螺杆表面的粗糙度进行测量,结果见表1。该螺杆表面的粗糙度大于相关规定的技术要求,不合格。
图1 螺杆表面摩擦痕迹图2螺杆表面车削刀痕
表1 螺杆表面的粗糙度μm 测点 1 2 3 4 5 平均值螺杆表面的粗糙度
6.91 6.93 6.73 6.93
7.36 6.97
Ra
GB/T 5779.1-2000
Ra≤3.2
的技术要求
1.2 断口宏观检查
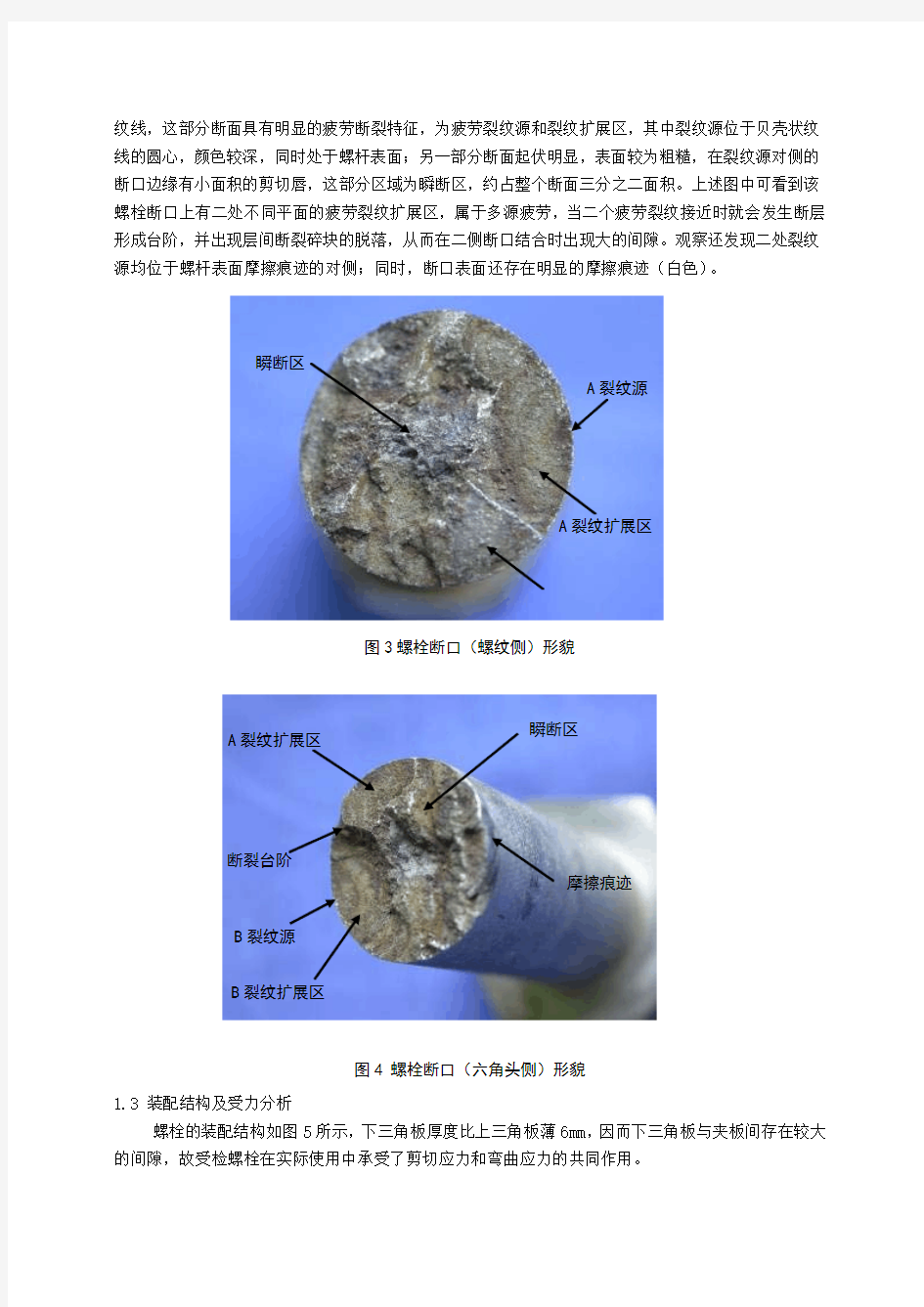
螺栓断口见图3和图4所示,断口整体颜色较暗,有明显的氧化腐蚀迹象,为旧断口。螺栓断面大致可以分为两个区域,一部分断面比较细致平整(图3右侧和图4左侧),在其上可观察到贝壳状
纹线,这部分断面具有明显的疲劳断裂特征,为疲劳裂纹源和裂纹扩展区,其中裂纹源位于贝壳状纹线的圆心,颜色较深,同时处于螺杆表面;另一部分断面起伏明显,表面较为粗糙,在裂纹源对侧的断口边缘有小面积的剪切唇,这部分区域为瞬断区,约占整个断面三分之二面积。上述图中可看到该螺栓断口上有二处不同平面的疲劳裂纹扩展区,属于多源疲劳,当二个疲劳裂纹接近时就会发生断层形成台阶,并出现层间断裂碎块的脱落,从而在二侧断口结合时出现大的间隙。观察还发现二处裂纹源均位于螺杆表面摩擦痕迹的对侧;同时,断口表面还存在明显的摩擦痕迹(白色)。
图3螺栓断口(螺纹侧)形貌
图4 螺栓断口(六角头侧)形貌
1.3 装配结构及受力分析
螺栓的装配结构如图5所示,下三角板厚度比上三角板薄6mm ,因而下三角板与夹板间存在较大的间隙,故受检螺栓在实际使用中承受了剪切应力和弯曲应力的共同作用。
A 裂纹源
A 裂纹扩展区
瞬断区
B 裂纹源 A 裂纹扩展区
瞬断区
B 裂纹扩展区 断裂台阶
摩擦痕迹
断裂螺栓M16
绝缘子
螺栓M24厚度38mm 厚度32mm
夹板
图5 受检螺栓的装配结构示意图
1.4 化学成分分析
对螺栓取样进行化学成分分析,结果见表2。由于该螺栓材质不明,其化学成分与该类产品标准GB/T3098.6-2000所列的各型号螺栓均有很大差异。主要表现在C 、Mn 含量大幅偏高,Cr 、Ni 含量大幅偏低,由此可见该螺栓材料的耐腐蚀性较差。
表2 受检螺栓的化学成分 wt%
成 分 C
S
Si
P
Mn
Cr
Ni
Mo
Cu
A 相螺栓 0.17 0.0067 0.54 0.013 9.05 11.95 2.50 0.14 0.18
1.5 硬度测试
对螺杆横断面进行维氏硬度测试,并根据相关标准把维氏硬度值换算成相应的抗拉强度,测试结果见表3。
表3 螺栓的硬度测试结果及换算的抗拉强度值
测 点 1 2 3 平均值 HV30 250 247 250 249 换算后的抗拉
强度(N/mm 2
) /
/
/
834
1.6拉伸性能试验
A 相螺栓已经断裂,不能满足拉伸试验的要求。故取完整的C 相螺栓进行拉伸性能试验,试验结果见表4。该螺栓的力学性能测试结果供参考。
表4 C 相螺栓拉伸试验结果
样品编号 抗拉强度Rm
(N/mm 2
)
断后伸长率A
(%)
断面收缩率Z
(%)
C 相螺栓
925
50
48
1.7 金相检查
截取螺杆断口附近横截面进行金相检查,用王水溶液浸蚀,试样在OLYMOUS PME3-323UN 金相显微镜下观察并拍照,检查结果见图6。螺栓的金相组织为奥氏体,孪晶特征明显,金相组织正常。
图6 螺栓的金相组织
1.8 断口的扫描电镜分析
螺栓断口表面经超声波清洗后在扫描电镜下对断面各个区域进行观察,如图7~图11所示。在疲劳裂纹源区可以看到表面的车削刀痕(见图7);疲劳裂纹扩展区表面呈现冰糖状形貌,属于沿晶开裂,部分晶界之间还存在微裂纹,靠近心部位置还可观察到二次裂纹(见图8);在断面的大部分位置可以观察到有夹杂物存在,对其中的两处夹杂物进行能谱分析(见图9~图11),夹杂物成分见表5。其中Na 、Ca 、Cl 为外来物,主要来源于海水。由于该升压站位于海边,空气中的盐雾可以渗入裂纹,并在内部浓缩聚集,对奥氏体晶界产生晶间腐蚀。
摩擦痕
车削刀痕
图7 裂纹源区微观形貌图图8疲劳裂纹扩展区微观形貌
图9 断面上分布大量夹杂物图图10 疲劳裂纹扩展区微观形貌
图11 近心部断面形貌
表5 夹杂物及基体的能谱分析 Wt% 成分O Na Ca Al Cl Si Ni Cr Mn
图8所示夹
40.38 6.78 5.86 7.36 3.41 12.25 / / /
杂物
图9所示夹
41.49 3.14 10.63 10.03 4.26 12.57 / / /
杂物
图9所示夹
4.99 2.42 / / 2.41 0.84 4.03 9.78 7.63
杂物临近
基体
备注“/”表示未检测出该元素。
2 分析与讨论
(1)受检螺栓未按相关规定在其六角头端面标记组别和性能等级,螺杆表面粗糙度严重超标,材质不明,化学成分不符合相关标准的技术要求,说明该螺栓产品制造不规范,属于非标产品。特别是表面粗糙度过大,粗大的车削刀痕形成缺口效应,造成表面应力集中,容易诱发裂纹萌生。螺栓整体未发生明显变形,表明该螺栓的强度基本满足负载要求。从力学性能测试结果看该螺栓的强度也不低。
(2)受检螺栓整个断口均为旧断口,说明在发生此次事故前螺栓已经断裂,只是夹板和三角板有
一定的厚度卡住该螺栓,因而没有即时脱落。螺栓断口上留下的一些摩擦痕迹也是由于断裂后两个断面碰撞摩擦造成的。检修人员后期在检查B相螺栓时,发现螺栓已经断裂,但还挂在上面,也进一步证实螺栓断裂不一定会立刻脱落下来。当遇到较大的外力作用时(如强风),断裂的螺栓就随时有可能脱落,并导致悬垂绝缘子掉落。螺栓的断口形貌具有典型的疲劳断裂特征,裂纹萌生于外表面,使用过程中受到交变载荷的作用慢慢向心部扩展,最终剩余截面不足以承受外加载荷而发生瞬间断裂。断裂性质属于疲劳断裂。
(3)金相检查结果表明受检螺栓的金相组织为奥氏体,因而将其归类于奥氏体不锈钢。查找相关标准,未见成分与之相匹配的不锈钢牌号。但根据相关标准,在有晶间腐蚀倾向的场合,推荐使用稳定型的A3和A5(含碳量≤0.08%),或者采用含碳量不超过0.03%的A2和A4不锈钢。该螺栓在有腐蚀气氛的海边使用,并且含碳量为0.17%,远远大于上述规定。碳含量越高,材料的耐腐蚀性能越差,在含Cl离子的腐蚀性环境中容易引起晶间腐蚀,加速裂纹的扩展。同时,该螺栓材料的Cr、Ni含量大幅偏低,也是降低材料耐腐蚀性的重要因素。由此可见,该螺栓材料不适合在带盐雾气氛的腐蚀性环境中使用。
(4)由于结构原因该螺栓在实际使用中承受了剪切应力和弯曲应力的共同作用,其中主要是弯曲应力的作用导致螺栓断裂。由该螺栓固定的三角板和夹板之间有较大的间隙,悬挂绝缘子的三角板可以自由摆动,而绝缘子的风阻较大,加上海边刮大风的几率较高,因而三角板经常随着绝缘子来回摆动,并在螺杆表面留下摩擦痕迹,同时导致螺杆中部承受交变的弯曲应力作用,而该处螺杆的下方则承受交变的拉应力作用,它是引发螺栓疲劳裂纹源萌生与扩展的外力。。
(5)螺栓断口的扫描电镜分析结果表明,螺栓断口的主要特征为沿晶脆性断裂,并存在一定量的夹杂物。从能谱分析判断,夹杂物主要为Si、Al等氧化物,这些夹杂物的存在会提高材料的脆性。夹杂物和螺栓基体都含有Ca、Na和Cl离子,它们来源于空气中的腐蚀性盐雾气氛,它是引起螺栓产生晶间腐蚀的环境因素,晶间腐蚀进一步降低材料的力学性能。
综上所述,失效螺栓用材不合理(耐腐蚀性较差)、生产制造不规范、表面粗糙度(车削刀痕)严重超标,在使用过程中由于悬垂绝缘子摆动引起螺栓中部承受交变弯曲应力作用,同时由于表面刀痕的缺口效应,造成应力集中,促使螺杆中部的外表面萌生疲劳裂纹源,在长期的交变应力作用下该裂纹缓慢向心部扩展。另外,该螺栓工作于盐雾气氛的腐蚀性环境中,Cl离子渗入裂纹中浓缩、聚集并引发奥氏体晶间腐蚀,加速裂纹的沿晶扩展,最终当螺栓剩余截面不足以承受外加载荷时便发生瞬间断裂。
3 结论
某电厂升压站500kV线路出线A相导线悬垂绝缘子三角板固定螺栓因用材不当,其化学成分、表面加工质量不符合相关标准要求,且长期在腐蚀性环境中使用并承受交变弯曲应力作用,导致其发生腐蚀性疲劳断裂,进而引发线路断电事故。
关于汽车配件螺栓断裂原因分析
关于汽车配件螺栓断裂原因分析 摘要:材质为45#的螺栓在热处理后沿径向出现裂纹并断裂。为了查明原因,用光电直读光谱仪、光学显微镜及扫描电子显微镜对断裂处进行了能谱、宏观、微观和化学成分等分析。研究表明:螺栓的化学成分完全符合产品的技术要求,螺栓断裂是由于螺栓在淬火前存在成分偏析,以及淬火冷却时生成较多的块,半网状铁素体等组织缺陷,引起螺栓的强韧性下降,导致螺栓沿径向方向产生微裂纹而引起的疲劳断裂。 关键词:螺栓疲劳断裂成分富集 中图分类号:TG11 文献标识码:A 文章编号: 1674-098X(2015)01(a)-0070-01 某公司生产的螺栓,主要用于汽车上,其作用是紧固连接。材质:45#,性能等级:4.8级,规格:M10。它的热处理工艺是淬火900~930 ℃以及回火580~630 ℃。热处理结束之后,发现沿径向方向螺栓断裂,导致批量性报废,造成单位的经济损失惨重。该文通过分析,探究螺栓断裂的原因,包括能谱、宏观、微观和化学成分等分析。 1 实验过程与结果 1.1 化学成分分析 其材质:45#,执行标准:GB/T699-1999,螺栓的化学
成分是通过采用美国XXX型光电直读光谱仪进行光谱分析的,结果见表1,观察表1知断裂螺栓的化学成分满足 GB/T699-1999优质碳素结构钢的要求。 1.2 宏观分析 见图1,断裂螺杆的宏观图。经观察可知,螺栓对开是沿径向区域,断裂起源于螺栓螺纹牙处。整个断口绝大部分为扩展区,最后的瞬断区很窄,宏观上有明显的疲劳特征。直于裂纹前端(每一瞬间)的轮廓。因此可判断裂纹源应在螺栓螺纹牙处。 1.3 微观分析 侵蚀样品的溶液选用5%(体积分数)硝酸酒精,通过在显微镜下观察,能够发现其纵向截面断裂边缘组织是大量块状铁素体以及回火索氏体(见图2)。其块状铁素体是属于未淬透而生成的组织,有可能是经加热使其完全奥氏体化之后再做淬火冷却而缓慢形成的,并在回火的时候,因没有发生组织转变,最后,这部分铁素体被保留了下来,降低了机械性能,而余下的马氏体经碳化物析出,进而转变为回火索氏体。 1.4 能谱分析 观察正常部位组织(图3)及裂纹附近的组织(图4、图5),可以发现组织均以回火索氏体为主,大小均匀。裂纹附近组织无明显异常,可以初步判定裂纹不是在轧制阶段形
(完整版)断裂螺栓取出办法分析与总结
断裂螺栓取出办法分析与总结 一、取断裂螺栓工具的加工选择 取断裂螺栓工具主要有:断丝取出器;钻头;锤子;手电钻;活动扳手;螺栓松动剂;软磁铁;抹布;10米插线板;工作灯;手电。 上面列出的是常规的取断丝的工具,遇到有些特殊情况可能会用到其他工具,我会在后面提到时候做说明。 取断裂螺栓的基本思路是在断裂螺栓断面(尽量靠中间)钻孔,然后选择合适的断丝取出器旋入钻孔内,由于断丝取出器上带有反方向螺纹,旋动断丝取出器带动断裂部分螺栓旋出。 断丝取出器与钻头的选择:取断丝的工作需要钻头与断丝取出器配套使用,选择的原则是钻头的直径与断丝取出器的最细端相仿。市面上能买到的断丝取出器有两种(如图3,4)。图3的这种断丝取出器螺纹较细,硬度较另一种小。适合用来取硬度较小的断裂螺栓,1500机组轮毂与变桨轴承螺栓是10.9级,用图3的断丝取出器较合适。图4中断丝取出器螺纹较粗,硬度较大,适合取出硬度较强的螺栓。对于钻头,市面上钻头种类很多,我们正常用到的一种是普通的用来钻普通金属物件的钻头。还有一种是合金钻头,这种钻头硬度较高,价格也较高,我们可以用来将已钻好的孔扩大,不建议用这种钻头钻孔,现场实际应用效果不好。 图3 图4 由于轮毂与变桨轴承连接螺栓断裂部分大都在轮毂与变桨轴承接触面处,在用手电钻在断裂螺栓断面上钻孔时要经过变桨轴承孔,孔深约300mm(如图5),我们市面上买到的钻头跟断丝取出器都达不到这个长度,所以要经过加工,在普通钻头上加焊一段钢筋,加工完的钻头总长度在350mm左右为宜,钢筋的另一端要保证能插入手电钻钻夹中加紧。钻头与焊接的部分要尽量保持同心,避免钻孔过程中钻头折断。可将截好的钢筋一端中心钻一个与钻头直径相仿的孔,然后将钻头插入孔中再进行焊接,这样能更好的保持同心度,同时也使焊接更牢固。断丝取出器的加工与钻头的加工基本相同,只是在焊接的钢筋末端要加工成方形,便于用扳手旋出断丝。如图6-9所示为加工后的钻头及断丝取出器。加工工作可以找一般的车床加工厂加工。
案例一螺栓失效分析
案例一螺栓断裂失效分析 某螺栓生产厂家生产的螺栓在用户使用过程中发生断裂,为分析螺栓断裂原因,进行了化学成分测试、金相组织观察、螺栓断口观察、能谱测试以及硬度测试等,并对螺栓断裂做出了结论。 1、化学成分分析 螺栓成分分析采用成分分析仪,正常断裂、异常断裂螺栓成分见表1,从表中可以看出正常断裂螺栓与异常断裂螺栓成分都符合GB/T3077-1999《合金结构钢》中对45Mn2钢的要求。 表1 材料化学成分分析结果(质量分数,%) C Si Mn P S Cr Ni Fe 正常断裂螺栓0.421 0.250 1.498 0.011 0.001 0.078 0.021 余量 异常断裂螺栓0.425 0.269 1.534 0.011 <0.001 0.068 0.019 余量标准值0.42~0.49 0.17~0.37 1.4~1.8 2、金相组织分析 取平行于断裂截面的试样,打磨、抛光并观察其组织形貌。下图1(a)、1(b)所示为正常断裂螺栓与异常断裂螺栓的金相组织形貌,从图中可以看出螺栓金相组织均为回火马氏体。 (a)正常断裂螺栓;(b)异常断裂螺栓 图1 螺栓金相组织形貌 3、宏观断口形貌分析 正常断裂螺栓、异常断裂螺栓宏观断口形貌如图2(a)、2(b)所示。由图可知
两个螺栓均从中心起裂,裂纹向四周扩展。正常断裂螺栓与异常断裂螺栓断裂截面都具有裂纹源、扩展区、瞬断区三个部分,正常断裂螺栓扩展区面积比异常断裂螺栓大,瞬断区面积则比异常断裂螺栓小。这与异常断裂螺栓应力(165KN )比正常断裂螺栓断裂应力(215KN)小相吻合。同时正常断裂螺栓断裂截面较为平整,异常断裂螺栓在裂纹源附近呈凹陷状。 (a)正常断裂螺栓; (b)异常断裂螺栓 图2 螺栓断裂截面 4、 微观断口形貌分析 图3所示为正常断裂螺栓与异常断裂螺栓断裂截面裂纹源附近的微观形貌,从图中可以看出正常断裂螺栓组织较为平整,而异常断裂螺栓中心附近可见含有夹杂物的微孔。图4所示为夹杂物所在位置,图5为夹杂物能谱分析图,表2为其对应的元素分析表,从表中可以看出夹杂物中主要元素为O 、Si ,并存在少量的Mg 、Al 、Ca 元素,其中O 元素的含量很大,故较杂物主要为SiO 2,存在少量的MgO 、Al 2O 3、CaO 。 裂纹源 扩展区 裂纹源 扩展区 瞬断区 瞬断区 a) b)
高温螺栓断裂分析
中国科技论文在线 https://www.360docs.net/doc/b83415340.html, 25Cr2MoV钢高温螺栓断裂分析 刘建华 (中国矿业大学材料科学与工程学院,江苏徐州 221116) 摘要:通过力学性能试验、金相分析及 SEM断口分析对火电厂机组气缸 25Cr2MoV钢高温紧固螺栓发生断裂进行了研究。结果表明:该螺栓长期在高温条件下服役,其晶界会有黑色网状碳化物析出、晶界粗化,同时组织老化,承受载荷能力下降。在停开机提速过快时,螺栓不能承受施加的偏心冲击载荷,导致其发生脆性失效。 关键词:25Cr2MoV;脆性断裂;断口分析;晶界弱化 中图分类号:TG142.1 The Fracture Analysis of High-temperature Blots Made of 25Cr2MoV Steel LIU Jianhua (School of Material Science and Engineering,China University of Mining and Technology, JiangSu XuZhou 221116) Abstract: The fracture of high-temperature fastening blots made of 25Cr2MoV steel used on thermal power unit cylinder has been studied.Analyses on fracture with mechanical properties, metallographic examination and SEM have been carried out. The results showed that the black mesh grain boundary carbide precipitation with 25Cr2MoV steel under long-term elevated temperature service, and the grain boundary coarsening.These factors contribute to grain boundary and grain boundary weakening performance, organization of aging itself ,load bearing capacity of the matrix decreased. Stop the excessive speed at the start, the bolts can not withstand the impact loads imposed by the eccentric, leading to brittle failure. Keywords:25Cr2MoV; brittle fracture; fractography analysis; grain boundary weakening 0引言
超高强度螺栓断裂失效分析
超高强度螺栓断裂失效分析 摘要:螺栓作为重要的紧固件,其失效事故发生较多,造成的危害很大。其中,螺栓的氢脆断裂是较为常见的故障模式,由于氢脆大多与批次性问题有关,因此,危害性较大。螺纹连接是发动机各部件之间最常用的连接方式,大概占到发动机 连接的70%。螺栓的受力特点决定了它是发动机的薄弱零部件。因此,连杆螺栓 的失效分析与预防十分重要。本文分析超高强度螺栓断裂失效的相关内容。 关键词:超高强度螺栓;断裂失效;氢脆 超高强度螺栓是继铆接、焊接之后发展起来的一种钢结构连接型式。它具有 施工简单、可拆卸、承载大、耐疲劳、较安全等优点。因此, 高强度螺栓连接已 发展成为工程安装的主要手段。 1 实例分析 某型号高强度螺栓用于某轴承上,其强度要求很高。该型螺栓在生产检验合 格服役5 个月后,发现个别螺栓相继在螺纹处发生断裂。该型高强度螺栓为铰制 孔螺栓(螺纹长度95 mm),材料为35CrMnSiA 钢,规格为M56,螺杆长度为 235mm,强度要求以GB/T3077-1999 为标准。其制造工艺为:毛坯电渣重熔→预 加工→超声波探伤→粗加工(单边留量3~5mm)→调质处理(950℃淬火,630℃回火)→半精加工→淬火热处理(淬火温度为900℃,310℃回火)→力学性能检验→精 加工→磁粉探伤(包括螺纹部分)→表面油漆防护→装配。目前,采用的无损检测手段无法检测出螺栓内部0.2mm 以下的微裂纹。通过金相检验、氢含量检验和断口电镜扫描分析等相关的手段对断裂的螺栓及未断裂的随机抽取样品进行相应的检 验和断裂原因分析。 2 实验方法与结果 2.1 实验对象。实验对象为该型螺栓2 枚,其中包括断裂的铰制孔螺栓,以 及对应同型号未断螺栓1 枚。 2.2 外观检验。用肉眼观察,铰制孔螺栓断于第一节螺纹处断口均很平齐,无 塑性变形,断面与轴线垂直,为一次性脆性断口。且在断口附近有明显的腐蚀痕迹。 2.3 化学成分分析。分别对所取2 个螺栓试样进行化学成分检验分析,结果 表明,2 个螺栓化学成分含量均符合标准。 2.4 氢含量检测。分别对已断裂的铰制孔螺栓及未断裂铰制孔螺栓的光杆边缘处、R/2 处及芯部进行氢含量检测,其中已断裂和未断裂的螺栓光杆边缘处及芯 部检测结果基本一致,R/2 处检测结果出入比较大,分别为2.0×10-6 和0.6×10-6。 2.5 断口分析。将断裂的铰制孔螺栓断口清洗后置于扫描电镜下观察,断口 的形貌大部分均为沿晶和少量的韧窝。见图1。 2.6 金相检验及硬度检测。断裂的螺栓中均有氮化物夹杂,未断裂螺栓的齿面与齿根未 见微观裂纹,见图2。已断裂螺栓存在个别夹杂物超出标准规定尺寸,未断裂螺栓无此现象。已断裂螺栓的晶粒度级别为6~7,未断裂螺栓为5.5~6,显微组织显示齿面局部略有脱碳, 组织为回火马氏体,测得其硬度大于50 HRC,抗拉强度大于1750MPa,说明该材料的强度 级别很高,属于超高强度钢。 3 分析与讨论 上述实验结果表明:该型号螺栓无论在力学性能、化学成分以及晶粒度等方面均符合相 关标准。该螺栓组织为回火马氏体,回火马氏体对氢是极其敏感的。该螺栓的强度很高,因 此同样对氢脆的敏感性也很高。一般来说,发生氢致延迟断裂需要同时具备以下三个条件:
螺栓断裂原因分析
螺栓断裂原因的分析 一般情况下,我们对于螺栓断裂从以下四个方面来分析: 第一、螺栓的质量 第二、螺栓的预紧力矩 第三、螺栓的强度 第四、螺栓的疲劳强度 实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。 一、螺栓断裂不是由于螺栓的抗拉强度: 以一只M20×80的8.8级高强螺栓为例,它的重量只有0.2公斤,而它的最小拉力载荷是20吨,高达它自身重量的十万倍,一般情况下,我们只会用它紧固20公斤的部件,也只使用它最大能力的千分之一。即便是设备中其它力的作用,也不可能突破部件重量的千倍,因此螺纹紧固件的抗拉强度是足够的,不可能因为螺栓的强度不够而损坏。 二、螺栓的断裂不是由于螺栓的疲劳强度: 螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。 三、螺纹紧固件损坏的真正原因是松动: 螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。 受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。 受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。 四、选用防松效果优异的螺纹防松方式是解决问题的根本所在: 以液压锤为例。GT80液压锤的重量是1.663吨,其侧板螺栓为7套10.9级M42螺栓,每根螺栓的抗拉力为110吨,预紧力取抗拉力一半计算,预紧力高达三、四百吨。但是螺栓一样会断,现在准备改成M48的螺栓,根本原因是螺栓防松解决不了。 螺栓断裂,人们最容易得出的结论是强度不够,因而大都采用加大螺栓直径强度等级的办法。这种办法可以增加螺栓的预紧力,其摩擦力也得到了增加,当然防松效果也可以得到改善,但这种办法其实是一种非专业的办法,它的投入太大,收益太小。 总之,螺栓是:“不松不断,一松就断。”
高强度螺栓断裂失效分析
高强度螺栓断裂失效分析 韩志良 (常州机电职业技术学院机械系,常州213012) 马红卫,丁燕君 (常柴股份有限公司理化室,常州213002) 摘要:针对装配现场发生的几起高强度螺栓断裂失效事故,采用金相分析、化学成分分析和力学性能测试等方法进行检测。分析结果认为螺栓失效的原因有:(1)螺纹成形时产生裂纹,螺栓因之而脆断;(2)杆部与头部交接处表面脱碳、使局部强度降低而断裂;(3)装配时扭矩过大,螺栓明显缩颈而断裂;(4)原材料中心存在裂纹。 关键词:螺栓;裂纹;扭转;脱碳 高强度螺栓是发动机紧固件中最重要的零件之一,如连杆螺栓、缸盖螺栓、主轴承盖螺栓,要求强度等级为10.9级,有的甚至达12.9级。但在实际使用中,高强度螺栓(简称螺栓)断裂失效也时有发生。笔者就发生在装配过程中的四起高强度螺栓断裂失效逐一进行分析。 1 195连杆螺栓断裂失效分析 195连杆螺栓装配时断裂于螺纹处。从断口上看,断口平直,无缩颈,几乎没有裂纹萌生区,全部为最后瞬断区。零件供应商进行了失效分析,认为装配时连杆螺纹内夹入异物,阻碍了螺纹的拧紧,导致装配扭矩过大而断裂。 1.1 断口分析 由于断口表现出极大的脆性,如果是基于扭紧力矩过大而断裂,断口应表现出良好的塑性,因为拧紧时螺栓主要受扭转应力,而扭转试验的应力状态的柔性系数较大(大于拉伸试验),材料易于塑性变形,而失效的螺栓并未表现出塑性。另外,断裂源也不在齿根部,而是有所偏离。 1.2 化学成分和显微组织分析 螺栓材料牌号为40Cr钢,强度等级10.9级,硬度要求32~38HRC,金相组织要求1~3级(JB/T8837-2000)。经检验,螺栓化学成分(质量分数)符合GB/T3077-1988之规定,见表1。显微组织为细的回火索氏体,按JB/T8837-2000评定为1级,其硬度值为34HRC和35HRC,硬度和显微组织均符合技术条件规定。经磁粉探伤未发现磁痕。 将螺栓从杆部与头部交接处纵向剖开,经金相制样、观察,结果在大部分螺纹的根部均有裂纹,即在断口附近和远离断口的螺纹处均存在裂纹,裂纹位置偏离“真正的”齿根部,裂纹的两侧无贫碳和脱碳,说明裂纹的形成与调质处理无关,见图1和图2。由于裂纹细小且位于螺纹根部,常规磁粉探伤未发现磁痕。
螺栓断裂原因分析
螺栓断裂原因分析 螺栓的抗拉强度比想象中强得多,以一只M20×80的8.8级高强螺栓为例,它的重量只有0.2公斤,而它的最小拉力载荷是20吨,高达它自身重量的十万倍,一般情况下,我们只会用它紧固几十公斤的部件,只使用它最大能力的千分之一。即便是设备中其它力的作用,也不可能突破部件重量的千倍,因此螺栓的抗拉强度是足够的,不可能因为螺栓的强度不够而损坏。 很多螺栓断裂的最终分析认为是超过螺栓的疲劳强度而损坏,但是螺栓在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次才会损坏。换句话说,螺栓在使用其疲劳强度的万分之一时即松动了,我们只使用了螺栓能力的万分之一,所以说螺栓的损坏也不是因为螺栓疲劳强度。 静态紧固用螺栓很少会自行松动,也很少出现断裂情况。但是在冲击,振动,变载荷情况下使用的螺栓就会出现松动和断裂的情况。 所以我认为螺栓损坏的真正原因是松动。螺栓松动后,螺纹和连接件之间产生微小间隙,冲击和振动会产生巨大的动能mv^2,这种巨大的动能直接作用于螺栓,受轴向力作用的螺栓可能会被拉断。受径向力作用的螺栓可能会被剪断。 因此设计时,对于关键的运动部位的连接紧固要注意防松设计。 自锁螺母尼龙锁紧螺母以上为两种形式的锁紧螺母。 对于弹簧垫片的放松效果,一直存在争议。 弹簧垫圈的放松原理是在把弹簧垫圈压平后,弹簧垫圈会产生一个持续的弹力,使螺母和螺栓连接副持续保持一个摩擦力,产生阻力矩,从而防止螺母松动。同时弹簧垫圈开口处的尖角分别嵌入螺栓和被连接件的表面,从而防止螺栓相对于被连接件回转。
以M16螺栓连接为例,实验显示用约10N.m的螺栓预紧力矩就可以将16弹簧垫圈完全压平。弹簧垫圈只能提供10N.m的弹力,而10N.m的弹力对于280N.m的螺栓预紧力矩来说可以忽略,其次,这么小的力,不足以使弹簧垫圈切口处的尖角嵌入螺栓和被连接件表面。折卸后观察,螺栓和被连接件表面都没有明显的嵌痕。所以,弹簧垫圈对螺栓的防松作用可以忽略。另外,在螺栓与被连接件之间增加一个垫圈,如果垫圈质量有问题,相当于给螺栓连接又增加了一个安全隐患。
循环水泵膜片联轴器螺栓断裂原因分析
循环水泵膜片联轴器螺栓断裂原因分析 摘要:本文利用强度校核的方法,分析了膜片联轴器螺栓断裂的原因并对螺栓的装配方式提出了改进建议。 关键词:膜片联轴器 螺栓断裂 强度校核 扭矩 1前言——某厂循环水装置新安装的一台双吸型离心式水泵运行仅三天便发生了联轴器螺栓断 裂的现象。断裂部位:螺纹根部。新更换的联轴器螺栓在安装时严格按照说明书对联轴器中心、螺栓扭矩进行质量控制,但类似现象再次发生。 运行工况: 驱动电机功率:350KW , 转速:1845r/min 联轴器形式:单金属膜片联轴器 联轴器螺栓: 螺纹规格:M16 ;拧紧力矩250N ·M ;材质:40Cr ; 数量:8件 1.1螺栓受力状态分析 膜片联轴器(又称金属叠片联轴器)由若干个叠合的金属膜片用螺栓交错地与两半联轴器(又称半对轮)连接而成,利用金属膜片的弹性变形来补偿两轴的相对偏移。设备运转过程中,联轴器依靠膜片与半对轮之间的正压力产生的摩擦力来传递扭矩。这种正压力为螺栓的预紧力。显然联轴器螺栓为紧连接状态。螺栓危险截面——螺纹根部小径处除受拉应力外,还受到螺纹拧紧力矩所引起的扭转应力。若螺栓预紧力过小,膜片同半对轮间产生的摩擦力不足以传递扭矩,那么膜片与半对轮将产生相对滑移,螺栓进而承受一定的剪切力。 为了判断螺栓是否承受剪切力,必须校验膜片与半对轮间的摩擦力。 对于M10—M68的粗牙螺纹,拧紧力矩T 同预紧力a F 之间的关系为 【1】 : d F T a 2.0≈ (1) 式中: m m d 螺纹公称直径- KN F a 螺栓预紧力- 则: d T F a 2.0= (2) 膜片同半对轮间的静摩擦力f 为: μa o F n f = (3) 15.0=-μμ擦系数,半对轮同膜片间的静摩 4=-o o n n 半对轮侧的螺栓数量,
螺纹断裂分析
螺纹断裂分析 螺纹 一般情况下,我们对于螺栓断裂从以下四个方面来分析: 第一、螺栓的质量 第二、螺栓的预紧力矩 第三、螺栓的强度 第四、螺栓的疲劳强度 实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。 螺纹紧固件的松动不是由于螺栓的疲劳强度: 螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。 螺纹紧固件损坏的真正原因是松动: 螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。 受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。 受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。 选用防松效果优异的螺纹防松方式是解决问题的根本所在:目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。唐氏螺栓在四辊破碎机上使用、在液压破碎锤上使用,其强度都没有增加,而螺栓不再断裂了。 唐氏螺纹防松方式 唐氏, 螺纹 目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。 唐氏螺纹同时具有左旋和右旋螺纹的特点。它既可以和左旋螺纹配合,又可以和右旋螺纹 配合。 联接时使用两种不同旋向的螺母。工作支承面上的螺母称为紧固螺母,非支承面上的螺母称为锁紧螺母。使用时先将紧固螺母预紧,再将锁紧螺母预紧。 在振动、冲击的情况下,紧固螺母会发生松动的趋势,但是,由于紧固螺母的松退方向是
汽车悬置螺栓断裂失效分析
汽车悬置螺栓断裂失效分析 发表时间:2018-05-23T17:22:09.973Z 来源:《基层建设》2018年第6期作者:姚瑶 [导读] 摘要:本文分析了发动机安装支架和发动机支架的疲劳断裂问题。 江淮汽车集团股份有限公司乘用车制造公司安徽合肥 230601 摘要:本文分析了发动机安装支架和发动机支架的疲劳断裂问题。对螺栓的宏观、扫描电镜、化学成分和金相分析进行了分析,并对同一批次螺栓进行了力学性能试验。在各种物理化学试验的基础上,结合显微断裂和断裂机理,分析了螺栓的断裂原因。 关键词:汽车;悬置螺栓;失效分析 1前言 在开发多车发动机支架的过程中,将车辆用于发动机锻造钢悬架。在常规车辆的道路试验中,连接螺栓和螺栓断裂。本文从螺栓、螺柱断裂类型、螺栓连接强度计算和结构设计等方面分析了连接失效分析,并提出了改进建议。 2分析的内容 2.1分析样本 分析样品是一个完整的螺栓失效螺栓和失效螺栓。完整的螺栓是全新未使用的。 2.2分析内容 进行了断裂分析、化学成分分析、硬度测试、金相分析、扫描电镜和能谱测试。对完整的螺栓进行了化学成分分析、硬度测试、拉伸试验和金相分析。 2.2.1宏观断口分析。 断裂的连杆被分成两部分:螺纹部分的断裂部分留在连杆的深孔中,螺栓的另一部分暴露在外。打开螺丝孔后,将断头取出,螺孔内螺纹有外拉的痕迹。通过与相同模型的完全螺栓比较,发现螺栓的断裂位置位于螺纹的第一齿位置,螺纹部分没有明显的塑性变形。由于暴露螺钉的二次损伤,存在明显的多重冲击痕迹,杆体严重变形。虽然断裂具有一定的疲劳特性,但断裂边缘明显受到破坏。因此,暴露的螺杆部分没有断裂分析值。 2.2.2化学成分分析 样品采用螺栓,化学成分符合设计人员的技术要求。 2.2.3光学金相分析。 对失败螺栓基体的金相组织进行分析,组织相对均匀。在螺栓表面附近的组织形态学中未发现明显的脱碳。金相检查未发现异常。 2.2.4硬度分析。 结果表明,断裂螺栓的硬度与设计要求一致。 2.2.5SEM分析 采用扫描电子显微镜观察螺栓孔内的断裂情况,发现裂纹源位于断裂边缘。源区域面积较小,瞬时区域面积约为1/2。通过安装位置对准,线的螺纹有向外拉的位置。源区域的部分增大,疲劳阶段从断裂边缘开始,有许多与裂纹扩展方向垂直的小的疲劳条纹。 在源区没有明显的夹杂物和不均匀的冶金缺陷。随着裂纹扩展,疲劳条纹变得越来越长。在裂缝快速膨胀区,有一个明显的酒窝形状。扫描电镜(sem)在螺纹上观察,发现裂纹与断裂源部分平行。横截面的外表面有许多微裂纹。螺纹表面没有明显的加工缺陷。螺杆断裂为多个断口源,断裂源集中在截面的同一侧,锚杆和瞬态断裂带占整个断裂的比例(近1/2),这是典型的大应力低周疲劳断裂特征。通过对螺纹的观察,发现加工缺陷引起的应力集中,除了疲劳裂纹外,没有发现。因此,扫描电子显微镜(sem)的结果表明,连杆的断裂是在高单向弯曲循环加载作用下形成的。 3基于VDI2230方法的连接计算分析。 机械设计手册主要是指国家标准的螺栓连接计算方法。与VDI2230的计算方法相比,计算方法略粗糙,前考虑不全面。本文采用VD12230方法计算悬吊支架的连接,从表面处理、摩擦系数、结构尺寸、预紧力矩等方面分析了螺栓的连接强度。通过道路光谱采集,获得了悬吊支架的载荷和横向载荷,并得到了悬架的横向载荷。通过实验得到了连接结构的摩擦系数。 表一:摩擦系数 (1)使用VDI2230方法(MDESIGN分析软件)的帮助下,螺栓疲劳应力幅值是80mpa,电泳锻钢悬置支架的抗滑安全系数引擎联接螺栓底部SG=1.5,小于VDI2230SG1.8或更高的设计要求、安全系数;锻钢支架山经过电泳处理(相对结表面之间的摩擦系数是0.18),,通过嵌入预应力损失预紧的损失(VDI2230嵌入式)。因为螺栓利用率是72.3%,可以满足连接的安全系数增加扭矩。然而,螺栓的应力幅值很小,当扭矩接近屈服时,螺栓的应力幅值仍然高达71MPa。 (2)如果连接支撑面不进行电泳(螺栓的摩擦系数为0.23),则螺栓连接防滑的安全系数为SG=1.92,满足连接安全系数的要求;螺栓应力幅值为62MPa,不满足螺栓疲劳应力的要求。 (3)采用电导支架,然后螺栓扭矩增加,使螺栓计算利用率达到95%,螺栓疲劳应力幅值仍高达56mpa,仍然不能解决螺栓疲劳应力幅值过大的问题。结果表明,单纯增加预应力不能解决锚杆的疲劳破坏,表明锚杆应力幅值过大,导致螺栓疲劳断裂。 (4)通过增加基础凸集的3毫米直径,增加的面积的利用率95%结表面和螺栓,螺栓应力幅值明显降低,增加了底座直径的螺栓疲劳失效后问题解决了道路试验。指出零件结构的尺寸设计对螺栓连接的疲劳性能有重要影响,是提高螺栓连接在允许结构下的疲劳性能的一种方法。 (5)当然,在这种连接结构中,在弯矩作用下,3个紧固点分布,在弯矩作用下容易发生接触面积,在螺栓应力打开后会急剧增加,最终导致疲劳失效。如果你考虑在三角形分布中变化的扣分,可以有效地减少弯曲力,在三个螺栓上的载荷分布可以更均匀,防止单个螺栓发生早期疲劳断裂失效。然而,在发动机室空间中,很难进行有足够空间的三角形连接布置。
紧固件断裂失效类型及原因分析
紧固件断裂失效类型及原因分析 前言 机器或钢结构件是由许多个零件和部件组成,这些零件和部件绝大部分是通过螺纹紧固件连接在一起的。一旦紧固失效将造成机器失灵,严重者甚至出现人员伤亡事故。由于紧固失效的常见性和潜在的严重性,所以我们应认真仔细地分析并找出紧固失效的原因,采取纠正措施,以杜绝紧固失效的发生。 紧固失效有两种,一种是螺栓断裂,被紧固零件瞬间分离,这种失效往往会造成严重的后果;还有一种是螺纹副松动和螺栓或螺母滑牙,被紧固零件出现一定范围的相互位移,造成机器部分功能失常。人们发现,及时采取措施可以避免事故的发生。如因未发现任其继续发展,螺栓和螺母终将分离,同样会引发重大安全事故。紧固失效后直观现象是螺栓断裂或螺母与螺栓分离,因此人们一般认为螺栓断裂是螺栓质量有问题,螺母松动是螺母质量不好。大家往往忽略了设计和安装中的问题。 一、剪切断裂 剪切断裂出现在螺栓只受预紧力的连接中(见图1)。剪切断口出现在螺栓杆部,位于两个被紧固零件的结合面处(见图1),断口有小面积的平整光亮剪切面。出现剪切断裂有下列原因:
图1 图2 1、设计原因 ⑴被紧固零件的结合面间摩擦系数太小或螺栓规格不够大造成预紧力F'不够,即: fF'<F ( f-结合面间的摩擦系数 )此时结合面间摩擦力小于横向工作载荷F,被紧固零件出现相对滑移,螺栓承受孔壁的挤压,当挤压力足够大时螺栓被剪切断。在运动部件上因冲击力更大,所以出现的可能性也更大。为了避免这种现象的发生,在设计上可以采用减载件和台阶来承受横向载荷,使螺栓仅起纯连接作用(见图2)。 ⑵在振动工作环境下工作零件的紧固,未采用具有防松功能的紧固件。在工作一段时间后,紧固件螺纹副出现松动,螺栓夹紧力(预紧力F')下降,此时也将发生上述同样的结果。为了避免因松动而造成紧固失效,设计时应采用具有防松功能的紧固件,如美国施必牢防松螺母、有效力矩螺母。 2、装配原因 装配时预紧扭矩过小,造成预紧力不够,即F'小,出现上述同样的结果。螺纹紧固件安装时的紧固力矩在钢结构设计、施工和发动机装配上作为一个重要的工艺指标被严格执行。而在其它行业就常被设计和施工单位疏忽,或是根本就无此概念。笔者在实际工作中常见到螺纹连接失效的实例,究其原因,实际上许多都是因安装扭矩不合适而造成的松脱和螺栓拉断。 螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧固力与旋转螺母所用的扭矩(安装扭矩)成正比,为了保证达到设计所需
汽车用螺栓断裂分析
记录号:JS-AL-紧固件-019 汽车用螺栓断裂分析 摘要:某面包车底盘下摆臂的一个紧固螺栓发生断裂。生产厂要求分析螺栓早期断裂的原因。扫描电镜和金相分析结果表明,送检螺栓产生了沿晶脆断,是导致螺栓早期断裂的原因。 关键词:螺栓;金相检验;沿晶断裂 材料种类/牌号:结构钢/40Cr 概述 某海狮面包车行驶约400公里时,其底盘下摆臂的一个紧固螺栓发生断裂。螺栓生产厂将事故发生原件送中国科学院金属研究所失效分析中心,要求分析螺栓早期断裂原因。 螺栓是由一高强度标准件厂生产的,其规格为MI2X1.25X44,材料为4OCr 结构钢,螺栓经调质处理,硬度值要求为HRC34-39。 测试过程与结果 宏观检查 图1是送检实物的局部宏观像,黑箭头指螺栓断口。在下摆臂的两个螺孔的外侧表面,各有部分黑色油漆被擦掉(白箭头指示),但二者被擦部位不同。对断裂螺栓的螺孔,被擦部位在图1中螺孔的上方;对末断螺栓的螺孔,被擦部位在图1中螺孔的下方。油漆被擦说明下摆臂与通过螺栓被其紧固的拉杆座之间在两个螺孔附近出现局部相对滑动,这种相对滑动应发生在螺栓断裂之后。 图2是螺栓断口的宏观像,螺栓断裂于螺纹根部(黑箭头所示)。整个断口可分为2部分:一部分断口与螺栓纵向基本垂直,呈黑灰色,稍显粗糙,用数字1标出;另一部分断口与螺栓纵向斜交,呈银灰色,较为光滑,用数字2标出。断口两部分形貌的明显差异说明螺栓断裂经历了两个不同的过程。需要说明的是,与数字2所示的断口部分相邻的螺孔也出现了部分断裂(白箭头所示),其形貌与数字2标识的断口相近。 图1、送检实物局部宏观像 图2、螺栓断口的宏观像 用线切割万法开槽,加力将下摆臂断裂螺栓的螺孔分开,如图3所示。螺孔内的黑色润滑油脂和黄绿色锁固剂分布均匀,螺栓上的润滑油脂和锁固剂分布也基本均匀,这说明螺孔与螺栓的齿面间润滑良好,未见局部磨损现象。 综上所述,宏观检查说明螺栓断裂应包括两个不同的断裂过碍。螺孔与螺栓之间齿面润滑良好,未见磨损。 中国应急分析网
13种方法取断螺丝方法总结
下面有13种方法取断螺丝方法总结 ,应根据自己的实际情况来选择,也可以几种方法一起用。要讲究灵活性,希望可以帮助大家。 1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。 2、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 3、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对 太小的断入物无用;d、耗时、费事。) 5、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。 8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。 9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。 10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。 11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。 12、如果螺丝生锈非常严重,用上面的方法不好处理的,建议用火烤红后加进一点润滑油,再用以上相应的方式处理。 13、经过N多努力后,螺丝虽然是取出来了,但这时孔也废了,索性就钻个更大的孔攻丝,
螺栓断裂失效原因分析
测试与分析 螺栓断裂失效原因分析 华南理工大学机电系(广州 510641) 高 岩 李 林 许麟康 【摘要】 合金结构钢(相当于我国35CrMo钢)制螺栓用于空调压缩机内连接气缸体与气缸盖,在生产线上用气动搬手装配时相当部分发生断裂。失效分析结果表明,机加工时螺纹根部及表面形成微裂纹,以及回火不足,硬度偏高,共同造成了螺栓失效。 关键词:低合金钢 螺栓 微裂纹 F ailure Analysis on the Fracture of Bolts G ao Yan,Li Lin,Xu Linkang (Department of Mechano2Electronic Engineering,S outh China University of Technology,Guangzhou510641)【Abstract】 A batch of bolts with size of M4×1135used to connect cylinder body and cover of air conditioner com pressor were made of imported low alloy steel close to35CrMo in com position1However,a great proportion of the bolts fractured when being assembled us2 ing pneumatic spanner1After failure analysis,it was found that the main reason for the ru pture of bolts was the micro2cracks induced by machining.At the same time,non2enough tempering which resulted in the brittleness of the material also accounted for the fracture1 K ey w ords:low alloy steel,bolt,micro2crack 某标准件公司一批螺栓,规格为M4×1135,材料为合金结构钢,相当于我国的35CrMo钢,冷墩头部,搓制螺纹,热处理工艺为淬火+回火,并进行发兰处理,规定σb>1000MPa, (32~38)HRC。螺栓用于空调压缩机内连接气缸体与气缸盖,但在生产线上用气动搬手装配时相当部分螺栓在与螺栓交截的第二、第三螺纹牙根处发生断裂。我们对该批螺栓的断裂原因进行了分析。 1 金相观察及硬度分析 在一批断裂螺栓中随机选取2个断裂螺栓头,将其沿轴向剖开,制备轴向剖面的金相试样,抛光状态(未侵蚀)下可见在螺纹尖端和根部有明显裂纹存在(图略);这些微裂纹由于高度的应力集中,在外力作用下极容易发生失稳扩展,从而导致螺栓断裂。 将上述抛光态试样用3%硝酸酒精溶液侵蚀后在显微镜下观察,发现其组织形态都很相似,为保持原马氏体位向的回火索氏体,见图1所示。35CrMo钢用作螺栓时,应有较好的综合力学性能,其组织应以调质状态为佳,即淬火+回火后得到回火索氏体。而本例中螺栓组织状态虽是回火索氏体,但原马氏体位向十分明显,显然会使材料的塑性和韧性受损,脆性增加,材料硬度也会增加。沿螺牙顶端到根部依次打硬度,所得结果见表1,可见硬度范围为(37~41)HRC,偏高于螺栓规定的硬度范围。螺栓硬度偏高的原因主要是回火不足或不充分造成的。 2 扫描电镜观察分析 为弄清螺栓断裂的机理,按断口形貌特征选取了9个样品,将其用物理方法清洗干净后置于扫描电镜下进行观察,发现断口有3种类型:第1类是断口边缘只有一个剪切唇(1号样品),第2类是断口边缘有2个剪切唇(2号样品),第3 高岩:女,35岁,工学硕士,讲师,曾以访问学者身份在葡萄牙焊接质量研究所(ISQ)工作,兼任中国机械工程学会失效分析分会失效分析工程师。主要从事高温合金,金属材料的腐蚀与防护,失效分析及工业设备寿命评估等方面的工作。已在国内外学术刊物上发表论文10余篇。收稿日期:1997年8月19 日。 图1 螺栓基体组织 ×500 表1 螺栓的硬度HRC 选点12345 试样14137393937 试样24039.5413937 类是断口边缘有3个剪切唇(3号样品),且以第3类断口数量居多。图2是2号样品的宏观断口形貌。这些断口边缘除剪切唇处或凸起或凹进以外,其余边缘处都较平滑,这与一般断裂由心部起源,最后断裂边缘处为杯口状剪切唇的断口形貌特征显然不同,而且,从断口的放射辉纹的走向看,断裂的起源都在断口的边缘即螺纹的根部上,而不是在螺栓的心部。对3类断口分别在扫描电镜下进行了详细的观察,图3a~3d 为2号样品的微观形貌。a是始断区,从右侧的螺纹面上可见明显发兰处理后的表面氧化膜,在螺纹面与断口的交界处(即螺纹根部)可见二次裂纹和摩擦痕存在;将a放大至b,可见摩擦痕底下是氧化物,而摩擦痕明显位于断口一侧,由此可以推断:此摩擦痕处在断裂前就已经有裂纹存在,裂纹为搓制螺纹时所产生,在随后的发兰处理过程中此裂纹内部也进行了发兰处理,形成了氧化膜,其形态与螺旋表面的发兰膜相 43《金属热处理》1998年第2期
螺栓断裂分析
螺栓断裂分析 一般情况下,我们对于螺栓断裂从以下四个方面来分析: 第一、螺栓的质量 第二、螺栓的预紧力矩 第三、螺栓的强度 第四、螺栓的疲劳强度 实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。 一、螺栓断裂不是由于螺栓的抗拉强度: 以一只M20×80的8.8级高强螺栓为例,它的重量只有0.2公斤,而它的最小拉力载荷是20吨,高达它自身重量的十万倍,一般情况下,我们只会用它紧固20公斤的部件,也只使用它最大能力的千分之一。即便是设备中其它力的作用,也不可能突破部件重量的千倍,因此螺纹紧固件的抗拉强度是足够的,不可能因为螺栓的强度不够而损坏。 二、螺栓的断裂不是由于螺栓的疲劳强度: 螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。 三、螺纹紧固件损坏的真正原因是松动: 螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。 受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。 受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。 四、选用防松效果优异的螺纹防松方式是解决问题的根本所在: 以液压锤为例。GT80液压锤的重量是1.663吨,其侧板螺栓为7套10.9级M42螺栓,每根螺栓的抗拉力为110吨,预紧力取抗拉力一半计算,预紧力高达三、四百吨。但是螺栓一样会断,现在准备改成M48的螺栓,根本原因是螺栓防松解决不了。 螺栓断裂,人们最容易得出的结论是强度不够,因而大都采用加大螺栓直径强度等级的办法。这种办法可以增加螺栓的预紧力,其摩擦力也得到了增加,当然防松效果也可以得到改善,但这种办法其实是一种非专业的办法,它的投入太大,收益太小。 总之,螺栓是:“不松不断,一松就断。”
螺栓断裂
螺栓断裂原因分析 2010/10/28 17:22:07 螺栓断裂分析的方法及程序在紧固件的失效分析中,螺栓的失效最多、也最为常见,而螺栓的断裂失效则占螺栓失效的80%左右,严重威胁着整个构件的安全。因此,我们有必要、也必须对断裂螺栓进行分析。由于螺栓的结构、形状和受力形式比较复杂,且在材料、工艺和使用状况等因素的影响下,经常发生各种形式的断裂失效。由于螺栓种类多、用量大,普遍采用冷变形制造工艺,并依据各种不同性能要求而采用不同钢材和热处理工艺,同时进行严格的材料和工艺检查。尽管如此,往往由于工艺管理和控制不善,构成了批量或频次较高的断裂失效,经常影响着正常生产和使用。下面我们就谈谈紧固件断裂失效分析的方法。 紧固件断裂失效分析的方法 一、系统方法 系统方法,又称相关性方法,就是把失效分析类型、失效方式、断口特征形貌、工作条件、材质情况、制造工艺水平和过程、使用和维护情况等放在一个研究系统中,从总体上予以考虑的方法。寻找失效原因应从设计、材质、制造、使用、维护等相关方面去考虑,并据此进行测试和分析,找出失效原因。 本方法的特点是:从一般到个别,从普遍到特殊,从单项分析到综合联系上找原因。这就是尽可能地收集与全局有关的资料和测试信息,从而确定分析系统的范围。该方法主要针对失效原因复杂的断裂螺栓。 二、抓主要矛盾方法 在紧固件失效分析时要抓住失效中起主要作用的因素。如在断裂失效中就一定要对断裂源、断裂形状及导致断裂的因素重点分析和研究。这也是我们螺栓断裂失效分析中最常用的方法。举例来说,当一个螺栓断裂件送到我们手上,我们发现该螺栓的支撑面的装配痕迹不对称(就是说一边有明显的装配痕迹而一边没有或者两边装配痕迹相差很大)。我们都知道:力是造成痕迹的唯一原因,接下来我们就应对这一应力进行重点分析。 三、比较方法 选择一个同批次,同服役状态而没有失效的螺栓与断裂螺栓一一对比,然后进行分析比较,从中找出差异,寻找出引起失效的原因。该方法多用于尺寸精度的比较,如在内六角螺栓中,内六角偏斜,导致头杆不同心,引起掉头等! 四、历史方法 历史方法是根据同样螺栓、同样工作条件,在过去表现的情况和变化规律,来判断现在失效的可能原因。所以历史方法是客观的依据。它主要依赖过去的失效资料的积累,并运用归纳法和演绎法进行分析。这种方法非常重要,往往会引起工艺的改进。举例来说,本公司生产的外六角螺栓,去年以前均存在掉头现象(几乎每批次均有,为数极少),而又分析不出具体原因,只知道个别螺栓头杆结合部存在强度不足,因此总结以前的教训,将R角增大,结果从去年以来,该螺栓再没掉头。 五、逻辑方法 它是根据背景资料(设计、材料和制造情况)和失效现场调查材料以及分析、测试获得的信息,进行分析、比较、综合、归纳和概括,作出判断和推论,得出可能的失效原因。该方法是最常用,也是最直接的分析方法。 螺栓断裂分析的基本程序 以上就是螺栓断裂分析的基本方法,看起来并不是很难,但真正运用起来,对症下药,却是很不容易。下面我们就来谈谈螺栓断裂分析的基本程序。 当断裂螺栓送到我们手中,我们首先要做的是追溯该紧固件,包括制造日期、零件、名称、