端 子 铆 合 图
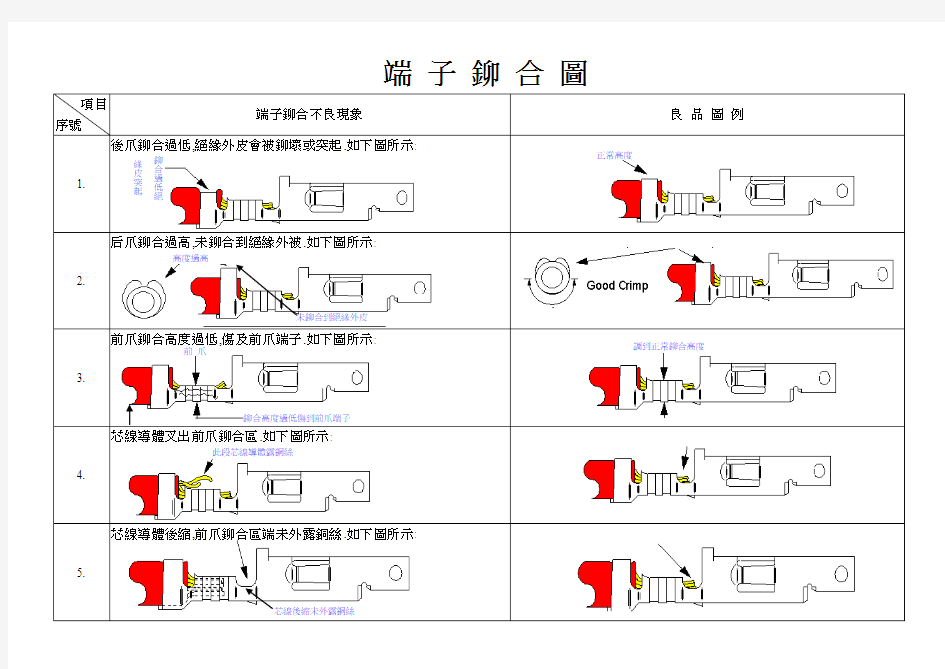
端子鉚合圖
未鉚合到絕緣外皮
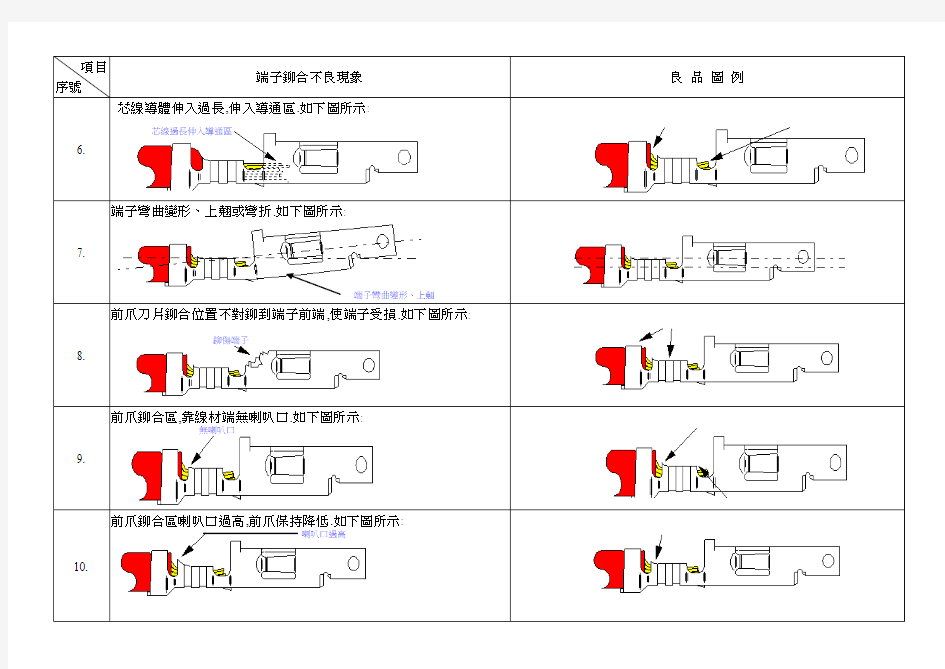
前爪
鉚合高度過低傷到前爪端子
芯線導體後縮,前爪鉚合區端未外露銅絲.如下圖所示
芯線後縮未外露銅絲
芯線過長伸入導通區
端子彎曲變形、上翹無喇叭口
喇叭口過高
端子教材
伸東塑膠電子五金廠
端子基本知識訓練
一. 端子鉚合示意圖:
二. 端子鉚合應注意事項:
倒鉤卡點
前爪
端子卡點
後爪 (絕緣外被) 鉚合區
芯線鉚合處
喇叭口高度
前端不可變形
倒鉤卡點不可變形
銅絲至少要在此區域外露可見
不可以帶尾巴
絕緣外皮 銅絲外露 可見
多层板的压合制程(压合)
资料收藏
PCB 收藏天地 https://www.360docs.net/doc/b23923281.html, 电子邮件
killmai@https://www.360docs.net/doc/b23923281.html,
资料版权归原作者所有
压合
5.1. 制程目的: 将铜箔(Copper Foil),胶片(Prepreg)与氧化处理(Oxidation)后的内层线路板,压合成多层 基板.本章仍介绍氧化处理,但未来因成本及缩短流程考量,取代制程会逐渐普遍. 5.2. 压合流程,如下图 5.1:
5.3. 各制程说明 5.3.1 内层氧化处理(Black/Brown Oxide Treatment) 5.3.1.1 氧化反应 A. 增加与树脂接触的表面积,加强二者之间的附着力(Adhesion). B. 增加铜面对流动树脂之润湿性,使树脂能流入各死角而在硬化后有更强的抓地力 C. 在裸铜表面产生一层致密的钝化层(Passivation)以阻绝高温下液态树脂中胺类(Amine) 对铜面的影响 5.3.1.2. 还原反应 目的在增加气化层之抗酸性 并剪短绒毛高度至恰当水准以使树脂易于填充并能减少粉红圈 ( pink ring ) 的发生 5.3.1.3. 黑化及棕化标准配方: 表一般配方及其操作条件
资料收藏
PCB 收藏天地 https://www.360docs.net/doc/b23923281.html, 电子邮件
killmai@https://www.360docs.net/doc/b23923281.html,
资料版权归原作者所有
上表中之亚氯酸钠为主要氧化剂,其余二者为安定剂,其氧化反应式
此三式是金属铜与亚氯酸钠所释放出的初生态氧先生成中间体氧化亚铜,2Cu+[O]
Cu2O,再继续 反应成为氧化铜 CuO,若反应能彻底到达二价铜的境界,则呈现黑巧克力色之"棕氧化"层,若层膜 中尚含有部份一价亚铜时则呈现无光泽的墨黑色的"黑氧化"层
5.3.1.4. 制程操作条件( 一般代表 ),典型氧化流程及条件
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母 材质:碳钢 形状:圆形 螺纹规格:M2到M10 外径:6.3-17.35(mm) 原材料和表面处理规格 紧固 件材 质 经过热处理的低碳钢 表面 处理 标准 镀锌 安装 板的 硬度 HRB80以下 螺纹InternalANSI B1.12B/ANSI/ASMEB1.13M,6H 产品表述及编号内容型号S-M3-1 螺纹 编码 S-M3-1 柄长 编码 S-M3-1 螺纹尺寸* 螺距类型 螺纹编 码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径 +0.08 C 最大 尺寸 E ±0.25 T ±0.25 孔中心与安 装板边缘最 小距离 紧固件 材质 碳钢 M2*0.4 S M2 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M2.5*0.45 S M2.5 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3*0.5 S M3 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3.5*0.6 S M3.5 0 0.77 0.8-1 4.75 4.73 7.1 1.5 5.6 1 0.97 1 2 1.38 1.4
M4*0.7 S M4 0 0.77 0.8-1 5.41 5.38 7.9 2 6.9 1 0.97 1 2 1.38 1.4 M5*0.8 SS M5 0 0.77 0.8-1 6.35 6.33 8.7 2 7.1 1 0.97 1 2 1.38 1.4 M6*1 S M6 00 0.89 0.92 8.75 8.72 11.05 4.08 8.6 0 1.15 1.2 1 1.38 1.4 2 2.21 2.3 M8*1.25 S M8 1 1.38 1.4 10.5 10.47 12.65 5.47 9.7 2 2.21 2.3 M10*1.5 S M10 1 2.21 2.31 14 13.97 17.35 7.48 13.5 2 3.05 3.18 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装板表面平整,安装效果可靠,而且产品具有承受高扭出力和高推出力的性能。自扣紧原理多年来已被数以万计的应用所证明。 在安装施压过程中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如去毛刺之类的二次加工。 2.如右图所示,将紧固件放入下模孔内,并将安装孔与紧固件的杆部对准。 3.保持上下模平行施加挤压力,使产品的头部完全进入板材中。 产品的性能数椐 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 (N.m) S M2 M2.5 M3 5052-H34铝材 6.7-8.9 280 0.9 1 400 1.13 2 750 1.47 冷轧钢11.2-15.6 470 1.47 1 550 1.7 2 1010 2.03
多层板常规压合结构
多层板常规压合结构 1.2mm 1.6mm 2.0mm 四层板:1/1 2/2 ————Hoz ————1oz ————7628*1 ————2116/7628 ————1.2 1/1(1.1 1/1)————1.0 2/2 (0.9 2/2) ————7628*1 ————7628/2116 ————Hoz ————1oz 总:1.596mm(1.496mm)总:1.63mm(1.53mm)1.2mm板厚和2.0mm板厚以1.6mm为准,在芯板的基础上面减0.4mm和加0.4mm 六层板:1/1 2/2 ————Hoz ————1oz ————2116*1 ————2116*2 ————0.6 1/1 ————0.5 2/2 ————7628*1 ————2116*2 ————0.6 1/1 ————0.5 2/2 ————2116*1 ————2116*2 ————Hoz ————1oz 总:1.616mm 总:1.67mm 1.2mm板厚和 2.0mm板厚以1.6mm为准,在芯板基础上面减0.2mm和加0.2mm;0.5 2/2 可用0.4 1/1加厚,以此类推
八层板:1/1 2/2 ————Hoz ————1oz ————1080*2 ————1080*2 ————0.3 1/1 ————0.3 2/2 ————2116*2 ————2116*2 ————0.3 1/1 ————0.3 2/2 ————2116*2 ————2116*2 ————0.3 1/1 ————0.3 2/2 ————1080*2 ————1080*2 ————Hoz ————1oz 总:1.616mm 总:1.651mm 1.2mm板厚和 2.0mm板厚以1.6mm为准,在芯板的基础上面减0.1mm(PP全部为2张2116)和加0.1mm(PP全部为2张2116);在无2/2铜厚板材情况下可以压板材或用比芯板少0.1mm 1/1的板材加厚
PCB常见平板电脑阻抗压合结构图
No. L1--------------------------1/3oz + Plating 2116*1 4mil L2------------------------- 0.7 H/H mm 含铜 L3------------------------- 2116*1 4mil L4-------------------------1/3oz + Plating 压合厚度:0.9±0.1MM 成品厚度:1.0±0.1MM PP厚度为填胶后厚度 阻抗计算: L1/L4(屏蔽层L2/L3):单端:线宽 6.5mil ,阻值 50Ω±10% 单端:线宽 4.5mil ,阻值 60Ω±10% 差分:线宽6mil,线距6mil,阻值 90Ω±10% 差分:线宽5mil,线距7mil,阻值 100Ω±10% No. L1--------------------------1/3oz + Plating 1080*1 3mil L2------------------------- 0.7 H/H mm 含铜(偏上限料) L3------------------------- 1080*1 3mil L4-------------------------1/3oz + Plating 压合厚度:0.9±0.1MM 成品厚度:1.0±0.1MM PP厚度为填胶后厚度 阻抗计算: L1/L4(屏蔽层L2/L3):单端:线宽 5mil ,阻值 50Ω±10% 单端:线宽 4mil ,阻值 55Ω±10% 差分:线宽4.5mil,线距5.5mil,阻值 90Ω±10% 差分:线宽3.5mil,线距5.5mil,阻值 100Ω±10% L3(屏蔽层L2&L4):差分:线宽3.5mil,线距6mil,阻值 90Ω±10% No. L1--------------------------1/3oz + Plating 1080*1 3mil L2------------------------- 0.9MM 1/1 OZ 含铜 L3------------------------- 1080*1 3mil L4-------------------------1/3oz + Plating
拉铆螺母技术规范
拉铆螺母技术规范 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
目录
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动 加速度频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于 1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位; 4)铆枪退出。
4铆螺母选型条件 选择铆螺母时按如下条件进行选择。 4.1铆螺母螺纹的公称直径;如:M3~M12; 4.2铆螺母头型;铆螺母的头型如表1所示。 表1:铆螺母头型; 4.3铆螺母类型;盲孔或通孔,采用B和O进行标识,铆螺母类型如表2所示;如 C.FO、H.fB 表2:铆螺母类型; 4.4需铆接工件的板厚; 4.5需铆接工件的材质; 5铆螺母安装孔的加工 铆螺母的安装孔按表3进行加工;
表3:铆螺母安装孔的加工; 6铆螺母安装要求 6.1安装时,铆螺母至少突出工件0.1mm。如图2所示。 图2:铆螺母安装 6.2安装后收缩量(安装后测量,发现安装有问题的须重新安装),如图3所示。 拉铆不够拉铆适当表示拉铆过度 图 3 铆螺母拉铆状态示意图 铆螺母拉铆后收缩状态如图4所示,大致收缩长度见表4。 s ──铆螺母收缩长度 ls ──铆螺母收缩后总长 图 4 铆螺母拉铆收缩示意图 单位为毫米 表 4 铆螺母拉铆后收缩长度表 6.3安装后铆螺母的铆紧力和螺纹失效力 铆螺母拉铆后所能达到的铆紧力及螺纹失效力见表5。
常用拉铆螺母规格表
平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D ^do*J ,3S Dk ± 0.3 K ± 0.2 L ± 0.3 铆接厚度 t 铆后长度 h (参考) N ? M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ? M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ? M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 12.0 0.5~1.5 7.0 N ? M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 N ? M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~ 2.5 10.5 19.8 0.8~3.0 12.5 N ? M10 M10 13.0 12.9 17.0 1.8 22.8 0.8~3.0 13.5 N ? M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材质:钢、铝、不锈钢。 MATERIAL : STEEL 、ALUMINIUM 、STAINLESS STEEL r 0do ― 4 4—1 r ~\- 1 "亠w ) c 1 1!
平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS) ?do L MIIIIIIIIIIIIIIIIMf JL K
材质:钢、铝、不锈钢。
平头六角铆螺母(FLAT HEAD HEXAGON RIVET NUTS ) 产品规格 SIZE D c*005 Dk ± 0.3 K ± 0.2 L ± 0.3 铆接厚度 t 铆后长度 h (参 考) F ? M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 F ? M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~1.5 7.5 F ? M6 M6 9.0 8.9 12.0 1.0 12.0 0.5~1.5 6.0 14.5 0.5~2.0 8.0 F ? M8 M8 11.0 10.9 15.0 1.5 18.0 0.8?2.5 10.5 F ? M10 X S12 M10 12.0 11.9 17.0 1.8 19.8 0.8?2.5 12.5 ^dk
压合工艺流程
压合 5.1. 製程目的: 將銅箔(Copper Foil),膠片(Prepreg)與氧化處理(Oxidation)後的內層線路板,壓合成 多層基板.本章仍介紹氧化處理,但未來因成本及縮短流程考量,取代製程會逐漸普遍. 5.2. 壓合流程,如下圖5.1 : 5.3. 各製程說明 5.3.1 內層氧化處理(Black/Brown Oxide Treatment) 531.1 氧化反應 A. 增加與樹脂接觸的表面積,加強二者之間的附著力(Adhesion). B. 增加銅面對流動樹脂之潤濕性,使樹脂能流入各死角而在硬化後有更強的抓地力。 C. 在裸銅表面產生一層緻密的鈍化層(Passivatio n)以阻絕高溫下液態樹脂中胺類 (Amine)對銅面的影響。 5.3.1.2. 還原反應 目的在增加氣化層之抗酸性,並剪短絨毛高度至恰當水準以使樹脂易於填充並能減少 粉紅圈(pink ring ) 的發生 5.3.1.3. 黑化及棕化標準配方 表一般配方及其操作條件
上表中之亞氯酸鈉為主要氧化劑,其餘二者為安定劑,其氧化反應式 ⑴2Cu-b2C10?^Cu2ofClo?+Cl ⑵CU J O+TIC^^C U O+CIO J+CI ⑶Cn^O-sCufOH) 2+Cu Cu0+H20 CuCOH) 2 ------ A 刘匸以上 此三式是金屬銅與亞氯酸鈉所釋放出的初生態氧先生成中間體氧化亞銅,2Cu+[0] -Cu20, 再繼續反應成為氧化銅CuO若反應能徹底到達二價銅的境界,則呈現黑巧克力色之"棕氧化"層,若層膜中尚含有部份一價亞銅時則呈現無光澤的墨黑色的"黑氧化"層。 5.3.14 製程操作條件(一般代表),典型氧化流程及條件。
拉铆螺母技术要求规范
目录 1应用围 (4) 2安装方式 (4) 2.1本规所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (4) 3.1铆螺母螺纹的公称直径;如:M3~M12; (4) 3.2铆螺母头型; (4) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (6) 6检验 (7) 6.1极限安装铆接强度检验 (7) 6.2铆螺母螺纹检验 (7) 6.3铆螺母化学成份检验 (8) 6.4外观检验 (8) 7标识、包装及运输 (8) 7.1标识 (8) 7.2包装及运输 (8)
8附1:C.FB型铆螺母 (9) 9附2:C.FO型铆螺母 (10) 10附3:H.fB型铆螺母 (11) 11附4:H.fO型铆螺母 (12) 12附5:H.FB型铆螺母 (13) 13附6:CDH.kT型铆螺母 (14)
1应用围 本规应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规所规定之铆螺母按图1所示方式进行安装:
常用铆螺母、铆钉规格表
平头铆螺母 (FLAT HEAD RIVET NUTS) 产品规格铆接厚度铆后长度 D Dk±0.3K ±0.2L±0.3 SIZE t h(参考)N· M3M3 5.0 4.97.00.88.50.5~1.5 5.0 N· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 N· M5M57.0 6.910.0 1.013.00.5~2.07.0 12.00.5~1.57.0 N· M6M69.08.912.7 1.5 15.00.5~2.09.0 N· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 N·M10M1013.012.917.0 1.8 22.80.8~3.013.5 N·M12M1215.014.918.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。 MATERIAL :STEEL、ALUMINIUM、STAINLESS STEEL。
平头柱纹铆螺母 (FLAT HEAD KNURLED RIVET NUTS) 产品规格铆接厚度铆后长度 SIZE D Dk ± 0.3K± 0.2L±0.3 t h(参考) NR· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 7.0 6.910.0 1.013.00.5~2.07.0 NR· M5M5 7.67.510.2 1.014.00.5~2.07.5 NR· M6M69.08.912.7 1.515.00.5~2.09.0 NR· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 NR· M10M1013.012.917.0 1.8 22.80.8~3.013.5 NR· M12M1215.014.919.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。
多层板压合结构计算方法
一、 多层板压合结构计算方法: A :内层板厚(不含铜) B :PP 片厚度 E :内层铜箔厚度 F :外层铜箔厚度 X :成品板厚 Y :成品公差 计算压合上、下限:通常锡板为:上限-6MIL ,下限-4MIL 金板为:上限-5MIL ,下限-3MIL 比如锡板:上限=X+Y-6MIL 下限=X-Y-4MIL 计算中值=(上限+下限)/2 ≈A+第二层铜箔面积%*E+第三层铜箔面积%*E+B*2+F*2 以上常规四层板内层开料比成品板小0.4MM 的开,用2116的PP 片压单张,对于特殊内层铜厚和外层铜厚大于1OZ 以上的在选择内层材料时要把此铜考虑进去。 计算压合公差: 上线=成品板厚+成品上线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度 下线=成品板厚-成品下线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度 B
三、常用的PP片类型: KB SY 1080 0.07MM 0.065MM 2116 0.11MM 0.105MM 7628 0.17MM 0.175MM 7630 0.2MM 一般两个含胶高的PP片勿一起使用,内层铜皮太少时请 用含胶量高的PP片 1080 PP片致密度最高,含胶量低,尽可能 不要压单张,最多只能压2张2116、7630 PP片只可压单张、 2OZ以上的厚铜板内层不能用单张PP压 7628 PP片可压单张、 2张、3张、最多可压4张. 多层板压合后理论厚度计算说明 H (半盎司铜厚=0.7MIL) 7628 RC50%(PP压合后厚度=100%残铜压合厚-内层铜厚* (1-残铜率%) 39.4MIL 1/1 内层板蕊,看是否包含铜厚,如果不包括,需加上铜厚。 7628 RC50% (PP压合后厚度=100%残铜压合厚-内层铜厚* (1-残铜率%) H (半盎司铜厚=0.7MIL) 举例说明: 有一个压合结构为39.4MIL(含铜厚),外层铜厚为半盎司, PP用7628 RC50%(厂商提供该种PP 100%残铜压合厚度为 4.5MIL ?
常用拉铆螺母规格表
? 平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) N ·M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 N ·M6 M6 9.0 8.9 12.7 1.5 12.0 0.5~1.5 7.0 15.0 0.5~2.0 9.0 N ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 N ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 N ·M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 MATERIAL :STEEL 、ALUMINIUM 、STAINLESS STEEL 。 ? 平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS)
? 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) NR ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 NR ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 7.6 7.5 10.2 1.0 14.0 0.5~2.0 7.5 NR ·M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 NR ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 NR ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 NR ·M12 M12 15.0 14.9 19.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 ? 平头六角铆螺母(FLAT HEAD HEXAGON RIVET NUTS )
常用拉铆螺母规格表
平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) N ·M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 N ·M6 M6 9.0 8.9 12.7 1.5 12.0 0.5~1.5 7.0 15.0 0.5~2.0 9.0 N ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 N ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 N ·M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 MATERIAL :STEEL 、ALUMINIUM 、STAINLESS STEEL 。
? 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) NR ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 NR ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 7.6 7.5 10.2 1.0 14.0 0.5~2.0 7.5 NR ·M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 NR ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 NR ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 NR ·M12 M12 15.0 14.9 19.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。
压合工艺流程
压合 5.1. 製程目的: 將銅箔(Copper Foil),膠片(Prepreg)與氧化處理(Oxidation)後的內層線路板,壓合成多層基板.本章仍介紹氧化處理,但未來因成本及縮短流程考量,取代製程會逐漸普遍. 5.2. 壓合流程,如下圖5.1: 5.3. 各製程說明 5.3.1 內層氧化處理(Black/Brown Oxide Treatment)
5.3.1.1 氧化反應 A. 增加與樹脂接觸的表面積,加強二者之間的附著力(Adhesion). B. 增加銅面對流動樹脂之潤濕性,使樹脂能流入各死角而在硬化後有更強的抓地力。 C. 在裸銅表面產生一層緻密的鈍化層(Passivation)以阻絕高溫下液態樹脂中胺類(Amine)對銅面的影響。 5.3.1.2. 還原反應 目的在增加氣化層之抗酸性,並剪短絨毛高度至恰當水準以使樹脂易於填充並能減少粉紅圈( pink ring ) 的發生。 5.3.1.3. 黑化及棕化標準配方: 表一般配方及其操作條件
上表中之亞氯酸鈉為要紧氧化劑,其餘二者為安定劑,其氧化反應式。 此三式是金屬銅與亞氯酸鈉所釋放出的初生態氧先生成中間體氧化亞 銅,2Cu+[O] →Cu2O,再繼續反應成為氧化銅CuO,若反應能徹底到達二價銅的境地,則呈現黑巧克力色之"棕氧化"層,若層膜中尚含有部份一價亞銅時則呈現無光澤的墨黑色的"黑氧化"層。 5.3.1.4. 製程操作條件( 一般代表 ),典型氧化流程及條件。
5.3.1.5 棕化與黑化的比較 A.黑化層因液中存有高鹼度而雜有Cu2O,此物容易形成長針狀或羽毛狀結 晶。此種亞銅之長針在高溫下容易折斷而大大影響銅與樹脂間的附著力,並隨流膠而使黑點流散在板中形成電性問題,而且也容易出現水份而形成高熱後局部的分層爆板。棕化層則呈碎石狀瘤狀結晶貼銅面,其結構緊密無疏孔,與膠片間附著力遠超過黑化層,不受高溫高壓的影響,成為聚亞醯胺多層板必須的製程。
Lauffer多层板压合系统的操作说明
Lauffer多层板压合系统的操作内容 一.系统的开启和停止 系统开启: 1.打开主电柜的主电源、二次热交换机的电源 2.打开冷却水的阀门 3.打开压缩空气的阀门 4. 打开电脑控制桌的系统运行开启的控制按钮(system on) 二.系统的自动运行 在打开电脑控制桌的系统运行开启的控制按钮后,开启电脑的电源,此时压合系统专用的ml软件自动运行。 ML软件自动运行后,软件的视图中呈现整个Lauffer压合体统现场分布图及各部分的
名称。根据图示看其个部分的状态State): 1.在运行中(Cycle running)和此次压合程序的周期(Cycle time)和现役运行 的时间(Act cycle time),单位:分钟。 2.没有操作(No operation),同时显示上一次运行的程序的周期(Cycle time)和运 行时间(Act Cycle time)0(单位:分钟)。 3.按图示提供的标示看各部分是自动或手动。 4.入市系统中一个在手动状态,图示的左下角“手动按钮(Manual)“是蓝色 自动压板前的注意和检查事项: A. 此时可以看出每一部分的运行模式:自动模式/手动模式(手动模式Manual operation呈蓝色,同时总画面View的左下角Manual按钮呈现蓝色,反之自 动模式)。 B. 热压机1/2和冷压机的运行状态(State):空载(No operation呈现红色),及 压机上一次运行的时间(Cycle time单位为分钟min);运行中(Cycle running呈 现绿色),及本次运行的压合程式的总时间(Cycle time单位为分钟min)和实际 压合程式已运行的时间(Actual time). C. 热压机、冷压机、进料架、出料架的对照式感应器(Light beam)的状态:正常状 态呈现绿色(Light beam free)和异常状态呈现红色(light beam interrupt). D. 在总视图的下方报警栏显示当前的报警数目:若有报警,双击数目栏查看报警 内容并消除报警;也可以在视图的最上方的“简介(Info)”中查看。 压合程式的程式建立: 1冷热压程式的建立 首先选择所要建立的冷压或是热压程序,输入密码”q”再输入名称,进入以下界面,然后一次生产所用的程序数据,核对(check)保存。
拉铆螺母技术要求
DKBA0.480.1381 结构外购件技术要求 DKBA0.480.1381 REV.C 拉铆螺母技术要求 主要起草人:许志敏 审核人:周伟 会签人:张斌、汪海清、徐艳丽 标准化审核人:洪霓玉 批准人:钟荣华 2010年10月20日发布2010年10月20日实施 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究 All rights reserved
修订记录
目录 1 目的和适用范围 (4) 1.1目的 (4) 1.2适用范围 (4) 2 引用的相关标准 (4) 3 项目编码与建模命名 (4) 3.1项目编码 (4) 3.2建模命名 (5) 4 功能描述 (5) 5 要求 (5) 5.1一般要求 (5) 5.1.1结构和外形尺寸 (5) 1)封闭型沉头六角拉铆螺母(BCH) (6) 2)通孔小沉头六角拉铆螺母(SCH) (6) 3)封闭型平头拉铆螺母(BF) (7) 5.1.2 材料工艺 (7) 5.1.3 使用环境 (8) 5.1.4 环保要求 (8) 5.2性能要求及检验方法 (8) 5.2.1 防腐蚀性能: (8) 5.2.2机械结构性能: (9) 6 检验规则 (10) 7 说明 (10) 图目录 图1 拉铆枪尺寸 (5) 图2 封闭型沉头六角拉铆螺母尺寸图 (6) 图3 通孔小沉头六角拉铆螺母图 (6) 图4 封闭型平头拉铆螺母图 (7) 图5 拉铆螺母粘胶密封图 (8) 图6 拉铆螺母变种结构图 (8) 图7 测试加载图 (9) 表目录 表1 通孔小沉头六角拉铆螺母尺寸 (7) 表2 封闭型平头拉铆螺母尺寸 (7) 表3 拉铆螺母抗拉力、抗推力及抗扭矩要求 (9)
PCB压合结构图
一般正常压合结构图 四层 0.4 0.6 0.8 1.0 1 ------------ H 1 ------------ H 1 ------------ H 1 ------------ H 1080*1 2116*1 2116*1 2116*1 2/3 ----------- 0.2MMH/H 2/3 -----------0.2MMH/H 2/3 -----------0.4MMH/H 2/3 -----------0.6MMH/H 1080*1 2116*1 2116*1 2116*1 4 ------------ H 4 ------------ H 4 ------------ H 4 ------------ H 1.2 1.6 2.0 1 ------------ H 1 ------------ H 1 ------------ H 2116*1 2116*1 7628*1 2/3 -----------0.8MMH/H 2/3 ------------1.2MMH/H 2/3 ------------1.6MMH/H 2116*1 2116*1 7628*1 4 ------------ H 4 ------------ H 4 ------------ H 六层 0.8 1.0 1.2 1.6 1 ------------ H 1 ------------ H 1 ------------ H 1 ------------ H 2116*1 7628*1 2116*1 2116*1 2/3 ----------- 0.2MMH/H 2/3 ----------- 0.2MMH/H 2/3 ----------- 0.4MMH/H 2/3 ----------- 0.6MMH/H 2116*1 2116*1 2116*1 2116*1 4/5 ----------- 0.2MMH/H 4/5 ----------- 0.2MMH/H 4/5 ----------- 0.4MMH/H 4/5 ----------- 0.6MMH/H 2116*1 7628*1 2116*1 2116*1 6 ------------ H 6 ------------ H 6 ------------ H 6 ------------ H (无要求无特殊时可用)
PCB多层板压合机
多层板压合机 Multilayer Press Equipment 用于不同种类、不同材料的多层电路板压合,如压合铜箔积层板、铜箔树脂纤维板、电木积层板等,最高可制作8层印刷电路板。热压过程中的温度、压力、时间等参数均可以设置改变,其压合工艺 范围显著优于大多数生产型层压机的工艺范围,配以过程监控软件,是真正意义上的研发型层压机。 转向球头压合结构,确保压合工艺平整均匀 层压专用监控软件,实时监控温度、压力、时间等过程参数专用压板模组,保证粘结温度及压力均匀受控 温度高,升温速率高,适合更多种类的压合材料Design Comes True
多层板压合机 多层板压合机MP300 软件 Easy Processing - Mul ti layer Press Equipment “PCB 压合机过程监控软件”是专门针对MP300而开发的专用监控软件,其功能是为了让用户更方便、更直观的监控层压机的完整工作过程,便于分析压合过程中温度、压力、时间等过程参数对最终产品的影响。软件支持用户在电脑上对层压过程实时监控,支 持对生成的层压过程参数曲线保存及打印输出。 牛皮纸铝模板镜面不锈钢第一层半固化片第二、三层半固化片第四层镜面不锈钢铝模板牛皮纸 PCB 压合机过程监控软件 Design Comes True 结构 压板模组 MP300内置微处理器,可以精确控制多层电路板热压合的全过程,液晶屏显示工艺参数,导航键操作,使用十分容易。内置了多种压合程序,以满足不同尺寸、不同材料、不同种类的PCB 对热压合过程控制的工艺要求。 MP300使用特殊加热结构,使得设备升温速度超过 15℃/分钟,满足绝大多数材料的升温速率要求,最高温度能达到350℃,使得MP300能适应微波材料的压合需求。双层隔热板设计使得设备外壁温度在350℃ 状态下仍然符合安全要求,适合实验室使用。 MP300层压机本体采用钢结构,根据有限元分析软件进行及受力变形分析,确定最优结构。底部压合模块采用转向球头结构,能在压合过程中根据被压合材料及顶部压板的位置自动匹配角度,确保压合工艺的平整均匀。 其中待压合电路板和半固化片装载于专用压板模组内,模组由内到外由镜面不锈钢板、铝模板、牛皮纸按顺序配置,保证界面接触时间、粘结温度以及压力均匀受控。压板模组内置销钉定位孔,操作相对方便,定位准确。 多层板压合机MP300D MP300D 是一款双开口立式层压机,可以同时压合4块以上多层板,层压面积也更大,适合多层板研发量较大的的实验室或有小批量生产需求的客户。 参数更改,恕不通知 *取决于半固化片性能 **液压装置重量另记 300 N/cm 技术参数 最大布线尺寸最大层压面积最大层压压强最高温度电路板层数 层压时间重量电源基板材料 285 × 205 mm 305 × 229 mm 300 N/cm 350 ℃约90分钟*2 2 180 kg** 220V/50Hz/2.1KW FR4,其它材料根据需求而定 305 × 230 mm 325 × 250 mm 350 ℃约90分钟*300 kg**220V/50Hz/3KW 8层(与材料和设计有关) MP300 MP300D 24
常用拉铆螺母规格表
?平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格SIZE D Dk±0.3K±0.2L±0.3 铆接厚度 t 铆后长度 h(参考) N·M3M3 5.0 4.97.00.88.50.5~1.5 5.0 N·M4M4 6.0 5.99.00.811.00.5~1.5 6.0 N·M5M57.0 6.910.0 1.013.00.5~2.07.0 N·M6M69.08.912.7 1.5 12.00.5~1.57.0 15.00.5~2.09.0 N·M8M811.010.915.0 1.517.00.8~2.510.5 N·M10M1013.012.917.0 1.8 19.80.8~3.012.5 22.80.8~3.013.5 N·M12M1215.014.918.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。 MATERIAL:STEEL、ALUMINIUM、STAINLESS STEEL。
?平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS)? 产品规格SIZE D Dk±0.3K±0.2L±0.3 铆接厚度 t 铆后长度 h(参考) NR·M4M4 6.0 5.99.00.811.00.5~1.5 6.0 NR·M5M5 7.0 6.910.0 1.013.00.5~2.07.0 7.67.510.2 1.014.00.5~2.07.5 NR·M6M69.08.912.7 1.515.00.5~2.09.0 NR·M8M811.010.915.0 1.517.00.8~2.510.5 NR·M10M1013.012.917.0 1.8 19.80.8~3.012.5 22.80.8~3.013.5 NR·M12M1215.014.919.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。
拉铆螺母技术规范
如无正式授权,禁止对此文件的任何复制、转发、使用或传递。违者将承担损失赔付责任。我方保留由专利授予、实用模型注册或设计专利产生的所有权利。
发放记录 更改记录
1应用范围 (4) 2安装方式 (4) 2.1本规范所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (5) 3.1铆螺母螺纹的公称直径;如:M3~M12; (5) 3.2铆螺母头型; (5) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (7) 6检验 (8) 6.1极限安装铆接强度检验 (8) 6.2铆螺母螺纹检验 (8) 6.3铆螺母化学成份检验 (9) 6.4外观检验 (9) 7标识、包装及运输 (9) 7.1标识 (9) 7.2包装及运输 (9) 8附1:C.FB型铆螺母 (10) 9附2:C.FO型铆螺母 (12) 10附3:H.fB型铆螺母 (14) 11附4:H.fO型铆螺母 (15) 12附5:H.FB型铆螺母 (16) 13附6:CDH.kT型铆螺母 (17)
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位;
压铆螺母规格尺寸表
样品或现货:现货类 别:压铆螺母材质: 碳钢 形状:圆形 螺纹规格:M2到M10 外径:(mrh 产品尺寸 紧固件材质经过热处理的低碳钢 表面处理标准镀锌 安装板的硬度HRB8C以下 螺纹InternalANSI ANSI/,6H 原材料和表面处理规格 型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 产品表述及编号内容 M2* M3* M4* M5* M6*1 类型 紧固件螺纹编 柄长 (柄 长) 安装板 碳钢 SS M2 M3 M4 M5 M6 编码 最大 最小厚 安装板 孔径+ 最大 尺寸 孔中心与安 装板边缘最 小距离
1 2 M8* S M8 1 2 M10* S M10 1 14 2 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧 钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装 板表面平整,安装效果可靠,而且产品具有承受高扭出力和高 推出力的性能。自扣 紧原理多年来已被数以万计的应用所证明。在安装施压过程 中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如 去毛刺之类的二次加工。2.如右图所示,将紧固件放入下模孔 内,并将安装孔与紧固件的杆部对准。 3?保持上下模平行施加挤压力,使产品的头部完全进入板材 中。 产品的性能数据 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 S M2 M3 0 5052-H34 铝材 冷轧钢 铝材 冷轧钢 铝材 PUNCH ANVIL ana