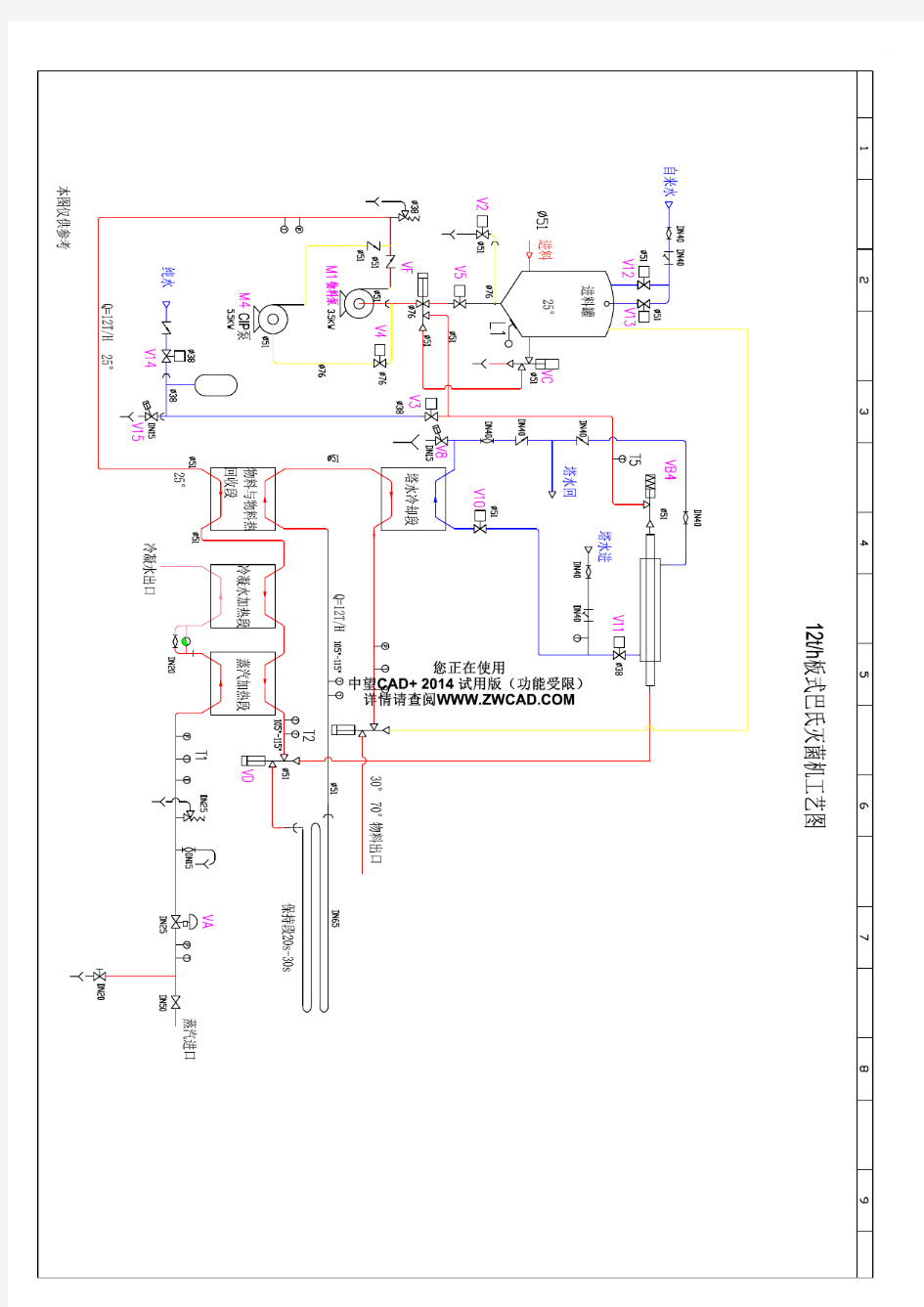
板式巴氏杀菌机工艺图-Model
设备规程-巴氏杀菌机维护保养办法
1.目的 阐述鲜奶吧巴氏杀菌机维护保养规程,确保设备正常运行,保证鲜奶的正常生产。 2.范围 适用于巴氏杀菌机的维护保养。 3.职责 3.1工程部负责本规程的监督检查及管理。 3.2鲜奶吧负责人具体负责本规程的监督检查。 3.3操作人员、机修人员负责本规程的执行。 4.内容 4.1日常维护保养 4.1.1设备外表面的维护保养 4.1.1.1生产前检查电源控制是否正常。如不正常,经维修正常后方可操作设备。 4.1.1.2生产前检查各连接部位卡环是否拧紧,搅拌机固定绳索是否牢固,冷/热水箱水位是否正常。如不正常,经调整或维修正常后方可操作设备。 4.1.1.3做好日常清洁工作,用干抹布或潮湿的抹布擦拭机器外表面的尘土、奶渍等,禁止使用滴水的抹布擦拭电盘、电机、电磁阀等设备。 4.1.2设备性能日常维护保养 4.1.2.1严格按照《巴氏杀菌机安全操作规程》的要求进行操作。 4.1.2.2巴氏杀菌机运行过程中注意检查循环泵、搅拌机、电磁阀等部位有无异响,阀门开启/关闭状态是否正常。如不正常,经维修正常后方可操作设备。 4.1.2.3每次使用时检查搅拌机的钢丝绳是否有断裂痕迹,如有及时更换。 4.2定期维护保养 4.2.1维护周期:每半年由机修人员进行定期维护。 4.2.2由机修人员对循环泵、搅拌机、配电盘、电磁阀、制冷机等进行检查,查看电机温度、运行声音、温度控制等是否正常。 4.2.3清理两个水箱的液位计,并对加热水箱进行清理。 4.2.4启动机器检查巴氏杀菌机的加热和降温是否正常。 4.3注意事项 第 1 页共 2 页
4.3.1进行设备表面的维护保养时,禁止直接用水冲洗循环泵、搅拌机、电磁阀等设备,避免将水溅到泵电机上。 4.3.2进行设备维护保养时,应断电作业。 4.3.3设备长时间不用时,应清洗干净管路,将水箱内的积水放尽。 4.4保养记录 日常维护保养、定期维护保养后填写维护保养记录。 5.相关记录 5.1《设备日常维护保养记录》 5.2《设备定期维护保养记录》 第 2 页共 2 页
喷煤工艺流程图及概述
炼铁一厂喷煤系统工艺流程图及概述 山西中阳钢铁有限公司一体系升级改造项目高炉工程制粉喷吹系统,制粉、收粉系统全部利旧;干燥系统除热风炉废气管道需改造外,其她设施利旧;对喷吹系统进行局部改造。 制粉喷吹系统主要工艺现状:制粉喷吹站厂房为混凝土结构,全封闭。煤粉制备系统采用单系列全负压制粉工艺,喷吹系统采用1个煤粉仓、下部六罐并列(每三罐分别对应405m3高炉)。整个系统即1套干燥气发生炉系统、1套磨煤机制粉系统、1套煤粉收集系统、2套喷吹系统(一个煤粉仓,下部六罐并列)。 新建1780m3高炉投产后,2座405m3高炉拟全部拆除,现有制粉喷吹站只为新1780m3高炉供给煤粉。新建1780m3高炉主管及分配器设置方案为:2根喷吹主管(一个主管对应一个分配器)及2个炉前分配器(1#分配器对应奇数风口,2#分配器对应偶数风口)的直接喷吹工艺。 喷吹系统与原系统的交接界面为:喷吹罐输煤阀后的喷吹主管起点。喷吹煤粉主管及分配器平台为本工程设计范围。 1、工艺条件及要求 1) 原煤条件 单一煤种与混合煤均可喷吹,通常使用三种煤组成混合煤,安全措施上按强爆炸性烟煤设计。原煤的理化指标见表2、10-1。 表1 原煤的理化指标表 2) 煤粉条件
煤粉质量要求见表2、10-2。 表2 煤粉质量要求表 3) 制粉喷吹能力 按高炉正常日产铁水量4005吨,正常喷吹能力为160kg/t铁计,高炉正常喷吹所需煤粉量为26、7t/h;按高炉正常日产铁水量4005吨,喷吹能力为200kg/t铁计,高炉最大喷吹所需煤粉量为33、4t/h。 2、主要工艺参数 制粉喷吹系统主要工艺参数见表2、10-3。 表3 喷吹系统工艺参数
皮带输送机种类及特点介绍
一、科技名词定义 中文名称: 皮带输送机 英文名称: belt conveyer,coal conveyer belt;belt conveyer;belt conveyor 其他名称: 皮带输煤机;皮带机;皮带运输机;皮带输送机 定义1: 由承载于一长列槽形托辊的橡胶带连续运煤的机械。 应用学科: 电力(一级学科);燃料(二级学科) 定义2: 由橡胶输送带、钢支架、辊筒、驱动装置和张紧装置组成的一种构造简单的连续运输设备。应用学科: 电力(一级学科);水工建筑(二级学科) 定义3: 用无极挠性输送带载运物料的输送机。 应用学科: 煤炭科技(一级学科);矿山机械工程(二级学科);矿山运输(三级学科) 定义4: 由驱动装置带动胶带或链板循环运转输送料物的机械。 应用学科: 水利科技(一级学科);水利工程施工(二级学科);施工机械(水利)(三级学科) 二、百科名片介绍:
带式输送机是一种摩擦驱动以连续方式运输物料的机械。主要由机架、输送皮带、皮带辊筒、张紧装置、传动装置等组成。它可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。 带式输送机可以用于水平运输或倾斜运输,使用非常方便,广泛应用于现代化的各种工业企业中,如:矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中。 三、皮带输送机的工作原理: 带式输送机主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动,输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动。物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出。 四、皮带输送机的种类: 1、转弯皮带机 2、爬坡皮带机 3、直行皮带机 4、特殊皮带机(45度皮带机、扇型皮带机等) 5、轻型皮带机 6、窄式皮带机 7、伸缩皮带机 8、装卸皮带机 9、钢带输送机 五、皮带输送机的主要种类: 皮带输送机的撒料是一个共性的问题,原因也是多方面的。但重点还是要加强日常的维护与保养。 1. 转载点处的撒料转载点处撒料主要是在落料斗,导料槽等处。如皮带输送机严重过载,皮带输送机的导料槽挡料橡胶裙板损坏,导料槽处钢板设计时距皮带较远橡胶裙板比较长使物料冲出导料槽。上述情况可以在控制运送能力上,加强维护保养上得到解决。 2. 凹段皮带悬空时的撒料凹段皮带区间当凹段曲率半径较小时会使皮带产生悬空,此时皮带成槽情况发生变化,因为皮带已经离开了槽形托辊组,一般槽角变小,使部分物料撒出来。因此,在设计阶段应尽可能地采用较大的凹段曲率半径来避免此类情况的发生。如在移动式机械装船机、堆取料机设备上为了缩短尾车而将此处凹段设计成无圆弧过渡区间,当皮带宽度选用余度较小时就比较容易撒料。 3. 跑偏时的撒料皮带跑偏时的撒料是因为皮带在运行时两个边缘高度发生了变化,一边高,而另一边低,物料从低的一边撒出,处理的方法是调整皮带的跑偏。 六、输送机发展历史: 中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形;17世纪中,开始应用架
改变401巴氏杀菌机工艺流程的研究(1)
改变401巴氏杀菌机工艺流程的研究 摘要:401杀菌机是XX饮料机械厂生产的成套设备,原机运行存在着一定的安全隐患和对质量保证不稳定的因素,本文对隐患的原因和改进的方法进行了研究,供同行业参考。 关键词:杀菌机、工艺、安全 一、401杀菌机原始状态和工艺 401巴氏杀菌机为板式杀菌机,自带均质机,由XX饮料机械厂生产的成套设备,主要由:均质机、三段式板式换热器、保温片和保温管、热水加热系统等组成,原机运行存在着一定的安全隐患和对质量保证不稳定的因素。 1、其原来对设备管路的杀菌工艺流程是:CIP把高于90℃的热水供到401巴氏杀菌机物料平衡缸,90℃热水经过物料走过的路径,并保持40分钟,完成杀菌程序,该杀菌工艺存在的弊端是:物料平衡缸进料由浮球阀控制,实际杀菌时,物料平衡缸热水沸腾向外喷溅,非常容易烫伤人,存在不安全隐患。热水、热量损失(杀菌一次大约损失200kg),浪费能源。 2、从杀菌机的预热段到均质机这段路径,属于一般洁净区,无须高温杀菌。而原机对此区域进行了杀菌,而杀菌时,均质机必须工作,因此造成电能浪费、且增加了运动部件的无效磨损,降低机器使用寿命。 3、401杀菌机的工艺流程为:物料预热→均质→杀菌→保温(生产不同品种时,通过2个手动三通球阀进行300秒和20秒的工艺转
换)→预冷却(热回收段即物料预热段)→冰水冷却至出口温度。 当两种杀菌工艺转换时由两个三通球阀进行控制(20秒和300秒),因此设备存在死角,并经常产生偶发质量事故,例如:当选择20秒杀菌工艺时:通过2个球阀控制将保温片短接,杀菌时,热水只走保温管,当球阀密封损坏或操作工人为操作失误时就会导致杀菌失败:或导致保温片中的有菌水渗入系统内,系统染菌,导致产品染菌的事故发生。当选择300秒杀菌工艺时,两个球阀之间的有菌水也可能因为上面的原因渗入系统内,造成杀菌失败。 二、改造方案 1、针对以上存在的问题我们经研究采取了以下的改进措施:杀菌时,暂时将401巴氏杀菌机的预热和均质段短接,CIP供到401物料缸的热水保持在75℃左右,通过401加热到90℃以上,杀菌结束后,再将401的预热和均质段选上,水循环准备生产。要达到这样杀菌工艺要求,必须对设备管路进行改造,需要安装1只手动蝶阀F1和1只手摇双L阀F2,如图1所示。 2、将产生质量隐患的两个三通球阀去掉,当选择20秒杀菌工艺时,直接用一段不锈钢管路连接,彻底将保温片短接,如图2所示。当选择300秒杀菌工艺时,用两个90度快装弯头Z1和Z2将保温管和保温片连接起来,将图2里的短接管Z3去掉,如图3所示。改造后杀菌操作程序如下: 401操作工将手摇双L阀F2置于上位,打开蝶阀F1(将预热和均质段短接),待准备好后(按照产品要求,连接相应的保温管道等
焦化厂生产工序及工艺流程图
焦化厂生产工序及工艺流程 焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。 焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。 洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。生产工序如下图所示: 外供燃料气
1. 备配煤工序 备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。 备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。 2. 炼焦、熄焦工序 炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。炼焦过程副产荒煤气。 焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。 3. 筛贮焦工序 筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。焦炭筛分为>35mm、35-15mm、<15mm三个级别外售。 4. 冷凝鼓风工序 冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。 5. 脱硫及硫回收工序
脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm3以下送出。浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。 6. 蒸氨工序 蒸氨工序的任务是将冷鼓来的剩余氨水在蒸氨塔中用蒸汽蒸出,蒸出的氨汽经氨分缩器冷却,冷凝下来的液体入蒸氨塔顶作回流,未冷凝的氨汽用循环水冷凝成浓氨水送脱硫工序作为脱硫补充液。 7. 硫铵工序 硫铵工序的任务是将来自冷鼓工序的煤气进入硫铵饱和器与硫酸接触吸收煤气中的氨,并生成硫铵,可将煤气中的氨含量降至不大于0.05g/Nm3,同时生成含量大于98%,粒度约为0.5mm的硫铵产品。 8. 终冷、洗脱苯工序 本工序包括终冷、洗苯、脱苯三部分。终冷为焦炉煤气的最终冷却,主要是将硫铵工序来的煤气冷却到25~27℃后去洗苯塔,温度低有利于苯的吸收。洗苯主要是采用焦油洗油吸收煤气中的苯,洗苯后煤气含苯量为2g/Nm3~5g/Nm3。脱苯是将洗苯后的含苯富油加热回收粗苯,采用管式炉加热富油,一塔脱苯工艺生产粗苯,脱苯后的贫油返回洗苯塔循环使用。煤气经洗苯后部分返回焦炉和化产工序自用,剩余煤气外供发电燃料气。
化产车间工艺流程
HPF法脱硫 HPF法脱硫属液相催化氧化法脱硫,HPF催化剂在脱硫和再生全过程中均由催化作用,是利用焦炉煤气中的氨做吸收剂,以HPF为催化剂的湿式氧化脱硫,煤气中的H2S等酸性组分由气相进入液相与氨反应,转化为硫氢化铵等酸性铵盐,再在空气中氧的氧化下转化为元素硫。HPF法脱硫选择使用HPF(醌钴铁类)复合型催化剂,可使焦炉煤气的脱硫效率达到99%左右。 二、HPF法脱硫工艺流程 1.HPF法脱硫工艺流程如图5-5所示,从鼓风冷凝工段来的煤气,温度约55℃,首先进入直冷式预冷塔6与塔顶喷洒的循环冷却水逆向接触,被冷至30~35℃;然后进入脱硫塔8。 预冷塔自成循环系统,循环冷却水从塔下部用预冷塔循环泵7抽出送至循环水冷却器3,用低温水冷却至20~25℃后进入塔顶循环喷洒。采取部分剩余氨水更新循环冷却水,多余的循环水返回鼓风冷凝工段,或送往酚氰污水处理站。 预冷后的煤气进入脱硫塔,与塔顶喷淋下来的脱硫液逆向接触以吸收煤气中的硫化氢、氰化氢(同时吸收煤气中的氨,以补充脱硫液中的碱源)。脱硫后煤气含硫化氢降至50mg/m3左右,送入硫酸铵工段。
吸收了H2S、HCN的脱硫液从塔底流出,经水封槽4进入反应槽9,然后用脱硫液循环泵11送入再生塔10,同时自再生塔底部通入压缩空气,使溶液在塔内得以氧化再生,再生后的溶液从塔顶经液位调节器自流回脱硫塔循环吸收。 浮于再生塔顶部扩大部分的硫磺泡沫,利用位差自流入泡沫槽14,经澄清分层后,清液返回反应槽,泡沫用泡沫泵15送入熔硫釜16,经数次加热、脱水,再进一步加热熔融,最后排出熔融硫磺,经冷却后装袋外销。系统中不凝性气体经尾气洗净塔洗涤后放空。 为避免脱硫液盐累积影响脱硫效果,排出少量废液送往配煤。 自鼓风冷凝送来的剩余氨水,经氨水过滤器除去夹带的煤焦油等杂质,进入换热器与蒸氨塔底排出的蒸氨废水换热后进入蒸氨塔,用直接蒸汽将氨蒸出。同时将蒸氨塔上部加一些稀碱液以分解剩余氨水中的固定铵盐。蒸氨塔顶部的氨气经分凝器和冷凝冷却器冷凝成含氨大于10%的氨水送入反应槽,增加脱硫液中的碱源。
(工艺流程)电厂工艺流程图
外部的煤用火车或汽车运进厂后,由螺旋卸车机(或汽车卸车机)卸入缝式煤槽,经运煤皮带送到贮煤仓,经碎煤机破碎后,再由运煤皮带机送到煤仓间,经磨煤机粉末处理后被送到锅炉燃烧,加热锅炉的水,使其变为高温高压蒸汽,之后,高温高压蒸汽被送往汽轮机膨胀做功,推动转子高速旋转,从而带动发电机发电。 从汽轮机出来的热蒸汽通过冷凝器冷却成凝结水,经处理后循环使用。锅炉烟气经脱硝、除尘、脱硫后经烟囱排到空气中。 以下根据单元划分对各系统的工艺流程和设备布局进行详细叙述。各种职业病危害因素标注:1煤尘、2矽尘、3石灰石尘、4石膏尘、5其它粉尘、6噪声、7高温、8辐射热、9全身振动10一氧化碳、二氧化碳、二氧化硫、一氧化氮、二氧化氮、11工频电场、12六氟化硫、13盐酸、14氨、15肼。16硫化氢、17氢氧化钠、18硫酸、19二氧化氯、20甲酚。 2.7.1输煤系统: 自备热电厂改造工程建设时,电厂燃煤厂外运输采用火车来煤与公路汽车运输相结合的方式。拟从原有该项目铁路专用线上接出电厂运煤铁路专用线,所需燃料可方便地运送入厂。在厂址西侧与该项目的运煤通道相连,为燃料运输车辆的出、入口。本电厂燃用煤种为原煤。锅炉对燃料粒度要求:粒度范围≤30mm。 输煤系统中设有三处交叉。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均可实现带式输送机甲、乙路的切换运行。 2.7.1.1火车来煤: 火车来煤由该项目内部铁路将煤运至煤场,煤受卸设施为双线缝隙式煤槽。煤沟设计长150m,配三台螺旋卸车机将煤卸入缝式煤沟,煤沟上口宽13m,有效容量约4000t,可存放3列车的来煤量。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均为带式输送机甲、乙路的切换运行。
输送带种类和分类
输送带基本种类和分类,品种、型号、规格大全,广州擎川输送带厂家为你归类,让客户们能更容易分清楚输送带的种类。 编号:001 名称:尼龙帆布输送带 产品特点: 1、本产品由全棉帆布(CC)或维棉交织浸浆帆布(VC)经压延、成型、硫化等工序精制而成。 2、该产品适合于常温下输送非腐蚀性的无尖刺的块状、粒状、粉末的多种物料、如煤炭、焦炭、砂石、水泥等散物(料)或成件物品。 3、本产品适应不同使用条件的要求,可制成包边式、开边式、中梯型、边梯型等不同结构。注:1、有特殊规格要求请来函或来人面洽。 2、上、下覆盖层厚度可按表中范围选用。 3、胶带宽度,覆盖层厚度和胶带长度偏差按国家标准GB/T4490-94要求执行。 4、纵向全厚度拉伸强度规格系列按GB/T7894-87执行。 编号:002 名称:尼龙芯输送带 简介:尼龙输送带是由多层尼龙帆布按一定方式粘合在一起,上下覆盖强力弹性好的耐磨橡胶。用于输送中小块状/粒状/粉末状物体,适于高速,中长距离耐冲击力大的运输。 品种:按覆盖胶性能可分为普通用途型和耐磨型/难燃型。 尼龙芯输送带具有带体薄、强力高、耐冲击、性能好、层间粘合强度大、屈挠性优异及使用寿命长等特点,适合中长距离、较高载量高速条件下输送物料。 型号:NN80、NN125、NN100、NN150、NN200、NN300、NN400 普通型符合标准:GB/T7984-2001 一般难燃型符合标准:GB/T10822-89 规格:(1)带宽:100mm-3000mm (2)布层:2-8层 (3)覆盖胶:工作面:1.5-8mm 非工作面:0mm-4.5mm
编号:003 名称:聚脂输送带 聚脂输送带是由多层聚脂(或经向聚脂,纬向为聚脂胺)帆布按一定方式粘合在一起,上下覆盖胶强力高,弹性好的耐磨橡胶。用于输送中小块状/粒状/粉末等物料。适合于中长距离,较高载重,高速条件下输送物料。 品种:按覆盖胶的性能可分为普通用途的强划裂型/强磨损型/一般型/耐酸碱型/难燃型 编号:004 名称:整芯阻燃输送带 产品描述:整芯阻燃输送带主要用于煤矿井下。 该带特点:带体不脱层,伸长小,抗冲击,耐撕裂。按结不同可以分为PVC型(塑料面),PVG型(在PVC基础上加附橡胶面)整芯阻燃带,执行MT/914-2002标准。PVC型适用于16度以下倾角的干燥条件下的物料输送。 PVG型适用于20度以下倾角的潮湿有水物料的输送。 1、型号N/mm(拉伸强度): 级别:4级 5级 6级 7级 8级 9级 10级 型号:680s 800s 1000s 1250s 1400s 1600s 1800s 2、阻燃性能: (1)滚筒磨数:滚筒表面温度不大于325℃。 (2)喷灯燃烧:全厚试件去喷灯无火焰时间平均不大于3.0S,去覆盖层平均不大于5.0S。(3)丙烷燃烧:无损长度大于250mm 3、表面电阻值: 上、下面平均值不大于3.0×108Ω
巴氏杀菌机的工艺和控制方案
巴氏杀菌机的工艺及其控制方案 姓名 时间:2016.08.10
摘要 本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录 1.巴氏杀菌机工艺介绍 (3) 1.1巴氏杀菌机的工作原理 (3) 1.1.1 巴氏杀菌法 (3) 1.1.2 巴氏杀菌机的工作原理 (5) 1.2 巴氏杀菌机的工艺特点 (6) 1.2.1 工艺介绍 (7) 1.2.2 巴氏工艺特点 (10) 1.3 巴氏杀菌机调试时常见问题 (13) 2.巴氏杀菌机的控制方案 (20) 2.1硬件系统 (22) 2.2控制方案 (21) 2.1.1程序结构 (21) 2.1.2主步序说明 (22) 2.1.3功能程序 (24) 2.3常见问题及解决方案 (26) 3.结论 (28) 4.参考文献 (29)
巴氏杀菌机工艺介绍 关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。 1.1巴氏杀菌机的工作原理 1.1.1 巴氏杀菌法 在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。但温度太高,细菌就会死亡。不同的细菌有不同的最适生长温度和耐热、耐冷能力。巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。 当今使用的巴氏杀菌程序种类繁多。“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。“高温短时间”(H TST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。“快
球团工艺简介及生产流程图
烧结厂球团工艺简介及生产流程图 德晟金属制品有限公司烧结厂建设1座12m 2竖炉,利用系数 6.3t/m 2?h ,年产酸性球团矿60万t 。 车间组成及工艺流程 1.1 车间组成 车间组成:配料室、烘干机室、润磨室、造球室、生筛室、转运站、焙烧室、带冷机通廊、成品缓冲仓、风机房、煤气加压站、软水站、高低压配电室等。 1.2 工艺流程 工艺流程图见付图 1.2.1 精矿接受与贮存 竖炉生产主要原料为磁铁矿精粉,对铁精粉化学成分要求是 精矿进料采用汽车输送,汽车将精矿粉卸到下沉式精矿堆场,经抓斗吊运至配料仓。 进厂铁精粉化学成分 名称 TFe( %) Feo (%) SiO2(%) S(%) 粒度(-200mm ) 磁铁矿 份 ≥65 ≤23 ≤7 ≤0.2 ≥85
1.2.2膨润土接受与贮存 竖炉对膨润土化学成分要求是: 进厂膨润土化学指标 名称 吸水率(2h) ∕% 吸蓝量 (100g膨润土∕g) 膨胀容(2g 膨润土∕ml) 粒度 (-200mm) 水分 (%) 钠基膨 润土 ≥400 ≥30 15 ≥95 ≤10 袋装膨润土用汽车运入,储存在膨润土库,由库内设的电葫芦将袋装 膨润土运至膨润土配料仓平台,由人工抖袋将膨润土卸到膨润土配料仓。 1.2.3配料系统 配料矿槽采用单列配置,4个精矿配料仓,容积100m3,储量8.8h,三用一备;2个膨润土仓,膨润土仓为一用一备。配料室为地 下结构。采用自动重量配料,根据设定的给料量和铁精粉与膨润土的 配比,自动调节给料量。铁精粉通过仓下2m圆盘给料机和配料皮带 秤配料。膨润土通过螺旋给料机和螺旋秤配入皮带。圆盘给料机和螺 旋给料机采用变频控制。并且尽量做到铁精矿与膨润土两料流首尾重合。在配料室膨润土落料点处和膨润土设抽风除尘,采用布袋除尘器, 布袋除尘器采用反吹清灰方式。 设置铁精粉仓库和膨润土库。铁精粉仓库能容纳约9天的用量, 下沉式结构,铁精粉采用抓斗吊上料,设置2台10t抓斗吊。膨润土 库用来堆放袋装膨润土,膨润土设电葫芦环形轨道由电葫芦将袋装膨
带式输送机选型设计
本科毕业设计说明书 港口运煤带式输送机选型设计DESIGN FOR PORT COAL BELT CONVEYOR 学院(部):机械工程学院 专业班级:机设07~9班 学生姓名:周旋 指导教师:胡坤讲师 2011 年 6 月7 日
港口运煤带式输送机选型设计 摘要 本次毕业设计是关于港口运煤带式输送机的设计。首先对带式输送机作了简单的概述;接着分析了带式输送机的选型原则及计算方法;然后根据这些设计准则与计算选型方法按照给定参数要求进行选型设计,接着对所选择的输送机各主要零部件进行了校核。普通型带式输送机由六个主要部件组成:传动装置,机尾和导回装置,中部机架,拉紧装置以及输送带。最后简单的说明了输送机的安装与维护。目前,带式输送机正朝着长距离,高速度,低摩擦的方向发展,近年来出现的气垫式带式输送机就是其中的一个。在带式输送机的设计、制造以及应用方面,目前我国与国外先进水平相比仍有较大差距,国内在设计制造带式输送机过程中存在着很多不足。 本次港口运煤带式输送机的设计代表了设计的一般过程, 对今后的选 型设计工作有一定的参考价值。 关键词:带式输送机;钢丝绳芯带;安全系数校核;张力;选型设计;
DESIGN FOR PORT COAL BELT CONVEYOR ABSTRACT This graduation project is about design on port coal belt conveyor. First gave a brief introduction on belt conveyor; Then the principle of selection and method of calculation; then designed it as the given parameter based on the method of design and selection, and checked the selected major components of the conveyor. Common belt conveyor consists of six major parts: transmission, tail and return device, the central rack, tensioning device and conveyor belt. Finally, simply describes the installation and maintenance of conveyor. At present, the belt conveyor is for long distance, high speed, anti-friction. One of which is air-cushion belt conveyor in recent years. However, our level is lower than foreign advanced level in design of belt conveyor, manufacture and application while there is much space in domestic process of design and manufacture of belt conveyor. The design of the port coal belt conveyor represents the general process of design and has some reference value in future selection design. KEYWORDS:belt conveyor;steel cord belt; safely factor calibration; tension; selection design
板框式压滤机岗位操作规程
仅供参考[整理] 安全管理文书 板框式压滤机岗位操作规程 日期:__________________ 单位:__________________ 第1 页共5 页
板框式压滤机岗位操作规程 一、岗位职责与权限 1.1上岗前必须穿戴好劳动保护用品,穿好雨衣,坚持巡回检查,发现异常及时反馈给班长或当班维修工。 1.2生产过程中发现板框压滤机运转不正常异常震动,出水情况无法控制等情况时要及时报告给班长。 1.3严格按交接班制度交接班,负责本岗位场地卫生、设备卫生、搞好设备的润滑维护和保养。 1.4及时、认真填写岗位记录表,协助班长做好其它工作,有权拒绝违章指挥。 二、管理范围 文氏洗涤槽板框压滤机油泵控制器 三、工艺流程 3.1来自文氏洗涤槽的洗涤液经一干文氏洗涤泵到板框压滤机,压滤出的清液回流到文氏洗涤槽,压滤机下部漏水流向浓密机,压滤出的滤饼装袋干些后投到一楼投料口合理消耗。 四、工艺指标 4.1调节进水阀门合理控制出水大小。 4.2压紧后表显压强不得高于15Mpa(红线处) 4.3油泵内油量保持在1/22/3以内。 4.4清液比重尽量维持在1.1-1.25,ph值2-4。发现ph值不符合指标可向洗涤岗位反应。 4.5滤板数量必须大于34块。 五、开停车方法 第 2 页共 5 页
5.1开车前准备 5.1.1检查滤板数量是否足够,有无破损,滤板是否清洁,安装是否符合要求 5.1.2检查滤布是否折叠,有无破损,出水口水龙头是否堵塞,是否打开。 5.1.3检查过滤机油压是否足够,油位是否符合要求。 5.1.4检查文氏洗涤槽,溜槽,一干洗涤泵等其他相关设施是否正常开启。 5.2开车 5.2.1将各滤板准确对齐紧挨止推板一方,再次检查滤板,滤布有无折叠,尤其是下面两个角落处。 5.2.2向上打开控制器电路开关,旋钮向右旋转电源指示灯亮,按压紧键开始压紧,当达到15Mpa压力时系统会自动停止,人必须站在旁边,注意油泵表显,特殊情况若没有停止,则人为按停止键停止压缩,压滤机进入自动保压状态。 5.2.3打开进水阀门,通过阀门大小控制压滤进度保持合适的出水量。 5.3停车 5.3.1关闭进水阀门。 5.3.2停止出水后按放松键,活塞回程,滤板松开,活塞回退到位后,压紧板触及行程开关而自动停止,回程结束。 5.3.3手动拉开滤板,滤饼刮落,装袋运走,滤布逐一清理,滤板排版整齐开始下一个工作循环。 六、正常操作要点及注意事项 第 3 页共 5 页
带式输送机基本知识
输送带基础知识 输送带又叫运输带,是用于皮带输送机中起承载和运送物料作用的橡胶与纤维、金属复合制品,或者是塑料和织物复合制品。皮带输送机在农业、工矿企业和交通运输业中广泛用于输送各种固体块状和粉料状物料或成件物品,能连续化、高效率、大倾角运输,操作安全,使用简便,维修容易,运费低廉,并能缩短运输距离,降低工程造价,节省人力物力。 输送带种类很多,按用途可分为:普通输送带、一般难燃输送带、耐热输送带、耐高温输送带、耐酸碱输送带、耐油输送带、耐寒输送带、防静电输送带等。 按结构材料可分为:PVC输送带、PU输送带、普通棉帆布输送带、尼龙输送带、聚酯输送带、硅胶输送带、铁氟龙输送带、钢丝绳芯输送带、PVG整芯输送带、钢缆输送带等。 按产品结构可分为:分层输送带、整芯输送带、钢丝绳芯输送带、钢缆输送带、管状输送带、花纹输送带、挡边输送带、减层输送带等。 各种类别的输送带的表示方法 1、分层输送带常用表示方法(标准的表示方法与此不同,具体请参照标准GB7984的规定):以NN200 1000×6(6+3)为例,NN200表示的是尼龙200型,1000-表示带子的宽度,6-表示尼龙布层数,(6+3)-表示输送带上下覆盖胶分别有6毫米和3毫米厚。 2、钢丝绳芯输送带常用表示方法:(以ST1000 H 1000 ? 4.0-6.0-6.0 为例) ST1000-表示的是强度规格,为1000N/mm H-表示的是覆盖胶的性能级别 1000-表示的产品的宽度,单位mm ? 4.0-表示的是钢丝绳的直径,单位mm 6.0-6.0-表示的是上下覆盖胶的厚度,单位mm 3、整芯输送带的表示方法 一般煤矿用PVC和PVG整芯阻燃输送带用强度级别和带子的宽度来表示。强度级别一般分为:4级、5级、6级、7级、8级、9级、10级、11级和最高到16级带,分别对应的强度为:680S、800S、1000S、1250S、1400S、1600S、1800S、2000S、2240S、2500s、2800S、3100S 和3400S。输送带的宽度一般为:500mm、650mm、800mm、 1000mm、1200mm、1400mm、1600mm、1800mm等。 橡胶输送带详细介绍(1) 输送带是输送机中最昂贵、耐久性最差的部件,在输送机运转过程中,输送带受到各种不同性质和大小的裁荷作用,处在极复杂的应 力状态下。输送带最典型的损坏形式有:工作面层和边缘磨损;受 大块矿岩冲击作用引起击穿、撕裂和剥离;芯体通过短笛和托辊组 受反复弯曲应力引起疲劳;在环境介质作用下,引起强度指标降低 和老化等等。计算表明,输送带的费用约占输送机全部设备费用的
板框压滤机试车方案
板框压滤机试车方案
、编制目的 公司磷酸铁项目铁盐处理压滤机其配套设施以安装完备,电气及 工艺管道也都安装试验完毕,具备了试车条件,特制定本试车方案。 二、试车准备 整机检查 1、将液压站、电控柜擦干净,检查液压站的各种油管安装是否正确,电控柜 安装是否正确,以及所有电器接线是否正确。 2、所有的部件是否安装到位,按要求进行调整、检验,符合精度要求。 3、电源及电机等接线正确无误,电机运转正常,液压油应加满清洁的液压 油。 4、安装好进料管、压缩空气管、水管、油管等管路及所有阀门,并保证其畅 通无阻。 5、辅助设备(如压力容器、泵、空气压缩机等)均安装正确完好。 6、应准备好足够的滤浆、气源、水源等,满足试车条件。 7、根据滤浆的过滤要求,应该准备足够、合适的助滤剂或絮凝剂。 8、对所有的限位器检查安装是否正确,是否到达正确使用状态。 9、检查所有的电气设备是否接地。 10、将机架、滤板擦儿干净,检查滤布是否排列整齐、正确,检查 滤布安装有无折叠现象,如有则需要展平。
11、检查进料、水洗等管路及阀门的配置是否正确合理。管路安装参考设 计。 12、在试车前做好一切准备工作。 13、试车中对设备的所有方面进行检测,及时发现问题并处理。 14、依据试车顺序,前一步未检测完全时不得进行下一步的检测。 15、先进行单机试车, 单机试车无问题后进行联动试车。 三、试车技术要求、步骤及调整方法单机试车进料均采用清水进料,便于检测和维修,联动试车的时候按正常生产操作。 单机试车顺序: (一)供料部分的单体试车: 1、车间渣浆泵电气检测,其中包括: (1)电机正反转、电流、电压压工作正常稳定,电机绝缘等。 (2)机封或填料压盖部位的温度正常,机封无泄漏,填料密封渗漏正 常。 (3)检查泵和驱动电机机的轴承温升正常,轴承温升一般不超过周围 温度35C,最高不能超过75C。 (4)检查供料泵和驱动电机机的振动和异音。 2、管道通畅度检测,是否有堵塞、沉淀、泄露等问题。 (二)泵单体试车: 1 、电机电气检测(同上) 、电机与泵润滑检测,电机与泵需润滑部位是否到位、 漏油、密封等问题。
精编【工艺流程】电厂工艺流程图
【工艺流程】电厂工艺流程 图 xxxx年xx月xx日 xxxxxxxx集团企业有限公司 Please enter your company's name and contentv
外部的煤用火车或汽车运进厂后,由螺旋卸车机(或汽车卸车机)卸入缝式煤槽,经运煤皮带送到贮煤仓,经碎煤机破碎后,再由运煤皮带机送到煤仓间,经磨煤机粉末处理后被送到锅炉燃烧,加热锅炉的水,使其变为高温高压蒸汽,之后,高温高压蒸汽被送往汽轮机膨胀做功,推动转子高速旋转,从而带动发电机发电。 从汽轮机出来的热蒸汽通过冷凝器冷却成凝结水,经处理后循环使用。锅炉烟气经脱硝、除尘、脱硫后经烟囱排到空气中。 以下根据单元划分对各系统的工艺流程和设备布局进行详细叙述。各种职业病危害因素标注:1煤尘、2矽尘、3石灰石尘、4石膏尘、5其它粉尘、6噪声、7高温、8辐射热、9全身振动10一氧化碳、二氧化碳、二氧化硫、一氧化氮、二氧化氮、11工频电场、12六氟化硫、13盐酸、14氨、15肼。16硫化氢、17氢氧化钠、18硫酸、19二氧化氯、20甲酚。 2.7.1输煤系统: 自备热电厂改造工程建设时,电厂燃煤厂外运输采用火车来煤与公路汽车运输相结合的方式。拟从原有该项目铁路专用线上接出电厂运煤铁路专用线,所需燃料可方便地运送入厂。在厂址西侧与该项目的运煤通道相连,为燃料运输车辆的出、入口。本电厂燃用煤种为原煤。锅炉对燃料粒度要求:粒度范围≤30mm。 输煤系统中设有三处交叉。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均可实现带式输送机甲、乙路的切换运行。 2.7.1.1火车来煤: 火车来煤由该项目内部铁路将煤运至煤场,煤受卸设施为双线缝
带式输送机的研发与设计完整版
带式输送机的研发与设 计 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
毕业设计(论文) 500*10000带式输送机的研发与设计 系 别: 专业名称: 学生姓名: 学号: 指导教师姓名、职称: 完成日期年月日
摘要 对于500?10000带式输送机设计。首先是对带式输送机的简介;接着分析 带式输送机的选择原则和计算方法;其次根据这些设计准则和计算选型方法根据已知条件进行选型设计。普通带式输送机主要部件组成:传动装置和导回装置机尾、中部机架以及胶带。该500?10000带式输送机的设计只是一个特例,对以后的设计有一定的意义。 关键词:500?10000带式输送机;设计计算;主要零部件 Abstract For a belt conveyor design. First of all ,the brief introduction of belt conveyor. Then the selection of the belt conveyor, the principle and calculation method; Secondly according to the design criteria and calculation for type selection design selection method according to the known conditions. Main components: ordinary belt conveyor transmission device and guide device back the tail, middle frame, and adhesive tape. The 50010000 the design of the belt conveyor is a special case, is of certain significance for the design of the future.
改变401巴氏杀菌机工艺流程的研究(doc 6页)
改变401巴氏杀菌机工艺流程的研究(doc 6页)
改变401巴氏杀菌机工艺流程的研究 摘要:401杀菌机是上海饮料机械厂生产的成套设备,原机运行存在着一定的安全隐患和对质量保证不稳定的因素,本文对隐患的原因和改进的方法进行了研究,供同行业参考。 关键词:杀菌机、工艺、安全 一、401杀菌机原始状态和工艺 401巴氏杀菌机为板式杀菌机,自带均质机,由上海饮料机械厂生产的成套设备,主要由:均质机、三段式板式换热器、保温片和保温管、热水加热系统等组成,原机运行存在着一定的安全隐患和对质量保证不稳定的因素。 1、其原来对设备管路的杀菌工艺流程是:CIP把高于90℃的热水供到401巴氏杀菌机物料平衡缸,90℃热水经过物料走过的路径,并保持40分钟,完成杀菌程序,该杀菌工艺存在的弊端是:物料平衡缸进料由浮球阀控制,实际杀菌时,物料平衡缸热水沸腾向外喷溅,非常容易烫伤人,存在不安全隐患。热水、热量损失(杀菌一次大约损失200kg),浪费能源。 2、从杀菌机的预热段到均质机这段路径,属于一般洁净区,无须高温杀菌。而原机对此区域进行了杀菌,而杀菌时,均质机必须工作,因此造成电能浪费、且增加了运动部件的无效磨损,降低机器使用寿命。 3、401杀菌机的工艺流程为:物料预热→均质→杀菌→保温(生产不同品种时,通过2个手动三通球阀进行300秒和20秒的工艺
转换)→预冷却(热回收段即物料预热段)→冰水冷却至出口温度。 当两种杀菌工艺转换时由两个三通球阀进行控制(20秒和300秒),因此设备存在死角,并经常产生偶发质量事故,例如:当选择20秒杀菌工艺时:通过2个球阀控制将保温片短接,杀菌时,热水只走保温管,当球阀密封损坏或操作工人为操作失误时就会导致杀菌失败:或导致保温片中的有菌水渗入系统内,系统染菌,导致产品染菌的事故发生。当选择300秒杀菌工艺时,两个球阀之间的有菌水也可能因为上面的原因渗入系统内,造成杀菌失败。 二、改造方案 1、针对以上存在的问题我们经研究采取了以下的改进措施:杀菌时,暂时将401巴氏杀菌机的预热和均质段短接,CIP供到401物料缸的热水保持在75℃左右,通过401加热到90℃以上,杀菌结束后,再将401的预热和均质段选上,水循环准备生产。要达到这样杀菌工艺要求,必须对设备管路进行改造,需要安装1只手动蝶阀F1和1只手摇双L阀F2,如图1所示。 2、将产生质量隐患的两个三通球阀去掉,当选择20秒杀菌工艺时,直接用一段不锈钢管路连接,彻底将保温片短接,如图2所示。当选择300秒杀菌工艺时,用两个90度快装弯头Z1和Z2将保温管和保温片连接起来,将图2里的短接管Z3去掉,如图3所示。改造后杀菌操作程序如下: 401操作工将手摇双L阀F2置于上位,打开蝶阀F1(将预热和均质段短接),待准备好后(按照产品要求,连接相应的保温管道
巴氏杀菌机自动控制系统-软件使用说明书(内蒙古怀峰-补正0117)
牛奶巴氏杀菌机自动控制系统软件使用说明书
一、系统配置 1.操作系统 Windows 7专业版 2.软件 Office 办公软件(2007) Siemens WinCC7.0 Siemens Simactic Step7 3.电脑配置 I7处理器 内存:8G字节 硬盘: 1T 22”平板式监视器(在中央控制室) CD/DVD读写式光驱 1000兆位每秒的以太网卡 4.系统结构 一套基于西门子S7 300 PLC 1套、3台SCADA站的全自动中央控制系统。SCADA 站与PLC之间将通过工业以太网进行数据通讯。
系统配置图 二 、背景介绍 牛奶巴氏杀菌法是采用较低温度(一般在零上60~82℃),在规定的时间内,对牛奶进行加热处理,达到杀死微生物营养体的目的,是一种既能达到消毒目的又不损害食品品质的方法。由法国微生物学家巴斯德发明而得名。巴氏杀菌热处理程度比较低,一般在低于水沸点温度下进行加热,加热的介质为热水。 牛奶巴氏杀菌机在乳品生产过程中有着大量而广泛的应用。内蒙古怀峰工程技术有限公司的全自动巴氏控制系统,可实现巴氏杀菌流程自动化、智能化。使用这套自动控制软件系统,具有以下功能和技术特点: ?方便的画面切换 ?最新的报警显示 ?不同操作功能分类显示 ?设备可选的多种操作方式 ?强大的模拟功能 ?测量点动态颜色显示 ?所有设备的运行时间/次数的统计 ?工艺程序方便快捷操作 ?工艺参数根据权限客户可自行修改,无需编程背景。 ?用户管理
三基本操作 3.1主操作界面 如图1所示,是牛奶巴氏杀菌机自动控制系统的软件操作界面: 图 1 这套软件系统,操作界面友好,完全按照工艺流程绘制,图形化显示。界面上根据实际设备,包括阀门、电机、模拟量、数字量等,都有对应的动态控件,在设备的不同状态下,例如正常、报警、手动、自动、模拟、锁定等状态,可在界面上显示不同的颜色。 程序控制和PID控制,也在界面上也都有对应的动态控件。 直接点击界面上的控件,就可以进入对应的操作界面。 3.2登录 点击主界面右上方的登录按钮,弹出对应的登录对话框,如图2所示: