出货检验流程图
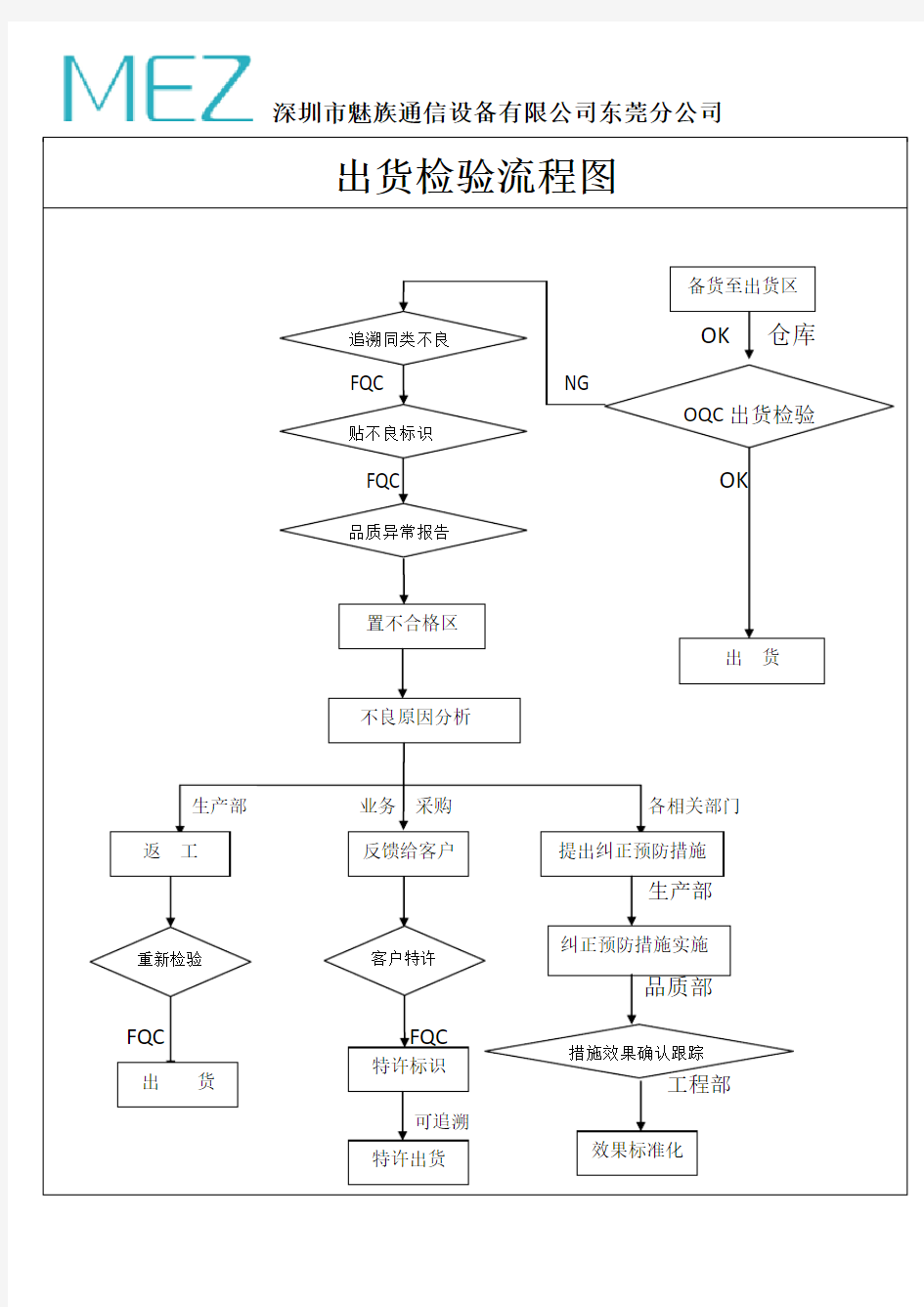
深圳市魅族通信设备有限公司东莞分公司
成品检验工作流程模板
1.目的 规范成品出货检验流程,防止不合格出货,及时发现、纠正产品质量隐患,保证产品质量。2. 适用范围 适用于本厂加工、制造的各类产品的成品出货前的检验。 3. QA检验流程/职责和工作要求
首件检验生产 生产 检验员 OQC组 长 QE PIE/OQC组 长/PQC组长 OQC PIE 生产部 OQC组长 检验员 OQC组长 /PQC组长 /PIE OQC主 管 检验员 PIE 每一订单生产的第一台机送OQC检验 按订单、样机、检验标准或规范、 说明书、ECN、料表、设计文件作 首件检验 填写《首件检查表》(外观、功能) QE对首件及《首件检查表》确认,并 签署合格与否意见 OQC、PQC和PIE对机确认, 不合格发出《OQC检验报告》,注 明首件检查 工程PIE分析原因,发出《坏机 分析报告》 已投产机返工,生产再重送首件 首件检验合格,OQC通知生产线组长在 《首件确认表》上签字确认后,生 产部批量生产 首件检验合格,OQC批量抽检 根据产品检验标准、规范,《产品检 验抽样规定》,设计文件,批量抽检 记录抽检的每台机流水号 首批检验合格机抽一箱做整箱落地 试验 首批检验合格机(配有电源的产品) 抽一箱做24小时煲机试验 根据抽检结果填写OQC检验报告 批量抽检不合格PQC、OQC、PIE对机 确认 OQC主管在OQC检验报告上签字确认 OQC在生产部产成品送检单上填写 REJ,注明不良项目,发出《OQC检 验报告》, 工程PIE发出《坏机分析报告》,在 线指导生产线返工,返工后重新送 检 《首件检 查表》 《OQC检 验报告》 《坏机分 析报告》 开始 投产 检查结果首件不合格 首件合格处 批量检验抽检不合格
抽检出货流程
为了更好地完善抽检和出货,特制定以下流程: 一.抽检 包括外观检验和电性能检验。 1.外观检验 首先要掌握检验标准,以便更好的进行抽检 a.拿到要抽检柜子的完整数据后(所有组件必需是打好包装的),在QC系统里查看该 柜相关PO信息,对材料进行比对确认,有时同一个PO里面对组件材料有几种要求(接线盒,特殊标签,特殊包装等),然后在电脑系统里对数据进行检查(平均功率,数据各参数,不良品等)。处理好数据后,按照14分之1托抽检比例进行检验(对不足半个柜子的抽一小托,半个柜子以上的抽检两小托,视情况而定)。 b.检验组件的时候对拆包过程进行拍照,拆好包后,对外观和四周检查一遍(型材, 电流分档标签等),然后确认材料是否与所在PO的材料一致,最后对外观进行检验:包括尺寸,接线盒,硅胶,型材,电池片,背板,玻璃,外包装条形码与组件内条形码要一一对应等。对不合格组件进行更换的时候,查看所用材料是否一致,方可接受。(需用的工具有,圈尺,钢尺,塞尺,相机等) c.外观检验出的不良品组件数量大于2(5%)块时,外观要进行加抽,加抽比例为14 分之1托,如果外观检验加抽出的不良品数量小于等于2块时,此柜可以放行。反之,这个柜子需要供应商进行外观全检。供应商全检好后,我们按正常程序再次进行外观检验。如果发现批量性问题,如整托功率标签,电流分档标签,接地标签没有贴等情况,直接让供应商对此柜进行全检,QC跟踪全检过程。 2.电性能检验 对各供应商所用的标准板,测试仪的了解 a.对进行功率测试的组件温度控制在25℃±2,环境温度25℃±2。然后对标准板的确 认(一般情况下都指定用优太的,特殊情况经双方确认也可以用供应商的),确认好后,对测试仪进行校准,功率校到相差1W以内,最好是0.5W以内,其它各参数可控制在0.05以内,视情况而定。如遇标准板校不准,需要修改测试仪的修正参数,并记录。(需要的工具有,测温仪,相机等) b.校准好测试仪后,进行电性能检验,包括是否达到标称功率的±3%,曲线是否正常, 填充因子是否在70-78%范围内,对于单块组件功率相差较大的进行红外检测,整体平均功率不能低于供应商测试数据的1.5%等。对不合格组件要进行更换的时候,查看所用材料是否一致,各性能参数是否达到,方可接受。 c.电性能检验出的不良品组件数量大于2(5%)块时,电性能要进行加抽,加抽比例 为14分之1托,如果电性能检验加抽出的不良品数量小于等于2块时,此柜可以放行。反之,这个柜需要供应商重新测试。供应商测好后,我们按正常程序再次进行电性能检验。 d.标准板在使用过程中轻拿轻放,爱惜使用,电性能抽检结束,标准板上锁妥善保管 好。所有工具应爱惜用,并保管好。 3. 外观检验和电性能检验结束后,抽检数据及图片及时整理好。如有更换的组件,需对整 柜数据进行更新,把不良品编号录入系统。当天抽检结束,下班之前把出货检验信息表做好,发给公司相应人员。 4. 对于多次外观检验和电性能检验没有质量问题,可以对某个PO或柜子免检或减少抽检 比例。 5. 样品组件 由于样品组件的特殊,需要对样品组件的外观,红外,电性能全检;标称功率必需
OQC检验作业流程图与说明
OQC 检验作业流程图与说明 1.每款产品检验前应先取生产标样与订单内容核对。核对的内容;①产品成型所用容器的规格与材质。②产品成型的颜色与位置。③产品配 件的规格。④产品的结构性能。⑤产品包装及标贴的方式。⑥标签和 底稿的内容。 2.核对的用意:一、产前先了解生产标样内容是否与制规要求有无差 异。二、了解产品内容拟定出对此产品的检验要项及主要重点。 3.特别注意有无其他更正的内容(更正通知书)。 1.数量经核对无误后,随即进行抽样检验作业,抽样AQL 是依据《检验抽样标准MIL-STD-105E 或GB/T 2828.1-2003/ISO 2859-1:1999一 般正常检验Ⅱ级水平(单次抽样)标准》作业。具体作业参数见《附件》; 2.检验判定标准则依据《产品检验判定标准》执行鉴定。 1.产品组装完成后,在出货前OQC 人员须对此产品进行验货抽检,以确保此出货的品质符合制规与客户的要求。 2.检验作业时应具备有;①生产订单和相关资料、②生产标准样品、 ③检验作业指导书、④成品检验报告单。 1. 核对外箱正侧唛头。 2. 取大货产品与样品核对。 3. 大货整箱过磅重量。 4. 落地测试 (跌落高度见附件表)。 5. 取出部分产品分解开,逐一各别称量克重与标签克重核对。 6. 产品外观/功能检查:(目视) 特别注意条码标的测试。 * 注意开箱时,不可使用非受控的刀片拆箱,必须采用公司利器管理相关规定,可使用受控的剪刀作业。 * 具体验货详细内容参阅《产品检验判定标准》执行鉴定。 1.经生产主管或上级最终品质裁定的结果出来后,将最终的不良品数据记录在《OQC 检验报告》单上,允收条件则依据MIL-STD-105E 一般正常检验Ⅱ级水平标准决定。 2.验货报告填写完后,交由生产主管确认签字。 3.检验结果填写在。 1.抽样检验完毕,应将不良品分类,请生产主管共同进行确认。 2.确认判定的标准则依据《产品检验判定标准》执行鉴定。 3.如发生品质判定争议时,应反馈到上级(厂长、经理)确认。必要 时由副总做最终的品质裁定。 1.判定结果是合格的,QC 应填写好合格标签贴于箱上明显处。切记!标签不可贴在外箱印刷的字体上,应贴在封口胶带上,便于撕下不破坏外箱。通知仓储人员办理入库手续。 2.判定不合格的,通知生产主管再另安排返工作业。
出货检验(OQC) 作业指导书,流程
出货检验(OQC)作业指导书 一、工作流程 二、岗位职责: 1、根据检验标准、样品、图纸或客户要求之标准进行成品及出货检验,对产成品 进仓品质及出货的产品品质负责; 2、根据客户要求或产品需要而需进行可靠性测试的,需按抽样标准抽取样本交测 试部门进行测试,并跟进检验结果。 3、负责将外观和尺寸结果与性能测试结果结合填写在《成品入库检验报告》与 《OQC出货检验报告单》上。 4、产成品进仓后,需监督仓库对仓存条件、化学反应及有效库存期限的控制,提 前做好预防工作。对库存产品的质量鉴定负责。 5、对库存超期品的复检验,以及品质异常的处理,反馈与追踪 6、负责日、周、月统计报告与分析,并确保其准确性与上交及时性; 7、呆滞品检验及仓库储存状况查核; 8、品质异常反馈及改善追踪、效果确认,对出厂产品的订单符合性负责;。 9、负责客户退货产品的质量确认。 三、作业内容:
3.1.入库检验作业: 3.1.1 检查包装箱的箱脉是否符合技术规范。 3.1.2 检查包装箱及包装质量是否符合技术标准。 3.1.3 准备并复核《产品入库检验报告》,经过相关部门复核后交给制造部。3.1.4 将检验结果记录于《OQC入库检验记录表》上。 3.1.5 产品检验合格后,在外箱包装箱的箱脉标签旁盖上蓝色“PASS”章。 3.1.6 产品经检验为不合格,应先开出《品質异常联络单》,经由各個相关单位确认后,需要重工产品开出产品《重工单》,通知相关单位进行重工处理,不合格品依照《不合格品控制程序》执行。 3.1.7 制造部包装组对生产成品进仓,仓库负责收货。OQC全程跟踪并做好记录。 3.1.8 将产品每日的入库数量,入库质量状况交给质量部统计员进行统计。3.2.出货检验作业: 3.2.1根据IE计划部和销售部下达的《出货通知单》,仓库备货人员依据《出货通知单》‘提供成品信息’,OQC首先‘确认成品信息’。内容如下: A 出货单编号。 B 出厂企业(客户名称)。 C 出厂的箱数。 D 出厂的总panel数量,总功率。 E 出厂的产品规格(model)。 F 出厂的产品等级。 OQC核对以上所有信息是否满足客户要求(对因MRB特采入库产品需要做好特别记录以便日后跟踪),对出厂产品的订单符合性负责;。 3.2.2 物流仓库部将待出货产品备好放在待出货检验区。OQC首先检验备货是否依据《先进先出管理办法》执行。 3.2.3 物流仓库部备货完毕后,填写《送检单》送检验员检验。 3.2.4按照物流部的装箱单,OQC检验员在出货区找到对应之产品,逐一检验包装箱的外观,箱脉和标示标贴,所有实物必须与装箱单一致。对符合出货要求的产品则在包装箱上贴密封标贴并加盖合格章。 3.2.5 OQC全程跟踪装柜过程,检查装柜后产品包装箱是否完好,并记录集装箱号和关锁号,如果有防震标贴则需要检查色带的颜色是否正常。 3.2.6 将结果记录于“出货检验报告与OQC出货日报中”,出货检验报告格式依客户需求提供,如无特殊要求依据我公司报告格式。 编制:审核:核准:日期:日期:日期:
出货检验流程
1.0目的 为规范成品出货检验,防止不合格品流出,特制订本程序以规范之。 2.0范围 适用于公司所有成品出货前的检验工作。 3.0权责 3.1 客服部:负责成品出货前的检验通知&车辆调度&相关出货信息传达。3.2 品质管理部:负责成品出货前的检验&客户所需资料提供。 3.3技术部:负责对成品进行物性测试。 3.4仓务部:负责成品装货&数量核对&配合将客户所需提供资料转交客户。 4.0定义 无 5.0作业内容 5.1出货通知 5.1.1客服部相关人员根据成品出货日期提前一天通知OQC验货&准备相关资料(注:当天上午需要出货的产品需在出货前一天10:00前将《交货单》发给仓库进行备货,当天下午出货的产品需在出货前一天17:00前将《交货单》发给仓库进行备货,紧急订单需在出货前2H将《交货单》发给仓库进行备货。跟客户协商消耗处理产品以联络函形式通知到相关部门。 5.1.2仓库在收到《交货单》确认库存数量进行备货,对于常规出货产品需在出货前提前4H通知品管部进行验货,紧急订单需提前1H通知品管进行验货。注:仓库通知时将通知时间写在交货单上以备查验。 5.2出货检验 5.2.1 检验依据:依据《GB/T2828-2012计数抽样检验程序》单次抽样方案Ⅱ级水准以及相关检验标准、工程图纸、标准样品、适配件等进行检验作业。本公司IQC抽样计划规定:允收质量水准AQL:CRI=0、MAJ=0.65、MIN=1.0。特殊检验项目则每批次抽取10PCS进行检验 5.2.2 品质管理部OQC检验员针对待验货品,确定出货产品库存日期,如果库存期小于等于1个月的合格品,则可以使用制程检验数据作为出库依据。如果库存期大于1个月,则需要品质管理部重新取样经过实验室测试后判定合格后方可出货。 5.2.3 外观检验(对于直接换包装或标签出货产品、尾数产品、包装箱破损需