TSZ2202G_JP尺寸公差标准
GB/Tm一般公差标准
一般公差 线性尺寸的未注公差标准 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1 部分:未注出 公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 零件倒圆与倒角 3术语 3.1一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4线性尺寸的一般公差 4.1线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表 1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。 4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
注:倒圆半径与倒角高度的含义参见。 5线性尺寸的一般公差的表示方法 采用GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 2
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400
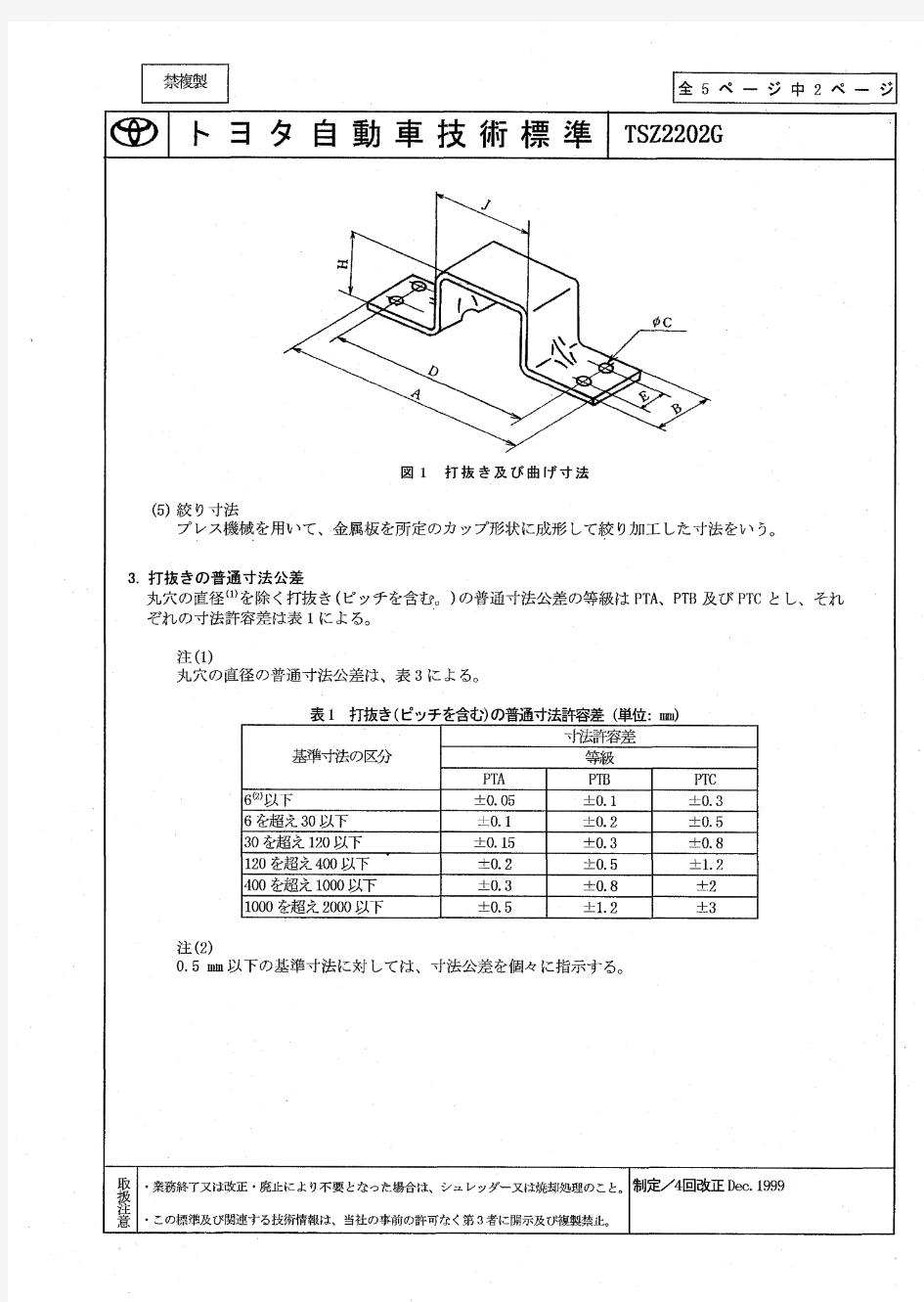
注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、 距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角 (90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 尺寸分段 公差 等级 ~>3~>6~>30~>120~>400~>1000~>2000~
铸件尺寸公差(GBT_6414-1999)
铸件尺寸公差数值(GB/T6414-1999) 表1铸件尺寸公差数值mm 基本尺寸公差等级CT 大于至345678910111213141516 100.180.260.360.520.74 1.0 1.5 2.0 2.8 4.2 10160.200.280.380.540.78 1.1 1.6 2.2 3.0 4.4 16250.220.300.420.580.82 1.2 1.7 2.4 3.2 4.6681012 25400.240.320.460.640.90 1.3 1.8 2.6 3.6 5.0791114 40630.260.360.500.70 1.0 1.4 2.0 2.8 4.0 5.68101216 631000.280.400.560.78 1.1 1.6 2.2 3.2 4.469111418 1001600.300.440.620.88 1.2 1.8 2.5 3.6 5.0710121620 1602500.340.500.70 1.0 1.4 2.0 2.8 4.0 5.6811141822 2504000.400.560.78 1.1 1.6 2.2 3.2 4.4 6.2912162025 4006300.640.90 1.2 1.8 2.6 3.6571014182228 6301000 1.0 1.4 2.0 2.8 4.0681116202532 10001600 1.6 2.2 3.2 4.6791318232937 16002500 2.6 3.8 5.48101521263342 25004000 4.4 6.29121724303849 400063007.010142028354456 63001000011162332405064注:①CT1和CT2没有规定公差值,是为了将来可能要求更精密的公差保留的。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2-3级。
GB6414----铸件尺寸公差
铸件尺寸公差 1.主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合总论标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸
3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
公差标准
前言 本标准是根据国际标准第部分未单独注出公差的线性和角度尺寸的公第对般公差线性尺寸的未注公 进行修订的 本标准与原和 标准名称作了修 本标准时代替 本标准的附录是提示的 本标准由国家机械工业局提 本标准由全国产品尺寸和几何技术规范标准化技术 本标准起草单位 本标准主要
前言 由各国标准的世界范围的国际标准的起草工作一般通过各技术每一个成员团体对已成立的技术委员会的任务感兴趣有权派代表参加其中工与有联系的政府的或非政府的国际可参加工与从事电工标准化的国际的合 在理事会批准作为国际标准前被技术委员会采纳的国际标准草案须经各成员团体通信投票表按照导有成员团体投票赞成方可 国际标准由配本 一起代替 标以下部分 第部分未单独注出公差的线性和角度尺寸的公差 第部分未单独注出公差的要素的几何公差 本部分标准的附录是提示的
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 代替 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差 本标准适用于金属切削加工适用于一般的冲压加工金属材料和其他工艺方法加工的尺寸可参照 本标准仅适用于下列未注公差的尺寸 尺寸距离倒圆半径和倒角高角度尺寸包括通常不注出角度值提到的或等多边形的角度除外 机加工组装件 本标准不适用于下列尺寸 其他一般公差标准涉及的线性和角度尺寸 括号内的参考尺寸 矩形框格内的理论正确 引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为有所有标准都会被修订使用本标准的各方应探讨使用下列标准最新 极限与配合基础第部分词汇 形状和位置公差未注公差 零件倒圆与倒角 定义 本标准采用给出的有关术语 一般公差 指在车间通常加工条件下可保证采用一般公差的尺寸在该尺寸后不需注出其极限偏差注的出了一般公差的概念和 国家质量技术监督局批准实施
油封尺寸公差标准
油封设计的尺寸公差依据 关于油封的高度公差,建议之范围如右表 油封的外径和腔体表面之间,必须需要有合适 的干涉量,以确保油封外径之密封性能,WH 对此干涉量之设计依据,是依照ISO6194/1为基准。 1,油封的外径与和腔体内径之干涉量(过盈量) 外径公差单位:mm 直径公差范围 真圆度公差 外露骨架 外包橡胶 外露骨架 外包橡胶 D<=50 +0.20 +0.08 +0.30 +0.15 0.18 0.25 50
宝钢板料卷料公差标准
上海宝钢集团公司企业标准 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 Q/BQB 401-1999 代替 Q/BQB 401-94 1范围 本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。 本标准适用于上海宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为900~1850mm 的冷连轧钢带以及由它切成的钢板及纵切钢带。 2引用标准 GB 8170-87 数值修约规则 3分类与代号 3.1按边缘状态分为 切边 EC 不切边 EM 3.2按尺寸精度分为 普通厚度精度 PT.A 高级厚度精度 PT.B 普通宽度精度 PW.A 高级宽度精度 PW.B 普通长度精度 PL.A 高级长度精度 PL.B 3.3按不平度精度分为
普通不平度精度 PF.A 高级不平度精度 PF.B 3.4钢板及钢带各类别的范围按表1 的规定。 表 1 4定义 4.1钢板以矩形平板状供货。 4.2 钢带以成卷供货的钢带。 4.3 纵切钢带由钢带经纵切而成的窄钢带。 5尺寸 5.1 钢板及钢带的尺寸范围列于表2。 表 2 mm 5.2 钢板及钢带的优先公称厚度列于表3。
表 3 mm 5.3钢板及钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 5.4纵切钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 5.5钢板的公称长度为表2所列范围内按50mm进级的任何尺寸。 5.6根据需方需求,经供需双方协商,可以供应表2所列范围内其它尺寸规格的钢板及钢带。 6 尺寸允许偏差 6.1厚度允许偏差 6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。 6.1.2钢带两端总长度30m内的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。 6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。 6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许 比表4规定值 超出10%。 6.1.5表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧 制宽度。 6.2宽度允许偏差 6.2.1钢板及钢带的宽度允许偏差应符合表5的规定。
铸件 尺寸公差与机械加工余量
铸件尺寸公差与机械加工余量 引言 对铸件规定的公差可以确定铸造方法因此在设计完成或合同签订之前建议采购方应与铸造厂取得联系以商定 铸件设计和所要求的精度 机械加工要求 铸造方法 所要生产的铸件数量 所采用的铸造设备 各种特殊要求例如基准目标系统个别的尺寸公差几何公差圆角半径公差以及个别的机械 加工余量 是否有更适合该铸件的其他标准 由于铸件的尺寸精度与生产因素有关因此对下列生产方式在附录中介绍了用不同方法和不同金属所能达到的公差等级 大批和大量生产此时可通过对铸造设备的改进调整和维护以获得精密的公差 小批量生产和单件生产 1.范围 本标准规定了铸件的尺寸公差等级和要求的机械加工余量等级。 本标准适用于有各种铸造方法生产的各类金属及其合金铸件的尺寸。 本标准既适用于在图样上给出的一般公差和/或个别要求的机械加工余量。 本公差体系用于铸造厂家提供墨阳或金属型装备,或承担模样或金属型装备检验责任的场合。2.铸件基本尺寸 机械加工前的毛坯铸件的尺寸,包括必要的机械加工余量。 3.在图样上的标注 3.1.铸件公差的标注 如果需要在基本尺寸后面标注个别公差 例如:“95±3”或“200?3+6” 3.2.机械加工余量的标注 应在图样上标出需机械加工的表面和要求的机械加工余量值并在括号内标出要求的机械加工余量等级当制造模样或金属型装备时应考虑这些要求 要求的机械加工余量应按下列方式标注在图样上
要求的机械加工余量在特定表面上的标注 铸件尺寸公差 1)在等级CT1~CT15中对壁厚采用粗一级公差。 2)对于不超过16mm的尺寸,不采用CT13~CT16的一般公差,对于这些尺寸应标注个别公差。 3)等级CT16仅适用于一般公差规定为CT15的壁厚。
最新铸件表面质量验收规范
青岛222精密机械有限公司企业标准 编号:YQB/0004-2016-A 铸件表面质量验收规范 发布时间:2016年 7 月 13 日实施时间:2016年 7 月 13 日青岛222精密机械有限公司发布
1、目的 为加强本公司对铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规范; 2、适用范围 本规范适用于公司所有外来铸铁(钢)件的外观质量验收,包括表面缺陷、尺寸精度、表面粗糙度的验收; 3、引用标准 (1)JB/T 5000.4-2007 重型机械通用技术条件第4部分铸铁件; (2)JB/T 5000.6-2007 重型机械通用技术条件第6部分铸钢件; (3)GB6414-1999 铸件尺寸公差与机械加工余量; (4)GB/T6060.1-1997 表面粗糙度比较样块; (5)GB/T15056-1994 铸造表面粗糙度评定方法; (6)Q/XC5101-2001 铸铁件通用技术条件; (7GB/T11351-1989 铸件重量公差 4、名词解释 (1)全数选别:检验项目100%检测; 5、验收项目及标准 铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、形状偏差、表面粗糙度、表面清理质量等; 5.1铸件表面缺陷的检验 5.1.1表面缺陷检验的一般要求 (1)铸件非加工表面上的浇冒口必须清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行; (2)在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷; (3)铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净; (4)铸件一般待加工表面,允许有不超过加工余量范围内的任何缺陷存在;重要加工面允许有不超过加工余量2/3的缺陷存在,但裂纹缺陷应予清除;加工后的表面允许存在直径*长度*深度小于等于2*2*2的非连片孔洞的铸造缺陷;
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); 1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l 部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 2
铸件尺寸公差 (1)
铸件尺寸公差 1. 主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合 总论 标准公差与基本偏差 3. 术语 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 壁厚 壁厚度。 错型(错箱) 图3 错 型 4. 基本规定 1. CT10,则壁厚公差为CT11。 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级
时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。 图4 倾斜部位的尺寸公差带 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。 表2 错型值
注:错型值必要时可由供需双方商定。 5. 铸件公差的选用 铸件尺寸公差按表3规定的等级范围从表1中选取。一般不应超过表3的规定。 表3 铸件尺寸公差等级 注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采用下述较精的公差等级: ①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。 ②铸件基本尺寸大于10mm至等于15mm时,其公差等级提高2级。 ③铸件基本尺寸大于16至等于25mm时,其公差等级提高1级。 公差等级的选用 灰铸铁铸件 砂型手工造型 机座、端盖、轴承内外盖的配合面按CT10级选用,其余部位及其它零件尺寸公差等级按CT11级选用,工具件按CT12级选用。 . 砂型机器造型及壳型 铸件尺寸公差等级按CT9级选用。 轻金属合金铸件 电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选
钢材检验标准
钢材检验标准Q/RY.10.1403-2017 钢材检验标准 2017-6-8发布 2017-6-8实施 编制:技术部批准: 钢材检验标准Q/RY.10.1403-2017 1、范围 本标准规定了冷轧钢板和钢带、热轧钢板和钢带的外观尺寸、外形重量要求的检验方法。 本标准适用于本公司所采购进厂的冷轧钢板和钢带、热轧钢板和钢带的检验。2、引用标准 GB708-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB709-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 3、检验量具设备: 采用目测,钢卷尺、游标卡尺、超声波测厚仪、平台。 4、检验内容 4.1、所采购的各种钢材,应是本公司的合格供方提供,具有国家认可授权检测机构检验的有效检验报告、生产厂家质量检验部门的产品合格证明书,应注有产品规格型号、产品等级,使用性能技术要求等。 4.2、外观要求:钢板表面不得有锈斑、裂纹、结疤、折叠、起泡、夹杂和分层。钢板表面允许有深度或高度不超过钢板厚度公差一半的麻点、凹凸、划痕。 钢材检验标准Q/RY.10.1403-2017 4.4、钢板和钢带的宽度允许偏差:(表二)
5.1、车身钣金件使用钢质材料的性能应有生产厂商提供的合格材质检验报告;5.2、钢质材料的厚度采用游标卡尺、千分尺、超声波测厚仪等检验设备检测,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表一、表四)相符。 5.3、钢质材料的宽度采用卷尺,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表二)相符。 5.4、钢板的不平度检测是将钢板自由地放在平台上,除钢板的本身重量外,不施加任何压力,用米尺进行测量,测量钢板与米尺之间的最大距离。所测的结果应与(表三)相符。 说明:本标准公司提出技术部负责起草 2010年9月8日
GB T 6414-1999铸件尺寸公差
铸件尺寸公差(GB/T6414-1999相当于ISO8062:1994) 基本尺寸铸件尺寸公差等级CT 大于至 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 -- 10 0.09 0.13 0.18 0.26 0.36 0.52 0.74 1 1.5 2 2.8 4.2 ———— 10 16 0.1 0.14 0.2 0.28 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 ———— 16 25 0.11 0.15 0.22 0.30 0.42 0.58 0.82 1.2 1.7 2.4 3.2 4.6 6 8 10 12 25 40 0.12 0.17 0.24 0.32 0.46 0.64 0.9 1.3 1.8 2.6 3.6 5 7 9 11 14 40 63 0.13 0.18 0.26 0.36 0.50 0.7 1 1.4 2 2.8 4 5.6 8 10 12 16 63 100 0.14 0.20 0.28 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6 9 11 14 18 100 160 0.15 0.22 0.30 0.44 0.62 0.88 1.2 1.8 2.5 3.6 5 7 10 12 16 20 160 250 —0.24 0.34 0.50 0.72 1 1.4 2 2.8 4 5.6 8 11 14 18 22 250 400 ——0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9 12 16 20 25 400 630 ———0.64 0.9 1.2 1.8 2.6 3.6 5 7 10 14 18 22 28 1 1.4 2 2.8 4 6 8 11 16 20 25 32 630 1000 ———0.72 1000 1600———0.80 1.1 1.6 2.2 3.2 4.6 7 9 13 18 23 29 37 注:1.在等级CT1~CT15中对壁厚采用粗一级公差。 2.不超过16mm的尺寸,不采用CT13~CT16的一般公差,对于这些尺寸应标注个别公差。 3.等级CT16仅适用于一般公差规定为CT15的壁厚。 图中标注示例:一般公差GB/T6414—CT12—最大错型1.5
铸件尺寸公差
加工最终表面 机械加工余量 铸件尺寸公差铸件基本尺寸 铸件基本尺寸 铸件基本尺寸铸件基本尺寸 铸件尺寸公差 1. 主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合 总论 标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸
3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 错型 错型 错型 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
铸件尺寸公差带 角度 图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值, 且不得与表1中所列值相加。 表1 铸件尺寸公差数值mm 铸件基本尺寸公差等级 大于至 3 4 5 6 7 8 9 10 11 12 13 14 15 16 — 3 0.14 0.20 0.28 0.40 0.56 0.80 1.2 1.6 1.6 1.6 2.3 ——— 3 6 0.16 0.2 4 0.32 0.48 0.64 0.90 1.3 1.8 2. 5 2.5 2.5 ——— 6 10 0.18 0.26 0.36 0.52 0.74 1.0 1.5 2.0 2.8 4.2 4.2 ———10 16 0.20 0.28 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 5.0 ———16 25 0.22 0.30 0.42 0.58 0.82 1.2 1. 7 2.4 3.2 4.6 6.0 8 10 12 25 40 0.24 0.32 0.46 0.64 0.90 1.3 1.8 2.6 3.6 5.0 7.0 9 11 14 40 63 0.26 0.36 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 10 12 16 63 100 0.28 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.0 9.0 11 14 18 100 160 0.30 0.44 0.62 0.88 1.2 1.8 2.5 3.6 5.0 7.0 10 12 16 20 160 250 0.34 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 11 14 18 22 250 400 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9.0 12 16 20 25 400 630 —0.64 0.90 1.2 1.8 2.6 3.6 5.0 7.0 10 14 18 22 28 630 1000 —— 1.0 1.4 2.0 2.8 4.0 6.0 8.0 11 16 20 25 32 1000 1600 ——— 1.6 2.2 3.2 4.6 7.0 9.0 13 18 23 29 37 1600 2500 ———— 2.6 3.8 5.4 8.0 10 15 21 26 33 42 2500 4000 ————— 4.4 6.2 9.0 12 17 24 30 38 49 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公 差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标 注,可提高2~3级。
铸件尺寸公差-ISO-8062-3(2007)-中文
国际标准ISO 8062-3:2007(E) 产品几何量技术规范(GPS)-模制零件的尺寸和几何公差 第3部分: 铸件的一般尺寸、几何公差和机械加工余量 1 范围 本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。 ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。 ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。 ISO 8062的本部分所涵盖的几何公差(形位公差)是指: —直线度公差, —平面度, —圆度, —并行度, —垂直度, —对称度,以及 —同轴度。 ISO 8062的本部分可用于个别指标公差值的选定。 注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。 2 参考标准 本文件的使用,以下引用文件是必不可少的。对于注明日期的引用标准,仅采用所引用的版本。对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。 ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础 ISO 1101:2004,产品几何量技术规范(GPS) —几何公差—形状、方向、位置与跳动公差 1
ISO 1302:2002, 产品几何量技术规范(GPS) — ISO 5459:—1), 产品几何量技术规范(GPS) —几何公差— ISO 8062-1:2007, 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第一部分:词汇 ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求 ISO 10135:—3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注 ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件 ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸 3 术语和定义 ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。 4 缩略语 缩略语规定于表1。 表1 —缩略语
我国尺寸公差与配合标准的发展历史
我国尺寸公差与配合标准的发展历史 1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准. 1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词. 1959年:颁布了“公差与配合”的国家标准GB159~174 (简称“旧国标”)(精度等级偏低、配合种类偏少). 1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959. 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》, 用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》;用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979) 国家标准《极限与配合》中,公差与配合部分的标准主要包括: GB/T1800.1—1997《极限与配合基础第1部分:词汇》 GB/T1800.2—1998《极限与配合基础第2部分:公差、 偏差和配合的基本规定》 GB/T1800.3—1998《极限与配合基础第3部分:标准公 差和基本偏差数值表》 GB/T1800.4—1999《极限与配合标准公差等级和孔、 轴的极限偏差表》 GB/T1801—1999《极限与配合公差带和配合的选择》 GB/T1804—2000《一般公差未注公差的线性和角度尺 寸的公差》 2009年11月1日实施: GB/T1800.1—2009《极限与配合第1部分:公差、偏差 和配合的基础》 GB/T1800.2—2009《极限与配合第2部分:标准公差等 级和孔、轴极限偏差表》 GB/T1801—2009 《极限与配合公差带和配合的选择》 GB/T4249-2009 《公差原则》 GB/T16671-2009 《几何公差最大实体要求、最小实体 要求和可逆要求》 GB/T1182-2008 《几何公差形状、方向、位置和跳动 公差标准》 GB/T 1031-2009 《表面结构轮廓法表面粗糙度参 数及其数值》 GB/T 3177-2009 《光滑工件尺寸的检验》 GB/T 3505-2009 《表面结构轮廓法术语、定义 及表面结构参数》
宝钢板料卷料公差标准
宝钢集团公司企业标准 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 Q/BQB 401-1999 代替 Q/BQB 401-94 1围 本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。 本标准适用于宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为 900~1850mm 的冷连轧钢带以及由它切成的钢板及纵切钢带。 2引用标准 GB 8170-87 数值修约规则 3分类与代号 3.1按边缘状态分为 切边 EC 不切边 EM 3.2按尺寸精度分为 普通厚度精度 PT.A 高级厚度精度 PT.B 普通宽度精度 PW.A 高级宽度精度 PW.B 普通长度精度 PL.A 高级长度精度 PL.B 3.3按不平度精度分为
普通不平度精度 PF.A 高级不平度精度 PF.B 3.4钢板及钢带各类别的围按表1 的规定。 表 1 4定义 4.1钢板以矩形平板状供货。 4.2 钢带以成卷供货的钢带。 4.3 纵切钢带由钢带经纵切而成的窄钢带。 5尺寸 5.1 钢板及钢带的尺寸围列于表2。 表 2 mm 5.2 钢板及钢带的优先公称厚度列于表3。
表 3 mm 5.3钢板及钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。 5.4纵切钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。 5.5钢板的公称长度为表2所列围按50mm进级的任何尺寸。 5.6根据需方需求,经供需双方协商,可以供应表2所列围其它尺寸规格的钢板及钢带。 6 尺寸允许偏差 6.1厚度允许偏差 6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。 6.1.2钢带两端总长度30m的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。 6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。 6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许 比表4规定值 超出10%。 6.1.5表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧 制宽度。 6.2宽度允许偏差 6.2.1钢板及钢带的宽度允许偏差应符合表5的规定。
未标注的公差标准
GB/T1804-2000《一般公差未注公差的线性和角度尺寸的公差》 线性尺寸的极限偏差数值(粗糙C)摘要 线性尺寸的极限偏差数值(粗糙C) 倒圆半径和倒角高度尺寸的极限偏差数值(粗糙C) 编制: 审核: 批准: 年月日 浙江三维阀门有限公司技术文件 GB/T1804-2000《一般公差未注公差的线性和角度尺寸的公差》 线性尺寸的极限偏差数值(中等m)摘要 线性尺寸的极限偏差数值(中等m) 倒圆半径和倒角高度尺寸的极限偏差数值(中等m) 编制: 审核: 批准: 年月日 GB/T 1.1-2000 标准化工作导则第1部分:标准的结构和编写规则GB/T 1184-1996 形状和位置公差未注公差值 GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙 e ±0.4 ±1 ±2 ±4 最粗v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等m 粗糙 e ±1o30′±1o ±30′±20′±10′ 最粗v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100>100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2 对称度未注公差值(GB/T1184-1996)(mm)
铸件通用技术要求
铸件通用技术要求(JB/ZQ4000.5-86) 1.碳素铸钢应符合GB5678-85的规定; 合金铸钢应符合JB/ZQ4297-86的规定, 耐热铸钢应符合JB/ZQ4298的规定; 不锈钢应符合JB/ZQ4299及JB/ZQ6009-84的规定. 2.灰铸铁应符合GB5675-85的规定; 球墨铸铁应符合JB/ZQ4302-86的规定, 耐热铸铁应符合JB/ZQ4303-86的规定; 耐磨铸铁应符合JB/ZQ4303-86的规定. 3.铸件尺寸公差等级分16级,见1-175 铸件尺寸公差.plb, 单件小批生产一般按1-176 小批单件毛坯尺寸公差.plb选用.公差带应对称于毛坯铸件基本尺寸配置,即公差的一半位于正侧,另一半位于负侧. 有特殊要求时,公差带也可非对称配置,但应在图样上标注. 4.铸件内、外圆角公差用1-175铸件尺寸公差.plb 中公差值作为上限,使其下限为零;壁厚公差可比其它尺寸的一般公差降一级选用, 如图样上标明一般公差为CT10 级的话,则壁厚公差选用CT11级. 5.特殊要求的公差, 应直接标注毛坯件基本尺寸的后面,如95±1.1. 特殊要求的公差可比一般公差高或低.一般情况下不能低于1-176 小批单件毛坯尺寸公差.plb规定的公差等级范围,当要求的公差超过该库规定的范围时, 则经有关方面协商后从1-175铸件尺寸公差.plb中选取. 6.碳素钢和低合金钢(包括高锰钢)铸钢件缺陷的补焊按JB/ZQ4000.6-86(铸钢件补焊通用技术条件)规定执行. 7.当铸件补焊处的焊缝深度超过壁厚20%或25mm时,补焊后均应进行适当的消除应力热处理. 补焊大型缺陷时,焊缝金属量大,有必要时可在焊接到坡口的1/3-1/处时进行一次中间退火, 消除应力后再继续焊满坡口, 最后再做一次消除应力热处理.补焊大型或碳当量(碳当量的计算见本标准附录A)超过0.4%的铸钢件的缺陷时, 在补焊后应立即入炉进行消除应力的热处理. 8.设计人员根据铸件的技术要求填写下表,并将此表贴在铸件图样的右上部. (铸件技术要求) : ━━━━━━━━━━━━━━━━━━━ 通用技术要求JB/ZQ4000.5 铸件尺寸公差要求CT 密封试验是/否 耐压试验是/否 ━━━━━━━━━━━━━━━━━━━ 注:表中空格中可补充其它技术要求.