(整理)数冲模具冲压过程
数控冲床模具的使用和维护
数控冲床模具使用和维护的水平,直接影响到工件的加工质量和模具的使用寿命。同时,模具也是控制设备运行成本的重要环节。因此,学习和掌握这方面的一些知识并运用到实际中,发挥出模具的最佳使用性能,对提高效益、降低成本,会起到重要的作用。
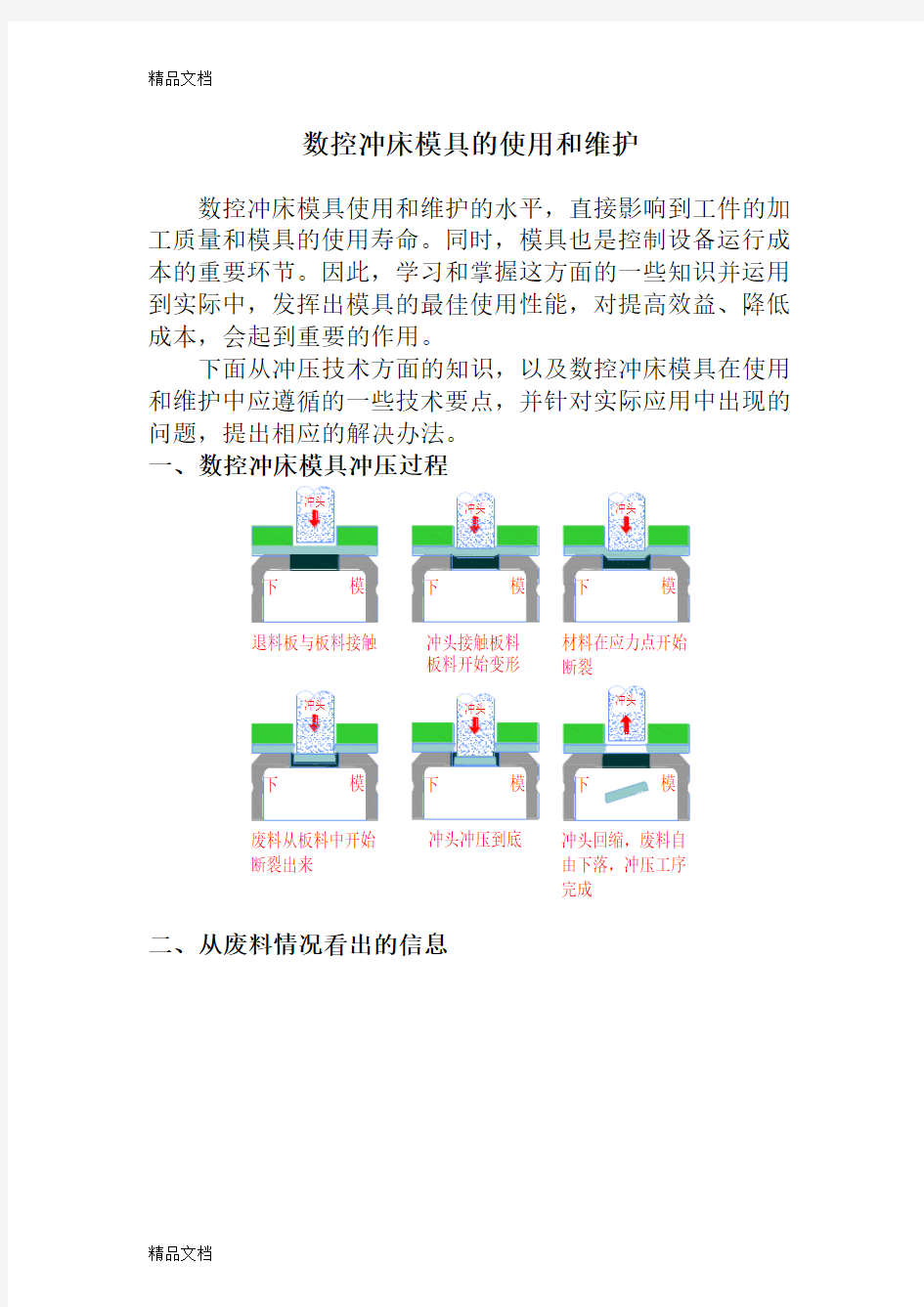
下面从冲压技术方面的知识,以及数控冲床模具在使用和维护中应遵循的一些技术要点,并针对实际应用中出现的问题,提出相应的解决办法。 一、数控冲床模具冲压过程
冲头回缩,废料自由下落,冲压工序完成
冲头冲压到底
废料从板料中开始断裂出来
材料在应力点开始断裂
板料开始变形
冲头接触板料退料板与板料接触
二、从废料情况看出的信息
A B C
D
D C B A
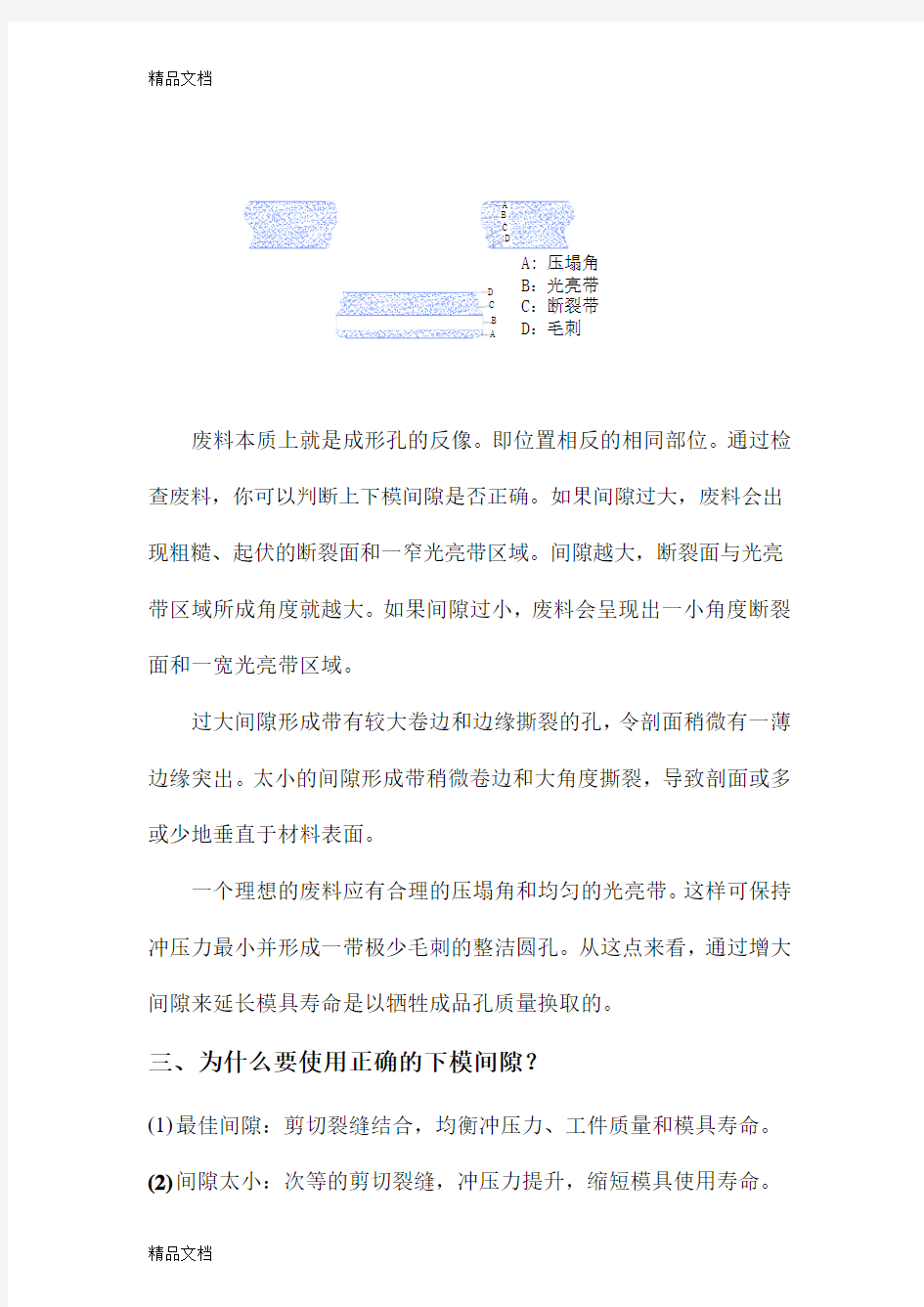
A: 压塌角B:光亮带C:断裂带D:毛刺
废料本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断上下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮带区域所成角度就越大。如果间隙过小,废料会呈现出一小角度断裂面和一宽光亮带区域。
过大间隙形成带有较大卷边和边缘撕裂的孔,令剖面稍微有一薄边缘突出。太小的间隙形成带稍微卷边和大角度撕裂,导致剖面或多或少地垂直于材料表面。
一个理想的废料应有合理的压塌角和均匀的光亮带。这样可保持冲压力最小并形成一带极少毛刺的整洁圆孔。从这点来看,通过增大间隙来延长模具寿命是以牺牲成品孔质量换取的。
三、为什么要使用正确的下模间隙?
(1) 最佳间隙:剪切裂缝结合,均衡冲压力、工件质量和模具寿命。 (2) 间隙太小:次等的剪切裂缝,冲压力提升,缩短模具使用寿命。
四、模具间隙的选择
模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题:
(1) 如间隙过大,所冲压工件的毛刺就比较大,冲压质量差。如果间隙偏小,虽然冲孔的质量较好,但模具的磨损比较严重,大大降低模具的使用寿命,而且容易造成冲头的折断。
(2) 间隙过大或过小都容易在冲头材料上产生粘连,从而造成冲压时带料。过小的间隙容易在冲头底面与板料之间形成真空而发生废料反弹。
(3) 合理的间隙可以延长模具寿命,卸料效果好,减小毛刺和翻边,板材保持洁净,孔径一致不会刮花板材,减少刃磨次数,保持板材平直,冲孔定位准确。
请参照下表选择模具间隙(表中数据为百分数)
五、如何提高模具的使用寿命
对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
1、材料的类型及厚度。
2、是否选择合理的下模间隙。
3、模具的结构形式。
4、材料冲压时是否有良好的润滑。
5、模具是否经过特殊的表面处理,如镀钛、碳素氮化钛。
6、上下转塔的对中性。
7、调整垫片的合理使用。
8、是否适当采用斜刃口模具。
9、尽量不用标准模具去加工非标准形状。
10、机床模座是否已经磨损。
六、冲压力的计算
如果冲压厚板,所冲孔径又比较大,就需要精确计算所需要的冲裁力。如果超过机器的额定吨位,容易造成机器和模具的损坏。因此
在大工位上冲压加工比较厚的板料时,需要采用下面的公式来计算冲压力:
冲压力(KN)=冲压孔的周长(L)×材料厚度(T) ×0.345×材料因数(F) ×剪切因数(S)
计算单位为mm,材料因数(F)的选择(见下表)
材料因数表:
剪切强度(当刃口不是斜刃口时,剪切因数为100%)
冲孔周长的计算,见下图:
七、冲压特殊尺寸孔应注意的问题
(1)最小孔径
冲φ0.8~φ1.6范围的冲孔请用特殊冲头。
(2)厚板冲孔时,相对于加工孔径,请使用大一号的模具。
注意:此时,若使用通常大小的模具,会造成冲头螺纹的破损。
例1、如下表的加工条件,加工孔径虽然和A工位模具对应,但请使用B工位模具。
例2、如下表的加工条件,加工孔径虽然和B工位模具对应,但请使用C工位模具。
(3)冲头刃口部分,最小宽度与长度的比例一般不应小于1:10。
例3、长方形冲头,刃口长度80mm时,刃口宽度取≥8mm最合适。
(4)冲头刃口部分最小尺寸与板厚的关系。建议冲头刃口部分最小尺寸取板厚的2倍。
八、模具刃磨量的计算
冲头刃口部分的长度、退料板的厚度、材料厚度、入模深度,请见下图
(理论)刃磨量=冲头刃口长度—退料板厚度—材料厚度—入模深度对于C、D、E工位老式结构的冲头,如果垫片的高度过大,冲头的键槽与冲头座上的定位键无法配合,会造成异形模具无法正常使用。因此,冲头的最大刃磨量只能是3mm。
冲头的最大刃磨量只能是3mm
九、模具的刃磨
1、模具刃磨的重要性
定期刃磨模具是冲孔质量一致性的保证。定期刃磨模具不仅能提高模具的使用寿命而且能提高机器的使用寿命,要掌握正确的刃磨时机。
2、模具需要刃磨的具体特征
对于模具的刃磨,没有一个严格的打击次数来确定是否需要刃磨。主要取决于刃口的锋利程度。主要由以下三个因素来决定:
(1)检查刃口的圆角,如果圆角半径达到R0.1毫米(最大R值不得超过0.25毫米)就需要刃磨(见图)。
(2)检查冲孔质量,是否有较大的毛刺产生?(见图)
轧入剪切断裂
断裂
剪切
轧入
(3)通过机器冲压的噪声来判断是否需要刃磨。如果同一副模具冲压时噪声异常,说明冲头已经钝了,需要刃磨。
注:刃口边缘部变圆或刃口后部粗糙,也要考虑刃磨。
3、刃口磨损程度与冲孔次数关系分析
A.磨损初期
B.正常磨损期
C.异常磨损期
0.10mm
C
A
正确刃磨的重要性
第一次刃磨第二次刃磨第三次刃磨第四次刃磨
正确的刃磨对冲压次数的影响
4、刃磨的方法:
模具的刃磨有多种方法,可采用专用刃磨机也可在平面磨床上实现。冲头、下模刃磨的频度一般为4比1。刃磨后请调整好模具高度。
(1)不正确刃磨方法的危害
不正确的刃磨会加剧模具刃口的迅速破坏,致使每次刃磨的打击次数大大缩小。
(2)正确的刃磨方法的益处
定期刃磨模具,冲孔的质量和精度可以保持稳定。模具的刃口就损坏较慢,寿命更长。
5、刃磨规则:
模具刃磨时要考虑下面的因素:
(1)刃口圆角在R0.1-0.25毫米大小情况下要看刃口的锋利程度。
(2)砂轮表面要清理干净。
(3)精正公司建议采用一种疏松、粗粒、软砂轮。如WA46KV
(4)每次的磨削量(吃刀量)不应超过0.013毫米,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低模具的寿命。
(5)刃磨时必须加足够的冷却液。
(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。
(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。如果继续使用,容易造成模具和机器的损坏,得不偿失。
(8)刃磨完后,边缘部要用油石处理,去掉过分尖锐的棱线。
(9)刃磨完后,要清理干净、退磁、上油。
注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
十、冲头使用前应注意
1、存放
(1)用干净抹布把上模套里外擦干净。
(2)存放时小心表面不要出现刮痕或凹痕。
(3)上油防锈。
2、使用前准备
(1)使用前彻底清洁上模套。
(2)查看表面是否有刮、凹痕。如有,用油石去除。
(3)里外上油。
3、安装冲头于上模套时应注意事项
(1)清洁冲头,并给其长柄上油。
(2)在大工位模具上把冲头插入上模套底部,不能用力。不能用尼龙锤。安装时,不能通过旋紧上模套上的螺栓来固定冲头,只有在冲头正确定位后才能旋紧螺栓。
4、安装上模组合入转塔
如果想延长模具使用寿命,上模套外直径和转塔孔之间的间隙要尽可能地小。所以请小心执行下列程序。
(1)清洁转塔孔的键槽和内直径并上油。
(2)调整上模导套的键槽,使之与转塔孔的键吻合。
(3)把上模套导直直地插入塔孔,小心不能有任何倾斜。上模导套应该靠自身重量滑入转塔孔。
(4)如果上模套向一边倾斜,可用尼龙锤之类的软材料工具把它轻轻敲正。重复敲击直至上模导套依靠自身重量滑入正确位置。
注意:不能用力于上模导套外直径,只能在冲头顶上用力。不能
敲击上模套顶部,以免损坏转塔孔,缩短个别工位使用寿命。
十一、模具的检修
如果冲头被材料咬住,取不出来,请按如下所记项目检查。
1、冲头、下模的再刃磨。刃口锋利的模具能加工出漂亮的切断面,刃口钝了,则需要额外的冲压力,而且工件断面粗糙,产生很大的抵抗力,造成冲头被材料咬住。
2、模具的间隙。模具的间隙如果相对板厚选得不合适,冲头在脱离材料时需要很大的脱模力。如果是这个原因冲头被材料咬住,请更换合理间隙的下模。
3、加工材料的状态。材料弄脏了、或者有污垢时,脏东西附着到模具上,使得冲头被材料咬住而无法加工。
4、有变形的材料。翘曲的材料在冲完孔后,会夹紧冲头,使得冲头被咬住。有翘曲的材料,请弄平整后再加工。
5、弹簧的过度使用。会使得弹簧疲劳。请时常注意检查弹簧的性能。
十二、注油
油量和注油次数视加工材料的条件而定。冷轧钢板、耐蚀钢板等
无锈无垢的材料,要给模具注油,注油点为导套、注油口、刀体与导套的接触面、下模等。油用轻机油。
有锈有垢的材料,加工时铁锈微粉会吸入冲头和导套之间,产生污垢,使得冲头不能在导套内自由滑动,这种情况下,如果上油,会使得锈垢更容易沾上,因此冲这种材料时,相反要把油擦干净,每月分解一回,用汽(柴)油把冲头、下模的污垢去掉,重新组装前再擦干
净。这样就能保证模具有良好的润滑性能。
十三、模具使用过程中经常出现的问题及解决方法
问题一、板材从夹钳口脱出
问题二、模具磨损严重
问题四、废料反弹
问题五、卸料困难
问题六、冲压噪音
十四、冲压非金属材料的注意事项
钣金工业的发展已经超出了传统意义上的金属板件加工,现在也包括非金属板料的加工。在数控冲床上加工非金属材料请注意以下几个方面的问题:
1、冲头、下模的刃口要保持锋利。
2、下模间隙要减少5%~8%(比冲冷轧板)。
3、采用正锥结构的下模。
4、进给速度小,以保证足够的卸料时间。
5、如果板料上有压痕,请采用轻型弹簧。
6、硬塑料冲压之前,请加足够的润滑液。
对于冲压软而薄的材料,最易出现的问题是表面的压痕,除保持刃口锋利外,最重要的就是要采用轻型弹簧或轻型弹簧组件,降低压料力,消除划痕。
十五、使用特殊成型工具的注意事项
1、不同型号的机器滑块的行程不同,因此要注意成型模具封闭高度的调整。
2、一定要保证成型充分,因此需要仔细调整,每次调整量最好不要超过0.15毫米,如果调整量过大,容易造成机器的损坏和模具的损坏。
3、对于拉伸成型,请选用轻型弹簧组件,以防止板料的撕裂,或因变形不均匀卸料困难等。
4、在成型模具周围安装球型支撑模具,防止板料倾斜。
5、成型位置应当尽量远离夹钳。
6、成型加工最好放在加工程序的最后来实现。
7、一定要保证板材良好的润滑。
冲压模具专业词汇中英文翻译
Counter bored hole 沉孔 Chamfer 倒斜角 Fillet 倒圆角 padding block垫块 stepping bar垫条 upper die base上模座 lower die base下模座 upper supporting blank上承板 upper padding plate blank上垫板 spare dies模具备品 spring 弹簧 bolt螺栓 document folder活页夹 file folder资料夹 to put file in order整理资料 spare tools location手工备品仓 first count初盘人 first check初盘复棹人 second count 复盘人 second check复盘复核人 equipment设备 waste materials废料 work in progress product在制品 casing = containerization装箱 quantity of physical inventory second count 复盘点数量 Quantity of customs count 会计师盘,点数量 the first page第一联 filed by accounting department for reference会计部存查 end-user/using unit(department)使用单位 Summary of year-end physical inventory bills 年终盘点截止单据汇总表 bill name单据名称 This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department) 本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表 blank and waste sheet NO. 空白与作废单号
扬力冲床数控冲床操作说明
扬力T30系列数控转塔冲床 扬力T30数控转塔冲床 主要参数: 主机采用闭式宽机身结构,壁炉回火去应力处理,稳定性好;流线型外形弧形设计,动感美观;侧面定位、镶套结构厚转塔,定位精确、导向好、精度高;德国H+L公司全套进口高档液压系统,性能稳定,耗能低;日本FANUC OIP 专用数控系统,功能强、操作方便;高速静音自润滑大导程丝杠、直线导轨,国际化配套的气动和电气元件,高性能全自动浮动夹钳,钢球毛刷结构不锈钢工作台。 概述 数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。 数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。 数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。 数控转塔冲床(NCT)的喉深是指冲压中心至床身侧板的距离。喉深的大小
直接决定加工板材的宽度尺寸大小(即沿床身长度方向加工的板材尺寸)。运动轴 X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴 Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴 A轴:旋转转塔型刀具库选择模具的旋转轴 C轴:模具自动分度的旋转轴,可以任意角度旋转模具 加工方式 1)单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。 2)同方向的连续冲裁:使用长方形模具部分重叠加工的方式,可以进行加工长型孔、切边等。 3)多方向的连续冲裁:使用小模具加工大孔的加工方式。 4)蚕食:使用小圆模以较小的步距进行连续冲制弧形的加工方式。 5)单次成形:按模具形状一次浅拉深成型的加工方式。 6)连续成形:成型比模具尺寸大的成型加工方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。 7)阵列成形:在大板上加工多件相同或不同的工件加工方式。 加工工位 通用厚转塔模具一般按模具能加工的孔径尺寸进行分级,方便模具的选用。通常分为A、B、C、D、E五档。 A(1/2")工位:加工范围Ø;1.6~Ø;12.7mm B(1-1/2")工位:加工范围Ø;12.7~Ø;31.7mm
五金冲压模具设计经验
★冲压模具的概念 冲压模具,也称冲模、五金模具、五金冲压模具,意思差不多都是一样的。是指利用固定在冲床或压力机上的模具对金属或非金属板材施加一定的压力,使材料产生分离或成型,从而获得一定尺寸要求、外观质量合格的零件的压力加工方法。模具分为很多种,我这里主要是针对我熟悉的五金冲压模具来讲。 通过模具加工出来的产品,尺寸、外观都基本一样,没什么大的区别,因为能快速成型,生产效率高,产品质量稳定,精度符合要求,材料利用率高,操作简单、工人劳动强度低,对操作工人技术要求不高,一般人只要一进来,跟着别人学习操作一两天,很快就能上手,有的甚至不用一两天,几分钟就能学会。如果是产线主机手,要学会操作冲床、送料机、整平机、拆模架模等,都是一些很简单的活,有力气、肯吃苦耐劳就行。 平时注意安全不要随便往模具里面放任何的东西在里面,扳手啊、剪刀啊、其它工具等不要放模具里边,有模修来修过模具(专业术语:修模)之后,你打之前就要看好了,看他们有没有把东西忘记在模具里面,当然一般模修是不会犯这样的错误的,不过你也要注意一下。别把模具打坏了、或者把身上手上哪里伤着了,干这个切记注意安全,一不小心模具里面东西忘记拿出来了,冲床打下来就有可能把模具打坏,万一里面的东西要是飞出来了?,人有可能也会受伤。 有时候叉车叉模具的时候,没叉好,模具掉下来了,这个时候千万别用手去扶,让远一点,模具摔坏了没事,别把人砸到了;天车吊模具的时候也要注意离模具远一点,小心模具晃过来碰着了就不好了。 搞模具这行、或与模具打交道经常容易出事,新人进厂特别要注意这些安全事项。 ★冲压模具的结构介绍 冲压模具的结构、冲模的结构,模具结构大同小异,根据不同的产品特点及需求设计相应的模具,不同的模具结构,它的功能也不同,生产出来的产品也不同,总的来说有简单的,有复杂的。但是不管结构怎么复杂,它的基本结构是不变的,无外乎是若干个模板、入块和标准件。 模具一般是由若干模板和零件(我们称之为入块、或入子)还有标准件组装而成。 一般的冲压模具结构,具体的模板从上到下(包括代码编号)是: 上模的模板有: 上托板,上垫脚,上模座(UPU),上垫板(UBU),上夹板(PHU)止挡板(PPS),脱料板(PSU); 下模的模板有:
冲压模具名词解释
冲压模具名词解释 上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。 上模座(上模板):上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。 下模:下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。 下模座(下模板):下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。 刃壁:刃壁是冲裁凹模孔刃口的侧壁。 刃口斜度:刃口斜度是冲裁凹模孔刃壁的每侧斜度。 气垫:气垫是以压缩空气为原动力的弹顶器。 反侧压块:反侧压块是从工作面的另一侧支持单向受力凸模的零件。 导套:导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。 导板:导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。 导柱:导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。 导正销:导正销是伸入材料孔中导正其在凹模内位置的销形零件。 导板模:板模是以导板作导向的冲模,模具使用时凸模不脱离导板。 导料板:导料板是引导条(带、卷)料进入凹模的板状导向零件。 导柱模架:导柱模架是导柱、导套相互滑动的模架。 冲模:冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。 凸模:凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。 凹模:凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板:防护板是防止手指或异物进入冲模危险区域的板状零件。 压料板(圈):压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。 压料筋:压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。 压料槛:压料槛是断面呈矩形的压料筋特称。 承料板:承料板是用于接长凹模上平面,承托冲压材料的板状零件。 侧刃:侧刃是在条(带、卷)料侧面切出送料定位缺口的凸模。 侧压板:侧压板是对条(带、卷)料一侧通过弹簧施加压力,促使其另一侧紧*导料板的板状零件。 顶杆:顶杆是以向上动作直接或间接顶出工(序)件或序料的杆状零件。 齿圈:齿圈是精冲凹模或带齿压料板上的成圈齿形突起,是凹模或带齿压料板的局部结构而不是单独的零件。 限位套:限位套是用于限制冲模最小闭合高度的管状零件,一般套于导柱外面。限位柱:限位柱是限制冲模最小闭合高度的柱形件。 定位销(板):定位销(板)是保证工序件在模具内有不变位置的零件,以其形状不同而称为定位销或定位板。 固定板:固定板是固定凸模的板状零件。 固定卸料板:固定卸料板是固定在冲模上位置不动的卸料板。 固定挡料销(板):固定挡料销(板)是在模具内固定不动的挡料销(板)。 卸件器:卸件器是从凸模外表面卸脱工(序)件的非板状零件或装置。 卸料板:卸料板是将材料或工(序)件从凸模上卸脱的固定式或活动式板形零件。卸料板是有时与导料板做成一体,兼起导料作用,仍称卸料板。 卸料螺钉:卸料螺钉是固定在弹压卸料板上的螺钉,用于限制弹压卸料板的静止位置。 废料切刀:废料切刀有两种。1.装于拉深件凸缘切边模上用于割断整圈切边废料以利清除的切刀。2.装于压力机或模具上用于将条(带、卷)状废料按定长切断以利清除的切刀。 始用挡料销(板):始用挡料销(板)是供材料起始端部送进时定位用的零件。
数控冲床模具手册_pdf.
模具手册
目录 模具站排列 (2) 58 转塔模具站 (2) 45转塔模具站(选项方法) (3) 键以及键沟 (4) 模具的键以及键沟 (4) 转塔工位的键以及键沟 (7) 模具的间隙 (9) 冲头能力 (10) 冲孔最大直径 (10) 冲孔最小直径 (12) 厚材料的冲孔 (12) 模具的耐压 (12) 耐压冲孔孔径 (13) 1
模具站排列 58 转塔模具站 2旋转工位58模具转塔 模具类型 A B C D E G模具尺寸 1/2″ 1-1/4″ 2″ 冲头规格(mm)模具工位数 36(24) 12(12) 4(4) 2(2) 2(2) 2(2) 合计58(46) 1.6~1 2.7 12.8~31.7 31.8~50.8 50.9~88.9 89.0~114.3 12.8~31.7 3-1/2″ 4-1/2″ 1-1/4″ G是旋转工位。 ()里的数字是安装在矩形型等外型模具中的模具工位。
45 转塔模具(选项方法) 4旋转工位45模具转塔 模具类型 A B C D E G H模具尺寸 1/2″ 1-1/4″ 2″ 冲头规格(mm) 1.6~1 2.7 12.8~31.7 31.8~50.8 50.9~88.9 89.0~114.3 12.8~31.7 31.8~50.8 模具工位数 24(16) 12(12) 2(2) 1(1) 2(2) 2(2) 2(2) 合计58(46)3-1/2″ 4-1/2″ 1-1/4″ 2″ G、H是旋转工位。 ()里的数字是安装在矩形等外型模具中的模具站数。
键以及键沟 模具的键以及键沟 1/2″.1-1/4″模具(标准模具) ·.模(形状)1键·冲头(形状)2 键沟 备注 ●外型(shape)模具有两个键沟。 圆角(round)模具有1个键沟。 强力真空专用模 备注 ●是选项性强力真空装置专用模。
数控冲床模具维护指导书
数控冲床模具维护指南(KETEC版) 一、数控冲床模具冲压过程 退料板与板料接触→冲头接触板料,板料开始变形→材料在应力点开始断裂→废料从板材中断裂出来→冲头冲压到底→冲头回缩,废料自由下落,冲压工序完成(图1) 二、从废料情况看出的信息(压塌角、光亮带、断裂带、毛刺)(图2) 1、废料本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮带区域所成角度就越大。如果间隙过小,废料会呈现出一小角度断裂面和一宽光亮带区域。 2、过大间隙形成带有较大卷边和边缘撕裂的孔,令剖面稍微有一薄边缘突出。太小的间隙形成带稍微卷边和大角度撕裂,导致剖面或多或少地垂直于材料表面。 3、一个理想的废料应有合理的压塌角和均匀的光亮带。这样可保持冲压力最小并形成一带极少毛刺的整洁圆孔。从这点看,通过增大间隙来延长模具寿命是以牺牲成品孔质量换取的。 三、为什么要使用正确的下模间隙? 1、最佳间隙:剪切裂缝接合,均衡冲压力、工件质量和模具寿命。 2、间隙太小:次等的剪切裂缝,冲压力提升,缩短模具使用寿命。 四、模具间隙的选择 模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题: 1、间隙过大,所冲压工件的毛刺就比较大,冲压质量差。如果间隙偏小,虽然冲孔的质量较好,但模具的磨损比较严重,大大降低模具的使用寿命,而且容易造成冲头的折断。 2、间隙过大或过小都容易在冲头材料上产生的粘连,从而造成冲压时带料。过小的间隙容易在冲头底面与板料之间形成真空而发生废料反弹。 3、合理的间隙可以延长模具寿命,卸料效果好,减少毛刺和翻边,板材保持洁净,孔径一致不会刮花板材,减少刃磨次数,保持板材平直,冲孔定位准确。 请参造下表选择模具间隙(表中数据为百分数) 五、何提高模具的使用寿命 对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下: 1、材料的类型及厚度。 2、是否选择合理的下模间隙。
模具分类
1.2模具类别和分类方法有哪些? 模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模、连续冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按零件材料性质分类,如金属制品用模具、非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点以及他们的使用功能。为此,采用以模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,如表1-1所示,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。 表1-1模具分类
1.4冲压模具如何分类? 五金冲压模具的形式很多,一般可按以下几个主要特征分类。 (1) 根据工艺性质分类 ①冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。 ②弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。 ③拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。 ④成形模是将毛坯或半成品工件按凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。 (2) 根据工序组合程度分类 ①单工序模在压力机的一次行程中,只完成一道冲压工序的模具。 ②复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。 ③级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。 (3) 根据材料的变形特点分类 有落料模、冲孔模、切断模、切口模、切边模、弯曲模、拉深模、成形模、压花模、冷挤压模等。 1.5冲压模具工艺术语有哪些? (1) 冲裁是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 (2) 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。 (3) 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。 (4) 切舌是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。 (5) 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 (6) 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 (7) 冲孔是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 (8) 冲缺是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 (9) 冲槽是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 (10) 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 (11) 精冲是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。 (12) 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。 (13) 单工序模是在压力机一次行程中只完成一道工序的冲模。 (14) 组合冲模是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 (15) 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 (16) 压花是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 (17) 成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。 (18) 光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。 (19) 卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。 (20) 卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。
数控冲床冲压吨位模具间隙操作规程定义特点作用
什么是数控冲床? 数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。 青岛东和数控冲床的特点: 青岛东和数控冲床的操作和监控全部在这个控制系统中完成,它是数控冲床的大脑。与普通冲床相比,青岛东和数控冲床有如下特点: 1.加工精度高,具有稳定的加工质量; 2.可进行多坐标的联动,能加工形状复杂的零件可做剪切成形等; 3.加工零件改变时,一般只需要更改数控程序,可节省生产准备时间; 4.冲床本身的精度高、刚性大,可选择有利的加工用量,生产率高 5.冲床自动化程度高,可以减轻劳动强度; 6.对操作人员的素质要求较高,对维修人员的技术要求更高。 青岛东和数控冲床的作用: 青岛东和数控冲床可用于各类金属薄厚板零件加工;可以一次性自动完成多种复杂孔型和浅拉深成型加工,(按要求自动加工不同尺寸、不同孔距、不同形状的孔;也可用小冲模以步冲方式冲大圆孔、方形孔、腰形孔及各种形状的曲线轮廓;也可进行特殊工艺加工,如百叶窗、浅拉伸、沉孔、翻边孔、加强筋、压印等)。相对于传统冲压而言,通过简单的模具组合,节省了大量的模具费用,适用于低成本、短周期加工小批量、多样化的产品,具有较大的加工范围与加工能力,从而及时适应市场与产品的变化。 青岛东和数控冲床操作流程: 将编制的加工程序输入数控系统,具体的操作方法是: 1.启动数控机床 先通过机械操作面板启动数控机床,接着由CRT/MDI面板输入加工程序,然后运行加工程序。 1)启动数控机床操作 ① 机床启动按钮ON ② 程序锁定按钮OFF 2)编辑操作 ① 选择MDI方式或EDIT方式 ② 按(PRGRM)健 ③ 输入程序名键入程序地址符、程序号字符后按(INSRT)键。
冲压模具专业词汇中英文翻译
冲压模具词汇 Counter bored hole 沉孔 Chamfer 倒斜角 Fillet 倒圆角 padding block垫块 stepping bar垫条 upper die base上模座 lower die base下模座 upper supporting blank上承板 upper padding plate blank上垫板 spare dies模具备品 spring 弹簧 bolt螺栓 document folder活页夹 file folder资料夹 to put file in order整理资料 spare tools location手工备品仓 first count初盘人 first check初盘复棹人 second count 复盘人 second check复盘复核人 equipment设备 waste materials废料 work in progress product在制品 casing = containerization装箱 quantity of physical inventory second count 复盘点数量 Quantity of customs count 会计师盘,点数量 the first page第一联 filed by accounting department for reference会计部存查 end-user/using unit(department)使用单位 Summary of year-end physical inventory bills 年终盘点截止单据汇总表 bill name单据名称 This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department) 本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表
冲压模具术语{转}
冲压模具术语 newmaker 冲裁 冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 切开 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。 切边 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。 切舌 切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。切断 切断 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔 冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺 冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲槽 冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 冲中心孔 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 精冲 精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。 连续模 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。 单工序模 单工序模是在压力机一次行程中只完成一道工序的冲模。 组合冲模 组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 压凸 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 压花 压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 冲压模具设计术语 newmaker
数控冲床模具设计
摘要 当前在板金冲压加工领域,数控转塔冲床以其冲压速度快、加工精度高、模具通用性强、产品灵活多样等特点,得到广泛应用。本文介绍了数控冲床模具的设计,分析了模具工位的配置,选用注意事项,装配保养,以及加工时的注意点。并阐述了模具的力学性能要求和模具结构对安全的影响!下文论述数控转塔冲床模具在使用和维护中应遵循的一些技术要点,并针对实际问题提出相应的解决办法。 关键词:模具结构,模具性能,模具装配
目录 一、引言 (3) 二、模具工位配置 (3) 三、模具选用的注意事项 (4) 1、标准模具的选用 (5) 四、模具的装配及保养 (6) 五、模具的间隙 (8) 六、凹凸模刃口尺寸的设计计算 (9) 七、加工时的注意点 (9) 1、设计计算 (9) 2、注油润滑 (12) 3、带料及废料反弹 (12) 八、模具的力学性能要求 (16) 九、冲压模具结构对安全的影响 (20) 十、结束语 (22) 参考文献 (22)
一、引言: 随着经济的快速发展和市场需求的多样化,人们对产品生产周期的要求越来越短,尤其在小批量甚至单件生产方面,要求现代制造技术不仅要有较高的柔性,还要有更新的、更能满足市场要求迅速变化的生产模式。数控冲压模具快速成形技术,就是为适应此种状态而产生的。 二、 模具工位配置 数控转塔冲床模具配置有两种情况,分为32工位及24工位,具体见下图: 图1-1 32工位模具分布图 图1-2 24工位模具分布图
旋转工位为C工位,为用户选配工位: 为28.28属于1-1/4"工位,30×30方模对角线尺寸为42.43属于2"工位,模具 分为标准模具、成型模具及特殊形状模具三大类,标准模具指圆模(图2-1)、方 模(图2-3)、长方模、腰形模(图2-2);成型模具包括:浅拉伸、翻边、百叶窗、敲落孔、挤压成形等;特殊形状模具包括:单D、双D(图2-6)、三角形(图2-4)、六边形(图2-5)等 通常一般模具的标注方法由下约定: 图2-1 圆模(ФD)图2-2 腰形模(ФA×B)图2-3 方模(A×B)
汽车模具零件术语
内限位柱 侧冲滑块 浮料块 误检杆 切边冲头(靠刀) 内导柱 角铁 挂钩 脱料板 下垫脚 外限位柱 上托板 上模座 上垫脚 切边冲头 球锁座 平衡块 上垫板 上夹板 夹板座 成型公 外导柱 吊模块 废料漏斗 优力胶 电器盒 下模刀 马蹄铁 外限位柱 下垫脚 下托板 导料板 导尺 下模镶件 导柱座 耐磨块 长条浮块 外导套 压料镶件 上托板 T1 上模座 U1 上垫板 U2 脱料板 S2 下垫板 D3 下垫脚 D2 下托板 下模座 D1 下模板 D5 脱料背板 U3 上垫脚 T2 上夹板 U3 模板代号
模板类上 托 板 上 垫 脚 上 模 座 上 垫 板 上 夹 板 脱 料 背 板 脱 料 板 下 模 板 下 垫 板 下 模 座 下 垫 脚 下 托 板 气 顶 板 上 夹 板 ↓ 大 板 下 模 板 ↓ 大 板 整 体 抬 料 板
冲裁类球 锁 座 用途:固定单个冲头,可快换,方便维修模具 球 锁 集 合 座 用途:固定多支冲头,可快换,方便维修模具 假 球 锁 座 用途:在外购标准球锁座未到的情况下,内部暂用试模 球 锁 冲 头 用途:标准件冲头,方便快拆的冲头类型 T 冲 用途:冲孔用,一般冲圆孔,也可磨异形孔 切 边 冲 头 用途:适用于切封闭、整周的刀口 切 边 冲 头 ↓ 带 靠 刀 用途:适用于单边冲裁,侧面有靠刀,减少侧向力 夹 板 ↓ 线 割 形 腔 用途:固定异形的冲头 夹 板 座 用途:固定成型公 下 模 刀 口 板 用途:适用于封闭形的刀口 冲 孔 镶 件 ↓ 圆 形 用途:一般冲圆孔或异形孔用此类镶件 冲 孔 镶 件 ↓ 方 形 用途:冲孔镶件的另一种,方形 切 边 冲 头 拼 块 用途:冲头强度弱或者特大时,采用拼块形式 切 边 下 模 拼 块 用途:下模刀口强度弱或者特大时,采用拼块形式
【机械类文献翻译】冲压模具设计
毕业设计(论文)外文资料翻译 系部: 专业: 姓名: 学号: 外文出处:The Pofessional English of Design Manufacture for Dies & Moulds 附件: 1.外文资料翻译译文;2.外文原文。 指导教师评语: 签名: 年月日
附件1:外文资料翻译译文 冲压模具设计 对于汽车行业与电子行业,各种各样的板料零件都是有各种不同的成型工艺所生产出来的,这些均可以列入一般种类“板料成形”的范畴。板料成形(也称为冲压或压力成形)经常在厂区面积非常大的公司中进行。 如果自己没有去这些大公司访问,没有站在巨大的机器旁,没有感受到地面的震颤,没有看巨大型的机器人的手臂吧零件从一个机器移动到另一个机器,那么厂区的范围与价值真是难以想象的。当然,一盘录像带或一部电视专题片不能反映出汽车冲压流水线的宏大规模。站在这样的流水线旁观看的另一个因素是观看大量的汽车板类零件被进行不同类型的板料成形加工。落料是简单的剪切完成的,然后进行不同类型的加工,诸如:弯曲、拉深、拉延、切断、剪切等,每一种情况均要求特殊的、专门的模具。 而且还有大量后续的加工工艺,在每一种情况下,均可以通过诸如拉深、拉延与弯曲等工艺不同的成形方法得到所希望的得到的形状。根据板料平面的各种各样的受应力状态的小板单元体所可以考虑到的变形情形描述三种成形,原理图1描述的是一个简单的从圆坯料拉深成一个圆柱水杯的成形过程。 图1 板料成形一个简单的水杯
拉深是从凸缘型坯料考虑的,即通过模具上冲头的向下作用使材料被水平拉深。一个凸缘板料上的单元体在半径方向上被限定,而板厚保持几乎不变。板料成形的原理如图2所示。 拉延通常是用来描述在板料平面上的两个互相垂直的方向被拉长的板料的单元体的变形原理的术语。拉延的一种特殊形式,可以在大多数成形加工中遇到,即平面张力拉延。在这种情况下,一个板料的单元体仅在一个方向上进行拉延,在拉长的方向上宽度没有发生变化,但是在厚度上有明确的变化,即变薄。 图2 板料成形原理 弯曲时当板料经过冲模,即冲头半径加工成形时所观察到的变形原理,因此在定向的方向上受到改变,这种变形式一个平面张力拉长与收缩的典型实例。 在一个压力机冲程中用于在一块板料上冲出一个或多个孔的一个完整的冲压模具可以归类即制造商标准化为一个单工序冲孔模具,如图3所示。
冲压类外文翻译、中英文翻译冲压模具设计
附件1:外文资料翻译译文 冲压模具设计 对于汽车行业与电子行业,各种各样的板料零件都是有各种不同的成型工艺所生产出来的,这些均可以列入一般种类“板料成形”的畴。板料成形(也称为冲压或压力成形)经常在厂区面积非常大的公司中进行。 如果自己没有去这些大公司访问,没有站在巨大的机器旁,没有感受到地面的震颤,没有看巨大型的机器人的手臂吧零件从一个机器移动到另一个机器,那么厂区的围与价值真是难以想象的。当然,一盘录像带或一部电视专题片不能反映出汽车冲压流水线的宏大规模。站在这样的流水线旁观看的另一个因素是观看大量的汽车板类零件被进行不同类型的板料成形加工。落料是简单的剪切完成的,然后进行不同类型的加工,诸如:弯曲、拉深、拉延、切断、剪切等,每一种情况均要求特殊的、专门的模具。 而且还有大量后续的加工工艺,在每一种情况下,均可以通过诸如拉深、拉延与弯曲等工艺不同的成形方法得到所希望的得到的形状。根据板料平面的各种各样的受应力状态的小板单元体所可以考虑到的变形情形描述三种成形,原理图1描述的是一个简单的从圆坯料拉深成一个圆柱水杯的成形过程。
图1 板料成形一个简单的水杯 拉深是从凸缘型坯料考虑的,即通过模具上冲头的向下作用使材料被水平拉深。一个凸缘板料上的单元体在半径方向上被限定,而板厚保持几乎不变。板料成形的原理如图2所示。 拉延通常是用来描述在板料平面上的两个互相垂直的方向被拉长的板料的单元体的变形原理的术语。拉延的一种特殊形式,可以在大多数成形加工中遇到,即平面力拉延。在这种情况下,一个板料的单元体仅在一个方向上进行拉延,在拉长的方向上宽度没有发生变化,但是在厚度上有明确的变化,即变薄。
冷冲压模具术语中英文对照
冲模stamping die 冲裁模blanking die 落料模blanking die 冲孔模piercing die 修边模trimming die 切口模notching die 切口模lancing die 剖切模parting die 精修模shaving die 精冲fine blanking die 切断模cut-off die 弯曲模bending die 预弯模pre-bending die 卷边模curling die 扭曲模twisting die 拉伸模drawing die 反拉伸模reverse redrawing die 正拉伸模obverse redrawing die 变薄拉伸ironing die 成形模forming die 胀形模bulging die 压筋模stretching die 翻边模flanging die 翻孔模burring die 缩口模necking die 扩口模flaring die 整形模restriking die 压印模printing die 复合模compound die 正装复合模obverse…倒装复合模inverse… 级进模progressive die 单工序模single-operation die 无导向模open die 导板模guide plate die 导柱模guide pillar die 通用模universal die 自动模automatic die 组合冲模combined die 传递模transfer die 镶块模insert die 柔性模flexible die 多功能模multifunction die 简易模low-cost die 橡胶冲模rubber die 钢带模steel strip die 低熔点合金模low-melting-point al 薄板模laminate die 夹板模template die 校平模planishing die 齿形校平模roughed.. 硬质合金模carbide die 上模upper die 下模lower die 模架die set 通用模架universal die set 快换模架quick change die set 后侧导柱模架back-pillar die set 对角导柱模架diagonal-pillar die set 精冲模架fine blanking die set 滑动导向模架sliding guide die set 滚动导向模架ball-bearing die set 工作零件working component 凸模punch 定距侧刃pitch punch 凸凹模main punch 镶件insert 拼块section 软模soft die 定位零件locating component 定位销locating pin 定位板locating plate 挡料销stop pin 始用挡料销finger stop pin 导正销pilot pin 抬料销Lifter pin 导料板stock guide rail 侧刃挡块stop block for pitch punch 止退键stop key 侧压板Side-push plate . 限位块limit block 限位柱limit post 压料clamping 卸料stripping 送料feeding 卸料版stripper plate 固定卸料板fixed stripper plate 弹性卸料板spring stripper plate 推件块ejector block 顶件块kicker block 顶杆kicker pin 推板ejector plate 推杆ejector pin 连接推杆ejector tie rod 打料杆knock-out pin 卸料螺钉stripper bolt 拉杆tie rod 托杆cushion pin 托板support pin 废料切刀scrap cutter 顶料器cushion 承料板stock-supporting plate 压料板pressure plate 压边圈blank holder 齿圈压板vee-ring plate 推件板slide feed plate 自动送料装置automatic feeder 导向零件guide component 导柱guide pillar 导套guide bush 滚柱导柱ball-bearing.. 滚柱导套ball-bearing.. 钢球保持圈cage 制动件retainer 导板guide plate 滑块slide block 耐磨板wear plate 凸模保护套punch-protecting Bushing 固定零件retaining component 上模座punch holder 下模座die holder 凸模固定板punch plate 预应力圈shrinking ring 垫板bolster plate 模柄die shank 浮动模柄self-centering shank 斜楔cam driver 模具间隙clearance 模具闭合高度die shut height 最大闭合高度maximum shut heigt 闭合高度调节量adjustable distance 冲模寿命die life 压力中心load center 冲模中心die center 冲压方向pressing direction 送料方向feed direction 排样blank layout 搭边web 步距feed pitch 切边余量trimming allowance 毛刺burr 塌角die roll 光亮带smooth cut zone 冲裁力blanking force 弯曲力bending force 拉深力drawing force 卸料力stripping force 推件力ejecting force 顶件力kicking force .
最新冲裁模具部件及设计术语
冲裁模具部件及设计 术语
模具部件术语 上模 上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。 上模座 上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。 下模 下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。 下模座 下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。 刃壁 刃壁是冲裁凹模孔刃口的侧壁。 刃口斜度 刃口斜度是冲裁凹模孔刃壁的每侧斜度。 气垫 气垫是以压缩空气为原动力的弹顶器。参阅"弹顶器"。 反侧压块 反侧压块是从工作面的另一侧支持单向受力凸模的零件。 导套 导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。 导板 导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。 导柱 导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
导正销 导正销是伸入材料孔中导正其在凹模内位置的销形零件。 导板模 导板模是以导板作导向的冲模,模具使用时凸模不脱离导板。导料板 导料板是引导条(带、卷)料进入凹模的板状导向零件。 导柱模架 导柱模架是导柱、导套相互滑动的模架。参阅"模架"。 冲模 冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。 凸模 凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。 凹模 凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。 防护板 防护板是防止手指或异物进入冲模危险区域的板状零件。 压料板(圈) 压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。 压料筋 压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。 压料槛 压料槛是断面呈矩形的压料筋特称。参阅"压料筋"。 承料板 承料板是用于接长凹模上平面,承托冲压材料的板状零件。
数控冲床操作与调试
学习情境4 数控冲床操作与调试 ?学习目标 1.具备操作数控冲床的基本技能,具备数控冲床操作工职业素质; 2.能正确选择数控冲床设备; 3.掌握数控冲床的主要技术参数,能正确使用与维护数控冲床,能排除数控冲床常见故障; 4.在理解数控冲床结构与技术要求的基础上,会制订塑料成型工艺,能在数控冲床上正确安装和拆除冲模; 5.能分析数控冲床成型零件常见质量缺陷,掌握数控冲床产品质量缺陷控制方法。 6.在教师的指导下,能在数控冲床上生产出合格塑料零件。 ?知识点及训练项目 1. 知识点: (1)数控冲床的用途和分类 (2)数控冲床的工作原理与结构组成 (3)数控冲床的主要技术参数 (4)数控冲床的型号 2. 训练项目: (1)数控冲床操作工工作职责 (2)数控冲床的选择 (3)数控冲床的正确使用与维护 (4)数控冲床常见的故障及排除方法 (5)数控冲床上塑料模具的安装与拆卸 (6)塑料成型零件常见的质量缺陷及控制方法 ?任务1——充电仪表门产品在数控冲床上的生产 一、零件名称:充电仪表门(见图6-1) 二、设计要求: 生产批量:大批量 材料:Q235A
未注公差取IT11级精度 图4-1 产品工程图 三、产品选取依据(产品零件图如图3-1) 要加工的对象是板类零件,数控冲床要冲的是不同大小,不同类型的孔,所以通过该零件的加工,学生能掌握不同类型的孔的数控冲床的加工 四、数控冲床的模具 数控冲床是利用转盘的旋转运动来不停的更换凸模冲出不同的孔来达到数控冲压加工的目的,这里的凸模也就是所谓的刀具,如下图所示: 图4-2 数控冲床的刀具 五、确定数控冲床型号 数控冲床采用江苏金方圆数控车床有限公司的RT-300A的型号的数控冲床.