FANUC18MC系统参数

FANUC18MC系统参数
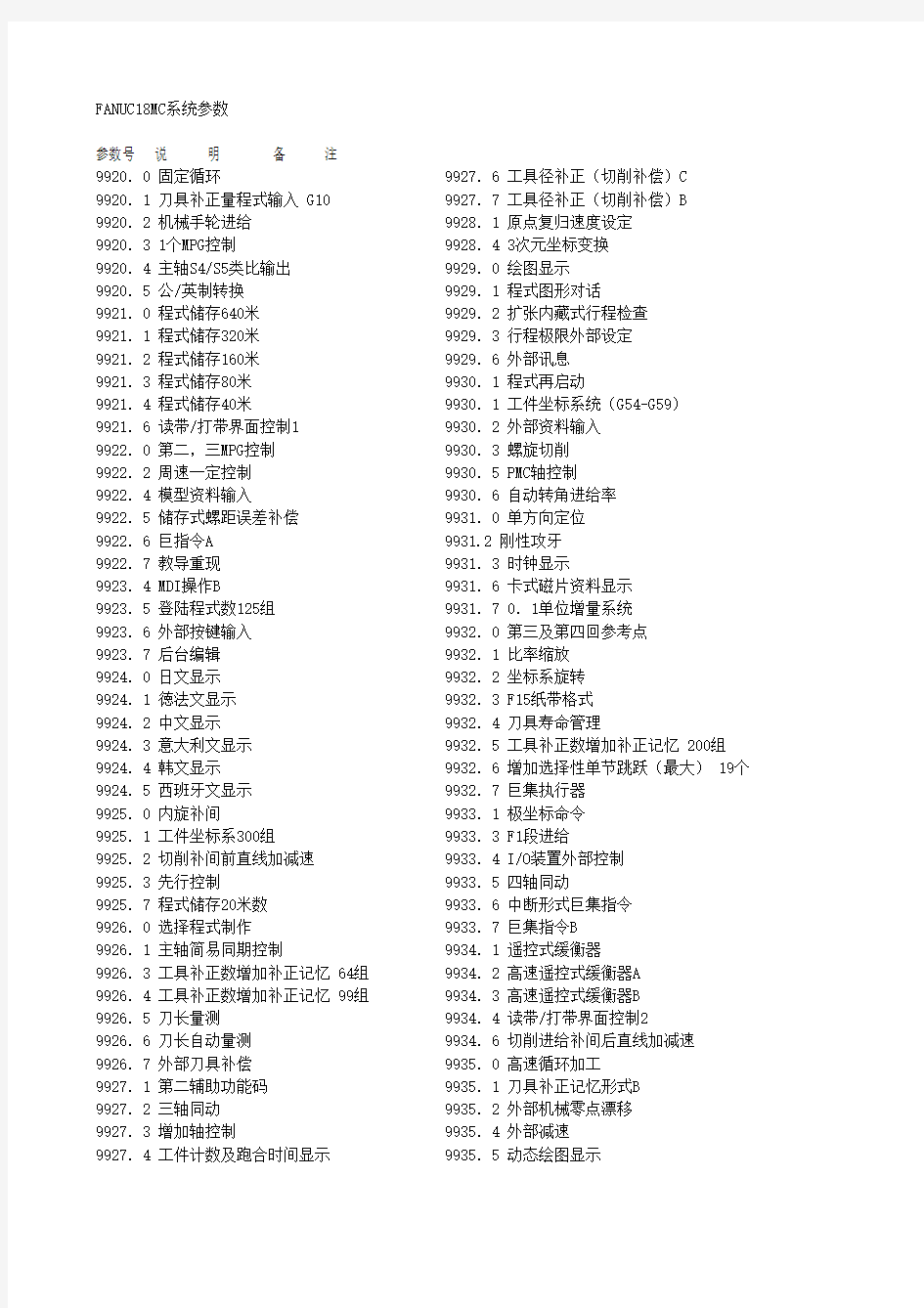
参数号 说 明 备 注
9920.0 固定循环9927.6 工具径补正(切削补偿)C 9920.1 刀具补正量程式输入 G109927.7 工具径补正(切削补偿)B 9920.2 机械手轮进给9928.1 原点复归速度设定
9920.3 1个MPG控制9928.4 3次元坐标变换
9920.4 主轴S4/S5类比输出9929.0 绘图显示
9920.5 公/英制转换9929.1 程式图形对话
9921.0 程式储存640米9929.2 扩张内藏式行程检查
9921.1 程式储存320米9929.3 行程极限外部设定
9921.2 程式储存160米9929.6 外部讯息
9921.3 程式储存80米9930.1 程式再启动
9921.4 程式储存40米9930.1 工件坐标系统(G54-G59)9921.6 读带/打带界面控制19930.2 外部资料输入
9922.0 第二,三MPG控制9930.3 螺旋切削
9922.2 周速一定控制9930.5 PMC轴控制
9922.4 模型资料输入9930.6 自动转角进给率
9922.5 储存式螺距误差补偿9931.0 单方向定位
9922.6 巨指令A9931.2 刚性攻牙
9922.7 教导重现9931.3 时钟显示
9923.4 MDI操作B9931.6 卡式磁片资料显示
9923.5 登陆程式数125组9931.7 0.1单位增量系统
9923.6 外部按键输入9932.0 第三及第四回参考点
9923.7 后台编辑9932.1 比率缩放
9924.0 日文显示9932.2 坐标系旋转
9924.1 徳法文显示9932.3 F15纸带格式
9924.2 中文显示9932.4 刀具寿命管理
9924.3 意大利文显示9932.5 工具补正数增加补正记忆 200组9924.4 韩文显示9932.6 增加选择性单节跳跃(最大) 19个9924.5 西班牙文显示9932.7 巨集执行器
9925.0 内旋补间9933.1 极坐标命令
9925.1 工件坐标系300组9933.3 F1段进给
9925.2 切削补间前直线加减速9933.4 I/O装置外部控制
9925.3 先行控制9933.5 四轴同动
9925.7 程式储存20米数9933.6 中断形式巨集指令
9926.0 选择程式制作9933.7 巨集指令B
9926.1 主轴简易同期控制9934.1 遥控式缓衡器
9926.3 工具补正数增加补正记忆 64组9934.2 高速遥控式缓衡器A
9926.4 工具补正数增加补正记忆 99组9934.3 高速遥控式缓衡器B
9926.5 刀长量测9934.4 读带/打带界面控制2
9926.6 刀长自动量测9934.6 切削进给补间后直线加减速9926.7 外部刀具补偿9935.0 高速循环加工
9927.1 第二辅助功能码9935.1 刀具补正记忆形式B
9927.2 三轴同动9935.2 外部机械零点漂移
9927.3 增加轴控制9935.4 外部减速
9927.4 工件计数及跑合时间显示9935.5 动态绘图显示
9935.6 登陆程式个数400组9946.6 PMC-RC程式语言-1M 9935.7 登陆程式个数200组9946.7 信号波形表示机能9936.0 刀具位置补正9947.0 PMC保持型记忆追加9936.2 选择性道角/转角R9947.1 PLC32000step 9936.3 简易同期制御9947.2 PMC程式语言256K 9936.4 高速跳跃信号输入9947.3 PMC程式语言512K 9936.7 扩张工件程式编辑 程式COPY9947.5 PMC程式语言2M 9937.0 圆筒补间9948.0 NC格式转换输出9937.1 S串列式输出9948.1 C语言
9937.2 极坐标补间9948.7 程式对话Super CAP-M 9937.3 Cs轴轮廓控制9952.4 指数函数补间9937.5 C轴法线方向制御9952.5 工具补正量499个9937.6 刀具寿命管理512组9952.6 工具补正量999个9937.7 I/O同时操作9952.7 多段Skip
9939.6 CAP19953.1 程式储存5120米数9939.7 CAP19953.2 程式储存2560米数9940.0 DNC-19953.3 DNC2
9940.3 索引功能9953.5 OSI网路
9940.4 主轴同期制御9954.6 学习制御
9941.0 第一主轴定位9962.3 马达速度信号输出9941.2 第一主轴输出切换9962.6 真直度补正
9942.0 第二主轴定位9963.0 PMC轴制御扩张机能9942.2 第二主轴定位9963.1 HDISK
9943.2 倾斜轴制御9963.2 特殊高速循环9943.3 制御轴扩张9963.4 PMC轴速度指令机能9943.5 登绿程式个数100组9963.5 旋转轴控制
9943.6 程式儲存储1280米9963.6 高速循环资料追加A 9943.7 工件座标系48组9963.7 高速循环资料追加B 9944.0 切削进给速度调整9970.7 平滑补间
9944.1 特殊JOG进给率调整9972.7 假想轴补间
9944.2 轴取出机能9972.4 实际速度类比输出B 9944.3 浮动原点复归9972.6 I/Olink2
9944.4 圆弧半径速度箝制9972.7 简易高精度
9944.5 自动转角减速9973.0 手动数值指令9945.0 高精度轮廓控制9973.2 姿势制御
9945.1 工具退避和复归9973.5 非均匀B形云线补间9945.2 圆形拷贝9973.6 高速分配功能9945.3 实际速度类比输出9976.2 PROFIBUS slave 9945.4 工件坐标系预设9976.3 PROFIBUS master 9945.6 3次元工具補正9976.4 多单节预读
9945.7 切削进给補间后锺形加减9977.2 二重位置检出机能9946.0 PLC5000step9977.5 1CPU2系统
9946.1 PLC8000step
9946.2 PLC16000step
9946.3 PLC24000step
9946.4 PLC3000step
9946.5 PLC12000step