MIC(咪头)焊接工艺
图示说明:
拟制审核批准
2011-5-30XCR-QR-105
工艺要求:
1.必须检查MIC外观,只有良品才能使用。
2.MIC焊点本身附着的锡量是不够焊线的,必须对MIC焊点预加锡。
3.焊点要求饱满,无虚焊和假焊,焊点无拉尖现象。深圳市观澜小超人电子厂
普通适用型作业工艺要求
作业内容: 焊MIC 操作步骤及作业工艺要求
文件编号:SC-WI-通用型 版本/版次:A/O
生效日期
陈日仲 4.自检: 焊点圆润饱满无短路现象、无假焊 虚焊、焊点 分别把连接线焊在MIC的两个焊点上。彭长兵
擦除氧化物;当烙铁头发黑时,先清洗烙铁头,再加适量的镀锡。 无拉尖,MIC 的正极、负极连接线不能相互调换
位置,必须与样板保持一致;焊点没有漏气孔。1.烙铁要有可靠的接地线。
3.佩戴防静电手腕作业。
4.特别注意焊点不能留有漏气孔。
5.焊MIC采用恒温烙铁,烙铁温度 300±20℃,每个焊点焊接时间小于2秒。
操作步骤:
2.不能用锡线清洗烙铁头,当烙铁头有残留氧化物时用降温湿海绵注意事项:
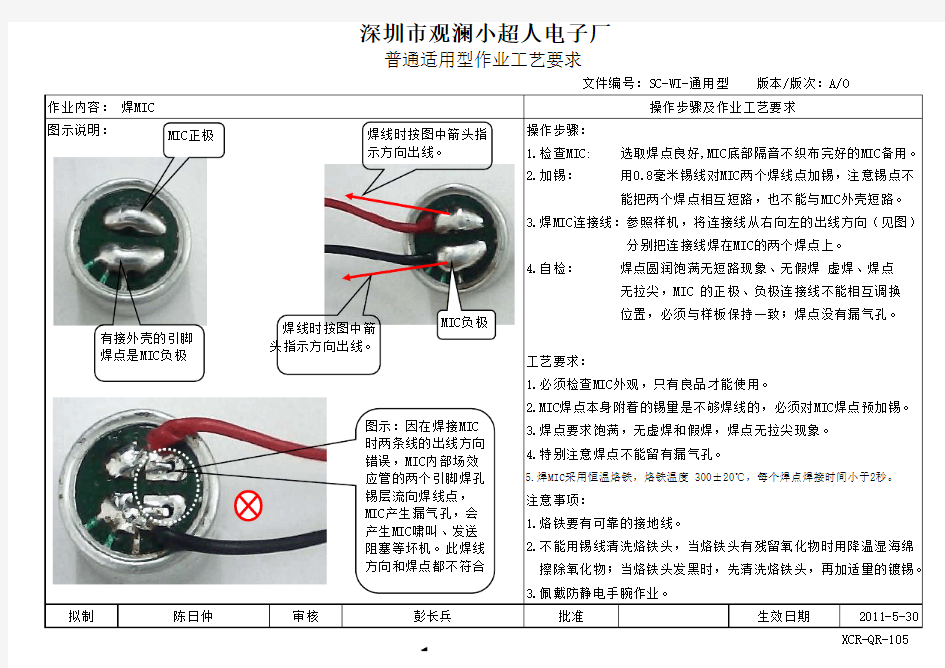
1.检查MIC: 选取焊点良好,MIC底部隔音不织布完好的MIC备用。
2.加锡: 用0.8毫米锡线对MIC两个焊线点加锡,注意锡点不 能把两个焊点相互短路,也不能与MIC外壳短路。
3.焊MIC连接线:参照样机,将连接线从右向左的出线方向(见图)MIC 正极
有接外壳的引脚焊点是MIC 负极
焊线时按图中箭头指示方向出线。
焊线时按图中箭头指示方向出线。
图示:因在焊接MIC 时两条线的出线方向错误,MIC 内部场效应管的两个引脚焊孔锡层流向焊线点,MIC 产生漏气孔,会产生MIC 啸叫、发送阻塞等坏机。此焊线方向和焊点都不符合
MIC 负极
相关主题