压铆螺母尺寸及开孔尺寸
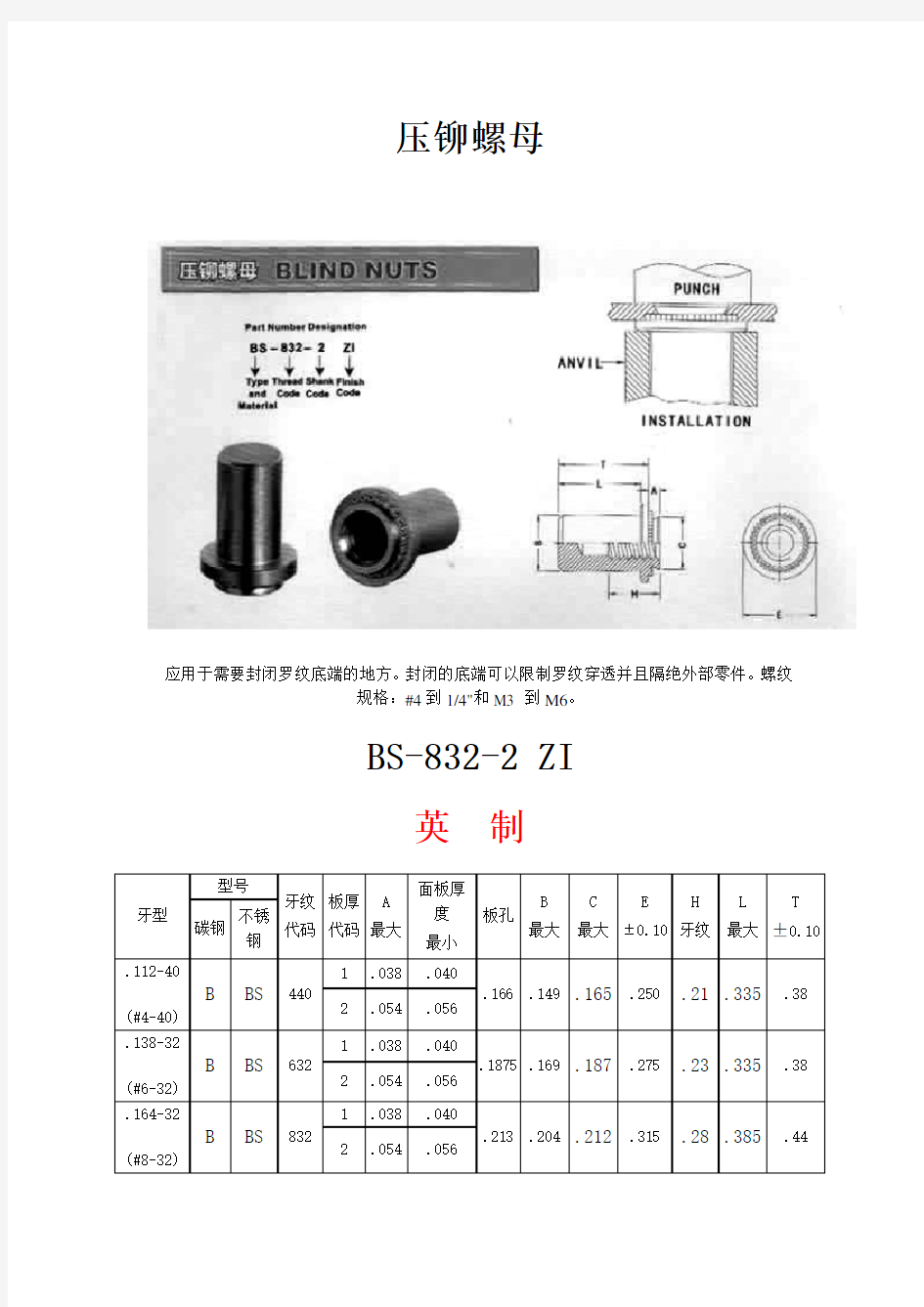
压铆螺母
应用于需要封闭罗纹底端的地方。封闭的底端可以限制罗纹穿透并且隔绝外部零件。螺纹
规格:#4到1/4"和M3 到M6。
BS-832-2 ZI
英制
公制
压铆螺母
采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材,
螺纹规格:#2到1/2",M2到M10。
S-440-2 ZI
英制
公制
螺母柱
装入圆形孔内,采用冲压铆接,能使其稳固在铆接的薄板上。具用通孔或盲孔罗纹,用于间隔或叠式机壳,电路板或零件,并提供五罗纹式。螺纹规格:#4到#10和M3到M5。
SOO-M3-12 ZI
英制
公制
安装于P.C.板上时能使花齿与棉板紧密连接。提供有螺纹和无螺纹式,用于装配间接或叠式P.C.板。螺纹规格:#4到#6和M3。
KFE-632-8 ZI
英制
公制
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母 材质:碳钢 形状:圆形 螺纹规格:M2到M10 外径:6.3-17.35(mm) 原材料和表面处理规格 紧固 件材 质 经过热处理的低碳钢 表面 处理 标准 镀锌 安装 板的 硬度 HRB80以下 螺纹InternalANSI B1.12B/ANSI/ASMEB1.13M,6H 产品表述及编号内容型号S-M3-1 螺纹 编码 S-M3-1 柄长 编码 S-M3-1 螺纹尺寸* 螺距类型 螺纹编 码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径 +0.08 C 最大 尺寸 E ±0.25 T ±0.25 孔中心与安 装板边缘最 小距离 紧固件 材质 碳钢 M2*0.4 S M2 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M2.5*0.45 S M2.5 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3*0.5 S M3 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3.5*0.6 S M3.5 0 0.77 0.8-1 4.75 4.73 7.1 1.5 5.6 1 0.97 1 2 1.38 1.4
M4*0.7 S M4 0 0.77 0.8-1 5.41 5.38 7.9 2 6.9 1 0.97 1 2 1.38 1.4 M5*0.8 SS M5 0 0.77 0.8-1 6.35 6.33 8.7 2 7.1 1 0.97 1 2 1.38 1.4 M6*1 S M6 00 0.89 0.92 8.75 8.72 11.05 4.08 8.6 0 1.15 1.2 1 1.38 1.4 2 2.21 2.3 M8*1.25 S M8 1 1.38 1.4 10.5 10.47 12.65 5.47 9.7 2 2.21 2.3 M10*1.5 S M10 1 2.21 2.31 14 13.97 17.35 7.48 13.5 2 3.05 3.18 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装板表面平整,安装效果可靠,而且产品具有承受高扭出力和高推出力的性能。自扣紧原理多年来已被数以万计的应用所证明。 在安装施压过程中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如去毛刺之类的二次加工。 2.如右图所示,将紧固件放入下模孔内,并将安装孔与紧固件的杆部对准。 3.保持上下模平行施加挤压力,使产品的头部完全进入板材中。 产品的性能数椐 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 (N.m) S M2 M2.5 M3 5052-H34铝材 6.7-8.9 280 0.9 1 400 1.13 2 750 1.47 冷轧钢11.2-15.6 470 1.47 1 550 1.7 2 1010 2.03
压铆螺母尺寸及开孔尺寸
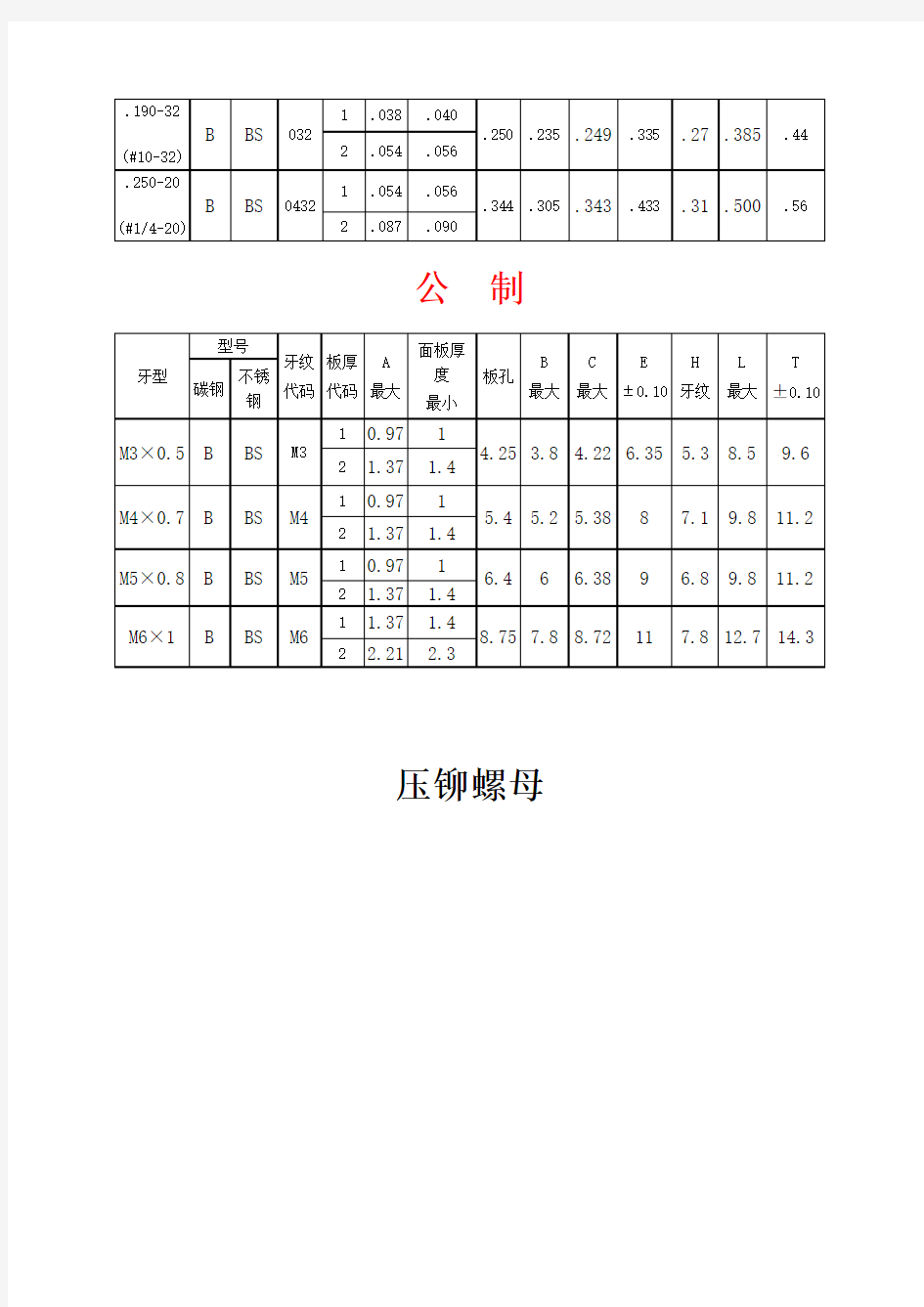
压铆螺母 应用于需要封闭罗纹底端的地方。封闭的底端可以限制罗纹穿透并且隔绝外部零件。螺纹 规格:#4到1/4"和M3 到M6。 BS-832-2 ZI 英制 牙型 型号 牙纹 代码 板厚 代码 A 最大 面板厚 度 最小 板孔 B 最大 C 最大 E ±0.10 H 牙纹 L 最大 T ±0.10碳钢 不锈 钢 .112-40 (#4-40)B BS 440 1.038.040 .166.149.165 .250.21 .335 .38 2.054.056 .138-32 (#6-32)B BS 632 1.038.040 .1875.169.187 .275.23 .335 .38 2.054.056 .164-32 (#8-32)B BS 832 1.038.040 .213.204.212 .315.28 .385 .44 2.054.056
公制 压铆螺母
采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材, 螺纹规格:#2到1/2",M2到M10。 S-440-2 ZI 英制 牙型 型号牙纹 代码 板厚 代码 A 最大 面板厚度 最小 板孔 C 最大 E ±0.01 T ±0.04碳钢不锈钢 .086-56 (#2-56)S CLS256 0.030.030 .166.165.25.07 1.038.040 2.054.056 .099-48 (#3-48)S CLS348 0.030.030 .166.165.25.07 1.038.040 2.054.056 .112-40 (#4-40)S CLS440 0.030.030 .166.165.25.07 1.038.040 2.054.056 3.087.091 .138-32 (#6-32)S CLS632 0.030.030 .1875.187.275.07 1.038.040 2.054.056 3.087.091
翻孔攻丝与螺母-尺寸参数与比较
钣金件上的螺母、螺钉的结构形式 铆接螺母 铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母 压铆螺母柱 压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。采用此种铆接形式实现和基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。 压铆螺母柱的压接过程如图1-41所示: 图 1-41 压铆过程示意图 压铆螺母 压铆螺母的压接过程如图1-42所示:
图 1-42 压铆过程示意图 涨铆螺母 涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,和基体材料形成紧配合,从而实现两个零件的可靠连接的方式。常用的ZRS等等就是采用此种铆接型式实现和基材的连接的。涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。如图1-43所示: 图1-43涨铆过程示意图 拉铆螺母 拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基 材来实现可靠的连接。常用的拉铆螺母就是采用此种铆接型式实现和基材的连接的。拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。如图1-44所示: 图 1-44拉铆过程示意图 浮动压铆螺母 有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压
压铆螺母尺寸及开孔尺寸
应用于需要封闭罗纹底端的地方。封闭的底端可以限制罗纹穿透并且隔绝外部零件。螺纹 规格:#4到1/4"和M3到M& BS-832-2 ZI 牙型 型号 牙纹 代码 板厚 代码 A 最大 面板厚 度 最小 板孔 B 最大 C 最大 E 士0.10 H 牙纹 L 最大 T 士0.10 碳钢 不锈 钢 .112-40 1 .038 .040 (#4-40) B BS 440 2 .054 .056 .166 .149 .165 .250 .21 .335 .38 .138-32 B BS 1 .038 .040 .187 .23 .335 併6-32) 632 2 .054 .056 .1875 .169 .275 .38 .164-32 1 .038 .040 併8-32) B BS 832 2 .054 .056 .213 .204 .212 .315 .28 .385 .44 压铆螺母 INSJALIATIDN
压铆螺母
采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于 0.8mm 以上的板材, 螺纹规格:#2到1/2",M2到M10 S-440-2 ZI 牙型 型号 牙纹 板厚 A 面板厚度 板孔 C E T 碳钢 不锈钢 代码 代码 最大 最小 最大 士 0.01 士 0.04 .086-56 .030 .030 S CLS 256 1 .038 .040 .166 .165 .25 .07 併2-56) 2 .054 .056 .099-48 .030 .030 S CLS 348 1 .038 .040 .166 .165 .25 .07 併 3-48) 2 .054 .056 .112-40 .030 .030 S CLS 440 1 .038 .040 .166 .165 .25 .07 併 4-40) 2 .054 .056 3 .087 .091 .138-32 .030 .030 S CLS 632 1 .038 .040 .1875 .187 .275 .07 併6-32) 2 .054 .056 3 .087 .091 Bw-* I S - 44^ - a t\ i I I I iNSTALLATIW AM B 和御"I 占心借卅「阳血
压铆螺母规格尺寸表
样品或现货:现货类 别:压铆螺母材质: 碳钢 形状:圆形 螺纹规格:M2到M10 外径:(mrh 产品尺寸 紧固件材质经过热处理的低碳钢 表面处理标准镀锌 安装板的硬度HRB8C以下 螺纹InternalANSI ANSI/,6H 原材料和表面处理规格 型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 产品表述及编号内容 M2* M3* M4* M5* M6*1 类型 紧固件螺纹编 柄长 (柄 长) 安装板 碳钢 SS M2 M3 M4 M5 M6 编码 最大 最小厚 安装板 孔径+ 最大 尺寸 孔中心与安 装板边缘最 小距离
1 2 M8* S M8 1 2 M10* S M10 1 14 2 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧 钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装 板表面平整,安装效果可靠,而且产品具有承受高扭出力和高 推出力的性能。自扣 紧原理多年来已被数以万计的应用所证明。在安装施压过程 中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如 去毛刺之类的二次加工。2.如右图所示,将紧固件放入下模孔 内,并将安装孔与紧固件的杆部对准。 3?保持上下模平行施加挤压力,使产品的头部完全进入板材 中。 产品的性能数据 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 S M2 M3 0 5052-H34 铝材 冷轧钢 铝材 冷轧钢 铝材 PUNCH ANVIL ana
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母?材质:碳钢 形状:圆形?螺纹规格:M2到M10 外径:6、3-17、35(mm) 原材料与表面处理规格 紧固件材质经过热处理得低碳钢 表面处理标 准 镀锌 安装板得硬 度 HRB80以下 螺纹InternalANSI B1、 12B/ANSI/ASMEB1、13M,6H 产品表述及编号内容型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 螺纹尺寸* 螺距类型 螺纹编码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径+0、 08 C 最大 尺寸 E ±0、 25 T ±0、25 孔中心与 安装板边 缘最小距 离 紧固 件材 质 碳钢 M2*0、4 S M2 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M2、5*0、45 S M2、5 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3*0、5 S M3 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3、5*0、6 S M3、5 0 0、77 0、8-1 4、75 4、73 7、1 1、5 5、6 1 0、97 1 2 1、38 1、4 M4*0、7 S M4 0 0、77 0、8-1 5、41 5、38 7、9 2 6、9 1 0、97 1 2 1、38 1、4 M5*0、8 SS M5 0 0、77 0、8-1 6、35 6、33 8、7 2 7、1 1 0、97 1 2 1、38 1、4